ГОСТ 23887-79
Группа Т00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СБОРКА. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Assembling. Terms and definitions
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 14 ноября 1979 г. N 4339 срок введения установлен с 01.01.81
ПЕРЕИЗДАНИЕ. Июнь 1992 г.
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий в области сборки изделий машиностроения и приборостроения.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе. В остальных случаях применение этих терминов рекомендуется.
Для каждого понятия установлен один стандартизованный термин. Применение терминов-синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в стандарте в качестве справочных и обозначены "Ндп".
Для отдельных стандартизованных терминов в стандарте приведены их краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования. В стандарте в качестве справочных приведены иностранные эквиваленты на английском (Е) языке для ряда стандартизованных терминов, установленных настоящим стандартом.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма - светлым, а недопустимые синонимы - курсивом.
В стандарте приведены алфавитные указатели содержащихся в нем терминов на русском языке и их эквивалентов на английском.
В справочном приложении даны пояснения к некоторым терминам.
|
Термин |
Определение |
|
ОБЩИЕ ПОНЯТИЯ | |
|
1. Сборка |
По ГОСТ 3.1109-82 |
|
2. Деталь |
|
|
3. Сборочная единица |
|
|
4. Технологический процесс сборки |
Технологический процесс, содержащий действия по установке и образованию соединений составных частей заготовки или изделия. |
|
5. Сборочная операция |
Технологическая операция установки и образования соединений составных частей заготовки или изделия |
|
6. Сборочный комплект |
По ГОСТ 3.1109-82 |
|
7. Качество технологического процесса сборки |
Совокупность свойств технологического процесса сборки, обусловливающих его пригодность обеспечивать требуемое качество изделий и выполнение программы их выпуска без превышения установленных затрат |
|
8. Технологический анализ конструкции изделия в сборке |
Анализ конструкции изделия с целью применения технологического процесса сборки, обеспечивающего выполнение программы выпуска изделий заданного качества в установленных условиях производства |
|
9. Схема расчленения изделия |
Схема разделения изделия на сборочные единицы и детали с изображением их относительного расположения |
|
10. Технологичность изделия в сборке |
Совокупность свойств изделия, определяющих его приспособленность к технологической подготовке сборочного производства и сборке и характеризуемых отношениями затрат труда, средств, материалов и времени на их выполнение к значениям соответствующих показателей изделий-аналогов, определяемых в принятых условиях производства |
|
11. Схема сборки изделия |
Графическое изображение в виде условных обозначений последовательности сборки изделия или его составной части |
|
12. Этап сборки изделия |
Законченная часть технологического процесса сборки изделия или его составной части, выделяемая в соответствии со схемой сборки |
|
13. Схема установки при сборке |
Графическое изображение при помощи условных обозначений положения базовых деталей и соединяемых с ними составных частей изделия и установки этих составных частей при сборке |
|
14. Сопряжение при сборке |
Относительное положение составных частей изделия при сборке, характеризуемое соприкосновением их поверхностей и (или) зазором между ними, заданными в конструкторской документации |
|
15. Сопрягаемая деталь |
Одна из деталей, имеющая сопряжения с другими деталями |
|
16. Сопрягаемая поверхность детали |
Поверхность детали, образующая сопряжения при сборке |
|
17. Точность сборки изделия |
Свойство процесса сборки изделия обеспечивать соответствие значений параметров изделия заданным в конструкторской документации |
|
18. Базовая деталь |
Деталь, с которой начинают сборку изделия, присоединяя к ней сборочные единицы или другие детали |
|
19. Базовая сборочная единица |
Сборочная единица, с которой начинают сборку изделия, присоединяя к ней детали или другие сборочные единицы |
|
20. Вид сборки изделия |
Категория сборки, выделяемая по одному из ее признаков |
|
21. Метод сборки изделия |
Совокупность правил достижения заданной точности замыкающего звена размерной цепи при сборке |
|
22. Соединение при сборке |
Сопряжение при сборке составных частей изделия или заготовке, определяемое заданными в конструкторской документации их относительным положением и видом связи между ними, лишающей эти части определенного числа степеней свободы |
|
23. Вид соединения при сборке |
Категория соединения, выделяемая по одному из его признаков |
|
24. Метод соединения при сборке |
Совокупность правил образования определенного вида соединения при сборке |
|
25. Разборка |
Разделение изделия на детали и (или) сборочные единицы |
|
26. Демонтаж |
Снятие изделия или его составной части с места установки |
|
27. Узел |
Сборочная единица, которая может собираться отдельно от других составных частей изделия или изделия в целом и выполнять определенную функцию в изделиях одного назначения только совместно с другими составными частями |
|
28. Агрегат |
Сборочная единица, обладающая полной взаимозаменяемостью, возможностью сборки отдельно от других составных частей изделия или изделия в целом и способностью выполнять определенную функцию в изделии или самостоятельно |
|
29. Узел |
Узел, собираемый на |
|
30. Сборочная единица |
Сборочная единица, собираемая на |
|
ВИДЫ СБОРКИ | |
|
по составным частям собираемого изделия | |
|
31. Агрегатная сборка |
Сборка изделия или его составной части из агрегатов |
|
по точности сборки | |
|
32. Прецизионная сборка |
Сборка изделия или его составной части, имеющих соединения, у которых допуск на определенный размер меньше допуска, установленного в принятой системе допусков и посадок |
|
по объекту сборки | |
|
33. Узловая сборка |
По ГОСТ 3.1109-82 |
|
34. Общая сборка |
По ГОСТ 3.1109-82 |
|
по стадии процесса | |
|
35. Предварительная сборка |
Сборка заготовок, составных частей или изделия в целом, которые в последующем подлежат разборке |
|
36. Промежуточная сборка |
Сборка заготовок, выполняемая для дальнейшей их совместной обработки |
|
37. Сборка под сварку |
- |
|
38. Окончательная сборка |
Сборка изделия или его составной части, после которой не предусмотрена их последующая разборка при изготовлении |
|
по методу образования соединения | |
|
39. Слесарная сборка |
Сборка изделия или его составной части при помощи слесарно-сборочных операций |
|
40. Монтаж |
Установка изделия или его составных частей на месте использования |
|
41. Электромонтаж |
Монтаж электроизделий или его составных частей, имеющих токоведущие элементы |
|
42. Сварка |
По ГОСТ 2601-84 |
|
43. Пайка |
|
|
44. Клепка |
По ГОСТ 3.1109-82 |
|
45. Склеивание |
По ГОСТ 3.1109-82 |
|
по перемещению собираемого изделия | |
|
46. Стационарная сборка |
Сборка изделия или его составных частей на одной позиции |
|
47. Подвижная сборка |
Сборка изделия или его составной части с перемещением их по позициям |
|
по организации производства | |
|
48. Поточная сборка |
Сборка изделия или его составной части в условиях поточной организации производства |
|
49. Групповая сборка |
Сборка изделия или его составной части в условиях групповой организации производства |
|
по механизации и автоматизации процесса | |
|
50. Ручная сборка |
Сборка изделий или его составных частей, осуществляемая по ручному методу выполнения технологического процесса |
|
51. Механизированная сборка |
Сборка изделий или его составных частей, осуществляемая по механизированному методу выполнения технологического процесса |
|
52. Автоматизированная сборка |
Сборка изделий или его составных частей, осуществляемая по автоматизированному методу выполнения технологического процесса |
|
53. Автоматическая сборка |
Сборка изделий или его составных частей, осуществляемая по автоматическому методу выполнения технологического процесса |
|
по методу обеспечения точности замыкающего звена | |
|
54. Сборка с полной взаимозаменяемостью |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается по методу полной взаимозаменяемости |
|
55. Сборка с неполной взаимозаменяемостью |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается по методу неполной взаимозаменяемости |
|
56. Сборка с групповой взаимозаменяемостью |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается по методу групповой взаимозаменяемости |
|
57. Сборка с пригонкой |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается по методу пригонки |
|
58. Сборка с регулированием |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается по методу регулирования |
|
59. Сборка с компенсирующими материалами |
Сборка, при которой требуемая точность замыкающего звена размерной цепи достигается применением компенсирующего материала, вводимого в зазор между сопрягаемыми поверхностями деталей после их установки в требуемом положении |
|
ВИДЫ СОЕДИНЕНИЙ | |
|
по сохранению целостности при разборке | |
|
60. Разъемное соединение |
Соединение, разборка которого происходит без нарушения целостности составных частей изделия |
|
61. Неразъемное соединение |
Соединение, при разборке которого нарушается целостность составных частей изделия |
|
по возможности относительного перемещения | |
|
62. Подвижное соединение |
Соединение, в котором имеется возможность относительного перемещения составных частей изделия |
|
63. Неподвижное соединение |
Соединение, в котором отсутствует возможность относительного перемещения составных частей изделия |
|
по форме сопрягаемых поверхностей | |
|
64. Плоское соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия имеют форму плоскости |
|
65. Цилиндрическое соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия имеют форму цилиндра |
|
66. Коническое соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия имеют форму конуса |
|
67. Сферическое соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия имеют форму сферы |
|
68. Винтовое соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия являются винтовыми |
|
69. Профильное соединение |
Соединение, у которого сопрягаемые поверхности составных частей изделия имеют форму определенного профиля |
|
по методу образования | |
|
70. Резьбовое соединение |
Соединение составных частей изделия с применением детали, имеющей резьбу |
|
71. Клиновое соединение |
Соединение составных частей изделия с применением детали, имеющей форму клина |
|
72. Штифтовое соединение |
Соединение составных частей изделия с применением штифта |
|
73. Шпоночное соединение |
Соединение составных частей изделия с применением шпонки |
|
74. Шлицевое соединение |
Соединение составных частей изделия с применением пазов и выступов |
|
75. Сварное соединение |
По ГОСТ 2601-84 |
|
76. Паяное соединение |
|
|
77. Клепаное соединение |
Соединение составных частей изделия с применением заклепок |
|
78. Клееное соединение |
Соединение составных частей изделия с применением клея |
|
79. Фланцевое соединение |
Соединение составных частей изделия с применением фланцев |
|
80. Ниппельное соединение |
Соединение составных частей изделия с применением ниппеля |
|
81. Штуцерное соединение |
Соединение составных частей изделия с применением штуцера |
|
82. Прессовое соединение |
Соединение составных частей изделия с гарантированным натягом вследствие того, что размер охватываемой детали больше соответствующего размера охватывающей детали |
|
83. Фальцованное соединение |
Соединение составных частей изделия с применением совместного загибания кромок у них |
|
84. Развальцованное соединение |
Соединение составных частей изделия с применением расширения охватываемой или сжатия охватывающей деталей |
|
85. Комбинированное соединение |
Соединение составных частей изделия с применением нескольких методов их образования. |
Примечание. Наименования видов соединений по нескольким признакам образуют сочетанием терминов, установленных в стандарте. Например, "Разъемное неподвижное соединение", "Разъемное неподвижное фланцевое соединение" и т.д.
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
|
Агрегат |
28 |
|
Анализ конструкции изделия в сборке технологический |
8 |
|
Вид сборки |
20 |
|
Вид сборки изделия |
20 |
|
Вид соединения |
23 |
|
Вид соединения при сборке |
23 |
|
Демонтаж |
26 |
|
Деталь |
2 |
|
Деталь базовая |
18 |
|
Деталь сопрягаемая |
15 |
|
Единица |
30 |
|
Единица сборочная |
3 |
|
Единица сборочная базовая |
19 |
|
Качество технологического процесса сборки |
7 |
|
Клепка |
44 |
|
Комплект сборочный |
6 |
|
Метод сборки |
21 |
|
Метод сборки изделия |
21 |
|
Метод соединения |
24 |
|
Метод соединения при сборке |
24 |
|
Монтаж |
40 |
|
Операция сборочная |
5 |
|
Пайка |
43 |
|
Поверхность детали сопрягаемая |
16 |
|
Поверхность сопрягаемая |
16 |
|
Процесс сборки технологический |
4 |
|
Разборка |
25 |
|
Сборка |
1 |
|
Сборка автоматизированная |
52 |
|
Сборка автоматическая |
53 |
|
Сборка агрегатная |
31 |
|
Сборка групповая |
49 |
|
Сборка механизированная |
51 |
|
Сборка общая |
34 |
|
Сборка окончательная |
38 |
|
Сборка подвижная |
47 |
|
Сборка под сварку |
37 |
|
Сборка поточная |
48 |
|
Сборка предварительная |
35 |
|
Сборка прецизионная |
32 |
|
Сборка промежуточная |
36 |
|
Сборка ручная |
50 |
|
Сборка с групповой взаимозаменяемостью |
56 |
|
Сборка селекционная |
56 |
|
Сборка с компенсирующими материалами |
59 |
|
Сборка слесарная |
39 |
|
Сборка с неполной взаимозаменяемостью |
55 |
|
Сборка с полной взаимозаменяемостью |
54 |
|
Сборка с пригонкой |
57 |
|
Сборка с регулированием |
58 |
|
Сборка стационарная |
46 |
|
Сборка узловая |
33 |
|
Сварка |
42 |
|
Склеивание |
45 |
|
Соединение |
22 |
|
Соединение винтовое |
68 |
|
Соединение клееное |
78 |
|
Соединение клепаное |
77 |
|
Соединение клиновое |
71 |
|
Соединение комбинированное |
85 |
|
Соединение коническое |
66 |
|
Соединение конусное |
66 |
|
Соединение неподвижное |
63 |
|
Соединение неразборное |
61 |
|
Соединение неразъемное |
61 |
|
Соединение ниппельное |
80 |
|
Соединение паяное |
76 |
|
Соединение плоское |
64 |
|
Соединение подвижное |
62 |
|
Соединение прессовое |
82 |
|
Соединение при сборке |
22 |
|
Соединение профильное |
69 |
|
Соединение разборное |
60 |
|
Соединение развальцованное |
84 |
|
Соединение разъемное |
60 |
|
Соединение резьбовое |
70 |
|
Соединение сварное |
75 |
|
Соединение сферическое |
67 |
|
Соединение фальцованное |
83 |
|
Соединение фланцевое |
79 |
|
Соединение цилиндрическое |
65 |
|
Соединение шлицевое |
74 |
|
Соединение шпоночное |
73 |
|
Соединение штифтовое |
72 |
|
Соединение штуцерное |
81 |
|
Сопряжение |
14 |
|
Сопряжение при сборке |
14 |
|
Схема расчленения изделия |
9 |
|
Схема сборки |
11 |
|
Схема сборки изделия |
11 |
|
Схема установки |
13 |
|
Схема установки при сборке |
13 |
|
Технологичность изделия в сборке |
10 |
|
Точность сборки |
17 |
|
Точность сборки изделия |
17 |
|
Узел |
27 |
|
Узел |
29 |
|
Электромонтаж |
41 |
|
Этап сборки |
12 |
|
Этап сборки изделия |
12 |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ЭКВИВАЛЕНТОВ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
|
Adjustment assembling |
58 |
|
Aggregate |
28 |
|
Aggregate assembling |
31 |
|
Assembling |
1 |
|
Assembling accuracy of item |
17 |
|
Assembling diagram of item |
11 |
|
Assembling for welding |
37 |
|
Assembling process quality |
7 |
|
Assembly |
27 |
|
Assembly conjugation |
14 |
|
Assembly connection |
22 |
|
Assembly mounting diagram |
13 |
|
Assembly of n-order |
29 |
|
Assembly operation |
5 |
|
Assembly process |
4 |
|
Assembly processability of item |
10 |
|
Assembly set |
6 |
|
Assembly step of item |
12 |
|
Assembly unit |
3 |
|
Assembly unit of n-order |
30 |
|
Automated assembling |
53 |
|
Automized assembling |
52 |
|
Base assembly unit |
19 |
|
Base component |
18 |
|
Bevel connection |
66 |
|
Combined connection |
85 |
|
Complete interchangeability assembling |
54 |
|
Component |
2 |
|
Conjugated component |
15 |
|
Conjugated surface of component |
16 |
|
Cotter connection |
71 |
|
Cylindrical connection |
65 |
|
Design processability of item |
8 |
|
Detached connection |
60 |
|
Dismantling |
25 |
|
Dismantling diagram of item |
9 |
|
Dismounting |
26 |
|
Electrical mounting |
41 |
|
Final accembling |
38 |
|
Fitting assembling |
57 |
|
Fixed connection |
63 |
|
Flange connection |
79 |
|
Flow production assembling |
48 |
|
Folding connection |
83 |
|
General assembling |
34 |
|
Glued connection |
78 |
|
Glueing |
45 |
|
Group assembling |
49 |
|
Hand assembling |
50 |
|
Intermediate assembling |
36 |
|
Key connection |
73 |
|
Kind of assembly connection |
23 |
|
Kind of item assembling |
20 |
|
Mechanized assembling |
51 |
|
Method of assembly connection |
24 |
|
Method of item assembling |
21 |
|
Mounting |
40 |
|
Movable assembling |
47 |
|
Movable connection |
62 |
|
Nipple connection |
81 |
|
Non-complete interchangeability assembling |
55 |
|
Permanent connection |
61 |
|
Pin connection |
72 |
|
Planar connection |
64 |
|
Precision assembling |
32 |
|
Preliminary assembling |
35 |
|
Profile connection |
69 |
|
Riveted connection |
77 |
|
Riveting |
44 |
|
Screw connection |
68 |
|
Selected interchangeability assembling |
56 |
|
Sleeve connection |
80 |
|
Soldered connection |
76 |
|
Soldering |
43 |
|
Spherical connection |
67 |
|
Spline connection |
74 |
|
Stationary assembling |
46 |
|
Thread connection |
70 |
|
Welded connection |
75 |
|
Welding |
42 |
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЯ К ТЕРМИНАМ
К термину "Сборка" (п.1)
В соответствии с ГОСТ 3.1109-82 сборка определяется как образование разъемных или неразъемных соединений составных частей заготовки или изделия, например: сварка, пайка, клепка и т.д.
К терминам "Технологический процесс сборки", "Сборочная операция" (пп.4, 5)
В соответствии с "Классификатором технологических операций в машиностроении и приборостроении", часть II, технологический процесс сборки изделий состоит, в основном, из таких операций, как:
установочные;
выполнение соединений;
заготовительные;
кабельно-жгутовые;
намоточные.
Из них заготовительные, кабельно-жгутовые и намоточные относятся к электромонтажу.
Ряд операций, сопровождающих процесс сборки (технический контроль, испытание, консервация и упаковывание, обработка резанием, нанесение покрытий и т.д.), относится также и к другим видам технологических процессов.
К термину "Качество технологического процесса сборки" (п.7)
Определение понятия "Качество технологического процесса сборки" находится в соответствии с определением качества продукции, приведенным в ГОСТ 15467-79. "Управление качеством продукции. Основные понятия. Термины и определения". Качество продукции - совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением. Программа выпуска изделий по ГОСТ 14.004-83.
К терминам "Технологический анализ конструкции изделия в сборке" и "Схема расчленения изделия" (пп.8, 9)
Технологический анализ конструкции изделия производится при технологической подготовке производства определенного изделия, начиная со стадии проектирования, с целью установления рациональной организации технологического процесса сборки на основе расчленения изделия на сборочные единицы и детали.
Основными формами организации технологических процессов, в том числе сборочных, являются групповая и поточная.
Результатом технологического анализа конструкции изделия является создание схемы расчленения его на сборочные единицы и детали.
Пример схемы расчленения консольно-фрезерного станка приведен на черт.1.
Схема расчленения консольно-фрезерного станка
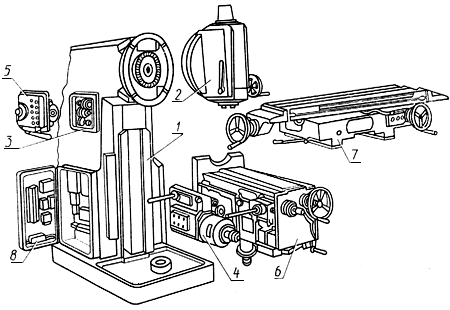
1 - станина; 2 - поворотная головка; 3 - коробка скоростей; 4 - коробка подач;
5 - коробка переключения; 6 - консоль; 7 - стол и салазки; 8 - электрооборудование
Черт.1
К терминам "Схема сборки изделия" и "Этап сборки изделия" (пп.11, 12)
На схеме сборки изделия указаны основные элементы технологического процесса сборки, расположение составных частей изделия, последовательность их соединения. На схеме сборки могут быть приведены дополнительные надписи, определяющие содержание сборочных операций, как выполнено на черт.2.
Схема сборки шаровой мельницы

Условные обозначения:
![]() - стенд
- стенд
![]() - кантовка
- кантовка
![]() - сверление и развертывание отверстий
- сверление и развертывание отверстий
![]() - выверка
- выверка
![]() - испытание
- испытание
![]() - окраска
- окраска
1 - питатель; 2, 8, 19, 21, 25, 26, 30 - болт; 3 - загрузочный патрубок; 4, 18 - фанера; 5 - прокладка
резиновая; 6 - футеровка; 7 - загрузочная крышка; 9 - футеровка; 10 - крышка; 11 - прокладка;
12 - футеровка; 13 - барабан; 14 - прокладка резиновая; 15 - зубчатый венец; 16 - футеровка;
17 - разгрузочная крышка; 20 - горловина воронки; 22 - бутара; 23 - воронка разгрузочная;
24, 28, 31 - гайка; 27 - шайба резиновая; 29 - шайба; 32 - шестерня приводная; 33 - корпус
приводной шестерни; 34 - редуктор; 35 - электродвигатель; 36, 37 - подшипник скольжения
Черт.2
Для сложного изделия целесообразно составлять укрупненную схему сборки, характеризующую общую сборку изделия, и схемы сборки составных частей изделия, соответствующие узловой сборке.
На черт.2 приведена схема сборки шаровой мельницы (см. Б.Ф.Федоров, Ю.А.Вавуленко, В.Г.Корник и Н.В.Семенов "Сборка машин в тяжелом машиностроении") и на черт.3 - схема сборки пускового рычага мотороллера ВП-150 (см. С.А.Юзепчук "Технико-экономические основы сборочных процессов в машиностроении").
Схема сборки пускового рычага мотороллера ВП-150
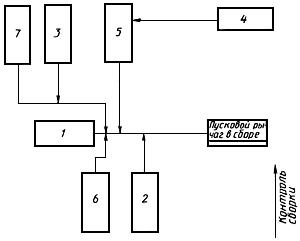
1 - деталь 1-151-1; 2 - резина 1-164; 3 - деталь пускового механизма 1-150 м; 4 - пружинная шайба 1-40;
5 - специальный винт 1-163; 6 - шарик; 7 - пружина рычага пускового механизма 1-162
Черт.3
При разработке схем сборки в зависимости от сложности изделий возможно выделение этапов сборки изделия. Подобная схема сборки приведена на черт.4 (см. П.И.Буловский "Основы сборки приборов").
Схема сборки индикатора курса

Черт.4
Выделение этапов сборки помогает обеспечить последовательность ввода составных частей в процесс сборки изделия и порядок их предварительного комплектования.
К термину "Точность сборки изделия" (п.17)
Точность сборки изделия зависит от точности размеров сопрягаемых деталей или сборочных единиц, их взаимного положения при сборке, форм сопрягаемых поверхностей, точности средств технологического оснащения, а также шероховатости сопрягаемых поверхностей, организации производства и т.п.
К термину "Вид сборки изделия" (п.20) и терминам раздела "Виды сборки" (пп.31-59)
В настоящем стандарте установлены термины видов сборки по следующим признакам:
составные части собираемого изделия;
точность сборки;
объект сборки;
стадия процесса сборки;
метод образования соединения;
перемещение собираемого изделия;
организация производства;
механизация и автоматизация процесса сборки;
метод обеспечения точности замыкающего звена.
В определениях понятий видов сборки использованы стандартизованные термины:
"поточная организация производства" и "групповая организация производства" - по ГОСТ 14.004-83;
методов выполнения технологического процесса при механизации и автоматизации - по ГОСТ 23004-78;
методов обеспечения точности замыкающего звена размерной цепи.
К термину "Вид соединения при сборке" (п.23) и терминам раздела "Виды соединений" (пп.60-85)
В настоящем стандарте установлены термины видов соединений при сборке это следующим признакам:
сохранение целостности при разборке;
возможность относительного перемещения;
форма сопрягаемых поверхностей;
метод образования.
Метод образования соединения при сборке определяется конструкцией соединяющей детали (клин, штифт, шпонка и т.д.) или процессом образования соединения (сварка, пайка, клепка и т.д.).
К термину "Монтаж" (п.40)
Местом установки при монтаже может быть изделие, производственная площадь и т.д. Место установки изделия не следует связывать с географическим местом.
К терминам "Узел", "Агрегат", "Узел ![]() -го порядка", "Сборочная единица
-го порядка", "Сборочная единица ![]() -го порядка" (пп.27, 28, 29, 30)
-го порядка" (пп.27, 28, 29, 30)
В соответствии с ГОСТ 2.101-68 и СТ СЭВ 364-76 установлены четыре вида изделий при выполнении конструкторской документации:
детали;
сборочные единицы;
комплексы;
комплекты.
При технологической подготовке производства изделий также используются технологические виды сборочных единиц: "узел" (п.27), "агрегат" (п.28), "узел ![]() -го порядка" (п.29), "сборочная единица
-го порядка" (п.29), "сборочная единица ![]() -го порядка" (п.30). Сборочная единица (узел), собираемая на
-го порядка" (п.30). Сборочная единица (узел), собираемая на ![]() -м этапе процесса сборки, устанавливается при выделении этапов сборки.
-м этапе процесса сборки, устанавливается при выделении этапов сборки.
К термину "Сборка под сварку" (п.37)
Сборка под сварку должна выполняться с учетом сварочных деформаций, чтобы размеры сварной сборочной единицы соответствовали заданным в конструкторской документации.
К терминам "Стационарная сборка" и "Подвижная сборка" (пп.46, 47)
Условием стационарности сборки изделий является отсутствие перемещения собираемого изделия и приспособления относительно инструмента или неподвижной части оборудования. Приведенное условие стационарности сборки соответствует определению понятия "Позиция" по ГОСТ 3.1109-82.
При стационарной сборке может изменяться положение собираемого изделия или его составной части относительно приспособления, в котором они установлены.