ГОСТ 16519-78
Группа Г29
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ РУЧНЫЕ
Методы измерения вибрационных параметров
Portable tools.
Methods for measurement of parameters of vibration
Дата введения 1979-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством строительного, дорожного и коммунального машиностроения
РАЗРАБОТЧИКИ
А.А.Гоппен, канд. техн. наук; Ю.М.Васильев, канд. техн. наук (руководители темы); И.М.Шишкина; Я.Г.Готлиб, канд.техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.10.78 N 2804
3. Стандарт полностью соответствует СТ СЭВ 716-77
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
1.1.1, 2.11 | |
|
ГОСТ 7338-90 |
Приложение 3 |
|
ГОСТ 17168-82 |
1.2.5 |
|
ГОСТ 17770-86 |
Приложение 3 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (июнь 1999 г.) с Изменением N 1, утвержденным в июне 1988 г. (ИУС 10-88)
Настоящий стандарт распространяется на ручные машины и устанавливает методы измерения их вибрационных параметров в местах контакта рук оператора с машиной при контрольных испытаниях изготовителем.
1. ТРЕБОВАНИЯ К СРЕДСТВАМ ИЗМЕРЕНИЯ
1.1. Средства измерений должны обеспечивать измерения следующих параметров:
- средних квадратических значений виброскорости в м/с или виброускорения в м/с![]() и (или) соответственно их логарифмических уровней в дБ в октавных и (или) третьоктавных полосах частот в диапазоне от 5,6 до 1400 Гц;
и (или) соответственно их логарифмических уровней в дБ в октавных и (или) третьоктавных полосах частот в диапазоне от 5,6 до 1400 Гц;
- корректированных средних квадратических значений виброскорости в м/с или виброускорения в м/с![]() и (или) соответственно их логарифмических уровней в дБ;
и (или) соответственно их логарифмических уровней в дБ;
- статической силы нажатия.
Таблицы соотношений значений виброскорости и виброускорения и их логарифмических уровней приведены в приложении 2.
(Измененная редакция, Изм. N 1).
1.1.1. Весовые коэффициенты коррекции должны соответствовать установленным ГОСТ 12.1.012 для локальной вибрации.
Допускается использование средств измерений, не имеющих корректирующих цепей. При этом корректированное значение вибрационных параметров следует рассчитывать по измеренным октавным значениям в соответствии с ГОСТ 12.1.012.
1.1.2. Вид вибрационного параметра (виброскорости или виброускорения) устанавливается в стандартах и (или) технических условиях на машину.
1.1.3. Измерения должны проводиться прибором с постоянной времени измерительной цепи не менее 1 с.
1.1.1-1.1.3. (Введены дополнительно, Изм. N 1).
1.2. Виброизмерительная аппаратура должна обеспечивать непосредственное определение вибрационных параметров в процессе измерений или записи на регистраторе с последующей обработкой данных в лабораторных условиях.
1.2.1. Рабочий диапазон частот виброизмерительной аппаратуры должен быть от 5,6 до 1400 Гц.
1.2.2. Прибор должен обладать характеристиками усреднения "медленно" с ![]() 0,5 и "быстро" с
0,5 и "быстро" с ![]() 0,2 и непосредственно показывать среднеквадратическое значение виброскорости.
0,2 и непосредственно показывать среднеквадратическое значение виброскорости.
Предпочтительной является динамическая характеристика "медленно".
1.2.3. Суммарная погрешность измерительного тракта вибропреобразователь - усилительно-преобразующая аппаратура - регистрирующий прибор не должна превышать ±10% в измеряемом диапазоне амплитуд и частот.
(Измененная редакция, Изм. N 1).
1.2.4. (Исключен, Изм. N 1).
1.2.5. Фильтры, используемые в средствах измерения, должны иметь характеристики затухания по ГОСТ 17168.
Допускается использование в качестве корректирующих цепей (фильтров) виброскорости цепи с плоской (в пределах ±1 дБ) амплитудно-частотной характеристикой от 10 до 1000 Гц для измерения вибрационных параметров ручных машин с базисной частотой колебаний (соответствующей частоте вращения, числу ударов или двойных ходов) не менее 10 Гц.
1.2.6. Исходные значения виброскорости и виброускорения для определения их логарифмических уровней:
![]() 5х10
5х10![]() м/с - для виброскорости;
м/с - для виброскорости;
![]() 3х10
3х10![]() м/с
м/с![]() - для виброускорения.
- для виброускорения.
1.2.5, 1.2.6. (Введены дополнительно, Изм. N 1).
1.3. В стандартах или технических условиях на конкретные типы машин должны быть указаны нормальный режим работы машины, при котором должно определяться значение статической силы нажатия, а также методы и средства ее измерения.
Силоизмерительное устройство должно обеспечивать измерение статической силы нажатия с погрешностью не более ±10%.
(Измененная редакция, Изм. N 1).
1.4. Масса вибропреобразователя с переходным элементом не должна превышать 10% массы машины или ее частей, колебания которой измеряют, при этом масса вибропреобразователя не должна превышать 65 г.
2. ОБЩИЕ ТРЕБОВАНИЯ К ПРОВЕДЕНИЮ ИЗМЕРЕНИЙ
2.1. Измерения вибрационных параметров ручных машин должны проводиться в зонах контроля - стендовых или натурных - в условиях испытаний, установленных стандартами или техническими условиями на конкретные типы машин.
(Измененная редакция, Изм. N 1).
2.2. Точки контроля, направления измерений и конструкция переходных элементов должны быть указаны в технических условиях или стандартах на машины конкретных типов.
2.3. (Исключен, Изм. N 1).
2.4. Предпочтительным способом крепления вибропреобразователя к колеблющимся частям машины должно быть резьбовое соединение.
2.4.1. Резьбовое отверстие должно быть выполнено таким образом, чтобы при установлении вибропреобразователя отпечаток от нанесенного предварительно на его посадочную плоскость слоя технического вазелина занимал площадь в пределах сектора с центральным углом не менее 270°.
2.4.2. Шероховатость поверхностей, на которые устанавливают вибропреобразователи, должна быть такой, чтобы среднее арифметическое отклонение профиля не превышало 2 мкм.
2.4.3. Диаметр посадочной площадки должен превышать диаметр опорной поверхности виброизмерительного преобразователя не менее чем на 1 мм.
2.4.4. Если непосредственное крепление вибропреобразователя к поверхности, на которой проводят измерения, невозможно, то допускается применение переходного элемента.
Наименьшая собственная частота системы ![]() вибропреобразователь - переходный элемент - вибрирующая поверхность должна быть выше величины, определяемой по формуле
вибропреобразователь - переходный элемент - вибрирующая поверхность должна быть выше величины, определяемой по формуле
![]() , (1)
, (1)
где ![]() - верхняя частота частотного диапазона, в котором оценивают вибрационные параметры.
- верхняя частота частотного диапазона, в котором оценивают вибрационные параметры.
2.5. Допускается в стандартах или технических условиях на машины конкретных типов предусматривать применение вибропреобразователей с другими видами взаимодействия с измеряемой поверхностью, в том числе и бесконтактных вибропреобразователей, при обеспечении точности измерения, установленной в п.1.2.3.
2.6. Если место контакта рук оператора с машиной покрыто эластичным виброизолирующим материалом, то следует использовать один из ниже приведенных методов измерений вибрационного параметра, устанавливаемых стандартом на ручные машины конкретных типов.
2.6.1. Среднеарифметическое значение вибрационного параметра в точке контроля ![]() , полученное по измерениям среднеквадратических значений вибрационных параметров в
, полученное по измерениям среднеквадратических значений вибрационных параметров в ![]() -й точке контроля, в
-й точке контроля, в ![]() -м направлении измерений, в
-м направлении измерений, в ![]() -октавной полосе, следует определять по формуле
-октавной полосе, следует определять по формуле
![]() , (2)
, (2)
где ![]() - коэффициент передачи эластичного виброизолирующего материала в
- коэффициент передачи эластичного виброизолирующего материала в ![]() -октавной полосе частот, определяемый в соответствии с приложениями 3 или 4 экспериментальным или расчетным способом;
-октавной полосе частот, определяемый в соответствии с приложениями 3 или 4 экспериментальным или расчетным способом;
![]() - среднеарифметическое значение, полученное по измерениям среднеквадратических значений вибрационных параметров на основном материале (под покрытием) в
- среднеарифметическое значение, полученное по измерениям среднеквадратических значений вибрационных параметров на основном материале (под покрытием) в ![]() -октавной полосе, в
-октавной полосе, в ![]() -й точке контроля,
-й точке контроля, ![]() -м направлении измерения.
-м направлении измерения.
Значения коэффициентов передачи ![]() материала, используемого в данной машине, должны быть приведены в техническом паспорте на машину.
материала, используемого в данной машине, должны быть приведены в техническом паспорте на машину.
2.6.2. Оценку вибрационного параметра в точке контроля ![]() следует принимать по значению вибрационного параметра, измеренного на адаптере (тонкой пластине), форма которого соответствует форме места контакта и который прижимается рукой оператора с силой, равной статической силе нажатия, необходимой для нормального режима работы данной машины.
следует принимать по значению вибрационного параметра, измеренного на адаптере (тонкой пластине), форма которого соответствует форме места контакта и который прижимается рукой оператора с силой, равной статической силе нажатия, необходимой для нормального режима работы данной машины.
Масса адаптера с вибропреобразователем не должна превышать 40 г. При этом должно соблюдаться условие формулы (1).
2.7. Когда рукоятки выполнены из эластичного материала и не имеют жесткой основы, измерения вибрации следует проводить по п.2.6.2.
2.8. Длительность одной реализации (замера) в каждой из первых трех октавных полос частотного диапазона должна быть не менее 2 с, в остальных полосах - не менее 1 с.
2.9. Перед началом измерений и в конце их следует проводить калибровку всего измерительного тракта (вибропреобразователь - усилительно-преобразующая аппаратура - регистратор или показывающий прибор). Допускается проводить калибровку на одной фиксированной частоте.
Измерения следует считать достаточно достоверными, если результаты калибровок измерительного тракта до и после проведения измерений отличаются не более чем на 1 дБ.
2.10. Уровень помех в каждой полосе частот должен быть ниже уровня измеряемого параметра не менее чем на 4 дБ, при этом, если разница между уровнем измеряемого параметра и уровнем помех составляет от 4 до 5 дБ, то из величины измеренного суммарного уровня (с влиянием помех) следует вычесть 2 дБ, а при разнице от 6 до 9 дБ следует вычесть 1 дБ.
При разнице указанных уровней от 10 дБ и более поправки на влияние помех вносить не следует.
(Измененная редакция, Изм. N 1).
2.11. Время отдельного измерения корректированного значения виброскорости или виброускорения - по ГОСТ 12.1.012.
(Введен дополнительно, Изм. N 1).
3. ПОЛУЧЕНИЕ ВИБРАЦИОННОЙ ХАРАКТЕРИСТИКИ ОБРАЗЦА РУЧНОЙ МАШИНЫ
3.1. Результат измерения одной реализации следует оценивать на показывающем приборе по среднему положению стрелки, на ленте самописца уровня - по среднему значению уровня записи в каждой октавной полосе частот, а при использовании приборов с цифровой индикацией - по показанию цифрового индикатора.
Используемые вычислительные устройства (например статистические анализаторы) должны обеспечивать показания, соответствующие среднеквадратическому значению измеряемого вибрационного параметра.
3.2. Число измерений следует определять, исходя из обеспечения доверительной вероятности не менее 0,95 при доверительном интервале ±0,4 среднеарифметического от числа измерений.
В качестве результата измерений следует принимать средние арифметические значения.
Примечание. Число измерений ![]() , необходимое и достаточное для обеспечения заданной статистической достоверности, может быть определено с помощью приложения 5.
, необходимое и достаточное для обеспечения заданной статистической достоверности, может быть определено с помощью приложения 5.
Коэффициент вариации, с помощью которого определяют необходимое число измерений, должен оцениваться по выборке измеренных значений вибрационного параметра, свободной от грубых промахов ("выскакивающих значений").
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Результаты измерений должны оформляться протоколом, рекомендуемая форма которого приведена в приложении.
3.4. Вибрационная характеристика образца, определяемая при приемочных (определительных) испытаниях, должна состоять из значений вибрационных параметров, полученных по трем взаимно перпендикулярным направлениям и всем точкам контроля.
При всех последующих видах контрольных испытаний вибрационную характеристику определяют в направлениях и точках контроля максимальной вибрации, установленных по результатам приемочных (определительных) испытаний.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Термины и определения
|
Термин |
Определение |
|
1. Статическая сила нажатия |
Сила, прикладываемая руками оператора, минимальное значение которой обеспечивает нормальный режим работы машины |
|
2. Условия испытаний |
Комплекс требований, устанавливающий вид представительного объекта обработки или его механического имитатора, представительную технологическую операцию, позу и массу оператора или параметры имитирующего его устройства, ориентацию машины в пространстве, параметры подводимой к машине энергии |
|
3. Место контакта |
Поверхность машины, предназначенная для ее удержания руками оператора |
|
4. Зона контроля |
Часть места контакта, свободная от руки оператора |
|
5. Точка контроля |
Место установки вибропреобразователя в зоне контроля |
|
6. Эластичные виброизолирующие материалы |
Материалы, заметно деформируемые усилиями, прикладываемыми руками оператора, и применяемые для виброизоляции мест контакта |
ПРИЛОЖЕНИЕ 2
Справочное
Соотношения значений виброскорости и их логарифмических уровней
Таблица 1
|
Уровни виброскорости |
Виброскорость ( |
|
70 |
0,016 |
|
71 |
0,018 |
|
72 |
0,020 |
|
73 |
0,022 |
|
74 |
0,025 |
|
75 |
0,028 |
|
76 |
0,032 |
|
77 |
0,035 |
|
78 |
0,040 |
|
79 |
0,045 |
|
80 |
0,050 |
|
81 |
0,056 |
|
82 |
0,063 |
|
83 |
0,071 |
|
84 |
0,079 |
|
85 |
0,089 |
|
86 |
0,100 |
|
87 |
0,112 |
|
88 |
0,126 |
|
89 |
0,141 |
|
90 |
0,160 |
|
91 |
0,160 |
|
92 |
0,200 |
|
93 |
0,220 |
|
94 |
0,250 |
|
95 |
0,280 |
|
96 |
0,320 |
|
97 |
0,350 |
|
98 |
0,400 |
|
99 |
0,450 |
|
100 |
0,500 |
|
101 |
0,560 |
|
102 |
0,630 |
|
103 |
0,710 |
|
104 |
0,790 |
|
105 |
0,890 |
|
106 |
1,000 |
|
107 |
1,120 |
|
108 |
1,260 |
|
109 |
1,410 |
|
110 |
1,600 |
|
111 |
1,800 |
|
112 |
2,000 |
|
113 |
2,200 |
|
114 |
2,500 |
|
115 |
2,800 |
|
116 |
3,200 |
|
117 |
3,600 |
|
118 |
4,000 |
|
119 |
4,500 |
|
120 |
5,000 |
|
121 |
5,600 |
|
122 |
6,300 |
|
123 |
7,100 |
|
124 |
7,900 |
|
125 |
8,900 |
|
126 |
10,000 |
|
127 |
11,200 |
|
128 |
12,600 |
|
129 |
14,100 |
|
130 |
16,000 |
|
131 |
18,000 |
|
132 |
20,000 |
|
133 |
22,000 |
|
134 |
25,000 |
|
135 |
28,000 |
|
136 |
32,000 |
|
137 |
35,000 |
|
138 |
40,000 |
|
139 |
45,000 |
|
140 |
50,000 |
|
141 |
65,000 |
Соотношения значений виброускорения и их логарифмических уровней
Таблица 2
|
Уровни виброускорения |
Виброускорение, м/с |
|
20 |
0,0030 |
|
21 |
0,0034 |
|
22 |
0,0038 |
|
23 |
0,0042 |
|
24 |
0,0048 |
|
25 |
0,0053 |
|
26 |
0,0060 |
|
27 |
0,0067 |
|
28 |
0,0076 |
|
29 |
0,0085 |
|
30 |
0,0095 |
|
31 |
0,011 |
|
32 |
0,012 |
|
33 |
0,013 |
|
34 |
0,015 |
|
35 |
0,017 |
|
36 |
0,019 |
|
37 |
0,021 |
|
38 |
0,024 |
|
39 |
0,027 |
|
40 |
0,030 |
|
41 |
0,034 |
|
42 |
0,038 |
|
43 |
0,042 |
|
44 |
0,048 |
|
45 |
0,053 |
|
46 |
0,060 |
|
47 |
0,067 |
|
48 |
0,076 |
|
49 |
0,085 |
|
50 |
0,095 |
|
51 |
0,11 |
|
52 |
0,12 |
|
53 |
0,13 |
|
54 |
0,15 |
|
55 |
0,17 |
|
56 |
0,19 |
|
57 |
0,21 |
|
58 |
0,24 |
|
59 |
0,27 |
|
60 |
0,30 |
|
61 |
0,34 |
|
62 |
0,38 |
|
63 |
0,42 |
|
64 |
0,48 |
|
65 |
0,53 |
|
66 |
0,60 |
|
67 |
0,67 |
|
68 |
0,76 |
|
69 |
0,85 |
|
70 |
0,95 |
|
71 |
1,1 |
|
72 |
1,2 |
|
73 |
1,3 |
|
74 |
1,5 |
|
75 |
1,7 |
|
76 |
1,9 |
|
77 |
2,1 |
|
78 |
2,4 |
|
79 |
2,7 |
|
80 |
3,0 |
|
81 |
3,4 |
|
82 |
3,8 |
|
83 |
4,2 |
|
84 |
4,8 |
|
85 |
5,3 |
|
86 |
6,0 |
|
87 |
6,7 |
|
88 |
7,6 |
|
89 |
8,5 |
|
90 |
9,5 |
|
91 |
11,0 |
|
92 |
12,0 |
|
93 |
13,0 |
|
94 |
15,0 |
|
95 |
17,0 |
|
96 |
19,0 |
|
97 |
21,0 |
|
98 |
24,0 |
|
99 |
27,0 |
|
100 |
30,0 |
|
101 |
34,0 |
|
102 |
38,0 |
|
103 |
42,0 |
|
104 |
48,0 |
|
105 |
53,0 |
|
106 |
60,0 |
|
107 |
67,0 |
|
108 |
76,0 |
|
109 |
85,0 |
|
110 |
95,0 |
|
111 |
110,0 |
|
112 |
120,0 |
|
113 |
130,0 |
|
114 |
150,0 |
|
115 |
170,0 |
|
116 |
190,0 |
|
117 |
210,0 |
|
118 |
240,0 |
|
119 |
270,0 |
|
120 |
300,0 |
|
121 |
340,0 |
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3
Справочное
МЕТОД ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА
ПЕРЕДАЧИ ЭЛАСТИЧНОГО ВИБРОИЗОЛИРУЮЩЕГО МАТЕРИАЛА ПОКРЫТИЯ
Для определения коэффициента передачи следует использовать образцы размером ![]() мм, где
мм, где ![]() - радиус искривления поверхности в месте ее охвата рукой оператора,
- радиус искривления поверхности в месте ее охвата рукой оператора, ![]() - толщина покрытия.
- толщина покрытия.
Коэффициент передачи следует определять при помощи установки, схема которой приведена на чертеже.
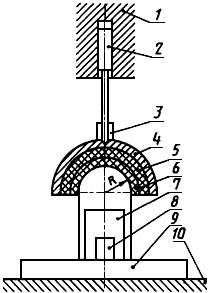
1 - корпус податчика; 2 - шток податчика; 3 - вибропреобразователь; 4 - обжимная матрица массой 0,2 кг;
5 - прокладка из листовой технической резины - пластина 8МБ-с по ГОСТ 7338;
6 - испытуемый образец; 7 - обжимной пуансон; 8 - вибропреобразователь; 9 - основание пуансона; 10 - вибростол
Образец должен охватывать полуцилиндр обжимного пуансона, при этом образец устанавливают таким образом, чтобы его большая сторона располагалась параллельно оси полуцилиндра обжимного пуансона и матрицы.
Стол генератора колебаний должен возбуждать гармонические колебания с частотами, соответствующими с точностью ±10% среднегеометрическим частотам по ГОСТ 17770 октавных полос.
Значения вибрационного параметра возбуждаемых колебаний должны находиться в пределах 1,2![]() ±40%, где
±40%, где ![]() - стандартизованное по ГОСТ 17770 предельно допустимое значение вибрационного параметра в
- стандартизованное по ГОСТ 17770 предельно допустимое значение вибрационного параметра в ![]() -октавной полосе частот. На обжимную матрицу должна действовать сила нажатия
-октавной полосе частот. На обжимную матрицу должна действовать сила нажатия ![]() , устанавливаемая в соответствии с таблицей настоящего приложения и реализуемая посредством подачи в цилиндр пневмодатчика сжатого воздуха соответствующего давления.
, устанавливаемая в соответствии с таблицей настоящего приложения и реализуемая посредством подачи в цилиндр пневмодатчика сжатого воздуха соответствующего давления.
|
Виды машин |
Значение усилия нажатия |
|
Сверлильные машины, отбойные рубильные молотки, молотки для горячей клепки, перфораторы |
150 |
|
Молотки для легкой клепки |
80 |
|
Шлифовальные машины |
60 |
|
Прочие |
50 |
Оценку коэффициента передачи проводят следующим образом:
1. Для каждого характерного положения руки относительно испытуемой машины, приводящегося в технической документации на машину, следует определять корректирующий коэффициент ![]() с доверительной вероятностью не менее 0,95 в пределах доверительного интервала ±40% среднеарифметического значения
с доверительной вероятностью не менее 0,95 в пределах доверительного интервала ±40% среднеарифметического значения
![]() ,
,
где ![]() - среднеквадратическое значение вибрационного параметра в
- среднеквадратическое значение вибрационного параметра в ![]() -октавной полосе частот, полученное при помощи вибропреобразователя 3 при нажатии через адаптер на образец из эталонного материала рукой с усилием, равным
-октавной полосе частот, полученное при помощи вибропреобразователя 3 при нажатии через адаптер на образец из эталонного материала рукой с усилием, равным ![]() , при возбуждении стола с амплитудой вибрационного параметра
, при возбуждении стола с амплитудой вибрационного параметра ![]() . Адаптер выполняют в виде изогнутой пластины из алюминиевого сплава с внутренним радиусом
. Адаптер выполняют в виде изогнутой пластины из алюминиевого сплава с внутренним радиусом ![]() мм, шириной 30 мм, длиной 100 мм, толщиной 2 мм;
мм, шириной 30 мм, длиной 100 мм, толщиной 2 мм;
![]() - среднеквадратическое значение вибрационного параметра в
- среднеквадратическое значение вибрационного параметра в ![]() -октавной полосе частот, полученной при помощи вибропреобразователя 3 при прижатии образца из эталонного материала с усилием, равным
-октавной полосе частот, полученной при помощи вибропреобразователя 3 при прижатии образца из эталонного материала с усилием, равным ![]() , обжимной матрицей через резиновую прокладку податчиком, схема которого представлена на чертеже, при возбуждении стола с амплитудой виброскорости
, обжимной матрицей через резиновую прокладку податчиком, схема которого представлена на чертеже, при возбуждении стола с амплитудой виброскорости ![]() .
.
В качестве эталонного материала принимают мягкую листовую резину 8МБ-А-м по ГОСТ 7338.
2. Для каждой марки материала с учетом его толщины и радиуса места обхвата при помощи установки, схема которой приведена на чертеже, определяют соответствующие коэффициенты передачи ![]() (в каждой стандартизованной
(в каждой стандартизованной ![]() -октавной полосе частот по ГОСТ 17770):
-октавной полосе частот по ГОСТ 17770):
![]() ;
;![]() ,
,
где ![]() - среднеквадратическое значение вибрационного параметра в
- среднеквадратическое значение вибрационного параметра в ![]() -октавной полосе, определенное при помощи вибропреобразователя 3 при поджиме матрицы через резиновую прокладку податчиком;
-октавной полосе, определенное при помощи вибропреобразователя 3 при поджиме матрицы через резиновую прокладку податчиком;
![]() - среднеквадратическое значение вибрационного параметра в
- среднеквадратическое значение вибрационного параметра в ![]() -октавной полосе, определенное при помощи вибропреобразователя 8 при поджиме матрицы через резиновую прокладку податчиком;
-октавной полосе, определенное при помощи вибропреобразователя 8 при поджиме матрицы через резиновую прокладку податчиком;
![]() - среднеарифметическое значение отношения при поджиме матрицы податчиком, полученное с доверительной вероятностью не менее 0,95 на доверительном интервале ±0,4
- среднеарифметическое значение отношения при поджиме матрицы податчиком, полученное с доверительной вероятностью не менее 0,95 на доверительном интервале ±0,4![]() .
.
Масса штока податчика должна быть от 0,4 до 0,6 кг.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Справочное
Ориентировочные расчетные значения коэффициентов передачи ![]() в зависимости от динамических параметров покрытия
в зависимости от динамических параметров покрытия
|
Динамические параметры покрытия |
Коэффициент | ||||||||
|
Сопротивление, кгс/м |
Жесткость, Н/м |
8 |
16 |
31,5 |
63 |
125 |
250 |
500 |
1000 |
|
100 |
1·10 |
0,55 |
0,55 |
0,55 |
0,55 |
0,5 |
0,4 |
0,33 |
0,8 |
|
500 |
1·10 |
0,40 |
0,50 |
0,60 |
0,60 |
0,60 |
0,60 |
0,6 |
0,6 |
|
|
1·10 |
0,5 |
0,55 |
|
0,65 |
0,70 |
0,70 |
0,70 |
0,70 |
|
|
1·10 |
0,90 |
0,90 |
0,90 |
0,90 |
0,90 |
0,85 |
0,80 |
0,75 |
|
1000 |
1·10 |
0,60 |
0,70 |
0,80 |
0,85 |
0,85 |
0,85 |
0,80 |
0,80 |
Примечание. Исходные величины динамических параметров принимают в диапазоне, где обеспечивается их линейность.
ПРИЛОЖЕНИЕ 5
Справочное
ТАБЛИЦА ОПРЕДЕЛЕНИЯ НЕОБХОДИМОГО И ДОСТАТОЧНОГО
ЧИСЛА ИЗМЕРЕНИЙ
Определенный по экспериментальным данным коэффициент вариации ![]() не должен быть больше табличного значения
не должен быть больше табличного значения ![]() , соответствующего определенной величине
, соответствующего определенной величине
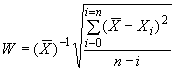 ,
,
где ![]() - число измерений;
- число измерений;
![]() - порядковый номер измерения;
- порядковый номер измерения;
![]() - текущее значение вибрационного параметра;
- текущее значение вибрационного параметра;
![]() - среднеарифметическое значение вибрационного параметра.
- среднеарифметическое значение вибрационного параметра.
|
|
0,16 |
0,24 |
0,32 |
0,36 |
0,44 |
0,48 |
0,52 |
0,56 |
0,6 |
0,64 |
0,65 |
0,68 |
0,72 |
0,76 |
0,78 |
0,81 |
0,84 |
0,85 |
0,83 |
0,88 |
|
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
ПРИЛОЖЕНИЕ 4. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 6
Справочное
|
Протокол N _____________ |
Наименование организации, проводящей измерения | ||
|
Сведения об испытываемом образце |
Наименование машины |
Индекс |
N образца |
|
|
|
|
|
|
|
Масса образца, кг |
Изготовитель |
|
|
Сведения о средствах измерений |
Виброизмерительный прибор (наименование, тип и номер в целом или составляющих частей) |
| |
|
|
Виброизмерительный преобразователь (наименование, тип, номер) |
| |
|
|
Сведения о проверке (дата и номер документа) |
| |
|
|
Силоизмерительный прибор или устройство (наименование, тип, номер) |
| |
|
Сведения об условиях испытаний |
Испытания проводят в соответствии с ______________________________ |
| |
|
|
(наименование и номер документа, устанавливающего условия испытаний) |
| |
|
|
Способ испытаний (в натурных условиях, на стенде, наименование, индекс и т.п.) |
| |
|
|
Положение ручной машины в пространстве (горизонтальное, угол наклона) |
| |
|
|
Характер выполняемой работы (технологическая операция, объект обработки и т.д.) |
| |
|
|
Величина статической силы нажатия, Н |
| |
|
|
Способ приложения силы нажатия (руками или имитирующее устройство, индекс и N) |
| |
|
Лист 1 |
Всего листов 3 |
19 ___ г. | |
|
Протокол N _____________ |
Наименование организации, проводящей измерения | ||
Схематический эскиз ручной машины с указанием стрелками мест установки и ориентации осей чувствительности вибропреобразователей, их порядковый номер
Способ присоединения преобразователя: резьбой (ее параметры) или другим способом
|
|
|
|
|
|
Таблица измеренных величин вибрационных параметров
|
Среднегеометрические частоты октавных полос, Гц |
Результаты замеров вибрационных параметров |
Среднеарифме- |
Примечание | ||||||
|
|
1-го |
2-го |
3-го |
… |
|
|
| ||
|
Точка N __ |
8 |
|
|
|
|
|
|
| |
|
|
16 |
|
|
|
|
|
|
| |
|
|
31,5 |
|
|
|
|
|
|
| |
|
|
63 |
|
|
|
|
|
|
| |
|
|
125 |
|
|
|
|
|
|
| |
|
|
250 |
|
|
|
|
|
|
| |
|
|
500 |
|
|
|
|
|
|
| |
|
|
1000 |
|
|
|
|
|
|
| |
|
Лист 2 |
Всего листов 3 |
|
|
|
| ||||
Продолжение
|
Протокол N _____________ |
Наименование организации, проводящей измерения | |||||||
|
Среднегеометрические частоты октавных полос, Гц |
Результаты замеров вибрационных параметров |
Среднеарифметическое значение |
Примечание | |||||
|
|
1-го |
2-го |
3-го |
… |
|
|
| |
|
Точка N __ |
8 |
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
31,5 |
|
|
|
|
|
|
|
|
|
63 |
|
|
|
|
|
|
|
|
|
125 |
|
|
|
|
|
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
500 |
|
|
|
|
|
|
|
|
|
1000 |
|
|
|
|
|
|
|
|
Точка N __ |
8 |
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
31,5 |
|
|
|
|
|
|
|
|
|
63 |
|
|
|
|
|
|
|
|
|
125 |
|
|
|
|
|
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
500 |
|
|
|
|
|
|
|
|
|
1000 |
|
|
|
|
|
|
|
|
Точка N __ |
8 |
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
31,5 |
|
|
|
|
|
|
|
|
|
63 |
|
|
|
|
|
|
|
|
|
125 |
|
|
|
|
|
|
|
|
|
250 |
|
|
|
|
|
|
|
|
|
500 |
|
|
|
|
|
|
|
|
|
1000 |
|
|
|
|
|
|
|
|
Подписи и должности лиц, ответственных за проведение измерений | ||||||||
|
Лист 3 |
Всего листов 3 |
19 ___ г. | ||||||
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999