ГОСТ 8026-92
Группа П52
ГОСУДАРСТВЕННЫЙ СТАНДAPT СОЮ3А ССР
ЛИНЕЙКИ ПОВЕРОЧНЫЕ
Технические условия
Levelling rules. Specifications
ОКП 39 3510-39 3540, 39 3581
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом ТК 242 "Допуски и средства контроля"
РАЗРАБОТЧИКИ
И. А. Медовой; А. М. Смогоржевский; М. Б. Шабалина; А. М. Ильина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 23.03.92 N 233
3. Срок проверки - 1998 г.
Периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 8026-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
|
|
|
ГОСТ 27.410-87 |
3.4 |
|
2.6 | |
|
2.6 | |
|
2.6 | |
|
ГОСТ 1435-90 |
2.6 |
|
2.8 | |
|
ГОСТ 5950-73 |
2.6 |
|
2.18.2 | |
|
ГОСТ 7293-85 |
2.6 |
|
ГОСТ 9012-59 |
2.6 |
|
ГОСТ 9013-59 |
2.6 |
|
ГОСТ 9396-88 |
2.18.2 |
|
2.17; 2.18; 5.1 | |
|
МИ 1729-87 |
4.1 |
6. ПЕРЕИЗДАНИЕ. Октябрь 1994 г.
Настоящий стандарт распространяется на поверочные линейки из стали, чугуна и твердокаменных пород (гранитные линейки) длиной до 4000 мм.
Требования пп. 2.2-2.5; 2.17 и 4.1 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Поверочные линейки следует изготавливать следующих типов:
Стальные:
ЛД - лекальные с двусторонним скосом;
ЛТ - лекальные трехгранные;
ЛЧ - лекальные четырехгранные;
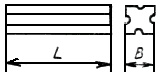
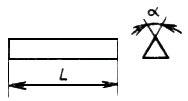
ШП - с широкой рабочей поверхностью прямоугольного сечения;
ШПХ - с широкой рабочей поверхностью прямоугольного сечения, хромированные;
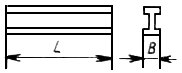
ШД - с широкой рабочей поверхностью двутаврового сечения.
Чугунные:
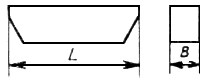
ШМ -с широкой рабочей поверхностью, мостики;
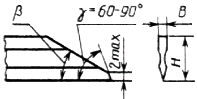
УТ - угловые трехгранные.
Твердокаменные (гранитные):
ШП-ТК - с широкой рабочей поверхностью прямоугольного сечения;
ШМ-ТК - с широкой рабочей поверхностью, мостики;
УТ-ТК - угловые трехгранные.
1.2. Основные размеры и классы точности линеек должны соответствовать указанным в табл. 1.
Таблица 1
|
|
Размеры, мм |
Класс точности | |||||
|
Обозна- чение |
Чертеж |
|
|
|
|
±1° |
|
|
|
|
50 |
22 |
6 |
- |
45° |
|
|
ЛД |
|
80 |
22 |
6 |
- |
|
|
|
|
|
125 |
27 |
6 |
- |
|
|
|
|
|
200 |
30 |
8 |
|
30° |
0 и 1 |
|
|
|
320 |
40 |
8 |
- |
|
|
|
|
|
500 |
50 |
10 |
|
|
|
|
|
|
200 |
- |
26 |
|
|
|
|
ЛТ |
|
320 |
- |
26 |
- |
- |
0 и 1 |
|
|
|
500 |
- |
40 |
|
|
|
|
|
|
200 |
- |
20 |
|
|
|
|
ЛЧ |
|
320 |
- |
25 |
- |
- |
0 и 1 |
|
|
|
500 |
- |
35 |
|
|
|
|
ШП-ТК |
|
400 |
- |
40 |
- |
- |
00, 0 и |
|
ШП и |
|
400 |
- |
6 |
- |
- |
|
|
|
|
630 |
- |
10 |
- |
- |
0, 01, 1 и 2 |
|
ШД |
|
630 |
|
14 |
|
|
|
|
|
|
1000 |
- |
16 |
- |
- |
0, 01 |
|
|
|
1600 |
|
18 |
|
|
|
|
|
|
2000 |
|
18 |
|
|
|
|
|
|
2500 |
- |
20 |
- |
- |
01, 1 |
|
|
|
3000 |
|
20 |
|
|
|
|
|
|
4000 |
- |
30 |
- |
- |
1 и 2 |
|
|
|
630 |
|
50 |
|
|
|
|
ШМ-ТК |
|
1000 |
|
50 |
|
|
|
|
|
|
1600 |
- |
60 |
- |
- |
00, 0 |
|
|
|
2000 |
|
80 |
|
|
|
|
|
|
2500 |
|
120 |
|
|
|
|
|
|
3000 |
|
160 |
|
|
|
|
|
|
400 |
|
50 |
|
|
|
|
|
|
630 |
|
50 |
|
|
|
|
|
|
1000 |
|
60 |
|
|
|
|
ШМ |
|
1600 |
- |
80 |
- |
- |
01, 1 |
|
|
|
2000 |
|
90 |
|
|
|
|
|
|
2500 |
|
100 |
|
|
|
|
|
|
3000 |
|
110 |
|
|
|
|
|
|
400 |
|
|
45° |
|
|
|
УТ-ТК |
|
630 |
- |
- |
55° |
- |
0 и 1 |
|
|
|
1000 |
|
|
60° |
|
|
|
|
|
400 |
|
|
45° |
|
|
|
УТ |
|
630 |
- |
- |
55° |
- |
0,1 и 2 |
|
|
|
1000 |
|
|
60° |
|
|



Примечание. Линейки типа ЛД длиной 50 и 500 мм, типов ЛТ и ЛЧ длиной 500 мм и типа ШМ длиной 3000 мм изготовляют по заказу потребителя.
1.3. Линейки типов ШМ и УТ должны изготовляться в двух исполнениях:
с ручной шабровкой рабочих поверхностей;
с механически обработанными рабочими поверхностями.
Примеры условных обозначений
Линейки лекальной трехгранной, класса точности 1, длиной 200 мм:
Линейка ЛТ-1-200 ГОСТ 8026 -92
То же, поверочной, мостика, класса точности 2, длиной 1600 мм, шаброванной:
Линейка ШМ-2-1600-Ш ГОСТ 8026-92
То же, поверочной угловой, класса точности 0, длиной 630 мм с углом ![]() =60°, с механически обработанными рабочими поверхностями:
=60°, с механически обработанными рабочими поверхностями:
Линейка УТ-0-630-60 ГОСТ 8026-92
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Линейки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Допуски прямолинейности рабочих поверхностей линеек типов ЛД, ЛТ и ЛЧ при температуре окружающей среды (20±5) °С, при изменении температуры, не превышающем 0,5 °С/ч в диапазоне угла наклона линеек ±20 ° от среднего положения, указаны в табл. 2.
Таблица 2
|
|
Допуск прямолинейности, мкм | |
|
|
Класс точности | |
|
|
0 |
1 |
|
50 |
0,6 |
1,0 |
|
80 |
0,6 |
1,2 |
|
125 |
0,6 |
1,6 |
|
200 |
1,2 |
2,0 |
|
320 |
1,6 |
2,5 |
|
500 |
2,0 |
3,0 |
2.3. Допуски плоскостности рабочих поверхностей линеек типов ШП, ШПХ и ШД при их установке на две опоры, расположенные против нанесенных на линейки рисок (риски должны быть расположены на расстоянии 2/9![]() от концов линейки), допуски плоскостности линеек типов ШП-ТК, ШM-TK, УT-TK, УТ и ШM, допуски параллельности рабочих поверхностей линеек типов ШП, ШПХ, ШД и ШП-ТК, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП, ШПХ и ШМ указаны в табл. 3. При этом допуски плоскостности, параллельности и перпендикулярности относятся к температуре окружающей среды, не превышающей значений, указанных в табл. 4, при изменении температуры, не превышающей 0,5 °С/ч, и относительной влажности до 80 % при температуре 25 °С.
от концов линейки), допуски плоскостности линеек типов ШП-ТК, ШM-TK, УT-TK, УТ и ШM, допуски параллельности рабочих поверхностей линеек типов ШП, ШПХ, ШД и ШП-ТК, а также допуски перпендикулярности боковых поверхностей рабочим поверхностям линеек типов ШП, ШПХ и ШМ указаны в табл. 3. При этом допуски плоскостности, параллельности и перпендикулярности относятся к температуре окружающей среды, не превышающей значений, указанных в табл. 4, при изменении температуры, не превышающей 0,5 °С/ч, и относительной влажности до 80 % при температуре 25 °С.
Таблица 3
|
Длина линей- ки |
Допуск плоскостности |
Допуск параллельности |
Допуск перпендикулярности | ||||||||||
|
|
для классов точности | ||||||||||||
|
|
00 |
0 |
01 |
1 |
2 |
00 |
0 |
01 |
1 |
2 |
0,01 |
1 и 2 | |
|
|
мкм | ||||||||||||
|
400 |
1,6 |
2,5 |
4 |
6 |
10 |
2,5 |
4 |
6 |
10 |
16 |
|
| |
|
630 |
2 |
3 |
5 |
8 |
12 |
- |
5 |
8 |
12 |
20 |
25 |
| |
|
1000 |
2,5 |
4 |
6 |
10 |
16 |
- |
6 |
10 |
16 |
25 |
|
| |
|
1600 |
4 |
6 |
10 |
16 |
25 |
- |
10 |
16 |
25 |
40 |
|
40 | |
|
2000 |
5 |
8 |
12 |
20 |
30 |
- |
- |
20 |
30 |
50 |
|
| |
|
2500 |
6 |
10 |
16 |
25 |
40 |
- |
- |
25 |
40 |
60 |
30 |
| |
|
3000 |
8 |
12 |
20 |
30 |
50 |
- |
- |
30 |
50 |
80 |
|
| |
|
4000 |
- |
- |
- |
40 |
60 |
- |
- |
- |
60 |
100 |
- |
- | |
Примечание. Указанные в табл. 3 требования к допускам плоскостности и параллельности линеек типов ШП, ШПХ, ШД и допускам плоскостности линеек типов ШМ и УТ не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
Таблица 4
|
Длина линей- |
Температура окружающей среды при поверке плоскостности, параллельности и перпендикулярности | ||||||||||||||||||||||||||
|
ки, |
для типов линеек | ||||||||||||||||||||||||||
|
мм |
ШП-ТК, |
ШП, ШПХ |
ШД |
УТ |
УТ-ТК |
ШМ | |||||||||||||||||||||
|
|
для классов точности | ||||||||||||||||||||||||||
|
|
00; 0 |
01 |
0 |
01; 1; 2 |
0 |
01 |
1; 2 |
0 |
1; 2 |
0 |
1 |
01; 1 |
2 | ||||||||||||||
|
|
°С | ||||||||||||||||||||||||||
|
400 |
|
|
20±3 |
20±5 |
|
|
|
|
|
|
| ||||||||||||||||
|
630 |
|
|
|
|
20±3 |
|
20±3 |
20±5 |
20 ±3 |
20±5 |
|
| |||||||||||||||
|
1000 |
20±3 |
20±5 |
- |
- |
|
|
|
|
|
|
20±4 |
20±5 | |||||||||||||||
|
1600 |
|
|
- |
- |
|
20±5 |
- |
- |
- |
- |
|
| |||||||||||||||
|
2000 |
|
|
- |
- |
- |
|
- |
- |
- |
- |
|
| |||||||||||||||
|
2500 |
|
|
- |
- |
- |
|
- |
- |
- |
- |
20±3 |
20±4 | |||||||||||||||
|
3000 |
|
|
- |
- |
- |
|
- |
- |
- |
- |
|
| |||||||||||||||
|
4000 |
- |
- |
- |
- |
- |
- |
20±5 |
- |
- |
- |
- |
- |
- | ||||||||||||||
2.4. У линеек типов ШМ и УТ, предназначенных для работы по методу "пятен на краску", рабочие поверхности должны быть шаброваны. Шаброванные рабочие поверхности линеек при проверке по краске должны иметь число пятен в квадрате со стороной 25 мм не менее:
30 - для линеек класса точности 0; 01;
25 - для линеек класса точности 1;
20 - для линеек класса точности 2.
Разность числа пятен в любых двух квадратах со стороной 25 мм должна быть не более 5.
Примечание. Требования к числу пятен не распространяют на зону, расположенную на расстоянии 1 мм от края в поперечном направлении при длине линеек до 2500 мм и 1,5 мм при длине линеек более 2500 мм, а в продольном направлении на расстоянии 5 мм от края при длине линеек до 2500 мм и на расстоянии 10 мм при длине линеек более 2500 мм.
2.5. Отклонение угла ![]() от номинального значения для линеек типов УТ-ТК и УТ не должно превышать:
от номинального значения для линеек типов УТ-ТК и УТ не должно превышать:
±2,5' - для линеек класса точности 0;
±5' -для линеек класса точности 1;
±10' - для линеек класса точности 2.
2.6. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны изготовляться из материалов, указанных в табл. 5.
Таблица 5
|
|
|
Твердость рабочих поверхностей линеек |
Разность в твердости на любых участках рабочей поверхности одной линейки в числах единиц твердости, не более |
|
ЛД |
Инструментальная легированная сталь марки Х по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 |
Не ниже |
3 |
|
ЛТ и ЛЧ |
Инструментальная легированная сталь марки Х по ГОСТ 5950 или шарикоподшипниковая сталь марки ШХ15 по ГОСТ 801 |
Не ниже |
3 |
|
ШП, ШПХ и ШД |
Инструментальная углеродистая сталь марки У7 по ГОСТ 1435. |
Не ниже |
3 |
|
ШМ и УT |
Серый чугун марки СЧ20 по ГОСТ 1412 |
170...230 НВ по ГОСТ 9012 |
10 НB - для линеек длиной до 630 мм; |
|
|
Высокопрочный чугун марки ВЧ50 по ГОСТ 7293 |
153...245 НВ по ГОСТ 9012 |
20 НВ - для линеек длиной более 630 мм до 2000 мм; |
2.7. Линейки типов ШП-ТК, ШМ-ТК и УТ-ТК должны изготовляться из диабаза, габбро и различного типа гранитов, имеющих предел прочности на сжатие не менее 264,9 МПа.
2.8. Параметр шероховатости ![]() механически обработанных поверхностей линеек по ГОСТ 2789 должен соответствовать указанному в табл. 6.
механически обработанных поверхностей линеек по ГОСТ 2789 должен соответствовать указанному в табл. 6.
Таблица 6
|
Тип |
Длина линейки |
Параметр шероховатости поверхностей | ||||||
|
|
|
рабочих для линеек классов точности |
прилегающих к рабочим поверхностям | |||||
|
|
|
00 |
0 |
01 |
1 |
2 |
| |
|
|
|
мкм, не более | ||||||
|
ЛД |
до 500 |
|
|
|
|
|
| |
|
ЛТ |
до 500 |
- |
0,04 |
- |
0,04 |
- |
0,32 | |
|
ЛЧ |
до 500 |
|
|
|
|
|
| |
|
ШП-ТК |
400 |
0,32 |
0,32 |
0,32 |
- |
- |
| |
|
ШП |
до 630 |
- |
0,16 |
0,16 |
0,32 |
0,63 |
| |
|
ШД |
до 1000 |
- |
0,16 |
0,16 |
0,32 |
0,63 |
1,25 | |
|
ШМ-ТК |
до 1000 |
|
|
|
|
|
| |
|
|
св. 1000 |
0,32 |
0,32 |
0,32 |
- |
- |
2,50 | |
|
ШМ |
до 1000 |
- |
- |
0,16 |
0,32 |
0,63 |
1,25 | |
|
УТ |
до 1000 |
- |
0,16 |
- |
0,32 |
0,63 |
- | |
|
УТ-ТК |
до 1000 |
- |
0,16 |
- |
0,32 |
- |
- | |
Примечание. Базовая длина для шероховатости поверхности устанавливается:
![]() 0,320 мкм - 0,25 мм;
0,320 мкм - 0,25 мм;
![]() >0,320 мкм - 0,80 мм.
>0,320 мкм - 0,80 мм.
2.9. Необработанные поверхности линеек типов ШД, ШМ и УТ должны быть очищены и иметь лакокрасочное покрытие.
2.10. На линейках типов ЛД, ЛТ и ЛЧ длиной 80 мм и более должны быть теплоизоляционные накладки. Линейки типов ЛТ и ЛЧ допускается изготовлять с ручками вместо накладок.
2.11. На рабочих поверхностях линеек типов ШП-ТК, ШМ-ТК и УТ-ТК не должно быть трещин, выбоин и других дефектов, влияющих на эксплуатационные качества линеек.
2.12. Линейки типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должны быть размагничены.
2.13. Рабочие и боковые поверхности линеек тина ШПХ должны быть хромированы. На торцах линеек допускаются контактные пятна размером не более 5 мм.
2.14. Средний полный срок службы линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ должен быть не менее 8 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - не менее 10 лет.
Критерием предельного состояния является износ рабочих поверхностей, при котором невозможно их восстановление до требований, предусмотренных пп. 2.2-2.4.
2.15. Средний срок сохраняемости линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ - не менее 2 лет, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - не менее 3 лет.
2.16. Комплектность
К линейкам прилагают паспорт по ГОСТ 2.601.
2.17. Маркировка - по ГОСТ 13762.
2.17.1. На нерабочей поверхности каждой линейки или прикрепленной табличке должно быть дополнительно нанесено:
порядковый номер по системе нумерации предприятия-изготовителя на линейках типов ШП-ТК, ШП, ШПХ, ШД, ШМ-ТК, ШМ, УТ и УТ-ТК;
год выпуска или его условное обозначение;
класс точности;
риски против мест наивыгоднейшего расположения опор на линейках типов ШП-ТК, ШП, ШПХ и ШД;
обозначение настоящего стандарта.
2.18. Упаковка - по ГОСТ 13762.
2.18.1. Линейки типов ШП-ТК, ШМ и ШМ-ТК допускается вместо футляров закрывать специальными деревянными щитками.
2.18.2. Допускается упаковывать линейки в ящики фанерные по ГОСТ 5959 и ящики многооборотные по ГОСТ 9396.
3. ПРИЕМКА
3.1. Для проверки соответствия линеек требованиям настоящего стандарта проводят приемочный контроль, периодические испытания и испытания на надежность.
3.2. При приемочном контроле линейки должны проверяться на соответствие требованиям пп. 2.2-2.5, 2.8-2.11.
3.3. Периодические испытания проводят не реже одного раза в шесть лет на соответствие требованиям п. 2.18 в части требований к транспортированию линеек в упаковке и не менее одного раза в три года на соответствие всем остальным требованиям настоящего стандарта, кроме пп. 2.14 и 2.15. Периодическим испытаниям следует подвергать не менее чем по 5 линеек каждого типового представителя из числа линеек, прошедших приемочный контроль.
Если при испытаниях обнаружено, что линейки соответствуют всем проверяемым требованиям, результаты периодических испытаний считают удовлетворительными.
3.4. Подтверждение показателей надежности (пп. 2.14 и 2.15) проводят не реже одного раза в три года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410 и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Поверка стальных и чугунных линеек - по МИ 1729.
Поверку линеек типов ШМ-ТК, ШП-ТК и УТ-ТК проводят по методике, приведенной в паспорте.
4.2. Воздействие климатических факторов среды при транспортировании проверяют на типовых представителях и климатических камерах в следующих режимах:
при температуре плюс (50±3) °С, минус (50±3) °С;
при относительной влажности (95 ±3) % при температуре плюс (35+3) °С.
Выдержка в климатической камере в каждом режиме - 2 ч. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп. 2.2 и 2.3.
4.3. Воздействие тряски при транспортировании проверяют на типовых представителях. Испытания упакованных линеек проводят транспортированием на грузовой автомашине со скоростью 20-40 км/ч по грунтовой дороге на расстоянии 250 км.
Испытания воздействием тряски можно проводить также на ударном стенде, создающем тряску с ускорением 30 м/с![]() и частотой 80-120 ударов в минуту.
и частотой 80-120 ударов в минуту.
Ящики с упакованными линейками крепят к стенду и испытывают при общем числе ударов 15000. После испытаний отклонения от прямолинейности, плоскостности и параллельности не должны превышать значений, установленных в пп. 2.2 и 2.3.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 13762.
5.2. При транспортировании линеек в контейнерах с расшивкой, исключающей их перемещение, допускается не упаковывать их в транспортную тару.
При транспортировании линеек допускается использовать тару с многооборотными салазками и пакетную упаковку.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие всех выпускаемых линеек требованиям настоящего стандарта при соблюдении правил хранения и эксплуатации.
Гарантийный срок эксплуатации линеек типов ЛД, ЛТ, ЛЧ, ШП, ШПХ, ШД, ШМ и УТ - 12 мес со дня ввода в эксплуатацию, а линеек типов ШП-ТК, ШМ-ТК и УТ-ТК - 24 мес со дня ввода в эксплуатацию.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1995