ГОСТ 6286-73
Группа Л63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РУКАВА РЕЗИНОВЫЕ
ВЫСОКОГО ДАВЛЕНИЯ С МЕТАЛЛИЧЕСКИМИ
ОПЛЕТКАМИ НЕАРМИРОВАННЫЕ
Технические условия
High-pressure rubber hoses with metal braids
without fittings. Specifications
ОКП 25 5411 2300
Дата введения 1974-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
Г.А.Захаров, Б.М.Чаусова, С.С.Хосидова, Г.П.Абакумова, Т.В.Агафонова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.07.73 N 1865
Изменение N 7 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие проголосовали:
Наименование государства |
Наименование национального органа по стандартизации |
Азербайджанская Республика |
Азгосстандарт |
Республика Армения |
Армгосстандарт |
Республика Белоруссия |
Госстандарт Белоруссии |
Грузия |
Грузстандарт |
Республика Казахстан |
Госстандарт Республики Казахстан |
Киргизская Республика |
Киргизстандарт |
Республика Молдова |
Молдовастандарт |
Российская Федерация |
Госстандарт России |
Республика Узбекистан |
Узгосстандарт |
Украина |
Госстандарт Украины |
3. ВЗАМЕН ГОСТ 6286-60
4. Стандарт содержит все требования МС ИСО 1436-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка |
Номер пункта |
ГОСТ 2.124-85 |
6.4 |
ГОСТ 9.030-74 |
4.9 |
ГОСТ 166-89 |
4.1 |
4.1, 4.3 | |
ГОСТ 2405-88 |
4.3 |
ГОСТ 2991-85 |
5.4 |
ГОСТ 5378-88 |
4.5 |
ГОСТ 5959-80 |
5.4 |
4.1 | |
ГОСТ 8074-82 |
4.1 |
ГОСТ 9570-84 |
5.4 |
4.1 | |
5.5 | |
ГОСТ 15102-75 |
5.4 |
ГОСТ 15152-69 |
2.5, 5.2 |
ГОСТ 20435-75 |
5.4 |
6. Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (март 1998 г.) с Изменениями N 1, 2, 3, 4, 5, 6, 7, утвержденными в августе 1976 г., марте 1979 г., сентябре 1981 г., сентябре 1985 г., феврале 1988 г., июне 1988 г., апреле 1995 г. (ИУС 9-76, 5-79, 11-81, 12-85, 5-88, 11-88, 7-95)
Настоящий стандарт распространяется на резиновые рукава* высокого давления оплеточной конструкции с металлическими оплетками, применяемые в качестве гибких трубопроводов для подачи под высоким давлением жидкостей, работоспособные в районах умеренного и тропического климатов при температуре окружающего воздуха от минус 50 до плюс 70 °С, а также в районах с холодным климатом при температуре от минус 60 до плюс 70 °С.
_______________________
* Здесь и в пунктах, где не оговорены требования для рукавов, условно обозначенных буквой Z, следует читать - в том числе рукава Z.
Настоящий стандарт устанавливает требования к рукавам, изготовляемым для нужд народного хозяйства и для экспорта.
Обязательные требования к качеству продукции изложены в пп.1.3 (наружный диаметр рукава по верхней металлической оплетке, внутренний и наружный диаметр рукава), 1.4, 1.5, 2.2, 2.4, 2.6-2.14, 2.16-2.19, 5.1-5.3.
(Измененная редакция, Изм. N 1, 3, 5, 6, 7).
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ И ПАРАМЕТРЫ
1.1. Рукава в зависимости от разрывного усилия применяемой проволоки должны изготовляться трех групп: А, Б и В.
А - изготавливают с применением проволоки с разрывным усилием не менее 15,0 кг;
Б - изготавливают с применением проволоки с разрывным усилием не менее 17,5 кг;
В - с применением проволоки с разрывным усилием не менее 20,0 кг.
Рукава Z должны изготовляться из проволоки с латунированной поверхностью и разрывным усилием не менее 20 кг.
(Измененная редакция, Изм. N 1, 4, 6).
1. 2. Рукава каждой группы в зависимости от конструкций должны изготовляться следующих типов:
I - с одной металлической оплеткой;
II - с двумя металлическими оплетками.
Схемы конструкции рукавов приведены в приложении.
(Измененная редакция, Изм. № 1, 6).
1.3. Основные размеры, радиус изгиба и масса рукавов Z приведены в табл. 1, основные размеры, масса и радиус изгиба рукавов групп А, Б, В - в табл. 1а, рабочее давление рукавов групп А, Б, В и Z в табл. 2 и 2а.
Таблица 1
Размеры, мм
Внутренний диаметр рукава |
Наружный диаметр рукава |
Наружный диаметр по верхней металлической оплетке |
Минималь- |
Масса 1 м, кг (справочная) | |||||||||
Но- |
Пред. откл. |
Тип I |
Тип II |
Тип I |
Тип II |
|
|
|
| ||||
|
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Тип I |
Тип II |
Тип I |
Тип II |
|
|
|
|
|
|
|
|
| |||||
6,0 |
±0,3 |
15,9 |
17,5 |
11,2 |
12,7 |
100 |
100 |
0,29 |
0,40 | ||||
6,3 |
15,9 |
17,5 |
11,2 |
±0,6 |
12,7 |
±0,6 |
100 |
100 |
0,29 |
0,40 | |||
8,0 |
17,5 |
±1,0 |
19,1 |
±1,0 |
12,7 |
|
14,3 |
115 |
115 |
0,32 |
0,42 | ||
10,0 |
+0,5 |
19,85 |
21,4 |
|
15,1 |
|
16,7 |
130 |
130 |
0,38 |
0,53 | ||
12,0 |
-0,3 |
23,0 |
24,6 |
|
18,3 |
19,9 |
180 |
180 |
0,50 |
0,65 | |||
12,5 |
23,0 |
25,0 |
|
18,3 |
19,9 |
180 |
180 |
0,50 |
0,65 | ||||
16,0 |
26,2 |
27,8 |
|
21,4 |
±0,7 |
23,0 |
±0,7 |
205 |
205 |
0,62 |
0,82 | ||
19,0 |
30,2 |
+1,5 |
31,8 |
|
25,4 |
|
27,0 |
240 |
240 |
0,88 |
1,44 | ||
20,0 |
31,2 |
-1,0 |
32,8 |
+1,5 |
26,4 |
|
28,0 |
|
240 |
240 |
1,02 |
1,48 | |
22,0 |
±0,5 |
33,3 |
34,9 |
-1,0 |
28,6 |
|
30,2 |
|
280 |
280 |
1,18 |
2,19 | |
25,0 |
38,1 |
39,7 |
32,9 |
|
34,5 |
|
300 |
300 |
1,50 |
2,19 | |||
31,5 |
46,0 |
50,5 |
|
40,1 |
±0,8 |
41,7 |
±0,8 |
420 |
420 |
1,84 |
2,82 | ||
32,0 |
46,0 |
50,5 |
|
40,1 |
|
41,7 |
|
420 |
420 |
1,84 |
2,82 | ||
38,0 |
52,6 |
±2,0 |
57,15 |
±2,0 |
46,0 |
47,6 |
|
500 |
500 |
2,28 |
3,51 | ||
40,0 |
|
54,6 |
|
59,15 |
|
48,0 |
|
49,6 |
|
500 |
500 |
2,28 |
3,64 |
50,0 |
±0,8 |
65,7 |
68,85 |
59,0 |
±1,25 |
60,6 |
±1,25 |
630 |
630 |
2,65 |
3,63 | ||
51,0 |
|
66,7 |
|
69,85 |
|
60,0 |
|
61,6 |
|
630 |
630 |
2,78 |
4,53 |
Таблица 1а
Размеры, мм
Внутренний диаметр рукава |
Наружный диаметр рукава |
Наружный диаметр по верхней металлической оплетке |
Минималь- |
Масса 1 м, кг (справочная) | |||||||||
Но- |
Пред. откл. |
Тип I |
Тип II |
Тип I |
Тип II |
|
|
|
| ||||
|
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Тип I |
Тип II |
Тип I |
Тип II |
|
|
|
|
|
|
|
|
|
| ||||
6,0 |
|
16,5 |
19,0 |
12,8 |
±0,6 |
14,0 |
±0,6 |
60,0 |
70,0 |
0,45 |
0,60 | ||
8,0 |
+0,5 |
18,0 |
±1,0 |
21,0 |
±1,0 |
14,0 |
16,6 |
80,0 |
90,0 |
0,50 |
0,70 | ||
10,0 |
-0,3 |
20,5 |
23,0 |
16,0 |
18,6 |
80,0 |
110,0 |
0,55 |
0,80 | ||||
12,0 |
22,5 |
25,0 |
18,0 |
20,6 |
100,0 |
130,0 |
0,65 |
0,90 | |||||
16,0 |
|
27,5 |
+1,5 |
29,0 |
22,0 |
±0,7 |
24,6 |
±0,7 |
120,0 |
170,0 |
0,85 |
1,10 | |
20,0 |
|
32,0 |
-1,0 |
31,0 |
+1,5 |
26,0 |
29,0 |
150,0 |
200,0 |
1,05 |
1,35 | ||
25,0 |
|
37,0 |
39,0 |
-1,0 |
31,0 |
34,0 |
170,0 |
240,0 |
1,20 |
1,50 | |||
32,0 |
|
44,0 |
46,0 |
38,0 |
±0,8 |
41,0 |
±0,8 |
200,0 |
280,0 |
1,50 |
2,20 | ||
38,0 |
|
50,0 |
+2,0 |
52,0 |
±2,0 |
44,0 |
47,0 |
250,0 |
320,0 |
1,80 |
2,50 | ||
50,0 |
±0,8 |
62,0 |
64,0 |
56,0 |
±1,25 |
59,0 |
±1,25 |
300,0 |
370,0 |
2,00 |
3,10 | ||
Таблица 2
Рабочее давление ( | ||||||
Внутренний диаметр рукава, мм |
Группа А |
Группа Б |
Группа В | |||
Тип I |
Тип II |
Тип I |
Тип II |
Тип I |
Тип II | |
|
|
|
|
|
|
|
(200) |
(300) |
(250) |
(350) |
(300) |
(410) | |
6 |
19,0 |
28,0 |
23,0 |
33,0 |
27,0 |
37,0 |
(190) |
(280) |
(230) |
(330) |
(270) |
(370) | |
8 |
16,5 |
25,0 |
21,0 |
32,0 |
24,0 |
35,0 |
(165) |
(250) |
(210) |
(320) |
(240) |
(350) | |
10 |
15,0 |
21,5 |
18,0 |
27,0 |
22,0 |
31,0 |
(150) |
(215) |
(180) |
(270) |
(220) |
(310) | |
12 |
13,5 |
21,0 |
16,0 |
25,0 |
20,0 |
30,0 |
(135) |
(210) |
(160) |
(250) |
(200) |
(300) | |
16 |
10,0 |
16,5 |
13,0 |
20,0 |
15,0 |
24,0 |
(100) |
(165) |
(130) |
(200) |
(150) |
(240) | |
20 |
9,0 |
15,0 |
12,0 |
18,0 |
14,0 |
22,0 |
(90) |
(150) |
(120) |
(180) |
(140) |
(220) | |
25 |
8,0 |
12,5 |
10,0 |
16,0 |
12,0 |
20,0 |
|
(80) |
(125) |
(100) |
(160) |
(120) |
(200) |
32 |
6,5 |
10,0 |
7,5 |
13,0 |
9,0 |
14,0 |
(65) |
(100) |
(75) |
(130) |
(90) |
(140) | |
38 |
4,0 |
8,0 |
5,0 |
9,0 |
6,0 |
10 |
|
(40) |
(80) |
(50) |
(90) |
(60) |
(100) |
50 |
3,0 |
4,0 |
3,5 |
5,0 |
4,0 |
6,0 |
|
(30) |
(40) |
(35) |
(50) |
(40) |
(60) |
 ), МПа (кгс/см
), МПа (кгс/см )
)
Таблица 2а
Внутренний диаметр рукава Z, мм |
Рабочее давление ( | |
Тип I |
Тип II | |
|
|
|
6,0 |
20,0(200) |
35,0(350) |
6,3 |
20,0(200) |
35,0(350) |
8 |
17,5(175) |
30,0(300) |
10 |
16,0(160) |
28,0(280) |
12,0 |
14,0(140) |
25,0(250) |
12,5 |
14,0(140) |
25,0(250) |
16 |
10,5(105) |
20,0(200) |
19 |
9,0(90) |
16,0(160) |
20 |
9,0(90) |
16,0(160) |
22 |
8,0(80) |
14,0(140) |
25 |
7,0(70) |
14,0(140) |
31,5 |
4,4(44) |
11,0(110) |
32,0 |
4,4(44) |
11,0(110) |
38 |
3,5(35) |
9,0(90) |
40 |
3,0(30) |
8,0(80) |
50 |
2,6(26) |
8,0(80) |
51 |
2,6(26) |
8,0(80) |
 ), МПа (кгс/см
), МПа (кгс/см
Пример условного обозначения рукава Z, типа I, внутренним диаметром 12,5 мм на рабочее давление 14,0 МПа, работоспособного в районах с умеренным и тропическим климатом:
Рукав Z-1-12,5-14 ГОСТ 6286-73
То же, для рукавов групп А, Б или В, типа I, с оплетками из латунированной проволоки внутренним диаметром 12,0 мм, на рабочее давление 13,5 МПа, работоспособного в районах с умеренным климатом (У):
Рукав IЛ-12-13,5-У ГОСТ 6286-73
То же, для рукава, работоспособного в районах с тропическим климатом (Т):
Рукав IЛ -12-13,5-Т ГОСТ 6286-73
То же, для рукава, работоспособного в районах с холодным климатом (ХЛ):
Рукав IЛ -12-13,5-ХЛ ГОСТ 6286-73
То же, для рукавов групп А, Б или В типа I со смешанной оплеткой внутренним диаметром 12,0 мм на рабочее давление 13,5 МПа, работоспособного в районах с холодным климатом (ХЛ):
Рукав 1-12-13,5 ХЛ ГОСТ 6286-73.
(Измененная редакция, Изм. № 1, 2, 3, 4, 5, 6, 7).
1.4. Рукава поставляют длинами, указанными в табл. 3.
Таблица 3
мм
|
|
|
|
375 |
|
400 |
|
450 |
|
500 |
|
550 |
|
600 |
±10 |
650 |
|
700 |
|
750 |
|
800 |
|
900 |
|
1000 |
|
1200 |
|
1400 |
|
1500 |
|
1600 |
±20 |
1800 |
|
2000 |
|
2200 |
|
2500 |
|
2800 |
|
3000 |
|
3200 |
|
3500 |
±25 |
3800 |
|
4000 |
|
4200 |
|
4500 |
±30 |
5000 |
|
Рукава с внутренним диаметром 16 мм и выше выпускают длиной до 10 м. При длине рукава свыше 5 м предельное отклонение длины - ±1 %.
Примечание. По соглашению между изготовителем и потребителем допускается поставлять рукава общим метражом, другими рабочими длинами и длиной, кратной рабочим длинам.
(Измененная редакция, Изм. № 5).
1.5. Разнотолщинность стенок рукавов типа I должна быть не более 1,0 мм, типа II - не более 1,5 мм.
Разнотолщинность стенок рукавов Z с внутренним диаметром до 6,3 мм включительно должно быть не более 0,8 мм, рукавов с внутренним диаметром от 8 до 22 мм включительно - не более 1,0 мм, св. 22 мм - не более 1,3 мм.
(Измененная редакция, Изм. № 1, 6).
1.6. Минимальная толщина внутреннего резинового слоя рукавов с внутренним диаметром до 16 мм включительно должна быть не менее 1,5 мм, свыше 16 до 20 мм - не менее 2,0 мм, свыше 20 мм - не менее 2,2 мм.
1.7. Разнотолщинность внутреннего резинового слоя рукавов с внутренним диаметром до 16 мм включительно должна быть не более 0,3 мм, свыше 16 мм - не более 0,5 мм.
1.8. Минимальную толщину и разнотолщинность внутреннего резинового слоя рукавов Z устанавливают в технологическом регламенте, утвержденном в установленном порядке.
(Измененная редакция, Изм. № 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рукава должны быть изготовлены в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Рукава должны иметь внутренний, промежуточные и наружный резиновые слои, а также металлические оплетки из латунированной проволоки. Для рукавов А, Б и В допускаются оплетки из светлой и латунированной проволоки одновременно (смешанная оплетка).
Наличие и количество нитяных оплеток устанавливают в технологическом регламенте.
Схемы-конструкции рукавов указаны в справочном приложении.
(Измененная редакция, Изм. № 4).
2.3. (Исключен, Изм. № 4).
2.4. Рукава должны быть работоспособны в рабочих средах и при температурах, указанных в табл. 4 и 4а.
Таблица 4
|
|
|
|
Керосин, дизельное топливо, масла на нефтяной основе |
От минус 50 до плюс 100 |
Вода |
До 100 |
Примечания:
1. Применение новых сред, а также введение в среды, указанные в табл. 4, легирующих присадок, должно быть согласовано с изготовителем рукавов.
2. (Исключено, Изм. № 4).
(Измененная редакция, Изм. № 2, 4).
Таблица 4а
|
|
|
|
Минеральные масла |
То же |
Растворимые масла |
" |
Эмульсионные масла |
" |
Масляные и водные эмульсии |
" |
Водный раствор гликоля |
" |
Вода |
До 100 |
(Измененная редакция, Изм. № 1).
2.5. Наружный резиновый слой рукавов, предназначенных для стран с тропическим климатом, должен соответствовать группам I, II, III категориям 1, 2, 3, 4 и 5 по ГОСТ 15152.
Внутренний резиновый слой рукавов, предназначенных для стран с тропическим климатом, должен соответствовать группам I, II, III категориям 3, 4, 5 по ГОСТ 15152.
(Измененная редакция, Изм. № 6).
2.6. Рукава должны быть морозостойкими при температуре:
минус 60°С - в районах с холодным климатом;
минус 50°С - в районах с умеренным климатом.
Рукава должны сохранять герметичность после воздействия указанной температуры.
(Измененная редакция, Изм. № 4, 5).
2.7. Рукава должны быть герметичными при испытании статическим гидравлическим давлением 2 (где
(где  - рабочее давление, указанное в табл. 2 и 2а).
- рабочее давление, указанное в табл. 2 и 2а).
(Измененная редакция, Изм. № 4).
2.8. Рукава должны иметь не менее чем трехкратный запас прочности (3 ), а рукава Z - не менее чем четырехкратный (4
), а рукава Z - не менее чем четырехкратный (4 ) при испытании статическим гидравлическим давлением.
) при испытании статическим гидравлическим давлением.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.9. Отклонение от перпендикулярности торца к оси рукава не должно превышать 5°.
2.10. Прочность связи между верхней металлической оплеткой и слоями, находящимися над ней, должна быть не менее:
30 Н/см (3,0 кгс/см) - для рукавов с латунированной проволокой;
20 Н/см (2,0 кгс/см) - для рукавов со смешанной оплеткой.
(Измененная редакция, Изм. № 1, 2, 3, 4).
2.11. Увеличение диаметра верхней металлической оплетки (распушивание) для рукавов групп А, Б и В с оплетками, изготовленными с применением одновременно латунированной и нелатунированной проволоки, не должно превышать наружного диаметра рукава с учетом предельных отклонений в соответствии с табл. 1а.
Для рукавов групп А, Б и В с оплетками из латунированной проволоки и рукавов Z распушивание не должно превышать номинального диаметра верхней металлической оплетки +3,0 мм.
Примечание. Норма по распушиванию для рукавов Z обязательна до 01.01.89 только для набора данных.
(Измененная редакция, Изм. № 6).
2.12. Изменение длины при рабочем давлении не должно превышать:
минус 6 % - для рукавов внутренним диаметром до 6,3 мм;
плюс 2 % минус 4 % - для рукавов внутренним диаметром свыше 6,3 мм.
(Измененная редакция, Изм. № 1, 2, 3, 4, 5, 6).
2.13. Рукава должны быть маслобензостойкими. Изменение массы наружного и внутреннего слоя рукавов после воздействия стандартного растворителя жидкости Б при 23°С в течение 24 ч не должно превышать 45 %, а изменение массы резины внутреннего слоя рукавов Z после воздействия стандартного масла СЖР-3 при 100°С в течение 72 ч должно быть от минус 10 до плюс 75 %.
2.14. Проволока, применяемая для изготовления рукавов, должна соответствовать требованиям нормативно-технической документации и нормам, указанным в табл. 5.
(Измененная редакция, Изм. № 5, 6).
2.15. (Исключен, Изм. № 6).
2.16. Внутренняя поверхность рукавов должна быть без складок, пористости, пузырей и трещин.
Допускаются отпечатки, а также включения размером не более 0,3 мм.
2.17. Наружная поверхность рукавов должна быть без пузырей, отслоений и оголений.
Допускаются отпечатки и ворс от бинтовочной ткани.
2.16, 2.17. (Измененная редакция, Изм. № 6).
Таблица 5
|
| ||||
|
А |
Б |
В |
Z | |
|
|
||||
класса А |
0,30±0,01 |
|
| ||
класса Б |
0,30 |
|
0,3-0,5 | ||
2. Усилие разрыва, кг, |
|
|
|
| |
класса А |
15,5-17,8 |
17,8-19,9 |
20,0-22,4 |
20,0-42,0 | |
класса Б |
15,0-18,0 |
17,5-19,9 |
20,0-23,0 |
||
3. Разрыв с узлом, %, не менее |
60 |
56 |
56 |
56 | |
4. Число скручиваний, не менее |
|||||
класса А |
52 |
50 |
42 |
42 | |
класса Б |
50 |
50 |
40 |
40 | |

2.17а. Для уточнения показателей внешнего вида, указанных в пп. 2.16 и 2.17, допускается применять контрольные образцы, утвержденные в установленном порядке.
(Введен дополнительно, Изм. № 6).
2.18. В металлических оплетках не допускаются обрывы, петли, следы коррозии.
2.19. Рукава должны выдерживать динамические испытания, указанные в табл. 6а.
Таблица 6а*
__________________
* Таблица 6. (Исключена, Изм. № 6).
Группа рукавов |
Тип рука- |
Внутренний диаметр, мм |
Количество пульсаций давления, цикл/мин |
Давление испытания |
Количество импульсных циклов не менее |
|
|
|
| ||
Св. 25 |
I |
||||
Z |
II |
Все размеры |
От 30 до 75 |
1,33 |
|
А, Б, В |
I, II |
До 20 |
|
I |
100000 |


(Измененная редакция, Изм. № 4, 6).
3. ПРАВИЛА ПРИЕМКИ
3.1. Рукава поставляют партиями. Партией считают рукава одной группы, одного типоразмера в количестве не более 2000 м, оформленные одним документом о качестве.
Документ о качестве должен содержать:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование рукавов, группу, тип, внутренний диаметр, рабочие давления и длину;
номер партии;
количество мест в партии;
месяц и год изготовления;
результаты проведенных испытаний или подтверждение о соответствии рукавов требованиям настоящего стандарта;
штамп технического контроля;
обозначение настоящего стандарта.
При нанесении на рукава маркировки методом тиснения допускается указывать вместо месяца квартал изготовления.
(Измененная редакция, Изм. № 4, 6).
3.2. Для проверки соответствия качества партии рукавов требованиям настоящего стандарта их подвергают приемо-сдаточным испытаниям по табл. 7.
Таблица 7
Наименование показателя |
Объем выборки от партии |
|
|
2. Наружный диаметр верхней металлической оплетки |
Два рукава |
3. Герметичность |
2 % от партии, но не менее двух рукавов |
4. Запас прочности |
Два рукава |
5. (Исключен, Изм. № 6). |
|
6. Увеличение диаметра верхней металлической оплетки (распушивание) при снятии наружного резинового слоя |
То же |
7. Прочность связи между элементами рукава |
По три образца от двух рукавов |
8. (Исключен, Изм. № 6). |
|
9. Состояние внутренней поверхности |
По одному образцу от пяти рукавов |
10. Внешний вид, маркировка |
100 % |
Примечание. Разнотолщинность внутреннего резинового слоя и состояние металлических оплеток проверяют в процессе изготовления рукавов.
(Измененная редакция, Изм. № 4, 6, 7).
3.3. Рукава, прошедшие приемо-сдаточные испытания, подвергают периодическим испытаниям по показателям, в объеме и периодичности, указанным в табл. 7а.
Таблица 7а
Контролируемый показатель |
Объем выборки любой группы и типоразмера |
Периодичность |
|
|
|
2. Морозостойкость |
Четыре рукава каждой группы и типа |
То же |
3. Динамические испытания |
Два рукава с концевой арматурой каждого типоразмера |
Один раз в год |
4. Отклонение от перпендикулярности торца к оси рукава |
Два рукава |
Один раз в полгода |
5. Изменение длины рукава при рабочем давлении |
Два рукава каждой группы и типа |
Один раз в квартал |
Примечание. Динамические испытания рукавов групп А, Б, В изготовитель не проводит.
(Измененная редакция, Изм. № 4, 6).
3.4. (Исключен, Изм. № 6).
3.4а. (Исключен, Изм. № 4).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания удвоенного количества рукавов, взятых от той же партии.
Результаты повторных испытаний, кроме испытания на герметичность, распространяются на всю партию.
При неудовлетворительных результатах повторных испытаний на герметичность проверке подвергают каждый рукав партии.
При неудовлетворительных результатах повторных испытаний по п. 3.3 проверке подвергают каждую партию рукавов до получения положительных результатов испытания не менее чем для трех партий подряд.
(Измененная редакция, Изм. № 6).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры элементов рукавов проверяют измерительными приборами, обеспечивающими заданную точность измерений: штангенциркулем по ГОСТ 166, толщиномером по ГОСТ 11358, измерительной линейкой по ГОСТ 427, стенкомером индикаторным, рулеткой по ГОСТ 7502, микроскопом по ГОСТ 8074.
Для измерения наружного диаметра верхней металлической оплетки на расстоянии не менее 2,5  от конца рукава по окружности срезают слои, находящиеся над оплеткой, в виде кольца шириной 8-10 мм и измеряют штангенциркулем.
от конца рукава по окружности срезают слои, находящиеся над оплеткой, в виде кольца шириной 8-10 мм и измеряют штангенциркулем.
Внутренний диаметр рукава измеряют цилиндрическими калибрами, при этом проходная сторона калибра должна проходить в рукав на расстояние 50 мм от конца рукава.
Длину рукава определяют измерительной линейкой или рулеткой.
(Измененная редакция, Изм. № 5, 6, 7).
4.2. Для определения морозостойкости рукав выдерживают при температуре, не выше указанной в п. 2.6, в течение не менее 4 ч.
Затем при заданной температуре и не более чем через 15 с после воздействия заданной температуры в течение 8-12 с рукава внутренним диаметром до 22 мм включительно изгибают на 180°, а рукава внутренним диаметром свыше 22 мм - на 90° вокруг оправки диаметром 2 , где
, где  - минимальный радиус изгиба.
- минимальный радиус изгиба.
После испытания температуру рукава доводят до комнатной.
На наружной поверхности рукава не должно быть трещин и при испытании гидравлическим давлением, указанным в п. 2.7, рукав должен быть герметичным.
(Измененная редакция, Изм. № 6).
4.3. Для проведения испытаний гидравлическим давлением применяют:
источник давления с манометром класса точности до 2,5 по ГОСТ 2405, обеспечивающим проведение испытаний в рабочей зоне шкалы манометра. Манометр подбирают так, чтобы измеряемая величина находилась от 1/3 до 4/5 предела измерения;
секундомер 2-го класса точности;
часы типа ВЧС-1-М2ПВ;
линейку металлическую измерительную по ГОСТ 427.
(Измененная редакция, Изм. № 7).
4.3.1. Для испытания на герметичность один конец рукава присоединяют к источнику давления и наполняют рукав рабочей жидкостью до полного удаления воздуха. Затем другой свободный конец рукава заглушают и в течение 1-2 мин повышают давление до 2 +5 %. После этого источник давления отключают и выдерживают рукав под установленным давлением (2±1) мин. Допускается в течение первой минуты дополнительно подключать источник давления.
+5 %. После этого источник давления отключают и выдерживают рукав под установленным давлением (2±1) мин. Допускается в течение первой минуты дополнительно подключать источник давления.
Допускается вместо определения времени повышения давления определять скорость повышения давления.
Рукав считают выдержавшим испытание, если по истечении указанного времени на его поверхности не будут обнаружены разрывы и капли рабочей жидкости.
(Измененная редакция, Изм. № 5, 6).
4.3.2. При испытании на запас прочности рукава длиной (800±200) мм или образцы, отрезанные от отобранных рукавов, испытывают по методу, указанному в п. 4.3.1, и при отсутствии дефектов на его поверхности в течение 0,5-1,0 мин повышают давление до 3 (4 для рукавов Z) или до разрыва рукава.
(4 для рукавов Z) или до разрыва рукава.
Рукав считают выдержавшим испытание, если разрушающее давление не менее 3 (4 для рукавов Z).
Рукава, испытанные на запас прочности, в партию не включают.
(Измененная редакция, Изм. № 6).
4.3.3. Если рукав не выдержал испытания по пп. 2.7 или 2.8 из-за течи или дефектов на расстоянии не более 25 мм от места закрепления, испытание повторяют после повторного закрепления того же образца или на другом образце.
(Введен дополнительно, Изм. № 6).
4.4. (Исключен, Изм. № 4).
4.5. Отклонение от перпендикулярности торца к оси рукава определяют транспортиром или угломером УМ по ГОСТ 5378. При этом рукав располагают в горизонтальной плоскости. Допускается применять угломер типа УН по ГОСТ 5378. Основание угломера должно быть вдоль оси рукава с центром в торце рукава.
(Измененная редакция, Изм. № 5, 6).
4.6. Прочность связи верхней металлической оплетки со слоями, находящимися над ней, определяют следующим образом: от рукава отрезают три образца в виде колец шириной 30-40 мм. По краям образца срезают слои до металлической оплетки так, чтобы ширина расслаиваемого (рабочего) участка составляла 10-25 мм.
На рабочем участке резины делается надрез по всей ширине кольца до металлической оплетки и по линии надреза с одной стороны резину отслаивают вручную на длину, достаточную для закрепления ее в зажиме динамометра.
Кольцо надевают на стержень с таким диаметром, чтоб оно могло свободно вращаться вокруг своей оси.
Отслоенный участок закрепляют в верхнем зажиме динамометра, а стержень с кольцом - в нижнем. После этого отслаивают при скорости движения нижнего зажима 100 мм/мин.
Испытания проводят на динамометре, номинальное значение шкалы которого не должно превышать более чем в пять раз измеряемую величину нагрузки при отслаивании.
При испытании каждого образца записывают не менее трех пар (минимальных и максимальных) показаний прибора для рукавов с внутренним диаметром до 10 мм и не менее пяти пар - для рукавов диаметром более 10 мм.
За показатель прочности связи принимают среднее арифметическое результатов испытания, отнесенное к 1 см ширины образца.
За результат испытания принимают среднее арифметическое результатов испытания шести образцов.
При невозможности отслоения наружного резинового слоя от металлической оплетки (когезионный отрыв) образец считают выдержавшим испытание в соответствии с п. 2.10.
(Измененная редакция, Изм. № 6, 7).
4.7. Для определения увеличения диаметра верхней металлической оплетки (распушивания) с конца рукава на длине 2,5  для рукавов диаметром до 10 мм включительно, 1,5 - для рукавов диаметром свыше 10 до 25 мм включительно и 1 - для рукавов диаметром свыше 25 мм снимают слои, находящиеся над оплеткой, методом шероховки или зачистки без повреждения латунного покрытия проволоки металлической оплетки.
для рукавов диаметром до 10 мм включительно, 1,5 - для рукавов диаметром свыше 10 до 25 мм включительно и 1 - для рукавов диаметром свыше 25 мм снимают слои, находящиеся над оплеткой, методом шероховки или зачистки без повреждения латунного покрытия проволоки металлической оплетки.
Затем, не позднее чем через 15 мин, штангенциркулем, расположенным параллельно торцу рукава, на расстоянии не менее 5 мм от торца измеряют диаметр в трех плоскостях.
За показатель распушивания принимают среднее арифметическое результатов измерений.
(Измененная редакция, Изм. № 6).
4.7а. Для определения изменения длины при рабочем давлении рукава длиной (800±200) мм или образцы, отрезанные от отобранных рукавов, присоединяют к источнику давления, указанному в п. 4.3, повышают давление до 10 % от рабочего, указанного в табл. 2 и 2а для данного внутреннего диаметра, и отмечают линейкой в середине рукава участок длиной не менее 250 мм.
Затем в течение 0,5-1,0 мин повышают давление до рабочего () и снова измеряют длину отмеченного участка.
Изменение длины рукава при рабочем давлении ( ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле

где  - длина участка, измеренного при рабочем давлении, мм.
- длина участка, измеренного при рабочем давлении, мм.
(Измененная редакция, Изм. № 4).
4.8. (Исключен, Изм. № 4).
4.9. Изменение массы внутреннего и наружного резинового слоя в соответствии с п. 2.13 определяют по ГОСТ 9.030 на образцах резины внутреннего и наружного слоя, отслоенного от рукава и тщательно зачищенного от клея и нитей.
4.10. (Исключен, Изм. № 4).
4.11. Для определения состояния внутренней поверхности от рукава отрезают образец длиной не менее 300 мм, разрезают его вдоль оси или направляют его на источник света и поворачивают вокруг оси.
Определение проводят визуально или сравнением с контрольным образцом.
(Измененная редакция, Изм. № 6).
4.12. Состояние наружной поверхности рукавов, в том числе наличие и содержание маркировки, определяют визуально или сравнением с контрольным образцом.
Конструкцию рукава проверяют визуально в торце рукава.
(Измененная редакция, Изм. № 6, 7).
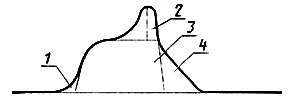
4.13. Для проведения динамических испытаний в соответствии с требованиями табл. 6а рукава с концевой арматурой присоединяют к источнику, обеспечивающему изменение давления с частотой от 30 до 75 циклов/мин, при этом каждый цикл должен отвечать требованиям импульсного цикла, указанным на черт.2.
Импульсный цикл динамического испытания рукавов

Черт.2*
_____________________
* Черт.1. (Исключен, Изм. № 4).
Температура испытательной жидкости должна быть (93±5)°С.
Рукава диаметром до 22 мм включительно должны иметь свободную длину, в 3,5 раза превышающую минимальный радиус изгиба с допуском ±1 %, и должны быть присоединены таким образом, чтобы рукав был изогнут на 180°, т. е. чтобы арматуры располагались параллельно и расстояние между концами было в 2 раза больше минимального радиуса изгиба, как указано на черт.3.
Схема изгиба рукавов при динамических испытаниях
 - минимальный радиус изгиба
- минимальный радиус изгиба
Черт.3
Рукава с внутренним диаметром свыше 22 мм должны иметь свободную длину не менее 0,4 м и должны быть присоединены в прямом положении. Допускается по требованию потребителей испытывать рукава с диаметром св. 22 мм в изогнутом состоянии.
Для испытания применяют любую рабочую жидкость.
После испытания на рукаве, находящемся под давлением, не должно быть разрывов, дефектов и течи.
Если рукав выдержал испытания в соответствии с требованиями п. 2.19, но при этом обнаружена течь и дефекты на расстоянии не более 25 мм от места закрепления, рукав считают выдержавшим испытания.
Если рукав не выдержал испытания по п. 2.19 из-за течи или дефектов на расстоянии не более 25 мм от места закрепления и при этом течь или дефекты искажают формы импульсного цикла, указанного на черт.2, то испытание считают недействительным и повторяют его на другом образце рукава.
(Измененная редакция, Изм. № 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом рукаве по всей длине должна быть нанесена четкая маркировка с указанием:
а) товарного знака или наименования и товарного знака предприятия-изготовителя;
б) типа рукава;
в) внутреннего диаметра;
г) рабочего давления;
д) месяца или квартала и года изготовления;
е) знака "Л" при применении латунированной проволоки;
ж) обозначения настоящего стандарта.
Кроме того, на каждом рукаве должен быть штамп технического контроля.
Маркировку наносят тиснением или несмываемой краской белого или другого светлого цвета.
На каждом рукаве Z несмываемой краской должна быть нанесена четкая маркировка с указанием:
а) типа рукава;
б) внутреннего диаметра;
в) рабочего давления;
г) буквы Z;
д) обозначения настоящего стандарта.
Допускается наносить дополнительные обозначения.
(Измененная редакция, Изм. № 1, 3, 4, 6, 7).
5.2. Рукава, предназначенные для работы в условиях тропического климата, должны маркировать в соответствии с ГОСТ 15152.
5.3. Рукава, предназначенные для эксплуатации в условиях Крайнего Севера (северное исполнение), должны маркироваться в соответствии с п. 5.1 с дополнительным нанесением на их поверхность непрерывной полосы, или многоточия, или штрихов несмываемой краской зеленого цвета по всей длине рукава при нанесении маркировки тиснением или несмываемой краской любого цвета, кроме зеленого.
(Измененная редакция, Изм. № 7).
5.4. Рукава связывают в пачки или бухты с радиусом изгиба не менее минимального по п. 1.3 и упаковывают в ящики по ГОСТ 2991, ГОСТ 5959, контейнеры УКК-5,0 по ГОСТ 15102, УКК-2,5 по ГОСТ 20435 и другие контейнеры, обеспечивающие сохранность рукавов, ящичные и отсечные поддоны по ГОСТ 9570.
Допускается упаковывать в одну упаковочную единицу рукава нескольких партий при отгрузке и в адрес одного потребителя.
По согласованию с потребителем допускается применять другие виды упаковки, обеспечивающие сохранность рукавов.
(Измененная редакция, Изм. № 3, 6).
5.5. Транспортную тару маркируют по ГОСТ 14192 с нанесением следующих дополнительных обозначений:
а) наименования изделия;
б) группы, типов и размеров рукавов;
в) количества изделий;
г) номера партии;
д) обозначения настоящего стандарта;
е) манипуляционных знаков № 2, № 3 по ГОСТ 14192.
(Измененная редакция, Изм. № 6).
5.6. Предприятие-изготовитель должно сопровождать каждую партию рукавов документом, удостоверяющим их качество, который в полиэтиленовом мешке вкладывают в одно из тарных мест. В этом случае к маркировке тарного места добавляют надпись с указанием "документ здесь".
(Измененная редакция, Изм. № 4).
5.7. Рукава транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. № 4).
5.8. Рукава должны храниться в расправленном виде в помещении при температуре от 0 до 25°С, при этом допускается хранение рукавов в упаковке завода-изготовителя в течение не более 3 мес.
Допускается кратковременное (не более 3 мес) хранение рукавов при температуре от 25 до 40°С.
Допускается кратковременное (не более 1 мес) хранение рукавов при температуре от 0 до минус 20°С.
Рукава должны храниться на расстоянии не менее 1 м от теплоизлучающих приборов.
Не допускается хранить рукава совместно с жидкостями, не предусмотренными в п. 2.4, под давлением, вблизи работающего радиоэлектронного и другого оборудования, способного выделять озон, а также искусственных источников света, выделяющих ультрафиолетовые лучи.
(Измененная редакция, Изм. № 6).
5а. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5а.1. При эксплуатации рукавов необходимо соблюдать требования, установленные настоящим стандартом.
При эксплуатации не допускается применять рукава для перекачивания продуктов, не предусмотренных настоящим стандартом.
После хранения при отрицательных температурах рукава перед монтажом должны быть выдержаны при температуре (20±5)°С не менее 24 ч.
5а.2. При монтаже рукавов не допускается:
скручивание рукавов относительно оси;
установка рукава с изгибом меньше минимального радиуса изгиба;
контакт резиновых слоев рукава с горячими трубопроводами температурой выше 70°С.
5а.3. Детали наконечников в местах контакта с резиной не должны иметь задиров, заусенцев и острых граней.
Разд. 5а. (Введен дополнительно, Изм. № 6).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие рукавов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
(Измененная редакция, Изм. № 4).
6.2. Гарантийный срок хранения рукавов - один год со дня изготовления.
6.3. Гарантийный срок эксплуатации рукавов, кроме рукавов Z - два года со дня ввода в эксплуатацию.
Гарантийная наработка рукавов, применяемых в тракторах, - 8000 мото-часов при условии установления такой же гарантии на концевую арматуру.
Гарантийная наработка рукавов групп А, Б и В внутренним диаметром до 20 мм - 100000 импульсных циклов при рабочем давлении и количестве пульсации от 30 до 75 циклов/мин.
(Измененная редакция, Изм. № 4).
6.4. Гарантийный срок эксплуатации рукавов Z в зависимости от условий эксплуатации устанавливают по соглашению между потребителем и изготовителем по результатам эксплуатационных испытаний.
Протокол оформляют по ГОСТ 2.124.
(Введен дополнительно, Изм. № 1, измененная редакция, Изм. № 7).
ПРИЛОЖЕНИЕ
Справочное
СХЕМЫ КОНСТРУКЦИЙ РУКАВОВ
Рукава Z с оплетками из латунированной проволоки
1 - внутренний резиновый слой; 2 - металлическая оплетка; 3 - промежуточный резиновый слой; 4 - наружный резиновый слой
Черт.1
Рукава групп А, Б и В с оплетками из латунированной проволоки или со смешанными оплетками
1 - внутренний резиновый слой; 2 - нитяная оплетка; 3 - металлическая оплетка; 4 - промежуточный резиновый слой; 5 - наружный резиновый слой
Черт.2
(Измененная редакция, Изм. № 4, 6).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998