ГОСТ 25229-82
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ КОНИЧЕСКАЯ
Basic norms of interchangeability. Metric taper thread
Дата введения 1983-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 27 апреля 1982 г. N 1692
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на метрическую коническую резьбу с конусностью 1:16 для конических резьбовых соединений, а также соединений наружной конической резьбы с внутренней цилиндрической резьбой с номинальным профилем по ГОСТ 9150-81 и устанавливает профиль, диаметры и шаги, основные размеры и допуски.
1. ПРОФИЛЬ
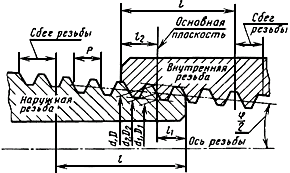
1.1. Номинальный профиль метрической конической резьбы (наружной и внутренней) должен соответствовать указанному на черт.1.

Конусность ![]() 1:16;
1:16; ![]() 3°34'48";
3°34'48"; ![]() 1°47'24"
1°47'24"![]() - наружный диаметр наружной конической резьбы;
- наружный диаметр наружной конической резьбы; ![]() - наружный диаметр внутренней конической резьбы;
- наружный диаметр внутренней конической резьбы; ![]() - средний диаметр наружной конической резьбы;
- средний диаметр наружной конической резьбы; ![]() - средний диаметр внутренней конической резьбы;
- средний диаметр внутренней конической резьбы; ![]() - внутренний диаметр наружной конической резьбы;
- внутренний диаметр наружной конической резьбы; ![]() - внутренний диаметр внутренней конической резьбы;
- внутренний диаметр внутренней конической резьбы; ![]() - угол конуса;
- угол конуса; ![]() - угол уклона;
- угол уклона; ![]() - шаг резьбы;
- шаг резьбы; ![]() - высота исходного треугольника
- высота исходного треугольника
Черт.1
Профиль внутренней цилиндрической резьбы, соединяемой с наружной конической, должен иметь плоскосрезанную впадину.
Примечание. При отсутствии особых требований к плотности или при применении уплотнителей для достижения герметичности резьбового соединения форма впадины конической (наружной и внутренней) и цилиндрической (внутренней) резьб не регламентируется.
1.2. Размеры элементов профиля конической и цилиндрической резьб - по ГОСТ 9150-81.
2. ДИАМЕТРЫ, ШАГИ И ОСНОВНЫЕ РАЗМЕРЫ
2.1. Диаметры, шаги, номинальные значения основных размеров конической (наружной и внутренней) резьбы должны соответствовать указанным на черт.2 и в табл.1.
![]() - рабочая длина резьбы;
- рабочая длина резьбы; ![]() - длина наружной резьбы от торца до основной плоскости;
- длина наружной резьбы от торца до основной плоскости; ![]() - длина внутренней резьбы от торца до основной плоскости
- длина внутренней резьбы от торца до основной плоскости
Черт.2
Таблица 1
мм
|
Номинальный диаметр резьбы |
|
Диаметры резьбы в основной плоскости |
Длина резьбы | |||||
|
|
|
|
|
|
| |||
|
1-й ряд |
2-й ряд |
|||||||
|
6 |
|
1 |
6,000 |
5,350 |
4,917 |
8 |
2,5 |
3 |
|
8 |
|
|
8,000 |
7,350 |
6,917 |
|||
|
10 |
|
|
10,000 |
9,350 |
8,917 |
|
|
|
|
12 |
|
1,5 |
12,000 |
11,026 |
10,376 |
11 |
3,5 |
4 |
|
|
14 |
|
14,000 |
13,026 |
12,376 |
|
|
|
|
16 |
|
|
16,000 |
15,026 |
14,376 |
|||
|
|
18 |
|
18,000 |
17,026 |
16,376 |
|
|
|
|
20 |
|
|
20,000 |
19,026 |
18,376 |
|
|
|
|
|
22 |
|
22,000 |
21,026 |
20,376 |
|
|
|
|
24 |
|
|
24,000 |
23,026 |
22,376 |
|
|
|
|
|
27 |
2 |
27,000 |
25,701 |
24,835 |
16 |
5 |
6 |
|
30 |
|
|
30,000 |
28,701 |
27,835 |
|
|
|
|
|
33 |
|
33,000 |
31,701 |
30,835 |
|
|
|
|
36 |
|
|
36,000 |
34,701 |
33,835 |
|
|
|
|
|
39 |
|
39,000 |
37,701 |
36,835 |
|
|
|
|
42 |
|
|
42,000 |
40,701 |
39,835 |
|||
|
|
45 |
|
45,000 |
43,701 |
42,835 |
|
|
|
|
48 |
|
|
48,000 |
46,701 |
45,835 |
|
|
|
|
|
52 |
|
52,000 |
50,701 |
49,835 |
|
|
|
|
56 |
|
|
56,000 |
54,701 |
53,835 |
|
|
|
|
|
60 |
|
60,000 |
58,701 |
57,835 |
|
|
|
Примечание. Допускается применять более короткие длины резьб.
При выборе диаметров резьб первый ряд следует предпочитать второму.
2.2. Диаметры, шаги, номинальные значения наружного, среднего и внутреннего диаметров внутренней цилиндрической резьбы должны соответствовать указанным на черт.3 и в табл.1.

Черт.3
2.3. Внутренняя цилиндрическая резьба должна обеспечивать ввинчивание наружной конической резьбы на глубину не менее 0,8![]() .
.
Длина сквозной внутренней цилиндрической резьбы должна быть не менее величины 0,8 (![]() ).
).
2.4. В условное обозначение резьбы должны входить: буквы МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинальный диаметр, шаг и обозначение настоящего стандарта (только для внутренней цилиндрической резьбы), например: МК20х1,5; М20х1,5 ГОСТ 25229-82
Для левой резьбы после условного обозначения шага ставят буквы LH, например: МК20х1,5LH; М20х1,5LH ГОСТ 25229-82
Условное обозначение конического резьбового соединения соответствует принятому для конической резьбы.
Соединение внутренней цилиндрической с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и обозначением настоящего стандарта, например: М/МК20х1,5 ГОСТ 25229-82; М/МК20х1,5LH ГОСТ 25229-82
Для внутренней цилиндрической резьбы, выполненной в соответствии с примечанием к п.1.1, и в соединениях ее с наружной конической резьбой обозначение настоящего стандарта не указывать.
3. ДОПУСКИ
3.1. Осевое смещение основной плоскости ![]() наружной и
наружной и ![]() внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
внутренней резьб (черт.4) относительно расположения не должно превышать величин, указанных в табл.2.
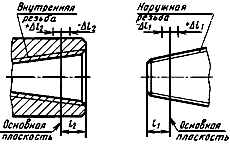
Черт.4
Примечание. В основной плоскости средний диаметр имеет номинальное значение.
Таблица 2
мм
|
Номинальный диаметр |
|
|
|
|
От 6 до 10 |
1 |
±0,9 |
±1,2 |
|
Св. 10 " 24 |
1,5 |
±1,1 |
±1,5 |
|
" 24 " 60 |
2 |
±1,4 |
±1,8 |
Примечание. Предельные отклонения ![]() и
и ![]() не распространяются на резьбы с длинами, меньшими указанных в табл.1.
не распространяются на резьбы с длинами, меньшими указанных в табл.1.
Смещение основной плоскости является суммарным, включающим отклонения среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса.
3.2. Предельные отклонения среза вершин и впадин (размеров ![]() и
и ![]() ), угла наклона боковой стороны профиля
), угла наклона боковой стороны профиля ![]() , шага резьбы
, шага резьбы ![]() и угла конуса
и угла конуса ![]() (разность средних диаметров на длине
(разность средних диаметров на длине ![]() ) должны соответствовать указанным на черт.5 и в табл.3.
) должны соответствовать указанным на черт.5 и в табл.3.

Черт.5
Таблица 3
Размеры в мм
|
Номинальный |
|
Предельные отклонения резьбы |
Разность средних диаметров резьбы на длине | ||||||||
|
|
|
|
Шага |
Номин. |
Пред. откл. | ||||||
|
|
|
наруж- ной |
внут- ренней |
наруж- ной |
внут- ренней |
|
|
|
наруж- ной |
внутрен- ней | |
|
От 6 до 10 |
1 |
+0,032 |
±0,030 |
+0,050 |
±0,03 |
0,344 |
+0,038 |
+0,019 | |||
|
|
|
|
|
+0,015 |
|
|
|
|
|
-0,019 |
-0,038 |
|
Св. 10 " 24 |
1,5 |
+0,048 |
±0,040 |
+0,065 |
±0,04 |
±45' |
±0,04 |
±0,07 |
0,469 |
+0,052 |
+0,026 |
|
|
|
|
|
+0,020 |
|
|
|
|
|
-0,026 |
-0,052 |
|
" 24 " 60 |
2 |
+0,064 |
±0,050 |
+0,085 |
±0,05 |
0,688 |
+0,077 |
+0,038 | |||
|
|
|
|
|
+0,030 |
|
|
|
|
|
-0,038 |
-0,077 |
Примечание. Предельные отклонения не подлежат обязательному контролю, если это не указано особо.
3.3. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81.
3.4. Предельные отклонения внутреннего диаметра и среза впадин внутренней цилиндрической резьбы (размеры ![]() и
и ![]() черт.6) должны соответствовать указанным в табл.4.
черт.6) должны соответствовать указанным в табл.4.

![]() - наружный диаметр внутренней резьбы;
- наружный диаметр внутренней резьбы;![]() - средний диаметр внутренней резьбы;
- средний диаметр внутренней резьбы;![]() - внутренний диаметр внутренней резьбы
- внутренний диаметр внутренней резьбы
Черт.6
Таблица 4
мм
|
|
|
Предельные отклонения | ||
|
Наружный диаметр резьбы |
|
|
| |
|
|
|
верхн. |
нижн. | |
|
От 6 до 10 |
1 |
±0,03 |
+0,12 |
0 |
|
Св. 10 " 24 |
1,5 |
±0,04 |
+0,15 |
|
|
" 24 " 60 |
2 |
±0,05 |
+0,19 |
|
Примечание. Предельные отклонения размера ![]() не подлежат обязательному контролю, если это не указано особо.
не подлежат обязательному контролю, если это не указано особо.
3.5. Для цилиндрической внутренней резьбы, выполненной в соответствии с примечанием к п.1.1, поле допуска диаметра ![]() должно соответствовать 6Н по ГОСТ 16093-81.
должно соответствовать 6Н по ГОСТ 16093-81.
Верхнее предельное отклонение диаметра ![]() не регламентируется.
не регламентируется.
Текст документе сверен по:
официальное издание
Метрические резьбы: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002