ГОСТ Р ИСО 2859-1-2007
Группа Т59
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Статистические методы
ПРОЦЕДУРЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО АЛЬТЕРНАТИВНОМУ ПРИЗНАКУ
Часть 1
Планы выборочного контроля последовательных партий
на основе приемлемого уровня качества
Statistical methods. Sampling procedures for inspection by attributes.
Part 1: Sampling schemes indexed by acceptance quality limit for lot-by-lot inspection
ОКС 03.120.30
Дата введения 2007-06-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ОАО НИЦ КД) и Техническим комитетом по стандартизации ТК 125 "Статистические методы в управлении качеством продукции" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Управлением развития, информационного обеспечения и аккредитации Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 марта 2007 г. N 38-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 2859-1:1999 "Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL" (ISO 2859-1:1999 "Sampling procedures for inspection by attributes - Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении В
5 ВЗАМЕН ГОСТ Р 50779.71-99 (ИСО 2859-1-89)
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1.1 Настоящий стандарт устанавливает планы и процедуры выборочного контроля по альтернативному признаку для штучной продукции на основе приемлемого уровня качества (AQL).
Цель стандарта - способствовать влиянию на поставщика экономически и психологически путем возможного отклонения партий, а также способствовать поддержанию среднего уровня качества процесса в соответствии с установленным приемлемым уровнем качества AQL, одновременно обеспечивая выбранную верхнюю границу риска потребителя (риска приемки партий с низким качеством).
Стандарт не устанавливает процедуры расслоения партий или оценки их качества.
Планы выборочного контроля распространяются (но не ограничиваются этим перечнем) на контроль таких видов продукции, как:
- готовая продукция;
- комплектующие изделия и сырье;
- операции;
- материалы в процессе производства;
- поставки на складе;
- операции обслуживания;
- данные или записи;
- административные процедуры.
1.2 Данные планы контроля предназначены главным образом для контроля последовательности партий, достаточной для применения правил переключения (9.3). Эти правила обеспечивают:
a) автоматическую защиту потребителя в случаях обнаружения снижения качества (переключением на усиленный контроль или прекращением контроля);
b) стимул к снижению затрат на контроль (по распоряжению уполномоченного руководителя) при достижении стабильного уровня качества (переключением на ослабленный контроль).
Данные планы могут быть использованы также для контроля отдельных партий, но при этом контролирующей стороне для выбора плана, обеспечивающего необходимый уровень защиты потребителя по 12.6, рекомендуется рассмотреть кривые оперативных характеристик. В таких случаях рекомендуется также пользоваться планами выборочного контроля на основе предельного уровня качества LQ по ИСО 2859-2.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ИСО 2859-0:1995 Выборочные процедуры для контроля по альтернативному признаку. Часть 0. Введение в систему выборочного контроля по альтернативному признаку по ИСО 2859
ИСО 2859-2:1985 Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного уровня качества LQ
ИСО 2859-3:2005 Процедуры выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий
ИСО 3534-1:1993 Статистика. Словарь и условные обозначения. Часть 1. Вероятность и основные статистические термины
ИСО 3534-2:1993 Статистика. Словарь и условные обозначения. Часть 2. Статистическое управление качеством
ИСО 3951-1:2005 Процедуры выборочного контроля по количественному признаку. Часть 1. Контроль по одноэтапному плану с приемлемым уровнем качества (AQL) для последовательного контроля с единственным параметром качества и единственным AQL
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ИСО 3534-1, ИСО 3534-2, а также следующие термины с соответствующими определениями:
3.1.1 контроль (inspection): Действия, такие как измерение, обследование, испытание и калибровка, выполняемые для определения одного или нескольких показателей продукции или услуги и проверки их соответствия установленным требованиям.
3.1.2 контроль при первом предъявлении (original inspection): Контроль качества впервые предъявленной партии продукции в соответствии с требованиями настоящего стандарта.
Примечание - Контроль при первом предъявлении необходимо отличать от контроля партии продукции, повторно поступившей на контроль после отклонения.
3.1.3 контроль по альтернативному признаку (inspection by attributes): Контроль, с помощью которого каждую единицу продукции классифицируют только как соответствующую или несоответствующую или подсчитывают число несоответствий для каждой единицы продукции в соответствии с установленным требованием или группой требований.
Примечание - Контроль по альтернативному признаку включает в себя контроль соответствия как единиц продукции, так и несоответствий на сто единиц продукции.
3.1.4 единица продукции (item): Объект, который может быть рассмотрен и описан индивидуально.
Примеры:
- физический объект (изделие);
- определенное количество материала;
- услуга, действие или процесс;
- организация или физическое лицо;
- комбинация перечисленных объектов.
3.1.5 несоответствие (nonconformity): Невыполнение установленных требований.
Примечание 1 - В некоторых случаях установленные требования совпадают с требованиями пользователя или заказчика [см. термин "дефект" (3.1.6)]. В других случаях эти требования могут не совпадать, а взаимосвязь между этими требованиями не всегда может быть полностью известна и понятна.
Примечание 2 - По степени значимости выделяют следующие классы несоответствий:
Класс А: несоответствия, представляющие собой наибольшую значимость для продукции и услуг. При выборочном приемочном контроле этот класс несоответствий имеет небольшие значения AQL.
Класс В: несоответствия, представляющие собой меньшую значимость. Для них устанавливают значения приемлемого уровня качества AQL больше, чем для несоответствий первого класса, и меньше, чем для несоответствий третьего класса, например С, если таковой имеется.
Примечание 3 - Введение дополнительных характеристик (показателей качества) и классов несоответствий обычно влияет на общую вероятность приемки продукции.
Примечание 4 - Число несоответствий, их отнесение к тому или иному классу и выбор приемлемого уровня качества по каждому из них должны быть адекватны требованиям к качеству в каждой конкретной ситуации.
3.1.6 дефект (defect): Несоответствие установленным потребительским требованиям.
Примечание 1 - Термин "дефект" применяют в тех случаях, когда показатель качества продукции или услуги оценивают по отношению к их потребительским требованиям (в отличие от соответствия требованиям технических условий).
Примечание 2 - Поскольку термин "дефект" имеет определенное значение в правовых документах, его нельзя использовать как общий термин.
3.1.7 несоответствующая единица продукции (nonconforming item): Единица продукции, содержащая по крайней мере одно несоответствие.
Примечание - Несоответствующие единицы продукции в зависимости от их значимости подразделяют на следующие классы:
Класс А - единица продукции, содержащая одно или более несоответствие типа А, может также содержать несоответствия типа В и/или типа С.
Класс В - единица продукции, содержащая одно или более несоответствие типа В, может содержать несоответствия типа С, но не имеет несоответствий типа А.
3.1.8 процент несоответствующих единиц продукции в выборке (percent nonconforming in a sample): Число несоответствующих единиц продукции в выборке, умноженное на сто и деленное на объем выборки, т.е.
![]() ,
,
где ![]() - число несоответствующих единиц продукции в выборке;
- число несоответствующих единиц продукции в выборке;
![]() - объем выборки.
- объем выборки.
3.1.9 процент несоответствующих единиц продукции в совокупности или партии (percent nonconforming in a population or lot): Число несоответствующих единиц продукции в совокупности или партии, умноженное на сто и деленное на объем совокупности или партии, т.е.
![]() ,
,
где ![]() - доля несоответствующих единиц продукции;
- доля несоответствующих единиц продукции;
![]() - число несоответствующих единиц продукции в совокупности или партии;
- число несоответствующих единиц продукции в совокупности или партии;
![]() - объем совокупности или объем партии.
- объем совокупности или объем партии.
Примечание 1 - В настоящем стандарте термины "процент несоответствующих единиц продукции" (3.1.8 и 3.1.9) и "процент несоответствий на 100 единиц продукции" (3.1.10 и 3.1.11) используются главным образом вместо терминов "доля несоответствующих единиц продукции" и "процент несоответствий на единицу продукции", ранее широко применявшихся.
Примечание 2 - Это определение отличается от приведенного в ИСО 3534-2.
3.1.10 процент несоответствий на 100 единиц продукции в выборке (nonconformities per 100 items in a sample): Число несоответствий в выборке, умноженное на сто и деленное на объем выборки, т.е.
![]() ,
,
где ![]() - число несоответствий в выборке;
- число несоответствий в выборке;
![]() - объем выборки.
- объем выборки.
3.1.11 процент несоответствий на 100 единиц продукции в совокупности или партии (nonconformities per 100 items in a population or lot): Число несоответствий в совокупности или партии, умноженное на сто и деленное на объем совокупности или объем партии, т.е.
![]() ,
,
где ![]() - доля несоответствий на единицу продукции;
- доля несоответствий на единицу продукции;
![]() - число несоответствий в совокупности или партии;
- число несоответствий в совокупности или партии;
![]() - объем совокупности партии.
- объем совокупности партии.
Примечание - Единица продукции может содержать одно или более несоответствие.
3.1.12 уполномоченная сторона (responsible authority): Контролирующий орган независимо от того, относится он к первой, второй или третьей стороне.
Примечание 1 - Уполномоченной стороной может быть:
a) отдел качества организации-поставщика (первая сторона);
b) поставщик или покупатель (вторая сторона);
c) независимая организация по проверке или сертификации (третья сторона);
d) любая из перечисленных сторон, которая выполняет соответствующую функцию (см. примечание 2), установленную в соглашении между двумя сторонами, например между поставщиком и покупателем.
Примечание 2 - Ответственность и функции уполномоченной стороны установлены в 5.2, 6.2, 7.2, 7.3, 7.5, 7.6, 9.1, 9.3.3, 9.4, 10.1, 10.3, 13.1.
3.1.13 контролируемая партия (lot): Определенное количество единиц продукции, материала или услуг, собранных вместе.
Примечание - Контролируемая партия может состоять из нескольких партий или частей партий.
3.1.14 объем партии (lot size): Количество единиц продукции в партии.
3.1.15 выборка (sample): Набор элементов из контролируемой партии, состоящий из одной или более единицы продукции, предназначенный для получения информации о контролируемой партии.
3.1.16 объем выборки (sample size): Количество единиц продукции в выборке.
3.1.17 план выборочного контроля (sampling plan): Комбинация объема(ов) выборки, подлежащей контролю, и соответствующих критериев приемлемости партии.
Примечание 1 - План одноступенчатого контроля - это комбинация объема выборки, приемочного числа и браковочного числа. Двухступенчатый план выборочного контроля - это комбинация объемов выборки, приемочных чисел и браковочных чисел для первой выборки и для объединенной выборки.
Примечание 2 - План выборочного контроля не включает в себя правила отбора выборок.
Примечание 3 - Следует различать термины "план выборочного контроля" (3.1.17), "схема выборочного контроля" (3.1.18) и "система выборочного контроля" (3.1.19).
3.1.18 схема выборочного контроля [выборочная схема] (sampling scheme): Сочетание планов выборочного контроля и правил переключения с одного плана на другой (9.3).
3.1.19 система выборочного контроля [выборочная система] (sampling system): Совокупность планов или схем выборочного контроля с правилами переключения и выборочными процедурами, включая критерии, по которым соответствующие планы или схемы могут быть выбраны.
Примечание - В настоящем стандарте система выборочного контроля определена областью изменения объема контролируемой партии, уровнями контроля и значением AQL. Система выборочного контроля для планов контроля на основе предельного качества LQ приведена в ИСО 2859-2.
3.1.20 нормальный контроль (normal inspection): Применение плана выборочного контроля (3.1.17) с таким критерием приемки, который обеспечивает высокую вероятность приемки партии, когда среднее процесса (3.1.25) контролируемой партии не хуже приемлемого уровня качества (3.1.26).
Примечание - Нормальный контроль используют в тех случаях, когда нет оснований предполагать, что среднее процесса (3.1.25) отличается от приемлемого уровня качества (3.1.26).
3.1.21 усиленный контроль (tightened inspection): Применение плана выборочного контроля (3.1.17) с более жестким по сравнению с планом нормального контроля (3.1.20) критерием приемки.
Примечание - Усиленный контроль применяют в тех случаях, когда результаты контроля установленного количества последовательных партий указывают на то, что среднее процесса (3.1.25) может быть хуже AQL (3.1.26).
3.1.22 ослабленный контроль (reduced inspection): Применение плана выборочного контроля (3.1.17) с объемом выборки (3.1.16), меньшим чем для нормального контроля (3.1.20), и с критерием приемки, сопоставимым с критерием приемки при нормальном контроле.
Примечание 1 - Разрешающая способность ослабленного контроля меньше, чем при нормальном контроле.
Примечание 2 - Ослабленный контроль применяют в тех случаях, когда результаты контроля установленного количества последовательных партий указывают на то, что среднее процесса (3.1.25) лучше AQL (3.1.26).
3.1.23 счетчик переключений (switching score): Индикатор, используемый при нормальном контроле, позволяющий определить по результатам текущего контроля возможность переключения (перехода) на ослабленный контроль.
Примечание - См. 9.3.3.
3.1.24 счетчик приемки (acceptance score): Индикатор, используемый в планах контроля для определения приемки партии.
Примечание - См. 13.2.1.2.
3.1.25 среднее процесса (process average): Уровень процесса, усредненный по определенному интервалу времени или количеству продукции [ИСО 3534-2 (пункт 3.1.2)].
Примечание - В настоящем стандарте среднее процесса является уровнем качества (процентом несоответствий или числом несоответствий на 100 единиц продукции) в течение периода, когда процесс находится в состоянии статистической управляемости.
3.1.26 приемлемый уровень качества (acceptance quality limit); AQL: Наихудшее среднее процесса, соответствующее удовлетворительному уровню качества при выборочном контроле непрерывной последовательности партий.
Примечание 1 - Данное понятие применяют только при использовании выборочной схемы с правилами переключения и приостановки, описанными в настоящем стандарте или ИСО 3951-1.
Примечание 2 - Хотя отдельные партии, качество которых соответствует приемлемому уровню качества, могут быть приняты с достаточно высокой вероятностью, понятие приемлемого уровня качества не предполагает, что это желательный уровень качества. Выборочные схемы, приведенные в международных стандартах и настоящем стандарте с соответствующими правилами переключения и приостановки выборочного контроля, предназначены для побуждения поставщиков к тому, чтобы средние процесса были лучше, чем AQL. В противном случае есть высокий риск, что нормальный контроль будет переключен на усиленный контроль, при котором критерии для приемки партии становятся более жесткими. При усиленном контроле, если не предприняты действия для улучшения процесса, возможно применение правила приостановки до проведения таких действий.
3.1.27 качество риска потребителя (consumer's risk quality); CRQ: Уровень качества партии или процесса, который соответствует риску потребителя, установленному в выборочном плане.
Примечание - Риск потребителя обычно устанавливают 10%.
3.1.28 предельное качество (limiting quality); LQ: Для отдельной партии - это уровень качества, которому соответствует низкая вероятность приемки.
3.2 Обозначения и сокращения
В настоящем стандарте использованы следующие обозначения и сокращения:
Ас - приемочное число;
AQL - приемлемый уровень качества (выраженный в проценте несоответствующих единиц продукции или числе несоответствий на сто единиц продукции);
AOQ - среднее выходное качество (выраженное в проценте несоответствующих единиц продукции или числе несоответствий на сто единиц продукции);
AOQL - предел среднего выходного качества (выраженный в проценте несоответствующих единиц продукции или числе несоответствий на сто единиц продукции);
CRQ - качество риска поставщика (выраженное в проценте несоответствующих единиц продукции или числе несоответствий на сто единиц продукции);
![]() - число несоответствующих единиц продукции (несоответствий), обнаруженных в отобранной из партии выборке;
- число несоответствующих единиц продукции (несоответствий), обнаруженных в отобранной из партии выборке;
![]() - число несоответствующих единиц продукции в партии;
- число несоответствующих единиц продукции в партии;
LQ - предельное качество (выраженное в проценте несоответствующих единиц продукции или числе несоответствий на сто единиц продукции);
![]() - объем партии;
- объем партии;
![]() - объем выборки;
- объем выборки;
![]() - среднее процесса;
- среднее процесса;
![]() - уровень качества, для которого вероятность приемки равна
- уровень качества, для которого вероятность приемки равна ![]() (
(![]() - дробь);
- дробь);
![]() - вероятность приемки партии (в процентах);
- вероятность приемки партии (в процентах);
Re - браковочное число.
Примечание - Символ ![]() может иметь индекс в виде числа, обозначающего номер выборки. В общем случае
может иметь индекс в виде числа, обозначающего номер выборки. В общем случае ![]() - это объем
- это объем ![]() -й выборки при двух- или многоступенчатом выборочном контроле.
-й выборки при двух- или многоступенчатом выборочном контроле.
4 Несоответствия
4.1 Общие положения
Уровень несоответствий должен быть выражен либо процентом несоответствующих единиц продукции (см. 3.1.8 и 3.1.9), либо числом несоответствий на 100 единиц продукции (см. 3.1.10 и 3.1.11) при условии, что несоответствия являются случайными и статистически независимыми. Таблицы 7, 8 и 10 также основаны на предположении, что несоответствия являются случайными и статистически независимыми. Если есть основания считать, что одно несоответствие может быть вызвано теми же причинами, что и другие, предпочтительнее рассматривать единицы продукции как соответствующие или несоответствующие и не рассматривать отдельные несоответствия.
4.2 Классификация несоответствий
Поскольку при приемочном выборочном контроле обычно используют несколько характеристик, которые могут различаться по важности и степени влияния на качество и экономические показатели, желательно распределять виды несоответствий по классам согласно 3.1.5. Количество классов, отнесение несоответствий к определенному классу и выбор AQL для каждого класса должны соответствовать требованиям к качеству в конкретной ситуации.
5 Приемлемый уровень качества (AQL)
5.1 Основы для применения
Основой для выбора планов и схем контроля являются AQL и код объема выборки.
При назначении AQL для отдельного несоответствия или группы несоответствий следует учитывать, что схема выборочного контроля будет принимать большинство предъявленных партий, если уровень несоответствующих единиц продукции (или число несоответствий на 100 единиц продукции) в этих партиях не превышает заданное значение AQL. Для каждого значения установленного AQL планы подобраны таким образом, что вероятность приемки, как правило, для больших объемов выборок выше, чем для малых объемов.
AQL является параметром схемы выборочного контроля. Следует различать этот параметр и средний уровень процесса. Средний уровень процесса соответствует оперативному уровню производственного процесса. Чтобы не допустить излишних отклонений партий, предполагают, что средний уровень процесса будет меньше или равен AQL.
ПРЕДОСТЕРЕЖЕНИЕ: Назначение AQL не предусматривает права поставщика намеренно поставлять несоответствующие единицы продукции.
5.2 Назначение AQL
Значение AQL должно быть оговорено в контракте или назначено уполномоченной стороной (или по согласованию с ней). Для групп несоответствий, рассматриваемых совместно, или для несоответствий отдельных видов согласно 3.1.5 могут быть назначены различные AQL. Отнесение их к классам должно соответствовать требованиям к качеству в каждой конкретной ситуации. AQL можно назначать не только для группы несоответствий, но и для отдельных несоответствий или подгрупп внутри этой группы. Если уровень качества выражают процентом несоответствующих единиц продукции (3.1.8 и 3.1.9), значение AQL не должно превышать 10%. Если уровень качества выражают числом несоответствий на 100 единиц продукции (3.1.10 и 3.1.11), может быть использовано значение AQL до 1000 несоответствий на 100 единиц продукции.
5.3 Предпочтительный AQL
В таблицах настоящего стандарта приведены предпочтительные значения AQL. Для других значений AQL таблицы неприменимы.
6 Представление продукции на выборочный контроль
6.1 Формирование партий
Продукция должна быть сформирована и идентифицирована как партия, подпартия или иным образом в соответствии с 6.2. Каждая партия должна состоять из единиц продукции одного вида, класса, типоразмера и состава, произведенных в практически одинаковых условиях в один и тот же период времени.
6.2 Представление партий
Принципы формирования, объем, способ представления и идентификация каждой партии поставщиком должны быть установлены уполномоченной стороной или согласованы с ней. При необходимости поставщик должен обеспечить площади для размещения каждой партии, оборудование для идентификации и представления партий, а также персонал для работ, связанных с отбором выборок.
7 Приемка и отклонение партии
7.1 Приемлемость партий
Приемлемость партии определяется в соответствии с выборочным планом или планами.
Термин "непринятие" использован в настоящем стандарте для отклонения, когда он относится к результату рассматриваемых процедур. Термин "отклонение" использован, когда он относится к действиям потребителя, например при выборе браковочного числа.
7.2 Распоряжение несоответствующими партиями
Уполномоченная сторона должна принять решение по использованию непринятых партий. Они могут быть направлены на утилизацию, разбраковку (с заменой или без замены несоответствующих единиц продукции), переработку, переоценку, использованы для других целей и критериев применения или задержаны до получения дополнительной информации и т.п.
7.3 Несоответствующие единицы продукции
Любая единица продукции, признанная несоответствующей, в ходе контроля может быть отклонена независимо от того, является она частью выборки или нет, даже если партия принята. Отклоненные единицы продукции могут быть исправлены, отремонтированы и повторно представлены на контроль по согласованию с уполномоченной стороной.
7.4 Классы несоответствий или несоответствующих единиц продукции
Отнесение несоответствий или несоответствующих единиц продукции к двум или более классам требует применения набора выборочных планов. Обычно используемые выборочные планы имеют одинаковый объем выборки и различные приемочные числа для классов с различными значениями AQL (см. таблицы 2, 3 и 4).
7.5 Особые условия для классов критических несоответствий
Некоторые виды несоответствий могут быть критическими по важности их влияния на качество и экономические показатели. В данном подразделе определены специальные условия для таких несоответствий. По усмотрению уполномоченной стороны может быть проведен контроль каждой единицы продукции на выявление критических несоответствий. При этом сохраняется право отклонить каждую предъявленную единицу продукции и партию немедленно после обнаружения несоответствий данного класса или подвергнуть выборочному контролю каждую партию поставщика и отклонить любую партию, если выборка из нее содержит одно или более критическое несоответствие.
7.6 Представление партии на повторный контроль
В случае отклонения партии все стороны должны быть немедленно извещены. Такие партии не предъявляют на повторный контроль, прежде чем все единицы продукции не пройдут перепроверку или повторные испытания и поставщик не будет уверен в том, что все несоответствующие единицы продукции изъяты, а несоответствия исправлены. Уполномоченная сторона должна определить выбор нормального или усиленного контроля для повторного контроля, а также необходимость проведения контроля по всем или только отдельным видам или классам несоответствий.
8 Отбор выборок
8.1 Репрезентативный отбор выборок
Выбор единиц продукции для составления выборки проводят с помощью отбора простой случайной выборки [см. ИСО 3534-2 (пункт 2.1.5)]. Однако там, где это целесообразно, в выборку следует отбирать количество единиц пропорционально объему более мелких частей или слоев партии, определяемых на основе некоторого рационального критерия [см. ИСО 2859-0 (подраздел 2.25)].
8.2 Время взятия выборок
Отбор выборок проводят случайным образом после того, как все единицы продукции сформированы в партию, или в течение времени ее производства в соответствии с 8.1.
8.3 Двухступенчатый или многоступенчатый отбор выборок
При двух- или многоступенчатом отборе выборок каждую выборку извлекают из полной партии.
9 Нормальный, усиленный и ослабленный контроль
9.1 Начальный этап контроля
На начальном этапе должен быть установлен нормальный контроль, если уполномоченной стороной особо не оговорено иное.
9.2 Продолжение контроля
Нормальный, усиленный или ослабленный контроль продолжают без изменения на последовательных партиях до тех пор, пока не будут выполнены переключения (см. 9.3). Процедуры переключения применяют для каждого класса несоответствий или несоответствующих единиц продукции отдельно.
9.3 Процедуры и правила переключения (рисунок 1)
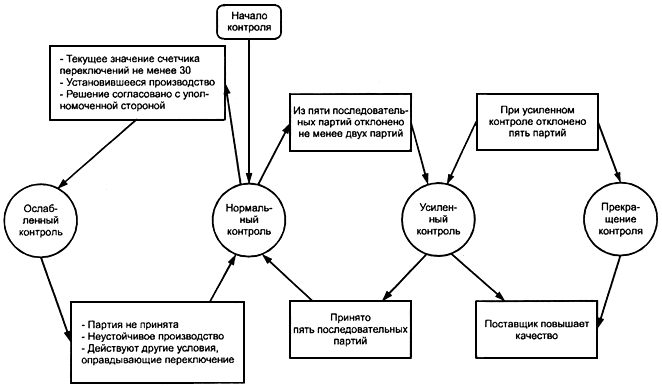
Рисунок 1 - Схема правил переключения по 9.3
9.3.1 Переключение с нормального контроля на усиленный контроль
Нормальный контроль партии переключают на усиленный контроль в том случае, если две из пяти или менее последовательные партии не прошли приемку с первого предъявления (при этом не учитывают партии, предъявленные на контроль).
9.3.2 Переключение с усиленного контроля на нормальный контроль
Усиленный контроль переключают на нормальный контроль в том случае, если пять последовательных партий были приняты с первого предъявления.
9.3.3 Переключение с нормального контроля на ослабленный контроль
9.3.3.1 Общие положения
Нормальный контроль переключают на ослабленный контроль, если выполнены следующие условия:
a) текущее значение счетчика переключений (см. 9.3.3.2) не менее 30;
b) производство находится в установившемся режиме;
c) ослабленный контроль уполномоченная сторона рассматривает как предпочтительный.
9.3.3.2 Счетчик переключений. Вычисление значения
Вычисление значения счетчика переключений начинают в начале нормального контроля, если иначе не определено уполномоченной стороной.
Значение счетчика переключений должно быть равно нулю в начале контроля и должно обновляться после контроля каждой последовательной партии при первом предъявлении на нормальный контроль.
a) Планы одноступенчатого контроля:
1) Если приемочное число равно двум (или более), к значению счетчика переключений прибавляют 3, если партия может быть принята с усиленным на один шаг AQL. В противном случае счетчику переключений присваивают значение 0.
2) Если приемочное число равно нулю или единице, к значению счетчика переключений прибавляют 2, если партия принята. В противном случае счетчику переключений присваивают значение 0.
b) Планы двух- и многоступенчатого контроля:
1) Если используют двухступенчатый план, к значению счетчика переключений прибавляют 3, если партия принята после первой ступени контроля. В противном случае счетчику переключений присваивают значение 0.
2) Если используют многоступенчатый план, к значению счетчика переключений прибавляют 3, если партия принята после третьей ступени контроля. В противном случае счетчику переключений присваивают значение 0.
Примечание - Применение счетчика переключений проиллюстрировано в приложении А.
9.3.4 Переключение с ослабленного контроля на нормальный контроль
Ослабленный контроль переключают на нормальный контроль при выполнении одного из следующих условий:
a) партия не прошла приемку;
b) производство становится неустойчивым или приостанавливается;
c) возникли иные условия, оправдывающие возвращение к нормальному контролю.
9.4 Приостановка контроля
Если общее число партий, не принятых с первого предъявления в серии последовательных партий при усиленном контроле, достигает пяти, то процедуры приемки должны быть приостановлены. Контроль партий по выборочным планам не возобновляют до тех пор, пока поставщик не примет меры по улучшению качества поставляемой продукции или услуг и уполномоченная сторона не признает эти меры эффективными. Контроль партий должен быть возобновлен как усиленный контроль в соответствии с 9.3.1.
9.5 Выборочный контроль с пропуском партий
При выполнении требования ИСО 2859-3 в соответствии с настоящим стандартом контроль последовательных партий может быть заменен на контроль с пропуском партий.
Примечание - Имеются ограничения по использованию процедур выборочного контроля с пропуском партий по ИСО 2859-3 в части ослабленного контроля в соответствии с настоящим стандартом. Некоторые значения AQL и уровней контроля неприменимы.
10 Планы выборочного контроля
10.1 Уровень контроля
Уровень качества определяет относительное количество проверок. В таблице 1 приведены три уровня контроля (I, II, III) для обычного применения. Если особо не оговорено, то применяют уровень II, при менее четком отборе хороших и плохих партий используют уровень I, а при более четком - уровень III. В таблице 1 дополнительно указаны четыре специальных уровня (S-1, S-2, S-3 и S-4), которые могут быть назначены при относительно небольших объемах выборки и больших значениях риска первого и второго рода.
Необходимо, чтобы уровень качества для конкретного случая был определен уполномоченной стороной. Это позволяет данной стороне требовать более четкого отбора хороших и плохих партий в одних случаях и менее четкого в других.
На каждом уровне контроля следует применять правила переключения, требующие перехода на нормальный, усиленный и ослабленный контроль в соответствии с разделом 9. Выбор уровня контроля не связан с видами контроля. Таким образом, уровень контроля не должен меняться при переключениях на нормальный, усиленный или ослабленный контроль.
При выборе специальных уровней необходима осторожность во избежание выбора уровня контроля, не соответствующего значению AQL, т.е. особые уровни контроля служат для сочетания возможности применения выборок малого объема. Уровень S-1 содержит коды объема выборок до уровня D, который эквивалентен выборке объема ![]() 8 одноступенчатого плана. Не следует устанавливать уровень S-1 при AQL, равном 0,1%, для которого минимальный объем выборки составляет 125.
8 одноступенчатого плана. Не следует устанавливать уровень S-1 при AQL, равном 0,1%, для которого минимальный объем выборки составляет 125.
Объем информации о качестве партии, полученный в результате проверки выборок, зависит от полного объема выборок, а не от процентного соотношения объема выборок и объема партии при условии, что выборка является небольшой по отношению к проверяемой партии. Изменение объема выборки в соответствии с объемом партии зависит от следующих особенностей:
a) когда потери, вызванные ошибкой контроля, высоки и/или очень важно принять правильное решение;
b) объем выборки, необходимый для большой партии, может быть неэкономичен для маленькой партии;
c) проведение случайного отбора является достаточно трудной задачей, если выборка слишком мала относительно объема партии.
10.2 Коды объема выборки
Каждому объему выборки соответствует свой код. Для определения применимого кода для конкретного объема партии и установленного уровня качества необходимо использовать таблицу 1.
Примечание - Для экономии места, а также для устранения излишних повторений в таблицах иногда вместо кода объема выборки используется термин "код".
10.3 Определение плана выборочного контроля
План выборочного контроля определяют по таблицам 2, 3 и 4 на основе AQL и кода объема выборки. Если указан AQL и задан объем партии, для определения по таблицам плана выборочного контроля для нормального, усиленного и ослабленного контроля должна быть использована одна и та же комбинация AQL и кода объема выборки.
Если для данного сочетания AQL и кода объема выборки выборочный план отсутствует, таблицы направляют пользователя к другому коду, который определяет объем выборки. Если этот метод отбора ведет к различным объемам выборки для различных классов несоответствий или несоответствующих единиц продукции, то код объема выборки, соответствующий наибольшему объему выборки, может быть использован для всех классов несоответствий или несоответствующих единиц продукции при назначении этого кода уполномоченной стороной и согласовании с ней. В качестве альтернативы одноступенчатому выборочному плану с приемочным числом 0 можно использовать план с приемочным числом 1 с соответствующим большим объемом выборки для заданного AQL (если это возможно) при назначении его уполномоченной стороной и согласовании с ней. В качестве другой альтернативы могут быть использованы планы с дробными приемочными числами, описанные в разделе 13, если эти планы утверждены уполномоченной стороной.
10.4 Типы планов выборочного контроля
В таблицах 2, 3 и 4 предложены три типа выборочных планов: одно-, двух - и многоступенчатые. При наличии нескольких типов планов для данного AQL и кода объема выборки можно использовать любой из них. Решение о выборе типа плана базируется на сравнении организационных проблем и средних объемов выборки имеющихся планов. В выборочных планах средний объем выборки для многоступенчатого контроля меньше, чем для двухступенчатого, а для двухступенчатого и многоступенчатого контроля объемы выборок меньше, чем для одноступенчатого контроля (таблица 9). Обычно для одноступенчатого контроля организационных проблем и затрат, связанных с выборкой, меньше, чем для двухступенчатого или многоступенчатого контроля.
11 Определение приемлемости
11.1 Контроль процента несоответствующих единиц продукции
Для определения приемлемости партии при контроле процента несоответствующих единиц продукции необходимо использовать планы контроля согласно 11.1.1-11.1.3.
11.1.1 Одноступенчатый выборочный план (с целым приемочным числом)
Количество контролируемых единиц продукции должно быть равно объему выборки одноступенчатого плана. Если число несоответствующих единиц продукции менее приемочного числа или равно ему, партию признают приемлемой. Если число несоответствующих единиц продукции превышает браковочное число или равно ему, партию признают неприемлемой.
11.1.2 Двухступенчатый выборочный план
Количество контролируемых единиц должно быть равно объему выборки первой ступени этого плана. Если число несоответствующих единиц продукции в первой выборке менее приемочного числа первой ступени или равно ему, партию признают приемлемой. Если число несоответствующих единиц продукции, обнаруженных в первой выборке, превышает браковочное число первой ступени или равно ему, партию считают "неприемлемой.
Если число несоответствующих единиц продукции первой выборки лежит в интервале между приемочным и браковочным числами первой ступени, необходимо контролировать вторую выборку с объемом, заданным планом. Число несоответствующих единиц продукции, обнаруженных в первой и второй выборках, суммируют. Если кумулятивное (суммарное) число несоответствующих единиц продукции менее приемочного числа второй ступени или равно ему, партию считают приемлемой. Если кумулятивное (суммарное) число несоответствующих единиц продукции превышает браковочное число второй ступени или равно ему, партию считают неприемлемой.
11.1.3 Многоступенчатый выборочный план
В многоступенчатом отборе извлечение выборки аналогично описанному в 11.1.2. Согласно настоящему стандарту возможно прохождение пяти ступеней контроля до принятия решения.
11.2 Контроль числа несоответствий на 100 единиц продукции
Для определения приемлемости партии при контроле числа несоответствий на 100 единиц продукции требуется использовать метод отбора, указанный для контроля процента несоответствующих единиц продукции (11.1), за исключением того, что термин "несоответствующие единицы" должен быть заменен на "несоответствия".
12 Дополнительная информация
12.1 Кривые оперативных характеристик
Кривые оперативных характеристик (ОС) для нормального и усиленного контроля, приведенные в таблице 10 для различных выборочных планов, указывают средний процент партий, которые будут приняты по различным планам для заданного качества процесса. Кривые представлены для одноступенчатого контроля. Оперативные характеристики одно-, двух- и многоступенчатого планов контроля практически совпадают. Кривые для значения AQL более 10 применяют для числа несоответствий на 100 единиц продукции. Кривые для значений AQL, равных 10 или менее, применяют для контроля процента несоответствующих единиц продукции. Кривые для значений AQL, равных 10 или менее, используют также для контроля числа несоответствий на 100 единиц продукции.
Значения в таблице, соответствующие выбранным значениям вероятности приемки ![]() , выраженные в процентах, даны для каждой из приведенных кривых оперативных характеристик и дополнительно для усиленного контроля, а также для числа несоответствий на 100 единиц продукции для значений AQL, равных 10 и менее.
, выраженные в процентах, даны для каждой из приведенных кривых оперативных характеристик и дополнительно для усиленного контроля, а также для числа несоответствий на 100 единиц продукции для значений AQL, равных 10 и менее.
Графики нормализованных кривых ОС, приведенные в таблице 12, указывают перспективный процент принятых партий различного качества с учетом правил переключения, но без учета правил прекращения контроля (9.4). Абсцисса представляет собой отношение качества процесса к AQL. Каждая кривая представляет собой приемочное число для нормального контроля.
12.2 Среднее процесса
Среднее процесса может быть оценено средним процентом несоответствующих единиц продукции или средним числом несоответствий на 100 единиц продукции (в зависимости от ситуации), выявленных в выборках продукции при первом предъявлении, при условии, что контроль не был усеченным. Там, где организуют двухступенчатый или многоступенчатый контроль для оценки среднего процесса, используют только результаты первых выборок.
12.3 Среднее выходное качество (AOQ)
AOQ - среднее качество продукции на выходе, включая принятые и отклоненные партии, после того как они прошли сплошной контроль и все обнаруженные несоответствующие единицы продукции были заменены соответствующими.
12.4 Предел среднего выходного качества (AOQL)
AOQL - для установленного плана наибольшее значение AOQ для всех возможных уровней качества партий, предъявляемых на контроль. Приближенные значения AOQL даны в таблице 8-А для каждого из одноступенчатых планов нормального контроля и в таблице 8-В - для одноступенчатых планов усиленного контроля.
12.5 Кривые средних объемов выборки
Кривые средних объемов выборки для двух- и многоступенчатого контроля в сравнении с одноступенчатым контролем для каждого приемочного числа приведены в таблице 9. На этих кривых для соответствующих планов выборочного контроля нанесены средние объемы выборок для заданных уровней качества процесса. Кривые построены с учетом того, что контроль неусеченный [см. ИСО 3534-2 (пункт 2.5.7)].
12.6 Риск поставщика и заказчика
12.6.1 Применение индивидуальных планов контроля
Применение требований настоящего стандарта в системе усиленного, нормального и ослабленного контроля серий последовательных партий обеспечивает защиту потребителя и гарантирует поставщику, что его продукция в большинстве случаев будет принята при уровне качества лучше AQL.
Иногда применяют отдельные индивидуальные планы без правил переключения. Например, покупатель может использовать планы исключительно в целях верификации. Настоящий стандарт не предназначен для подобного применения. Для подобных целей настоящий стандарт следует рассматривать как каталог индивидуальных планов на основе AQL. Оперативные кривые и другие статистические характеристики плана, выбранного таким образом, следует оценивать индивидуально по имеющимся таблицам.
12.6.2 Таблицы качества риска потребителя
Если последовательность партий является недостаточно продолжительной, чтобы применять правила переключения, можно ограничиться выбором планов, которые учитывают заданное значение AQL, обеспечивающее защиту с установленным предельным качеством. При этом планы выбирают с учетом предельного качества LQ и соответствующего ему риска потребителя. Планы для этих целей могут быть определены в соответствии с качеством риска потребителя (CRQ) и риском потребителя (вероятность ошибочной приемки партии).
В таблицах 6 и 7 приведены значения качества риска потребителя (CRQ) для риска потребителя 10%. Таблицу 6 применяют при контроле несоответствующих единиц продукции, а таблицу 7 - при контроле числа несоответствий. Для отдельных партий с уровнем качества, не превышающим приведенного в таблице значения качества риска потребителя, вероятность приемки партии не превышает 10%. Когда есть причины для защиты от указанного предельного качества партии, таблицы 6 и 7 могут быть полезны для того, чтобы установить минимальный объем выборки, соответствующий AQL, и уровень контроля, указанный для контроля последовательности партий. В ИСО 2859-2 приведены подробности планов контроля для изолированных партий.
Пример - Желательно, чтобы качество риска потребителя составляло 5% несоответствующих единиц продукции для отдельных партий. При этом соответствующая вероятность приемки составляет не более 10%. Если для контроля последовательных партий желателен AQL в 1% несоответствующих единиц продукции, по таблице 6-А можно определить, что минимальный объем выборки соответствует коду объема выборки L.
12.6.3 Таблицы риска изготовителя
В таблицах 5-А, 5-В и 5-С приведена вероятность отклонения партий с качеством AQL при нормальном, усиленном и ослабленном контроле соответственно. Эта вероятность в ИСО 3534-2 (пункт 2.6.7) упоминается как риск изготовителя.
13 Планы с дробным приемочным числом для одноступенчатого контроля
13.1 Применение планов с дробным приемочным числом
В настоящем подразделе приведены дополнительные процедуры для планов выборочного контроля с дробным приемочным числом. Дополнительные процедуры могут быть использованы по согласованию с уполномоченной стороной, при этом должны быть выполнены описанные выше процедуры, если иное специально не установлено.
Планы с дробным приемочным числом определяют по таблицам 11-А, 11-В и 11-С. Для нормального и усиленного контроля доли 1/3 и 1/2 находятся на месте двух входов со стрелками в таблицах 2-А и 2-В между планами, соответствующими приемочному числу 0 и приемочному числу 1. Для ослабленного контроля доли 1/5, 1/3 и 1/2 находятся на месте трех входов со стрелками в таблице 2-С между планами, соответствующими приемочному числу 0 и приемочному числу 1.
Использование планов с дробным приемочным числом не требует изменения кода объема выборки с соответствующим изменением объема выборки, когда комбинация кода объема выборки и AQL приводит к плану с приемочным числом между 0 и 1 (см. 10.3).
13.2 Определение приемлемости
13.2.1 Контроль несоответствующих единиц продукции
13.2.1.1 Постоянные планы контроля
Когда планы контроля с дробным приемочным числом сохраняют для всех партий, применяют следующие правила:
a) Если в выборке нет несоответствующих единиц продукции, партия должна быть признана приемлемой.
b) Если в выборке есть две или более несоответствующие единицы продукции, партия должна быть признана неприемлемой.
c) Если в выборке из текущей партии имеется только одна несоответствующая единица продукции, партия должна быть признана приемлемой только в том случае, если несоответствующие единицы продукции не были обнаружены в выборках достаточного количества непосредственно предшествующих партий.
Для приемочного числа 1/2 требуется одна такая партия. Для приемочного числа 1/3 требуются две такие партии. Для приемочного числа 1/5 требуются четыре такие партии. В противном случае текущая партия должна быть признана неприемлемой. Если первая контролируемая партия содержит одну несоответствующую единицу продукции, то партия является неприемлемой.
13.2.1.2 Непостоянные планы контроля
Когда план выборочного контроля не сохраняется для всех последовательных партий из-за изменения объема выборки и/или переключений, определяют и используют счетчик приемки. При этом руководствуются следующими правилами.
a) Значение счетчика равно нулю в начале нормального, усиленного или ослабленного контроля.
b) Если найденный план выборочного контроля имеет приемочное число 0, значение счетчика приемки должно оставаться неизменным.
Если заданное приемочное число равно 1/5, необходимо к значению счетчика приемки прибавить 2.
Если заданное приемочное число равно 1/3, необходимо к значению счетчика приемки прибавить 3.
Если заданное приемочное число равно 1/2, необходимо к значению счетчика приемки прибавить 5.
Если заданное приемочное число равно 1 или более, необходимо к значению счетчика приемки прибавить 7.
c) Если для плана с дробным приемочным числом полученные значения счетчика приемки до контроля не превышают восьми, партию можно считать приемлемой, только если выборка не содержит несоответствующих единиц продукции. Если для плана с дробным приемочным числом значение счетчика приемки до контроля не менее девяти, партию можно считать приемлемой, только если выборка содержит не более одной несоответствующей единицы продукции. Если приемочное число является целым числом, для определения приемлемости партии следует руководствоваться 11.1.1 или 11.2.
d) Если в выборке обнаружено не менее одной несоответствующей единицы продукции, значение счетчика приемки устанавливают равным нулю (после принятия решения о приемлемости партии).
Значение счетчика приемки следует изменять после определения плана выборочного контроля, но до принятия решения о приемлемости партии. После принятия решения о приемлемости партии значение счетчика приемки должно быть обновлено. Значение счетчика переключений (см. 9.3.3.2) должно быть увеличено или обновлено после принятия решения о приемлемости партии.
Примечание - При использовании счетчика приемки в случае постоянных выборочных планов его значения совпадают с результатами, полученными в соответствии с 13.2.1.1.
13.2.2 Контроль числа несоответствий
При контроле числа несоответствий для определения приемлемости партии следует применять процедуры, определенные для контроля несоответствующих единиц продукции в соответствии с 13.2.1, заменяя термин "несоответствующая единица продукции" на термин "несоответствие".
13.3 Правила переключения
13.3.1 Правила переключения с нормального контроля на усиленный и с усиленного на нормальный
Правила переключения совпадают с правилами, приведенными в 9.3.1 и 9.3.2 соответственно.
13.3.2 Правила переключения с нормального контроля на ослабленный
Для обновления значения счетчика переключений (9.3.3.2) в случае применения одноступенчатого выборочного контроля с дробным приемочным числом следует руководствоваться правилами:
a) Если заданное приемочное число равно 1/3 или 1/2, к значению счетчика переключений следует прибавить 2, если партию принимают; в противном случае счетчику переключений присваивают значение 0.
b) Если заданное приемочное число равно нулю, к значению счетчика переключений следует прибавить 2, если в выборке не обнаружено несоответствующих единиц продукции; в противном случае счетчику переключений присваивают значение 0.
13.3.3 Правила переключения с ослабленного на нормальный контроль и на прекращение контроля
Следует применять правила переключения, приведенные в 9.3.4 и 9.4.
Примечание - Планы выборочного контроля с дробным приемочным числом не применяют к системе выборочного контроля с пропуском партий в соответствии с ИСО 2859-3.
13.4 Непостоянные выборочные планы
Пример, приведенный в приложении А, демонстрирует применение системы приемочного выборочного контроля, использующей планы с дробным приемочным числом и различными объемами партий.
В этом примере предполагается, что проводится контроль процента несоответствующих единиц продукции в последовательно предъявляемых партиях, при этом имеется соглашение по использованию AQL в виде 1% несоответствующих единиц продукции с общим уровнем контроля II. Результаты контроля первых 25 партий приведены в приложении А.
Таблица 1 - Коды объема выборки (см. 10.1 и 10.2)
|
Объем партии |
Специальный уровень контроля |
Общий уровень контроля | |||||||||
|
|
S-1 |
S-2 |
S-3 |
S-4 |
I |
II |
III | ||||
|
От 2 |
до |
8 |
включ. |
А |
А |
А |
А |
А |
А |
В | |
|
" 9 |
" |
15 |
" |
А |
А |
А |
А |
А |
В |
С | |
|
" 16 |
" |
25 |
" |
А |
А |
В |
В |
В |
С |
D | |
|
" 26 |
" |
50 |
" |
А |
В |
В |
С |
С |
D |
Е | |
|
" 51 |
" |
90 |
" |
В |
В |
С |
С |
С |
Е |
F | |
|
" 91 |
" |
150 |
" |
В |
В |
С |
D |
D |
F |
G | |
|
" 151 |
" |
280 |
" |
В |
С |
D |
Е |
Е |
G |
Н | |
|
" 281 |
" |
500 |
" |
В |
С |
D |
Е |
F |
Н |
J | |
|
" 501 |
" |
1200 |
" |
С |
С |
Е |
F |
G |
J |
K | |
|
" 1201 |
" |
3200 |
" |
С |
D |
Е |
G |
Н |
K |
L | |
|
" 3201 |
" |
10000 |
" |
С |
D |
F |
G |
J |
L |
М | |
|
" 10001 |
" |
35000 |
" |
С |
D |
F |
Н |
K |
М |
N | |
|
" 35001 |
" |
150000 |
" |
D |
Е |
G |
J |
L |
N |
Р | |
|
" 150001 |
" |
500000 |
" |
D |
Е |
G |
J |
М |
Р |
Q | |
|
От 500001 и выше |
|
D |
Е |
Н |
K |
N |
Q |
R | |||
Таблица 2-A - Одноступенчатые планы при нормальном контроле (основная таблица)
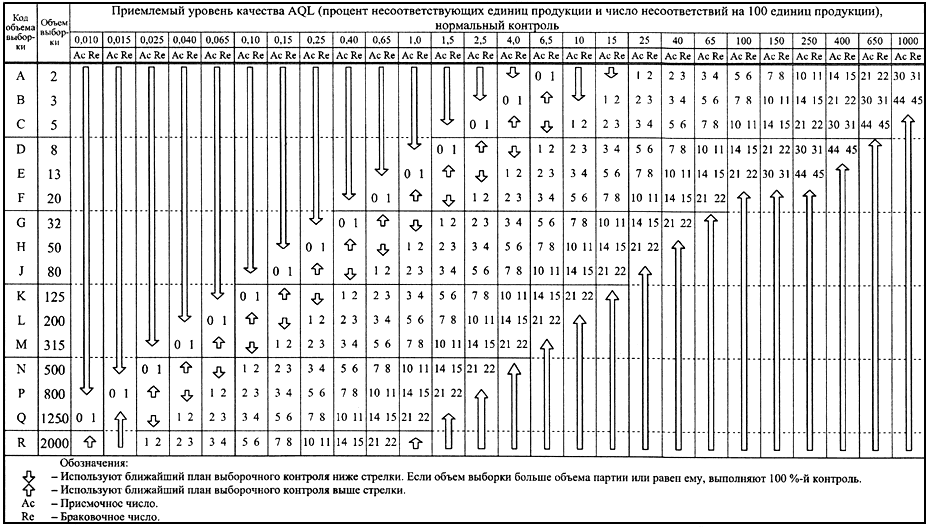
Таблица 2-В - Одноступенчатые планы при усиленном контроле (основная таблица)
Таблица 2-С - Одноступенчатые планы при ослабленном контроле (основная таблица)
Таблица 3-А - Двухступенчатые планы при нормальном контроле (основная таблица)

Таблица 3-В - Двухступенчатые планы при усиленном контроле (основная таблица)
Таблица 3-С - Двухступенчатые планы при ослабленном контроле (основная таблица)
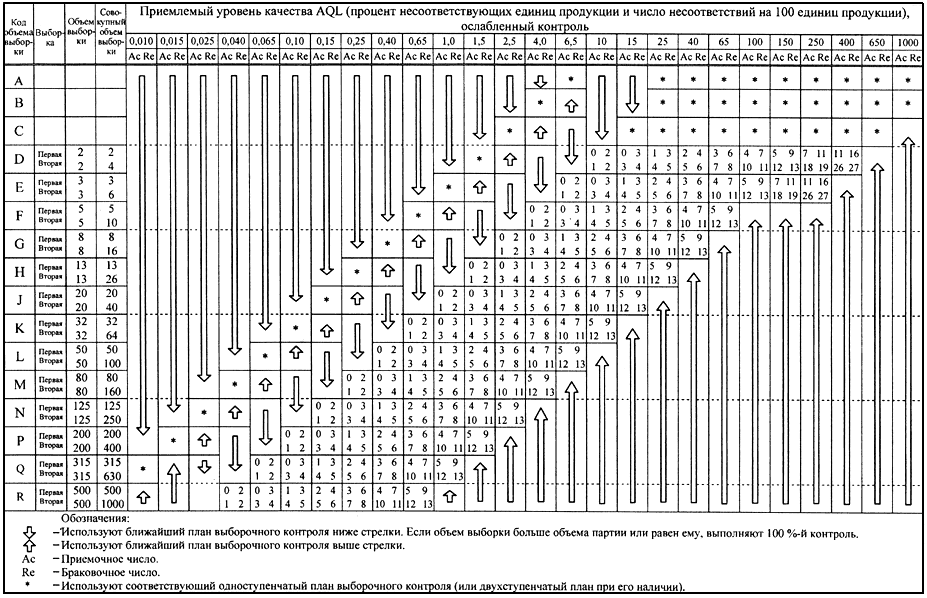
Таблица 4-А - Многоступенчатые выборочные планы при нормальном контроле (основная таблица)
Продолжение таблицы 4-А
Окончание таблицы 4-А
Таблица 4-В - Многоступенчатые выборочные планы при усиленном контроле (основная таблица)

Продолжение таблицы 4-В
Окончание таблицы 4-В
Таблица 4-С - Многоступенчатые выборочные планы при ослабленном контроле (основная таблица)
Продолжение таблицы 4-С
Окончание таблицы 4-С
Таблица 5-А - Риск изготовителя при нормальном контроле (процент непринятых партий для одноступенчатых планов)
|
Код объ- ема вы- борки |
Объ- ем вы- бор- ки |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,2 |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
1,35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,6 |
7,19* |
|
|
|
|
|
|
|
|
|
|
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
11,3 |
6,85* |
9,45* |
7,54 |
4,05 |
3,38 |
1,48 |
1,19 |
0,667 |
1,03 |
0,607 |
0,979 |
0,627 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,5 |
6,87* |
9,39* |
|
|
|
|
|
|
|
|
|
|
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
7,15* |
10,8* |
9,02 |
4,05 |
3,83 |
1,66 |
1,83 |
1,37 |
1,03 |
0,940 |
1,35 |
2,17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,9 |
7,17* |
10,8* |
8,15 |
|
|
|
|
|
|
|
|
|
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
11,3 |
7,15* |
10,5* |
9,63 |
4,74 |
3,38 |
1,66 |
1,68 |
1,77 |
1,73 |
1,607 |
1,35 |
1,73 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,4 |
7,16* |
10,5* |
9,10 |
3,81 |
|
|
|
|
|
|
|
|
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
12,2 |
6,85* |
10,8* |
9,63 |
5,41 |
4,31 |
1,48 |
1,83 |
1,77 |
2,62 |
1,41 |
0,979 |
2,17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,2 |
6,86* |
10,8* |
9,32 |
4,80 |
3,42 |
|
|
|
|
|
|
|
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
12,2 |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,2 |
7,16* |
9,45* |
8,82 |
4,39 |
3,74 |
1,13 |
|
|
|
|
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
12,0 |
7,63* |
10,5* |
8,42 |
4,74 |
4,11 |
1,96 |
1,68 |
1,04 |
1,73 |
1,20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,0 |
7,64* |
10,5* |
8,30 |
4,52 |
3,77 |
1,58 |
1,17 |
|
|
|
|
|
|
|
|
|
|
|
Н |
50 |
|
|
|
|
|
|
|
11,8 |
7,15* |
10,8* |
9,02 |
4,05 |
3,83 |
1,66 |
1,83 |
1,37 |
1,03 |
0,940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
7,15* |
10,8* |
8,94 |
3,92 |
3,62 |
1,44 |
1,47 |
0,935 |
|
|
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
11,3 |
7,15* |
10,5* |
9,63 |
4,74 |
3,38 |
1,66 |
1,68 |
1,77 |
1,73 |
0,607 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,3 |
7,15* |
10,5* |
9,58 |
4,66 |
3,26 |
1,52 |
1,47 |
1,43 |
1,23 |
|
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
11,8 |
6,41 |
10,1* |
9,02 |
4,92 |
3,83 |
1,25 |
1,48 |
1,37 |
1,95 |
0,940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
6,41 |
10,1* |
8,99 |
4,87 |
3,74 |
1,18 |
1,36 |
1,19 |
1,60 |
0,626 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
12,2 |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,2 |
7,15* |
9,45* |
9,00 |
4,71 |
4,25 |
1,60 |
1,13 |
1,26 |
1,52 |
1,13 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
315 |
|
|
|
11,8 |
7,44* |
10,2* |
8,20 |
4,56 |
3,92 |
1,83 |
1,55 |
0,936 |
1,52 |
1,02 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
7,44* |
10,2* |
8,19 |
4,54 |
3,89 |
1,80 |
1,50 |
0,882 |
1,41 |
0,883 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
11,8 |
7,15* |
10,8* |
9,02 |
4,05 |
3,83 |
1,66 |
1,83 |
1,37 |
1,03 |
0,940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
7,15* |
10,8* |
9,01 |
4,04 |
3,81 |
1,63 |
1,79 |
1,32 |
0,971 |
0,857 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
11,3 |
7,15* |
10,5* |
9,63 |
4,74 |
3,38 |
1,66 |
1,68 |
1,77 |
1,73 |
0,607 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,3 |
7,15* |
10,5* |
9,63 |
4,73 |
3,37 |
1,64 |
1,66 |
1,74 |
1,68 |
0,570 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
11,8 |
6,41* |
10,1* |
9,02 |
4,92 |
3,83 |
1,25 |
1,48 |
1,37 |
1,95 |
0,940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
11,8 |
6,41* |
10,1* |
9,02 |
4,92 |
3,82 |
1,24 |
1,47 |
1,35 |
1,91 |
0,907 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7,15* |
9,45* |
9,02 |
4,74 |
4,30 |
1,65 |
1,18 |
1,36 |
1,71 |
1,38 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 5-В - Риск изготовителя при усиленном контроле (процент непринятых партий для одноступенчатых планов)
|
Код вы- бор- ки |
Объ- ем вы- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
13,7* |
21,0* |
19,1 |
14,3 |
14,3 |
8,39 |
6,81 |
6,38 |
6,98 |
5,25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
19,0 |
|
|
|
|
|
|
|
|
|
|
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17,7 |
13,7* |
17,9* |
17,3 |
12,1 |
13,4 |
8,39 |
4,03 |
4,27 |
3,74 |
4,09 |
2,21 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,3 |
14,2* |
|
|
|
|
|
|
|
|
|
|
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
15,5* |
21,0* |
17,3 |
13,2 |
14,3 |
11,1 |
6,81 |
4,27 |
5,19 |
5,25 |
6,16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,5 |
15,9* |
21,6* |
|
|
|
|
|
|
|
|
|
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
15,1* |
22,2* |
19,1 |
12,1 |
14,3 |
10,5 |
8,19 |
6,38 |
3,74 |
5,25 |
5,12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,3 |
15,3* |
22,6* |
18,7 |
|
|
|
|
|
|
|
|
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
|
17,7 |
15,5* |
22,2* |
20,7 |
14,3 |
13,4 |
11,1 |
8,19 |
8,79 |
6,98 |
4,09 |
6,16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17,8 |
15,6* |
22,4* |
20,5 |
13,4 |
|
|
|
|
|
|
|
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
|
18,1 |
13,7* |
21,0* |
19,1 |
14,3 |
14,3 |
8,39 |
6,81 |
6,38 |
6,98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,2 |
13,8* |
21,1* |
19,0 |
13,7 |
13,3 |
|
|
|
|
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
|
18,8 |
15,1* |
19,7* |
19,1 |
13,8 |
15,8 |
10,5 |
5,58 |
6,38 |
6,22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,8 |
15,2* |
19,8* |
19,0 |
13,5 |
15,2 |
9,44 |
|
|
|
|
|
|
|
|
|
|
|
Н |
50 |
|
|
|
|
|
|
|
|
18,1 |
15,5* |
21,0* |
17,3 |
13,2 |
14,3 |
11,1 |
6,81 |
4,27 |
5,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,2 |
15,5* |
21,0* |
17,3 |
12,9 |
13,9 |
10,4 |
5,79 |
|
|
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
|
18,1 |
15,1* |
22,2* |
19,1 |
12,1 |
14,3 |
10,5 |
8,19 |
6,38 |
3,74 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
15,2* |
22,2* |
19,1 |
11,9 |
14,1 |
10,1 |
7,51 |
5,38 |
|
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
|
17,1 |
14,6* |
21,0* |
19,6 |
13,2 |
12,1 |
9,70 |
6,81 |
7,00 |
5,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17,1 |
14,8* |
21,0* |
19,5 |
13,1 |
12,0 |
9,44 |
6,41 |
6,34 |
4,28 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
|
18,1 |
13,7* |
21,0* |
19,1 |
14,3 |
14,3 |
8,39 |
6,81 |
6,36 |
6,98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
13,7* |
21,0* |
19,1 |
14,2 |
14,2 |
8,24 |
6,56 |
5,99 |
6,32 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
315 |
|
|
|
|
18,5 |
14,8* |
19,3* |
18,7 |
13,4 |
15,2 |
9,98 |
5,16 |
5,80 |
5,52 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,5 |
14,8* |
19,3* |
18,7 |
13,3 |
15,1 |
9,88 |
5,03 |
5,56 |
5,15 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
|
18,1 |
15,5* |
21,0* |
17,3 |
13,2 |
14,3 |
11,1 |
6,81 |
4,27 |
5,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
15,5* |
21,0* |
17,3 |
13,1 |
14,3 |
11,1 |
6,71 |
4,14 |
4,96 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
|
18,1 |
15,1* |
22,2* |
19,1 |
12,1 |
14,3 |
10,5 |
8,19 |
6,38 |
3,74 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
15,1* |
22,2* |
19,1 |
12,0 |
14,3 |
10,5 |
8,13 |
6,28 |
3,63 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
|
17,1 |
14,6* |
21,0* |
19,6 |
13,2 |
12,1 |
9,70 |
6,81 |
7,00 |
5,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
17,1 |
14,6* |
21,0* |
19,6 |
13,1 |
12,1 |
9,68 |
6,77 |
6,94 |
5,10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
18,1 |
13,7* |
21,0* |
19,1 |
14,3 |
14,3 |
8,39 |
6,81 |
6,38 |
6,98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,1 |
13,7* |
21,0* |
19,1 |
14,3 |
14,3 |
8,38 |
6,78 |
6,34 |
6,92 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
3150 |
|
|
18,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 5-С - Риск изготовителя при ослабленном контроле (процент непринятых партий для одноступенчатых планов)
|
Код |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,2 |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
1,35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,6 |
7,19* |
|
|
|
|
|
|
|
|
|
|
|
В |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7,69 |
5,40* |
7,15* |
9,45* |
9,02 |
4,74 |
4,31 |
1,66 |
1,19 |
1,37 |
1,73 |
1,41 |
1,35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
7,84 |
5,48* |
7,19* |
|
|
|
|
|
|
|
|
|
|
|
С |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
4,88 |
2,33* |
3,39* |
4,72* |
3,69 |
1,44 |
0,908 |
1,07 |
0,453 |
0,380 |
1,37 |
1,73 |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,94 |
2,30* |
3,29* |
4,42* |
|
|
|
|
|
|
|
|
|
|
|
D |
3 |
|
|
|
|
|
|
|
|
|
|
|
4,40 |
2,07* |
2,94* |
4,51* |
3,69 |
1,09 |
0,729 |
0,775 |
0,396 |
0,38 |
0,667 |
1,03 |
0,607 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,43 |
2,05* |
2,87* |
4,33* |
2,80 |
|
|
|
|
|
|
|
|
|
|
|
Е |
5 |
|
|
|
|
|
|
|
|
|
|
4,88 |
2,07* |
3,16* |
4,72* |
4,27 |
1,44 |
0,729 |
0,912 |
0,453 |
0,629 |
1,37 |
1,03 |
0,940 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,90 |
2,06* |
3,12* |
4,61* |
3,70 |
0,856 |
|
|
|
|
|
|
|
|
|
|
|
F |
8 |
|
|
|
|
|
|
|
|
|
5,07 |
2,33* |
2,94* |
4,72* |
4,15 |
1,59 |
0,908 |
0,775 |
0,453 |
0,571 |
1,77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,08 |
2,32* |
2,91* |
4,65* |
3,81 |
1,20 |
0,502 |
|
|
|
|
|
|
|
|
|
|
|
G |
13 |
|
|
|
|
|
|
|
|
5,07 |
2,56* |
3,39* |
4,51* |
4,27 |
1,59 |
1,09 |
1,07 |
0,396 |
0,629 |
1,77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,08 |
2,56* |
3,37* |
4,47* |
4,06 |
1,35 |
0,793 |
0,646 |
|
|
|
|
|
|
|
|
|
|
|
Н |
20 |
|
|
|
|
|
|
|
4,88 |
2,33* |
3,39* |
4,72* |
3,69 |
1,44 |
0,908 |
1,07 |
0,453 |
0,380 |
1,37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,88 |
2,32* |
3,38* |
4,69* |
3,57 |
1,30 |
0,741 |
0,788 |
0,239 |
|
|
|
|
|
|
|
|
|
|
|
J |
32 |
|
|
|
|
|
|
4,69 |
2,33* |
3,30* |
5,06* |
4,15 |
1,29 |
0,908 |
1,00 |
0,558 |
0,571 |
1,04 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,69 |
2,32* |
3,29* |
5,04* |
4,07 |
1,21 |
0,803 |
0,836 |
0,389 |
0,330 |
|
|
|
|
|
|
|
|
|
|
|
K |
50 |
|
|
|
|
|
4,88 |
2,07* |
3,16* |
4,72* |
4,27 |
1,44 |
0,729 |
0,912 |
0,453 |
0,629 |
1,37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,88 |
2,07* |
3,16* |
4,71* |
4,21 |
1,38 |
0,674 |
0,813 |
0,361 |
0,454 |
0,935 |
|
|
|
|
|
|
|
|
|
|
|
L |
80 |
|
|
|
|
5,07 |
2,33* |
2,94* |
4,72* |
4,15 |
1,59 |
0,908 |
0,775 |
0,453 |
0,571 |
1,77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,07 |
2,33* |
2,93* |
4,71* |
4,12 |
1,56 |
0,866 |
0,720 |
0,395 |
0,468 |
1,43 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
125 |
|
|
|
4,88 |
2,39* |
3,16* |
4,21* |
3,98 |
1,44 |
0,957 |
0,912 |
0,321 |
0,493 |
1,37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,88 |
2,39* |
3,16* |
4,21* |
3,96 |
1,42 |
0,929 |
0,873 |
0,293 |
0,434 |
1,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
200 |
|
|
4,88 |
2,33* |
3,39* |
4,72* |
3,69 |
1,44 |
0,908 |
1,07 |
0,453 |
0,380 |
1,37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,88 |
2,33* |
3,39* |
4,72* |
3,68 |
1,42 |
0,891 |
1,04 |
0,430 |
0,350 |
1,26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
315 |
|
4,62 |
2,26* |
3,20* |
4,92* |
4,03 |
1,24 |
0,861 |
0,942 |
0,513 |
0,518 |
0,936 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,62 |
2,26* |
3,20* |
4,92* |
4,02 |
1,23 |
0,851 |
0,926 |
0,496 |
0,493 |
0,882 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
500 |
4,88 |
2,07* |
3,16* |
4,72* |
4,27 |
1,44 |
0,729 |
0,912 |
0,453 |
0,629 |
1,37 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,86 |
2,07* |
3,16* |
4,72* |
4,26 |
1,43 |
0,724 |
0,902 |
0,444 |
0,611 |
1,32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
800 |
2,33* |
2,94* |
4,72* |
4,15 |
1,59 |
0,908 |
0,775 |
0,453 |
0,571 |
1,77 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,33* |
2,94* |
4,72* |
4,15 |
1,59 |
0,904 |
0,769 |
0,447 |
0,561 |
1,74 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 6-А - Качество риска потребителя при нормальном контроле (процент несоответствующих единиц продукции для одноступенчатых планов при контроле процента несоответствующих единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
68,4 |
69,0* |
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
53,6 |
54,1* |
57,6* |
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
36,9 |
37,3* |
39,8* |
58,4 |
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
25,0 |
25,2* |
27,0* |
40,6 |
53,8 |
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
16,2 |
16,4* |
17,5* |
26,8 |
36,0 |
44,4 |
|
F |
20 |
|
|
|
|
|
|
|
|
|
10,9 |
11,0* |
11,8* |
18,1 |
24,5 |
30,4 |
41,5 |
|
G |
32 |
|
|
|
|
|
|
|
|
6,94 |
7,01* |
7,50* |
11,6 |
15,8 |
19,7 |
27,1 |
34,0 |
|
Н |
50 |
|
|
|
|
|
|
|
4,50 |
4,54* |
4,87* |
7,56 |
10,3 |
12,9 |
17,8 |
22,4 |
29,1 |
|
J |
80 |
|
|
|
|
|
|
2,84 |
2,86* |
3,07* |
4,78 |
6,52 |
8,16 |
11,3 |
14,3 |
18,6 |
24,2 |
|
K |
125 |
|
|
|
|
|
1,83 |
1,84* |
1,97* |
3,08 |
4,20 |
5,27 |
7,29 |
9,24 |
12,1 |
15,7 |
21,9 |
|
L |
200 |
|
|
|
|
1,14 |
1,16* |
1,24* |
1,93 |
2,64 |
3,31 |
4,59 |
5,82 |
7,60 |
9,91 |
13,8 |
|
|
М |
315 |
|
|
|
0,728 |
0,735* |
0,788* |
1,23 |
1,68 |
2,11 |
2,92 |
3,71 |
4,85 |
6,33 |
8,84 |
|
|
|
N |
500 |
|
|
0,459 |
0,464* |
0,497* |
0,776 |
1,06 |
1,33 |
1,85 |
2,34 |
3,06 |
4,00 |
5,60 |
|
|
|
|
Р |
800 |
|
0,287 |
0,290* |
0,311* |
0,485 |
0,664 |
0,833 |
1,16 |
1,47 |
1,92 |
2,51 |
3,51 |
|
|
|
|
|
Q |
1250 |
0,184 |
0,186* |
0,199* |
0,311 |
0,425 |
0,534 |
0,741 |
0,940 |
1,23 |
1,61 |
2,25 |
|
|
|
|
|
|
R |
2000 |
0,116* |
0,124* |
0,194 |
0,266 |
0,334 |
0,463 |
0,588 |
0,769 |
1,00 |
1,41 |
|
|
|
|
|
|
|
Примечания | |||||||||||||||||
Таблица 6-В - Качество риска потребителя при усиленном контроле (процент несоответствующих единиц продукции для одноступенчатых планов при контроле процента несоответствующих единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
68,4 |
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
53,6 |
54,1* |
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
36,9 |
37,3* |
39,8* |
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
25,0 |
25,2* |
27,0* |
40,6 |
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
|
16,2 |
16,4* |
17,5* |
26,8 |
36,0 |
|
F |
20 |
|
|
|
|
|
|
|
|
|
|
10,9 |
11,0* |
11,8* |
18,1 |
24,5 |
30,4 |
|
G |
32 |
|
|
|
|
|
|
|
|
|
6,94 |
7,01* |
7,50* |
11,6 |
15,8 |
19,7 |
27,1 |
|
Н |
50 |
|
|
|
|
|
|
|
|
4,50 |
4,54* |
4,87* |
7,56 |
10,3 |
12,9 |
17,8 |
24,7 |
|
J |
80 |
|
|
|
|
|
|
|
2,84 |
2,86* |
3,07* |
4,78 |
6,52 |
8,16 |
11,3 |
15,7 |
21,4 |
|
K |
125 |
|
|
|
|
|
|
1,83 |
1,84* |
1,97* |
3,08 |
4,20 |
5,27 |
7,29 |
10,2 |
13,9 |
19,3 |
|
L |
200 |
|
|
|
|
|
1,14 |
1,16* |
1,24* |
1,93 |
2,64 |
3,31 |
4,59 |
6,42 |
8,76 |
12,2 |
|
|
М |
315 |
|
|
|
|
0,728 |
0,735* |
0,788* |
1,23 |
1,68 |
2,11 |
2,92 |
4,09 |
5,59 |
7,77 |
|
|
|
N |
500 |
|
|
|
0,459 |
0,464* |
0,497* |
0,776 |
1,06 |
1,33 |
1,85 |
2,59 |
3,54 |
4,92 |
|
|
|
|
Р |
800 |
|
|
0,287 |
0,290* |
0,311* |
0,485 |
0,664 |
0,833 |
1,16 |
1,62 |
2,21 |
3,08 |
|
|
|
|
|
Q |
1250 |
|
0,184 |
0,186* |
0,199* |
0,311 |
0,425 |
0,534 |
0,741 |
1,04 |
1,42 |
1,98 |
|
|
|
|
|
|
R |
2000 |
0,115 |
0,116* |
0,124* |
0,194 |
0,266 |
0,334 |
0,463 |
0,649 |
0,888 |
1,24 |
|
|
|
|
|
|
|
S |
3150 |
|
|
0,123 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||
Таблица 6-С - Качество риска потребителя при ослабленном контроле (процент несоответствующих единиц продукции для одноступенчатых планов при контроле процента несоответствующих единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
|
A |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
68,4 |
69,0* |
|
В |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
68,4 |
68,4* |
69,0* |
|
С |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
68,4 |
68,4* |
69,0* |
73,2* |
|
D |
3 |
|
|
|
|
|
|
|
|
|
|
|
53,6 |
53,6* |
54,1* |
57,6* |
80,4 |
|
E |
5 |
|
|
|
|
|
|
|
|
|
|
36,9 |
36,9* |
37,3* |
39,8* |
58,4 |
75,3 |
|
F |
8 |
|
|
|
|
|
|
|
|
|
25,0 |
25,0* |
25,2* |
27,0* |
40,6 |
53,8 |
65,5 |
|
G |
13 |
|
|
|
|
|
|
|
|
16,2 |
16,2* |
16,4* |
17,5* |
26,8 |
36,0 |
44,4 |
52,3 |
|
H |
20 |
|
|
|
|
|
|
|
10,9 |
10,9* |
11,0* |
11,8* |
18,1 |
24,5 |
30,4 |
36,1 |
46,7 |
|
J |
32 |
|
|
|
|
|
|
6,94 |
6,94* |
7,01 |
7,50* |
11,6 |
15,8 |
19,7 |
23,4 |
30,6 |
37,4 |
|
K |
50 |
|
|
|
|
|
4,50 |
4,50* |
4,54* |
4,87* |
7,56 |
10,3 |
12,9 |
15,4 |
20,1 |
24,7 |
29,1 |
|
L |
80 |
|
|
|
|
2,84 |
2,84* |
2,86* |
3,07* |
4,78 |
6,52 |
8,15 |
9,74 |
12,8 |
15,7 |
18,6 |
|
|
M |
125 |
|
|
|
1,83 |
1,83* |
1,84* |
1,97* |
3,08 |
4,20 |
5,27 |
6,29 |
8,27 |
10,2 |
12,1 |
|
|
|
N |
200 |
|
|
1,14 |
1,14* |
1,16* |
1,24* |
1,93 |
2,64 |
3,31 |
3,96 |
5,21 |
6,42 |
7,60 |
|
|
|
|
P |
315 |
|
0,728 |
0,728* |
0,735* |
0,788* |
1,23 |
1,68 |
2,11 |
2,52 |
3,32 |
4,09 |
4,85 |
|
|
|
|
|
Q |
500 |
0,459 |
0,460* |
0,464* |
0,497* |
0,776 |
1,06 |
1,33 |
1,59 |
2,10 |
2,59 |
3,06 |
|
|
|
|
|
|
R |
800 |
0,287* |
0,290* |
0,311* |
0,485 |
0,664 |
0,833 |
0,997 |
1,31 |
1,62 |
1,92 |
|
|
|
|
|
|
|
Примечания | |||||||||||||||||
Таблица 7-А - Качество риска потребителя при нормальном контроле (число несоответствий на 100 единиц продукции для одноступенчатых планов при контроле числа несоответствий на 100 единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
115 |
116* |
125* |
194 |
266 |
334 |
464 |
589 |
770 |
1006 |
1409 |
1916 |
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
76,8 |
77,5* |
83,0* |
130 |
177 |
223 |
309 |
392 |
514 |
671 |
939 |
1277 |
1793 |
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
46,1 |
46,5* |
49,8* |
77,8 |
106 |
134 |
185 |
235 |
308 |
403 |
564 |
766 |
1076 |
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
28,8 |
29,1* |
31,1 |
48,6 |
66,5 |
83,5 |
116 |
147 |
193 |
252 |
352 |
479 |
672 |
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
17,7 |
17,9 * |
19,2* |
29,9 |
40,9 |
51,4 |
71,3 |
90,5 |
119 |
155 |
217 |
295 |
414 |
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
11,5 |
11,6* |
12,5* |
19,4 |
26,6 |
33,4 |
46,4 |
58,9 |
77,0 |
101 |
141 |
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
7,20 |
7,26* |
7,78* |
12,2 |
16,6 |
20,9 |
29,0 |
36,8 |
48,1 |
62,9 |
88,1 |
|
|
|
|
|
|
|
|
Н |
50 |
|
|
|
|
|
|
|
4,61 |
4,65* |
4,98* |
7,78 |
10,6 |
13,4 |
18,5 |
23,5 |
30,8 |
40,3 |
56,4 |
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
2,88 |
2,91* |
3,11* |
4,86 |
6,65 |
8,35 |
11,6 |
14,7 |
19,3 |
25,2 |
35,2 |
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
1,84 |
1,86* |
1,99* |
3,11 |
4,26 |
5,34 |
7,42 |
9,42 |
12,3 |
16,1 |
22,5 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
1,15 |
1,16* |
1,25* |
1,94 |
2,66 |
3,34 |
4,64 |
5,89 |
7,70 |
10,1 |
14,1 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
315 |
|
|
|
0,731 |
0,738* |
0,791* |
1,23 |
1,69 |
2,12 |
2,94 |
3,74 |
4,89 |
6,39 |
8,95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
0,461 |
0,465* |
0,498* |
0,778 |
1,06 |
1,34 |
1,85 |
2,35 |
3,08 |
4,03 |
5,64 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
0,288 |
0,291* |
0,311* |
0,486 |
0,665 |
0,835 |
1,16 |
1,47 |
1,93 |
2,52 |
3,52 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
0,184 |
0,186* |
0,199* |
0,311 |
0,426 |
0,534 |
0,742 |
0,942 |
1,23 |
1,61 |
2,25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
0,116* |
0,125* |
0,266 |
0,334 |
0,334 |
0,464 |
0,589 |
0,770 |
1,01 |
1,41 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 7-В - Качество риска потребителя при усиленном контроле (число несоответствий на 100 единиц продукции для одноступенчатых планов при контроле числа несоответствий на 100 единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL (число несоответствий на100 единиц продукции) | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
115 |
116* |
125* |
194 |
266 |
334 |
464 |
650 |
889 |
1238 |
1748 |
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
76,8 |
77,5* |
83,0* |
130 |
177 |
223 |
309 |
433 |
593 |
825 |
1165 |
1683 |
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
46,1 |
46,5* |
49,8* |
77,8 |
106 |
134 |
185 |
260 |
356 |
495 |
699 |
1010 |
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
28,8 |
29,1* |
31,1* |
48,6 |
66,5 |
83,5 |
116 |
162 |
222 |
309 |
437 |
631 |
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
|
17,7 |
17,9* |
19,2* |
29,9 |
40,9 |
51,4 |
71,3 |
100 |
137 |
190 |
269 |
388 |
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
|
11,5 |
11,6* |
12,5* |
19,4 |
26,6 |
33,4 |
46,4 |
65,0 |
88,9 |
124 |
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
|
7,20 |
7,26* |
7,78* |
12,2 |
16,6 |
20,9 |
29,0 |
40,6 |
55,6 |
77,4 |
|
|
|
|
|
|
|
|
Н |
50 |
|
|
|
|
|
|
|
|
4,61 |
4,65* |
4,98* |
7,78 |
10,6 |
13,4 |
18,5 |
26,0 |
35,6 |
49,5 |
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
|
2,88 |
2,91* |
3,11* |
4,86 |
6,65 |
8,35 |
11,6 |
16,2 |
22,2 |
30,9 |
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
|
1,84 |
1,86* |
1,99* |
3,11 |
4,26 |
5,34 |
7,42 |
10,4 |
14,2 |
19,8 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
|
1,15 |
1,16* |
1,25* |
1,94 |
2,66 |
3,34 |
4,64 |
6,50 |
6,89 |
12,4 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
315 |
|
|
|
|
|
0,738* |
0,791* |
1,23 |
1,69 |
2,12 |
2,94 |
4,13 |
5,64 |
7,86 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
|
0,461 |
0,465* |
0,498* |
0,778 |
1,06 |
1,34 |
1,85 |
2,60 |
3,56 |
4,95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
|
0,288 |
0,291 |
0,311* |
0,486 |
0,665 |
0,835 |
1,16 |
1,62 |
2,22 |
3,09 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
|
0,184 |
0,186* |
0,199* |
0,311 |
0,426 |
0,534 |
0,742 |
1,04 |
1,42 |
1,98 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
0,115 |
0,116* |
0,125* |
0,194 |
0,266 |
0,334 |
0,464 |
0,650 |
0,689 |
1,24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
3150 |
|
|
0,123 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 7-С - Качество риска потребителя при ослабленном контроле (число несоответствий на 100 единиц продукции для одноступенчатых планов при контроле несоответствий на 100 единиц продукции)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
115 |
116* |
125* |
194* |
266 |
334 |
464 |
589 |
770 |
1006 |
1409 |
1916 |
|
В |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
115 |
115* |
116* |
125* |
194 |
266 |
334 |
464 |
589 |
770 |
1006 |
1409 |
1916 |
|
С |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
115 |
115* |
116* |
125* |
194 |
266 |
334 |
400 |
527 |
650 |
770 |
1006 |
1409 |
|
|
D |
3 |
|
|
|
|
|
|
|
|
|
|
|
76,6 |
76,8* |
77,5* |
83,0* |
130 |
177 |
223 |
266 |
351 |
433 |
514 |
671 |
939 |
|
|
|
Е |
5 |
|
|
|
|
|
|
|
|
|
|
46,1 |
46,1 |
46,5* |
49,8* |
77,8 |
106 |
134 |
160 |
211 |
260 |
308 |
403 |
564 |
|
|
|
|
F |
8 |
|
|
|
|
|
|
|
|
|
28,8 |
28,8* |
29,1 |
31,1* |
48,6 |
66,5 |
83,5 |
99,9 |
132 |
162 |
193 |
|
|
|
|
|
|
|
G |
13 |
|
|
|
|
|
|
|
|
17,7 |
17,7* |
17,9* |
19,2* |
29,9 |
40,9 |
51,4 |
61,5 |
61,0 |
100 |
119 |
|
|
|
|
|
|
|
|
Н |
20 |
|
|
|
|
|
|
|
11,5 |
11,5* |
11,6* |
12,5* |
19,4 |
26,6 |
33,4 |
40,0 |
52,7 |
65,0 |
77,0 |
|
|
|
|
|
|
|
|
|
J |
32 |
|
|
|
|
|
|
7,20 |
7,20* |
7,26* |
7,78* |
12,2 |
16,6 |
20,9 |
25,0 |
32,9 |
40,6 |
46,1 |
|
|
|
|
|
|
|
|
|
|
K |
50 |
|
|
|
|
|
4,61 |
4,61* |
4,65* |
4,98* |
7,78 |
10,6 |
13,4 |
16,0 |
21,1 |
26,0 |
30,8 |
|
|
|
|
|
|
|
|
|
|
|
L |
80 |
|
|
|
|
2,88 |
2,88* |
2,91* |
3,11* |
4,86 |
6,65 |
6,35 |
9,99 |
13,2 |
16,2 |
19,3 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
125 |
|
|
|
1,84 |
1,84* |
1,86* |
1,99* |
3,11 |
4,26 |
5,34 |
6,39 |
8,43 |
10,4 |
12,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
200 |
|
|
1,15 |
1,15* |
1,16* |
1,25* |
1,94 |
2,66 |
3,34 |
4,00 |
5,27 |
6,50 |
7,70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
315 |
|
0,731 |
0,731 |
0,738* |
0,791* |
1,23 |
1,69 |
2,12 |
2,54 |
3,34 |
4,13 |
4,89 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
500 |
0,461 |
0,461* |
0,465* |
0,498* |
0,778 |
1,06 |
1,34 |
1,60 |
2,11 |
2,60 |
3,08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
800 |
0,288* |
0,291* |
0,311* |
0,486 |
0,665 |
0,835 |
0,999 |
1,32 |
1,62 |
1,93 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |||||||||||||||||||||||||||
Таблица 8-А - Границы среднего выходного качества при нормальном контроле (одноступенчатые выборочные планы)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,4 |
|
|
42,0 |
68,6 |
97,1 |
158 |
224 |
326 |
470 |
733 |
1085 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14,8 |
|
|
|
|
|
|
|
|
|
|
|
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
12,3 |
|
|
28,0 |
45,7 |
64,7 |
106 |
149 |
218 |
313 |
489 |
723 |
1102 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
7,36 |
|
|
16,8 |
27,4 |
38,8 |
63,4 |
89,4 |
131 |
188 |
293 |
434 |
661 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6,70 |
|
|
16,0 |
|
|
|
|
|
|
|
|
|
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
4,60 |
|
|
10,5 |
17,1 |
24,3 |
39,6 |
55,9 |
81,6 |
117 |
183 |
271 |
413 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,33 |
|
|
10,1 |
17,0 |
|
|
|
|
|
|
|
|
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
2,83 |
|
|
6,46 |
10,5 |
14,9 |
24,4 |
34,4 |
50,2 |
72,3 |
113 |
167 |
254 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,73 |
|
|
6,32 |
10,5 |
15,1 |
|
|
|
|
|
|
|
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
1,84 |
|
|
4,20 |
6,86 |
9,71 |
15,8 |
22,4 |
32,6 |
47,0 |
73,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,79 |
|
|
4,14 |
6,82 |
9,75 |
16,2 |
|
|
|
|
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
1,15 |
|
|
2,62 |
4,28 |
6,07 |
9,90 |
14,0 |
20,4 |
29,4 |
45,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,13 |
|
|
2,60 |
4,27 |
6,08 |
10,0 |
14,3 |
|
|
|
|
|
|
|
|
|
|
|
H |
50 |
|
|
|
|
|
|
|
0,736 |
|
|
1,68 |
2,74 |
3,88 |
6,34 |
8,94 |
13,1 |
18,8 |
29,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,728 |
|
|
1,67 |
2,74 |
3,89 |
6,38 |
9,06 |
13,3 |
|
|
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
0,460 |
|
|
1,05 |
1,71 |
2,43 |
3,96 |
5,59 |
8,16 |
11,7 |
18,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,457 |
|
|
1,05 |
1,71 |
2,43 |
3,98 |
5,63 |
8,27 |
12,0 |
|
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
0,294 |
|
|
0,672 |
1,10 |
1,55 |
2,53 |
3,58 |
5,22 |
7,52 |
11,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,293 |
|
|
0,670 |
1,10 |
1,55 |
2,54 |
3,60 |
5,26 |
7,61 |
11,9 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
0,184 |
|
|
0,420 |
0,686 |
0,971 |
1,58 |
2,24 |
3,26 |
4,70 |
7,33 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,183 |
|
|
0,419 |
0,685 |
0,971 |
1,59 |
2,24 |
3,28 |
4,73 |
7,41 |
|
|
|
|
|
|
|
|
|
|
|
|
М |
315 |
|
|
|
0,117 |
|
|
0,267 |
0,435 |
0,617 |
1,01 |
1,42 |
2,07 |
2,98 |
4,65 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,117 |
|
|
0,266 |
0,435 |
0,617 |
1,01 |
1,42 |
2,08 |
3,00 |
4,69 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
0,0736 |
|
|
0,168 |
0,274 |
0,388 |
0,634 |
0,894 |
1,31 |
1,88 |
2,93 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0735 |
|
|
0,168 |
0,274 |
0,388 |
0,634 |
0,895 |
1,31 |
1,89 |
2,94 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
0,0460 |
|
|
0,105 |
0,171 |
0,243 |
0,396 |
0,559 |
0,816 |
1,17 |
1,83 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0460 |
|
|
0,105 |
0,171 |
0,243 |
0,396 |
0,559 |
0,817 |
1,18 |
1,84 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
0,0294 |
|
|
0,0672 |
0,110 |
0,155 |
0,253 |
0,358 |
0,522 |
0,752 |
1,17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0294 |
|
|
0,0672 |
0,110 |
0,155 |
0,254 |
0,358 |
0,523 |
0,753 |
1,17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
|
|
0,0420 |
0,0686 |
0,0971 |
0,158 |
0,224 |
0,326 |
0,470 |
0,733 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0420 |
0,0686 |
0,0971 |
0,158 |
0,224 |
0,327 |
0,470 |
0,734 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание - Верхние значения относятся к контролю числа несоответствий на 100 единиц продукции и получены на основе распределения Пуассона. Нижние значения относятся к проценту несоответствующих единиц продукции и получены на основе биномиального распределения. | |||||||||||||||||||||||||||
Таблица 8-В - Границы среднего выходного качества при усиленном контроле (одноступенчатые выборочные планы)
|
Код объ- |
Объ- |
Приемлемый уровень качества AQL | |||||||||||||||||||||||||
|
|
|
0,010 |
0,015 |
0,025 |
0,040 |
0,065 |
0,10 |
0,15 |
0,25 |
0,40 |
0,65 |
1,0 |
1,5 |
2,5 |
4,0 |
6,5 |
10 |
15 |
25 |
40 |
65 |
100 |
150 |
250 |
400 |
650 |
1000 |
|
А |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18,4 |
|
|
42,0 |
68,6 |
97,1 |
158 |
257 |
397 |
619 |
966 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14,8 |
|
|
|
|
|
|
|
|
|
|
|
В |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12,3 |
|
|
28,0 |
45,7 |
64,7 |
106 |
172 |
265 |
412 |
644 |
1020 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10,5 |
|
|
|
|
|
|
|
|
|
|
|
|
С |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
7,36 |
|
|
16,8 |
27,4 |
38,8 |
63,4 |
103 |
159 |
247 |
387 |
612 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6,70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
8 |
|
|
|
|
|
|
|
|
|
|
|
|
4,60 |
|
|
10,5 |
17,1 |
24,3 |
39,6 |
64,3 |
99,3 |
155 |
242 |
382 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,33 |
|
|
10,1 |
|
|
|
|
|
|
|
|
|
|
|
Е |
13 |
|
|
|
|
|
|
|
|
|
|
|
2,83 |
|
|
6,46 |
10,5 |
14,9 |
24,4 |
39,6 |
61,1 |
95,2 |
149 |
235 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,73 |
|
|
6,32 |
10,5 |
|
|
|
|
|
|
|
|
|
|
|
F |
20 |
|
|
|
|
|
|
|
|
|
|
1,84 |
|
|
4,20 |
6,86 |
9,71 |
15,8 |
25,7 |
39,7 |
61,9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,79 |
|
|
4,14 |
6,82 |
9,75 |
|
|
|
|
|
|
|
|
|
|
|
G |
32 |
|
|
|
|
|
|
|
|
|
1,15 |
|
|
2,62 |
4,28 |
6,07 |
9,90 |
16,1 |
24,8 |
38,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,13 |
|
|
2,60 |
4,27 |
6,08 |
10,0 |
|
|
|
|
|
|
|
|
|
|
|
Н |
50 |
|
|
|
|
|
|
|
|
0,736 |
|
|
1,68 |
2,74 |
3,88 |
6,34 |
10,3 |
15,9 |
24,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,728 |
|
|
1,67 |
2,74 |
3,89 |
6,38 |
10,5 |
|
|
|
|
|
|
|
|
|
|
|
J |
80 |
|
|
|
|
|
|
|
0,460 |
|
|
1,05 |
1,71 |
2,43 |
3,96 |
6,43 |
9,93 |
15,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,457 |
|
|
1,05 |
1,71 |
2,43 |
3,98 |
6,49 |
10,1 |
|
|
|
|
|
|
|
|
|
|
|
K |
125 |
|
|
|
|
|
|
0,294 |
|
|
0,672 |
1,10 |
1,55 |
2,53 |
4,12 |
6,36 |
9,90 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,293 |
|
|
0,670 |
1,10 |
1,55 |
2,54 |
4,14 |
6,42 |
10,1 |
|
|
|
|
|
|
|
|
|
|
|
L |
200 |
|
|
|
|
|
0,184 |
|
|
0,420 |
0,686 |
0,971 |
1,58 |
2,57 |
3,97 |
6,19 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,183 |
|
|
0,419 |
0,685 |
0,971 |
1,59 |
2,58 |
4,00 |
6,25 |
|
|
|
|
|
|
|
|
|
|
|
|
M |
315 |
|
|
|
|
0,117 |
|
|
0,267 |
0,435 |
0,617 |
1,01 |
1,63 |
2,52 |
3,93 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,117 |
|
|
0,266 |
0,435 |
0,617 |
1,01 |
1,64 |
2,53 |
3,95 |
|
|
|
|
|
|
|
|
|
|
|
|
|
N |
500 |
|
|
|
0,0736 |
|
|
0,168 |
0,274 |
0,388 |
0,634 |
1,03 |
1,59 |
2,47 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0735 |
|
|
0,168 |
0,274 |
0,388 |
0,634 |
1,03 |
1,59 |
2,48 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Р |
800 |
|
|
0,0460 |
|
|
0,105 |
0,171 |
0,243 |
0,396 |
0,643 |
0,993 |
1,55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0460 |
|
|
0,105 |
0,171 |
0,243 |
0,396 |
0,644 |
0,995 |
1,55 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Q |
1250 |
|
0,0294 |
|
|
0,0672 |
0,110 |
0,155 |
0,253 |
0,412 |
0,636 |
0,990 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0294 |
|
|
0,0672 |
0,110 |
0,155 |
0,254 |
0,412 |
0,636 |
0,991 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
2000 |
0,0164 |
|
|
0,0420 |
0,0686 |
0,0971 |
0,158 |
0,257 |
0,397 |
0,619 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0164 |
|
|
0,0420 |
0,0686 |
0,0971 |
0,158 |
0,257 |
0,398 |
0,619 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
3150 |
|
|
0,0267 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0267 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание - Верхние значения относятся к контролю числа несоответствий на 100 единиц продукции и получены на основе распределения Пуассона. Нижние значения относятся к проценту несоответствующих единиц продукции и получены на основе биномиального распределения. | |||||||||||||||||||||||||||
Таблица 9 - Кривые среднего объема выборки для одно-, двух- и многоступенчатого контроля (нормальный, усиленный и ослабленный контроль)
|
| |
|
| |
|
|
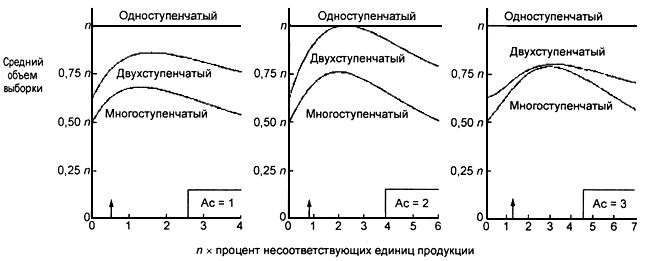
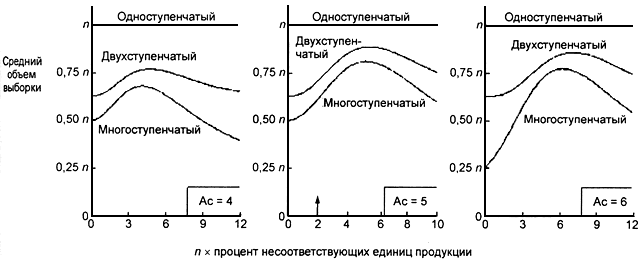
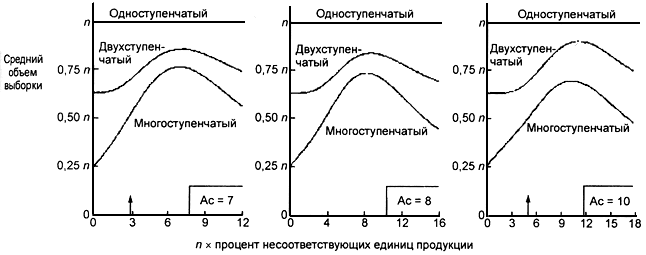
Окончание таблицы 9
|
|
|
|
|
|
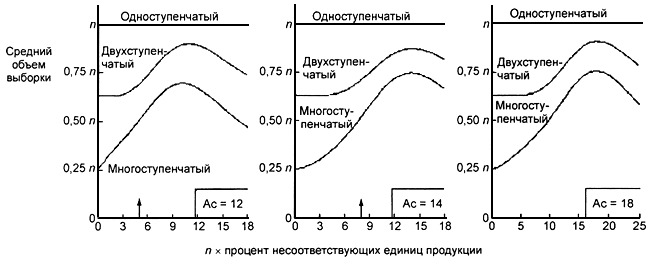
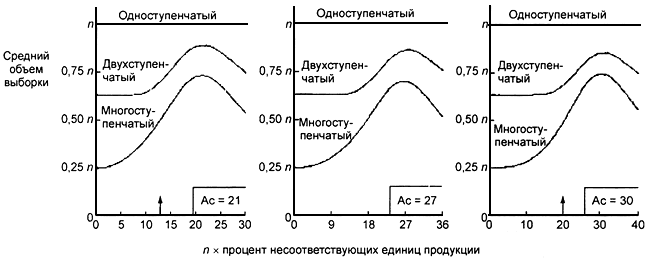
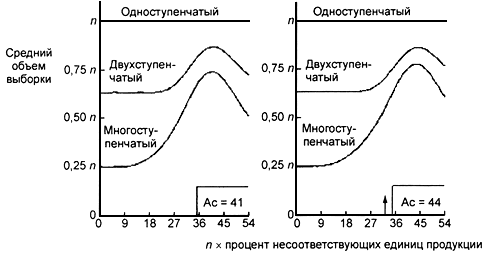
Обозначения:
![]() - объем выборки эквивалентного одноступенчатого плана;
- объем выборки эквивалентного одноступенчатого плана;
Ас - приемочное число для выборки одноступенчатого плана;
![]() - точка, отмеченная этим знаком, показывает AQL нормального контроля.
- точка, отмеченная этим знаком, показывает AQL нормального контроля.
Таблица 10-А - Таблицы кода объема выборки А (индивидуальные планы)
График А - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-А-1 - Табулированные значения оперативных характеристик для одноступенчатых планов

Таблица 10-А-2 - Планы выборочного контроля кода объема выборки А
Таблица 10-В - Таблицы кода объема выборки В (индивидуальные планы)
График В - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-В-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
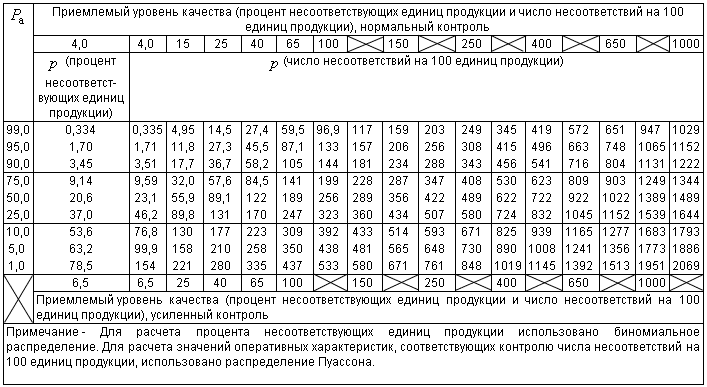
Таблица 10-В-2 - Планы выборочного контроля кода объема выборки В
Таблица 10-С - Таблицы кода объема выборки С (индивидуальные планы)
График С - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-С-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
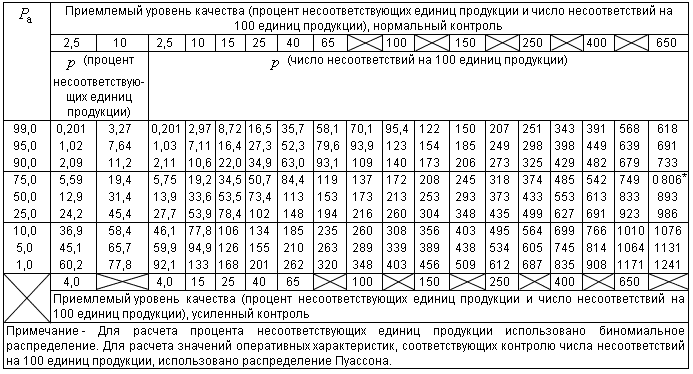
_________________
* Соответствует оригиналу. - Примечанеи изготовителя базы данных.
Таблица 10-С-2 - Планы выборочного контроля кода объема выборки С
Таблица 10-D - Таблица кода объема выборки D (индивидуальные планы)
График D - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатых и многоступенчатых планов контроля максимально близки)
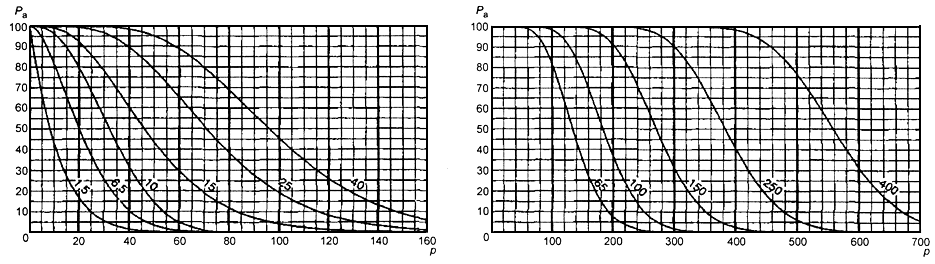
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-D-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
Таблица 10-D-2 - Планы выборочного контроля кода объема выборки D
Таблица 10-Е - Таблицы кода объема выборки Е (индивидуальные планы)
График Е - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-Е-1 - Табулированные значения оперативных характеристик для одноступенчатых планов

Таблица 10-Е-2 - Планы выборочного контроля кода объема выборки Е
Таблица 10-F - Таблицы кода объема выборки F (индивидуальные планы)
График F - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
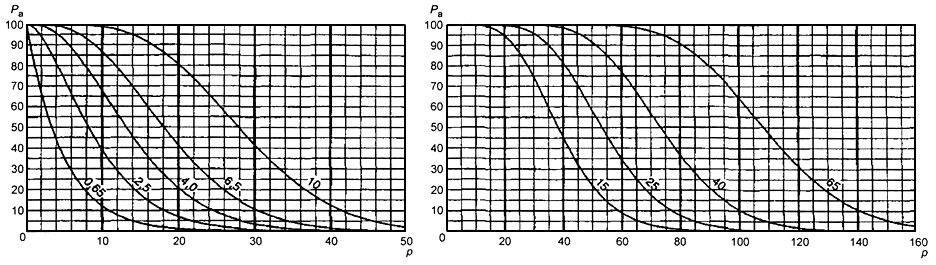
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-F-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
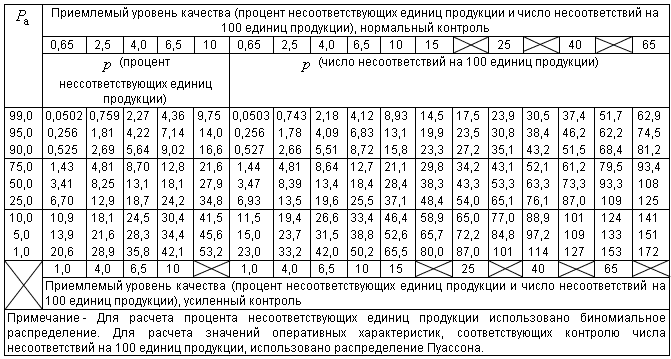
Таблица 10-F-2 - Планы выборочного контроля кода объема выборки F
Таблица 10-G - Таблицы кода объема выборки G (индивидуальные планы)
График G - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-G-1 - Табулированные значения оперативных характеристик для одноступенчатых планов

Таблица 10-G-2 - Планы выборочного контроля кода объема выборки G
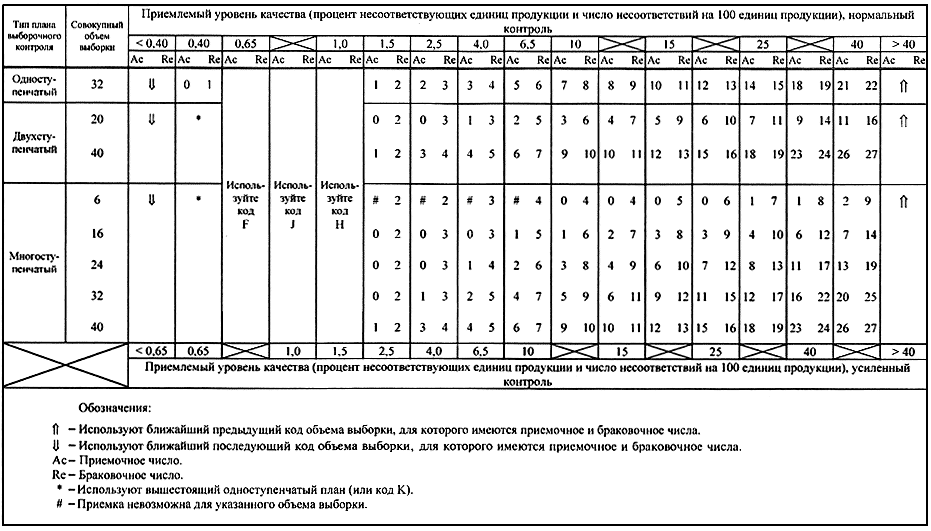
Таблица 10-Н - Таблицы кода объема выборки Н (индивидуальные планы)
График Н - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-Н-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
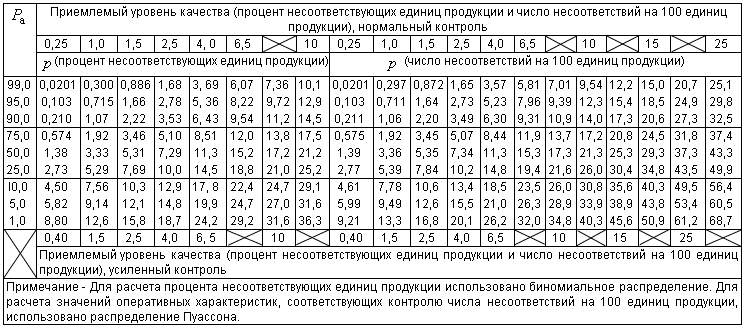
Таблица 10-Н-2 - Планы выборочного контроля кода объема выборки Н
Таблица 10-J - Таблицы кода объема выборки J (индивидуальные планы)
График J - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-J-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
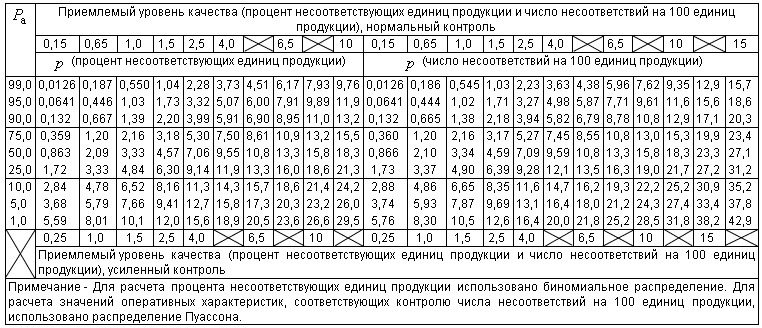
Таблица 10-J-2 - Планы выборочного контроля кода объема выборки J
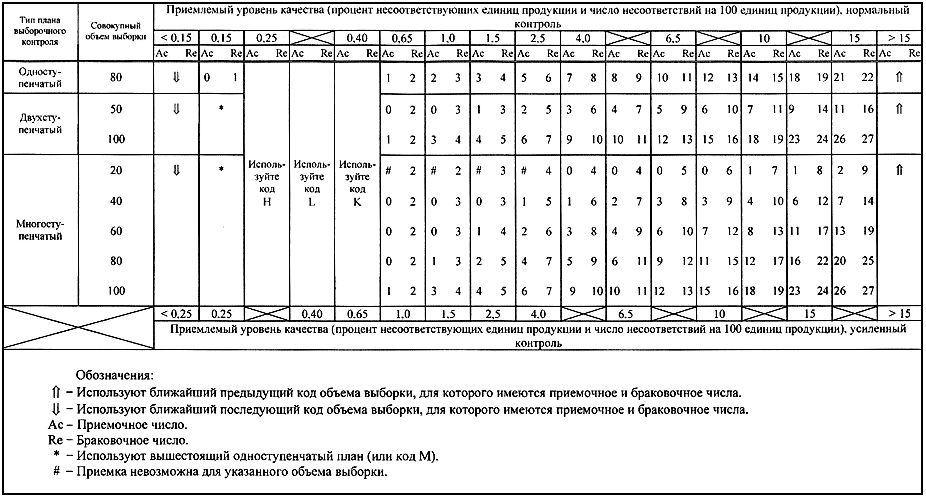
Таблица 10-K - Таблицы кода объема выборки K (индивидуальные планы)
График K - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-K-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
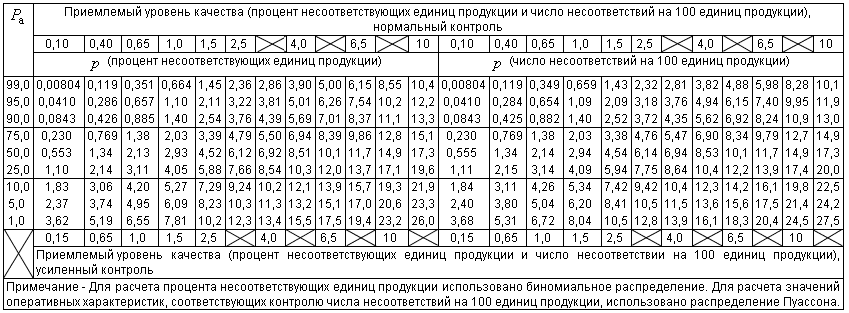
Таблица 10-K-2 - Планы выборочного контроля кода объема выборки K
Таблица 10-L - Таблицы кода объема выборки L (индивидуальные планы)
График L - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-L-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
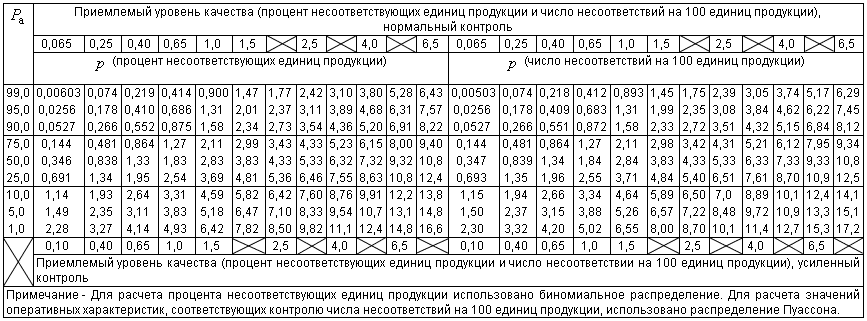
Таблица 10-L-2 - Планы выборочного контроля кода объема выборки L
Таблица 10-М - Таблицы кода объема выборки М (индивидуальные планы)
График М - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-М-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
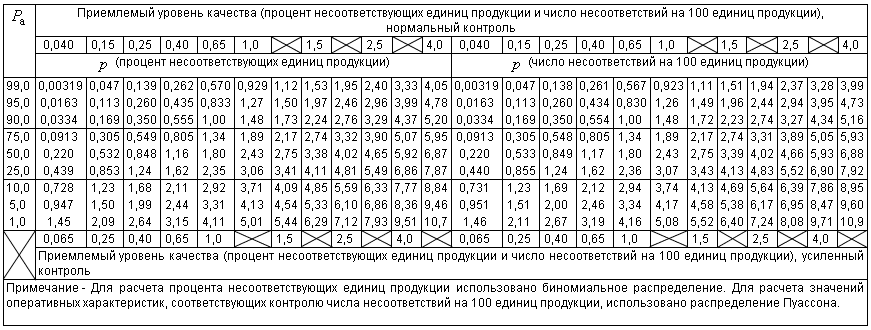
Таблица 10-М-2 - Планы выборочного контроля кода объема выборки М
Таблица 10-N - Таблицы кода объема выборки N (индивидуальные планы)
График N - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-N-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
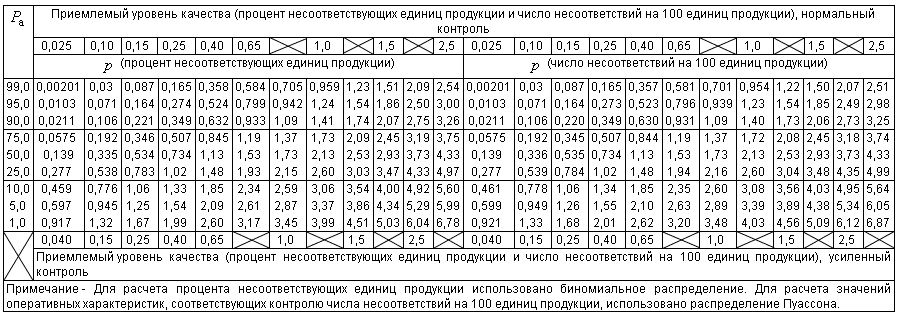
Таблица 10-N-2 - Планы выборочного контроля кода объема выборки N
Таблица 10-Р - Таблицы кода объема выборки Р (индивидуальные планы)
График Р - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)

Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-Р-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
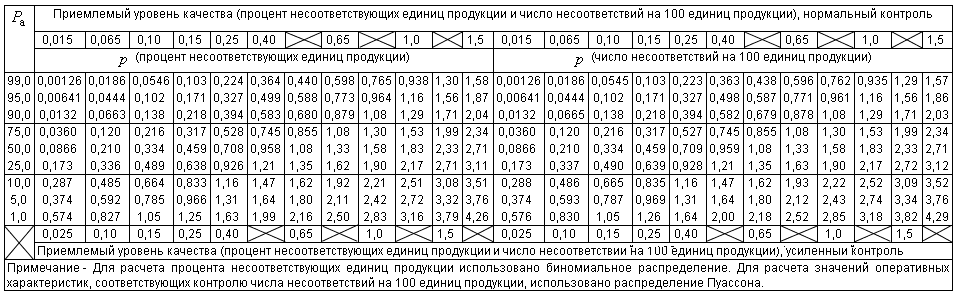
Таблица 10-Р-2- Планы выборочного контроля кода объема выборки Р
Таблица 10-Q - Таблицы кода объема выборки Q (индивидуальные планы)
График Q - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-Q-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
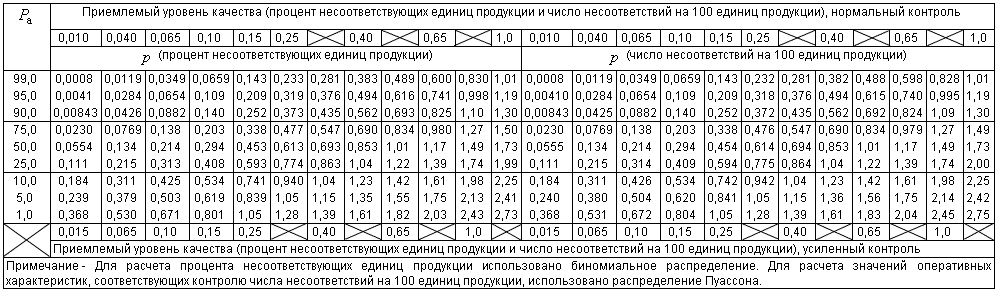
Таблица 10-Q-2 - Планы выборочного контроля кода объема выборки Q
Таблица 10-R - Таблицы кода объема выборки R (индивидуальные планы)
График R - Кривые оперативных характеристик для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для нормального контроля.
Таблица 10-R-1 - Табулированные значения оперативных характеристик для одноступенчатых планов
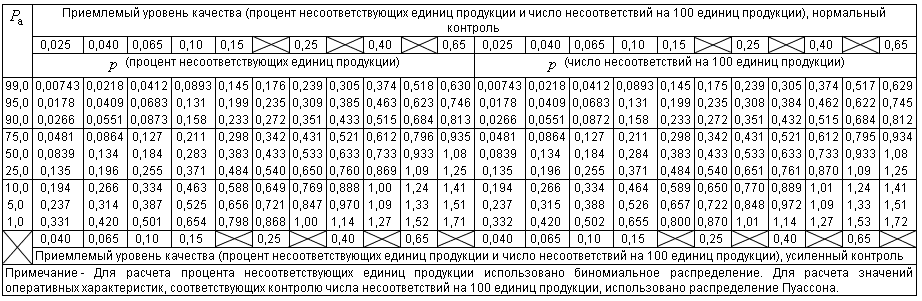
Таблица 10-R-2 - Планы выборочного контроля кода объема выборки R
Таблица 10-S - Таблицы кода объема выборки S (индивидуальные планы)
График S - Кривая оперативной характеристики для одноступенчатых планов
(кривые для двухступенчатого и многоступенчатого планов контроля максимально близки)
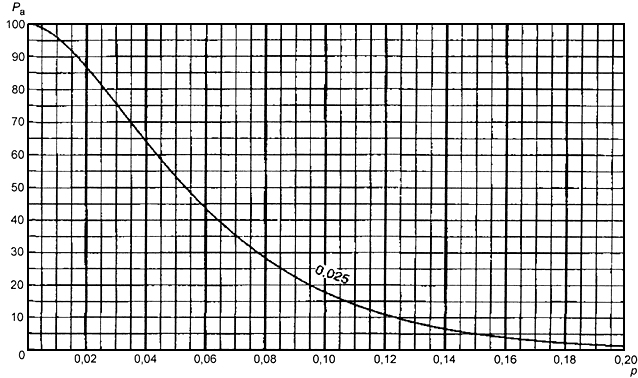
Обозначения:
![]() - процент несоответствующих единиц продукции для AQL
- процент несоответствующих единиц продукции для AQL![]() 10 или число несоответствий на 100 единиц продукции для AQL
10 или число несоответствий на 100 единиц продукции для AQL![]() 10;
10;
![]() - средний процент принятых партий.
- средний процент принятых партий.
Примечание - Значения на кривых соответствуют AQL для усиленного контроля.
Таблица 10-S-1 - Табулированные значения оперативной характеристики для одноступенчатых планов
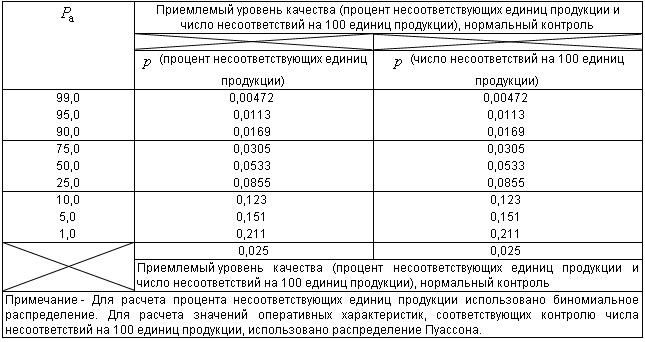
Таблица 10-S-2 - Планы выборочного контроля кода объема выборки S
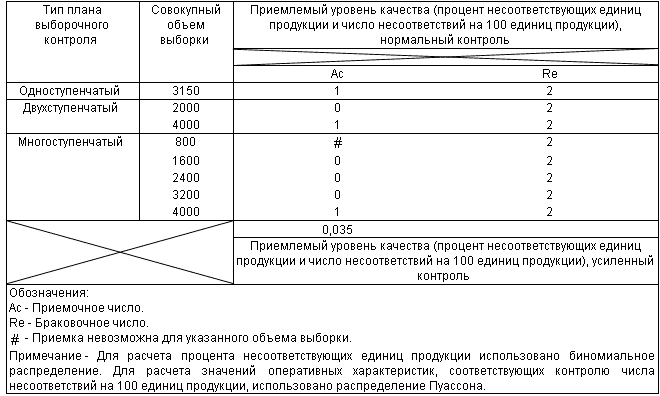
Таблица 11-А - Одноступенчатые выборочные планы при нормальном контроле (вспомогательная таблица)
Таблица 11-В - Одноступенчатые планы при усиленном контроле (вспомогательная таблица)
Таблица 11-С - Одноступенчатые планы при ослабленном контроле (вспомогательная таблица)
Таблица 12 - График нормализованных кривых оперативных характеристик
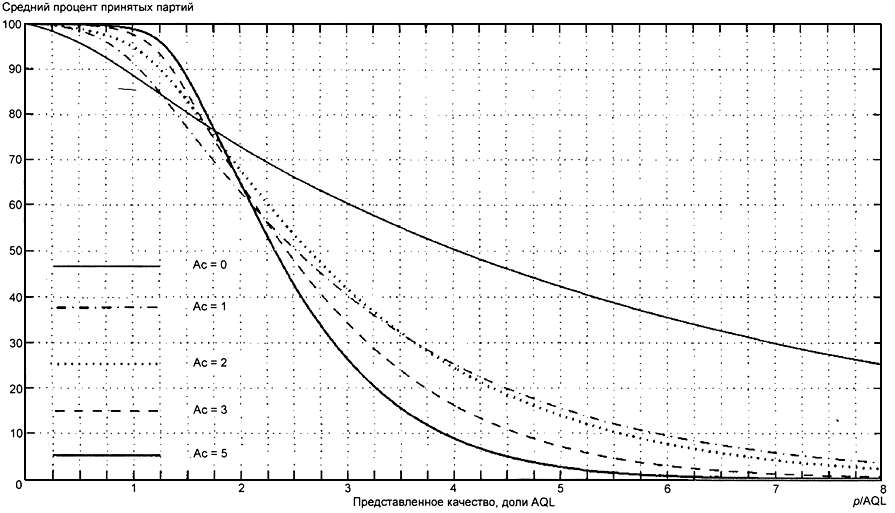
Окончание таблицы 12
Примечание - Ас для каждой кривой означает приемочное число при нормальном контроле.
Приложение А
(справочное)
Пример для случая непостоянного выборочного плана
|
Но- |
Объ- |
Код объ- |
Объ- |
Дан- |
Значение счетчика приемки (до контроля) |
При- |
Несоответ- |
Приемка/ браковка партии |
Счетчик приемки (после конт- |
Счетчик пере- |
Будущее действие |
|
1 |
180 |
G |
32 |
1/2 |
5 |
0 |
0 |
А |
5 |
2 |
Нормальный контроль |
|
2 |
200 |
G |
32 |
1/2 |
10 |
1 |
1 |
А |
0 |
4 |
Нормальный контроль |
|
3 |
250 |
G |
32 |
1/2 |
5 |
0 |
1 |
R |
0 |
0 |
Нормальный контроль |
|
4 |
450 |
Н |
50 |
1 |
7 |
1 |
1 |
А |
0 |
2 |
Нормальный контроль |
|
5 |
300 |
Н |
50 |
1 |
7 |
1 |
1 |
А |
0 |
4 |
Нормальный контроль |
|
6 |
80 |
Е |
13 |
0 |
0 |
0 |
1 |
R |
0 |
0 |
Переключение на усиленный контроль |
|
7 |
800 |
J |
80 |
1 |
7 |
1 |
1 |
А |
0 |
- |
Усиленный контроль |
|
8 |
300 |
Н |
50 |
1/2 |
5 |
0 |
0 |
А |
5 |
- |
Усиленный контроль |
|
9 |
100 |
F |
20 |
0 |
5 |
0 |
0 |
А |
5 |
- |
Усиленный контроль |
|
10 |
600 |
J |
80 |
1 |
12 |
1 |
0 |
А |
12 |
- |
Усиленный контроль |
|
11 |
200 |
G |
32 |
1/3 |
15 |
1 |
1 |
А |
0* |
- |
Восстановление нормального контроля |
|
12 |
250 |
G |
32 |
1/2 |
5 |
0 |
0 |
А |
5 |
2 |
Нормальный контроль |
|
13 |
600 |
J |
80 |
2 |
12 |
2 |
1 |
А |
0 |
5 |
Нормальный контроль |
|
14 |
80 |
Е |
13 |
0 |
0 |
0 |
0 |
А |
0 |
7 |
Нормальный контроль |
|
15 |
200 |
G |
32 |
1/2 |
5 |
0 |
0 |
А |
5 |
9 |
Нормальный контроль |
|
16 |
500 |
Н |
50 |
1 |
12 |
1 |
0 |
А |
12 |
11 |
Нормальный контроль |
|
17 |
100 |
F |
20 |
1/3 |
15 |
1 |
0 |
А |
15 |
13 |
Нормальный контроль |
|
18 |
120 |
F |
20 |
1/3 |
18 |
1 |
0 |
А |
18 |
15 |
Нормальный контроль |
|
19 |
85 |
Е |
13 |
0 |
18 |
0 |
0 |
А |
18 |
17 |
Нормальный контроль |
|
20 |
300 |
Н |
50 |
1 |
25 |
1 |
1 |
А |
0 |
19 |
Нормальный контроль |
|
21 |
500 |
Н |
50 |
1 |
7 |
1 |
0 |
A |
7 |
21 |
Нормальный контроль |
|
22 |
700 |
J |
80 |
2 |
14 |
2 |
1 |
A |
0 |
24 |
Нормальный контроль |
|
23 |
600 |
J |
80 |
2 |
7 |
2 |
0 |
A |
7 |
27 |
Нормальный контроль |
|
24 |
550 |
J |
80 |
2 |
14 |
2 |
0 |
A |
0* |
30 |
Переключение на ослабленный контроль |
|
25 |
400 |
H |
20 |
1/2 |
5 |
0 |
0 |
A |
5 |
- |
Ослабленный контроль |
|
Примечание - А - приемка; R - браковка; * - соответствует значению счетчика приемки после переключения. | |||||||||||
Приложение В
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации
ссылочным международным стандартам
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 2859-0:1995 |
ГОСТ Р 50779.70-99 (ИСО 2859-0-95) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 0. Введение в систему выборочного контроля по альтернативному признаку на основе приемлемого уровня качества AQL |
|
ИСО 2859-2:1985 |
ГОСТ Р 50779.72-99 (ИСО 2859-2-85) Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 2. Планы выборочного контроля отдельных партий на основе предельного качества LQ |
|
ИСО 2859-3:2005 |
ГОСТ Р 50779.73-99 (ИСО 2859-3-91) Статистические методы. Планы выборочного контроля по альтернативному признаку. Часть 3. Процедуры выборочного контроля с пропуском партий |
|
ИСО 3534-1:1993 |
ГОСТ Р 50779.10-2000 (ИСО 3534-1-93) Статистические методы. Вероятность и основы статистики. Термины и определения |
|
ИСО 3534-2:1993 |
ГОСТ Р 50779.11-2000 (ИСО 3534-2-93) Статистические методы. Статистическое управление качеством. Термины и определения |
|
ИСО 3951-1:2005 |
ГОСТ Р 50779.74-99 (ИСО 3951-89) Статистические методы. Процедуры выборочного контроля и карты контроля по количественному признаку для процента несоответствующих единиц продукции |