ГОСТ 9559-89
Группа В53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ СВИНЦОВЫЕ
Технические условия
Lead sheets. Specifications
ОКП 18 3630
Срок действия с 01.01.91
до 01.01.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 11-12, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
Ю.М.Лейбов, канд. техн. наук (руководитель темы); О.М.Зуева, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 18.12.89 N 3793
3. Стандарт унифицирован с БДС 3212-72
4. ВЗАМЕН ГОСТ 9559-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
|
|
|
4.3 | |
|
ГОСТ 515-77 |
2.8.2 |
|
ГОСТ 2697-83 |
2.8.2 |
|
2.8.2 | |
|
2.8.2, 2.8.3 | |
|
2.8.2, 2.8.3 | |
|
ГОСТ 3778-77 |
2.1 |
|
ГОСТ 6507-90 |
4.2 |
|
4.3 | |
|
ГОСТ 8857-77 |
4.4 |
|
ГОСТ 9557-87 |
2.8.3 |
|
ГОСТ 9569-79 |
2.8.1, 2.8.2 |
|
ГОСТ 9696-82 |
4.2 |
|
2.8.2 | |
|
ГОСТ 10354-82 |
2.8.2 |
|
2.8.6 | |
|
ГОСТ 15846-79 |
2.8.2 |
|
ГОСТ 18242-72 |
3.4 |
|
ГОСТ 18321-73 |
3.4 |
|
ГОСТ 18477-79 |
5.1 |
|
ГОСТ 20580.0-80 - ГОСТ 20580.8-80 |
4.4 |
|
2.8.2 | |
|
ГОСТ 21650-76 |
2.8.3 |
|
ГОСТ 24231-80 |
4.4 |
|
ГОСТ 24597-81 |
2.8.3 |
|
ГОСТ 24634-81 |
2.8.2 |
|
2.8.4 | |
|
ГОСТ 26663-85 |
2.8.3 |
|
4.3.1 | |
|
ГОСТ 28798-90 |
4.2 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на свинцовые листы, применяемые в химическом машиностроении и других отраслях промышленности.
1. СОРТАМЕНТ
1.1. Толщина, ширина, длина листов и предельные отклонения по толщине листов должны соответствовать приведенным в табл.1.
Таблица 1
мм
|
|
|
|
| ||
|
нормальной точности |
повышенной точности |
500 |
600 |
||
|
0,2 |
-0,03 |
- |
- |
2,27 | |
|
0,3 |
-0,05 |
- |
750, |
- |
3,41 |
|
0,5 |
-0,07 |
-0,04 |
1000 |
- |
5,69 |
|
0,6 |
-0,07 |
-0,05 |
- |
6,82 | |
|
0,8 |
-0,07 |
-0,05 |
- |
9,10 | |
|
1,0 |
-0,10 |
-0,08 |
|
11,37 | |
|
1,5 |
-0,15 |
-0,12 |
17,06 | ||
|
2,0 |
-0,15 |
-0,12 |
22,74 | ||
|
2,5 |
-0,20 |
-0,16 |
28,42 | ||
|
3,0 |
-0,20 |
-0,16 |
34,11 | ||
|
3,5 |
-0,20 |
-0,16 |
39,80 | ||
|
4,0 |
-0,20 |
-0,18 |
45,48 | ||
|
4,5 |
-0,20 |
-0,18 |
1000 |
1200 |
50,03 |
|
5,0 |
-0,20 |
-0,18 |
|
56,85 | |
|
6,0 |
-0,30 |
-0,25 |
68,22 | ||
|
7,0 |
-0,30 |
-0,25 |
79,60 | ||
|
8,0 |
-0,30 |
-0,25 |
90,96 | ||
|
9,0 |
-0,50 |
-0,30 |
102,33 | ||
|
10,0 |
-0,50 |
-0,30 |
113,70 | ||
|
12,0 |
-0,50 |
-0,40 |
136,40 | ||
|
15,0 |
-0,50 |
-0,40 |
170,60 | ||
Примечание. Теоретическая масса 1 м![]() листа вычислена при плотности свинца 11,37 г/см
листа вычислена при плотности свинца 11,37 г/см![]() .
.
1.2. Предельные отклонения по ширине и длине листов не должны превышать: ![]() мм - для листов нормальной точности; ±5 мм - для листов повышенной точности.
мм - для листов нормальной точности; ±5 мм - для листов повышенной точности.
1.3. Точность изготовления листов по размерам потребитель указывает в заказе. При отсутствии требований в заказе точность изготовления определяет изготовитель.
1.4. Условные обозначения листов проставляют по схеме
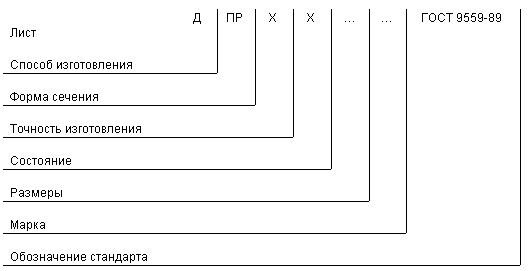
при следующих сокращениях:
способ изготовления: холоднокатаный - Д,
форма сечения: прямоугольная - ПР,
точность изготовления:
нормальная - Н,
повышенная - П.
Вместо отсутствующих данных ставится знак "X".
Пример условного обозначения листа нормальной точности изготовления, толщиной 0,5 мм, шириной 500 мм, длиной 1000 мм, из свинца марки С1 по ГОСТ 9559:
Лист ДПРНХ 0,5![]() 500
500![]() 1000 С1 ГОСТ 9559-89
1000 С1 ГОСТ 9559-89
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из свинца марок С0, C1, C2 и С3 по ГОСТ 3778.
2.2. Поверхность листов должна быть чистой, без плен, глубоких вмятин, пузырей, царапин и раковин.
2.3. Листы должны быть ровно обрезаны.
2.4. Характеристики базового исполнения
2.4.1. Листы изготовляют нормальной точности по толщине, ширине и длине.
2.4.2. На листах нормальной точности изготовления допускаются царапины, местные неглубокие плены и вмятины, в количестве не более 10 шт. на лист, не выводящие листы при контрольной зачистке за предельные отклонения по толщине, неоднородность поверхности, обусловленная влиянием технологической смазки, небольшая волнистость для листов до 2 мм.
2.4.3. Прямоугольность (косина реза) листов нормальной точности не должна превышать 20 мм.
2.5. Характеристики исполнения, устанавливаемые по требованию потребителя
2.5.1. Листы изготовляют повышенной точности по толщине, ширине и длине.
2.5.2. На поверхности листов повышенной точности изготовления допускаются незначительные царапины, не выводящие листы при контрольной зачистке за предельные отклонения по толщине.
2.5.3. Прямоугольность (косина реза) листов повышенной точности не должна превышать 12 мм.
2.5.4. Волнистость листов толщиной более 2 мм не допускается.
2.5.5. Допускается требования к качеству поверхности устанавливать по эталонам, утвержденным в установленном порядке.
2.6. Характеристики исполнения, устанавливаемые по согласованию потребителя и изготовителя
2.6.1. Листы изготовляют других размеров по толщине, с предельными отклонениями для следующего большего размера, приведенного в табл.1.
2.6.2. Листы изготовляют других размеров по ширине и длине. При этом предельные отклонения по ширине и длине и требования к качеству поверхности устанавливают по согласованию изготовителя с потребителем.
2.6.3. Допускаются листы с отклонением от номинальных размеров по ширине и длине ±10% в количестве не более 10% массы партии.
2.7. Маркировка
2.7.1. На каждом листе должны быть нанесены несмываемой краской или на прочно приклеенном бумажном ярлыке или клеймом товарный знак или наименование и товарный знак предприятия-изготовителя, марка свинца и номер партии.
2.8. Упаковка
2.8.1. Листы толщиной 0,8 мм и менее должны быть намотаны в рулоны на деревянный стержень (или втулку), обернутый парафинированной бумагой по ГОСТ 9569 на 20 мм более ширины листа.
2.8.2. Листы и рулоны упаковывают в плотные или решетчатые деревянные ящики, выложенные внутри бумагой.
Размеры ящиков - по ГОСТ 21140 или по нормативно-технической документации.
Для листов всех толщин в качестве упаковочных средств и материалов должны применяться:
ящики по ГОСТ 2991, ГОСТ 10198 и ГОСТ 24634;
бумага по ГОСТ 515, ГОСТ 9569;
пергамин по ГОСТ 2697;
лента по ГОСТ 3560;
проволока по ГОСТ 3282;
пленка полиэтиленовая по ГОСТ 10354;
другие виды упаковки и упаковочных материалов, обеспечивающие сохранность качества продукции.
Упаковка продукции для районов Крайнего Севера и труднодоступных районов - по ГОСТ 15846.
2.8.3. Грузовые места должны быть сформированы в транспортные пакеты.
Габаритные размеры пакетов - по ГОСТ 24597.
Средства скрепления в транспортные пакеты - по ГОСТ 21650.
Масса грузового места или транспортного пакета должна быть не более 1250 кг.
Пакетирование производят на поддонах по ГОСТ 9557 или с использованием брусков размером не менее 50![]() 50 мм и длиной, равной ширине грузового места, в соответствии с требованиями ГОСТ 26663.
50 мм и длиной, равной ширине грузового места, в соответствии с требованиями ГОСТ 26663.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282 или лентой размерами не менее 0,5![]() 30 мм по ГОСТ 3560.
30 мм по ГОСТ 3560.
Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
2.8.4. Подготовка грузов к перевозке морским транспортом - по ГОСТ 26653.
2.8.5. В каждый ящик или контейнер упаковочный лист, в котором указывают:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение листов;
массу нетто партии;
номер партии;
штамп отдела технического контроля.
2.8.6. Транспортная маркировка, место нанесения, способ исполнения транспортной маркировки, способ крепления ярлыка - по ГОСТ 14192.
3. ПРИЕМКА
3.1. Листы принимают партиями. Партия должна состоять из листов одного размера, одной точности изготовления, одной марки свинца и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение листов;
номер партии;
массу брутто и нетто партии;
результаты контроля химического состава;
штамп отдела технического контроля.
3.2. Для проверки химического состава отбирают один-два листа от партии.
Допускается изготовителю для химического анализа отбор проб проводить от расплавленного металла.
3.3. Ширину, длину, прямоугольность проверяют на 20% листов от 1000 кг и менее.
3.4. Для контроля толщины листов от партии отбирают "вслепую" методом наибольшей объективности листы по ГОСТ 18321. План контроля - по ГОСТ 18242. Количество контролируемых листов отбирают в соответствии с табл.2.
Таблица 2
шт.
|
|
|
|
От 2 до 8 |
2 |
|
" 9 " 15 |
3 |
|
" 16 " 25 |
5 |
|
" 26 " 50 |
8 |
|
" 51 " 90 |
13 |
|
" 91 " 150 |
20 |
|
" 151 " 280 |
32 |
|
" 281 " 500 |
50 |
Количество контролируемых точек на каждом отобранном листе определяют от общего числа участков длиной 1000 мм по периметру листа по табл.3.
Таблица 3
шт.
|
|
|
|
|
До 25 включ. |
3 |
1 |
|
От 26 до 90 включ. |
5 |
1 |
|
" 91 " 150 включ. |
8 |
2 |
При периметре, не кратном 100 мм, конечный участок длиной менее 100 мм принимают за один участок.
Оторванные листы считаются годными, если число результатов измерения, не соответствующих предельным отклонениям, приведенным в табл.1, меньше браковочного числа, приведенного в табл.3. При получении неудовлетворительных результатов допускается у изготовителя контролировать каждый лист партии.
3.5. Проверке качества поверхности подвергают каждый лист партии.
3.6. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
При получении неудовлетворительных результатов повторной проверки ширины, длины, прямоугольности у изготовителя допускается контролировать каждый лист по тому показателю, по которому получены неудовлетворительные результаты.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Поверхность листов проверяют без применения увеличительных приборов.
4.2. Толщину листов измеряют микрометром по ГОСТ 6507, измерительной прижимной головкой по ГОСТ 6933 или индикатором по ГОСТ 9696.
Толщину листов измеряют на расстоянии не менее 100 мм от конца листов и не менее 25 мм от кромки.
Допускается измерять толщину листов на расстоянии не менее 20 мм от конца листа.
Допускается у изготовителя в процессе производства контролировать толщину листов другими средствами измерения, обеспечивающими необходимую точность.
Толщину листов контролируют с заданной вероятностью 96%.
Толщину листов измеряют на каждом из отобранных листов в точках, расположенных равномерно-случайно по периметру листа.
Количество листов в партии (![]() ) вычисляют по формуле
) вычисляют по формуле
![]() ,
,
где ![]() - масса партии, кг;
- масса партии, кг;
![]() - толщина листов, мм;
- толщина листов, мм;
![]() - ширина листов, мм;
- ширина листов, мм;
![]() - длина листов, мм;
- длина листов, мм;
![]() - плотность материала, г/см
- плотность материала, г/см![]() .
.
Количество контролируемых участков в листе (![]() ) вычисляют по формуле
) вычисляют по формуле
![]() .
.
Результаты измерения толщины листов, не соответствующие предельным отклонениям, не должны отличаться от допускаемых более чем на половину поля допуска.
4.3. Измерение ширины, длины и прямоугольности листов проводят металлической линейкой по ГОСТ 427 или металлической рулеткой по ГОСТ 7502.
Прямоугольность определяют по разности длин диагоналей.
4.3.1. Измерение волнистости - по ГОСТ 26877.
4.4. Отбор и подготовка проб для химического анализа - по ГОСТ 24231. Анализ химического состава - по ГОСТ 20580.0 - ГОСТ 20580.8, ГОСТ 8857 или другими методами, обеспечивающими необходимую точность определения. При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 20580.0 - ГОСТ 20580.8, ГОСТ 8857.
Для анализа химического состава от каждого отобранного листа вырезают по одному образцу.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Листы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортирование листов железнодорожным транспортом проводят мелкими, малотоннажными и повагонными отправками.
Допускается транспортировать листы в контейнерах по ГОСТ 18477 или по нормативно-технической документации, или повагонными отправками в пакетированном виде без упаковки в ящики при отсутствии перегрузки в пути. При этом листы должны быть уложены и укреплены так, чтобы они не перемещались при транспортировании.
5.2. Листы хранят в крытых помещениях.
При хранении листы должны быть защищены от действия влаги, механических повреждений и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства свинцовых листов при хранении не изменяются.
Текст документа сверен по:
официальное издание
Сортамент цветных металлов.
Плоский прокат. Часть 1. Том 2. Сб. ГОСТов.
М.: Издательство стандартов, 1993