ГОСТ 24071-97
(ИСО 3912-77)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability.
Woodruff keys and keyways
МКС 21.120.30
ОКСТУ 0071
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 "Зубчатые передачи и конструктивные элементы деталей машин"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Беларуси |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 "Сегментные шпонки и шпоночные пазы" и содержит дополнительные требования, отражающие потребности экономики страны
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. N 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24071-80
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
А.1 | |
|
А.8 | |
|
ГОСТ 24110-80 |
|
|
ГОСТ 24111-80 |
|
|
ГОСТ 24115-80 |
|
|
ГОСТ 24116-80 |
|
|
ГОСТ 24117-80 |
|
|
ГОСТ 24119-80 |
|
|
ГОСТ 24120-80 |
|
|
ОСТ 1015 |
B.1 |
|
ОСТ 1024 |
|
|
ОСТ 1025 |
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения.
Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г.
Требования настоящего стандарта и приложения А являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения.
3 Размеры и допуски шпонок
Размеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
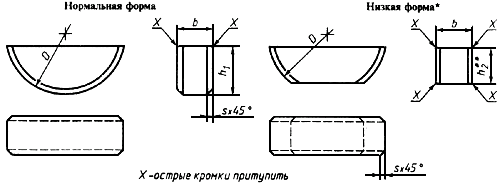
_______________
* Применяется по согласованию заинтересованных сторон.
** ![]() (значение можно округлить до 0,1 мм).
(значение можно округлить до 0,1 мм).
Рисунок 1
Таблица 1
мм
|
|
|
|
| ||||
|
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
не менее |
не более |
|
1,0 |
-0,025 |
1,4 |
-0,060 |
4 |
-0,120 |
0,16 |
0,25 |
|
1,5 |
|
2,6 |
|
7 |
-0,150 |
|
|
|
2,0 |
|
2,6 |
|
7 |
|
|
|
|
2,0 |
|
3,7 |
-0,075 |
10 |
|
|
|
|
2,5 |
|
3,7 |
|
10 |
|
|
|
|
3,0 |
|
5,0 |
|
13 |
-0,180 |
|
|
|
3,0 |
|
6,5 |
-0,090 |
16 |
|
|
|
|
4,0 |
-0,030 |
6,5 |
|
16 |
|
0,25 |
0,40 |
|
4,0 |
|
7,5 |
|
19 |
-0,210 |
|
|
|
5,0 |
|
6,5 |
|
16 |
-0,180 |
|
|
|
5,0 |
|
7,5 |
|
19 |
-0,210 |
|
|
|
5,0 |
|
9,0 |
|
22 |
|
|
|
|
6,0 |
|
9,0 |
|
22 |
|
|
|
|
6,0 |
|
10,0 |
|
25 |
|
|
|
|
8,0 |
-0,036 |
11,0 |
-0,110 |
28 |
|
0,40 |
0,60 |
|
10,0 |
|
13,0 |
|
32 |
-0,250 |
|
|
|
_______________ | |||||||
4 Материал
Материал - сталь с временным сопротивлением разрыву не ниже 590 Н/мм![]() после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами).
5 Форма, размеры и допуски шпоночных пазов
Размеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
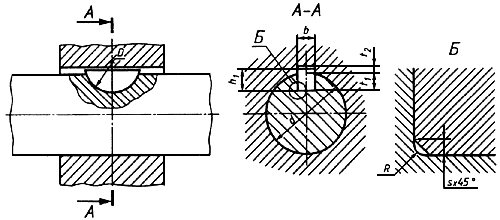
Рисунок 2
Таблица 2
мм
|
|
Ширина |
Глубина |
| |||||||
|
Ном. |
Предельные отклонения |
Вал |
Ступица |
Радиус | ||||||
|
Размеры шпонки нормальной или низкой формы |
|
Нормальное соединение |
Плотное соединение |
|
|
| ||||
|
|
|
Вал N9 |
Втулка Js9 |
Вал и втулка Р9 |
Ном. |
Пред. откл. |
Ном. |
Пред. откл. |
не более |
не |
|
1,0х1,4х4 |
1,0 |
-0,004; |
±0,012 |
-0,006; |
1,0 |
+0,1 |
0,6 |
+0,1 |
0,16 |
0,08 |
|
1,5х2,6х7 |
1,5 |
|
|
|
2,0 |
0,8 |
|
0,16 |
0,08 | |
|
2,0х2,6х7 |
2,0 |
|
|
|
1,8 |
1,0 |
|
0,16 |
0,08 | |
|
2,0х3,7х10 |
2,0 |
|
|
|
2,9 |
1,0 |
|
0,16 |
0,08 | |
|
2,5х3,7х10 |
2,5 |
|
|
|
2,7 |
1,2 |
|
0,16 |
0,08 | |
|
3,0х5,0х13 |
3,0 |
|
|
|
3,8 |
+0,2 |
1,4 |
|
0,16 |
0,08 |
|
3,0х6,5х16 |
3,0 |
|
|
|
5,3 |
|
1,4 |
|
0,16 |
0,08 |
|
4,0х6,5х16 |
4,0 |
-0,030 |
±0,015 |
-0,012; |
5,0 |
|
1,8 |
|
0,25 |
0,16 |
|
4,0х7,5х19 |
4,0 |
|
|
|
6,0 |
|
1,8 |
|
0,25 |
0,16 |
|
5,0х6,5х16 |
5,0 |
|
|
|
4,5 |
|
2,3 |
|
0,25 |
0,16 |
|
5,0х7,5х19 |
5,0 |
|
|
|
5,5 |
|
2,3 |
|
0,25 |
0,16 |
|
5,0х9,0х22 |
5,0 |
|
|
|
7,0 |
+0,3 |
2,3 |
|
0,25 |
0,16 |
|
6,0х9,0х22 |
6,0 |
|
|
|
6,5 |
|
2,8 |
|
0,25 |
0,25 |
|
6,0х10,0х25 |
6,0 |
|
|
|
7,5 |
|
2,8 |
+0,2 |
0,25 |
0,16 |
|
8,0х11,0х28 |
8,0 |
-0,036 |
±0,018 |
-0,015; |
8,0 |
|
3,3 |
|
0,40 |
0,25 |
|
10,0х13,0х32 |
10,0 |
|
|
|
10,0 |
|
3,3 |
|
0,40 |
0,25 |
6 Зависимость между диаметром вала и размерами шпонки
В таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 - для передачи крутящего момента, серия 2 - для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения).
Таблица 3 - Зависимость диаметра вала от размера шпонки
|
Диаметр вала |
Размер шпонки, мм, нормальной формы | |||
|
Серия 1 |
Серия 2 |
|||
|
Свыше |
До |
Свыше |
До |
|
|
3 |
4 |
3 |
4 |
1,0х1,4х4 |
|
4 |
5 |
4 |
6 |
1,5х2,6х7 |
|
5 |
6 |
6 |
8 |
2,0х2,6х7 |
|
6 |
7 |
8 |
10 |
2,0х3,7х10 |
|
7 |
8 |
10 |
12 |
2,5х3,7х10 |
|
8 |
10 |
12 |
15 |
3,0х5,0х13 |
|
10 |
12 |
15 |
18 |
3,0х6,5х16 |
|
12 |
14 |
18 |
20 |
4,0х6,5х16 |
|
14 |
16 |
20 |
22 |
4,0х7,5х19 |
|
16 |
18 |
22 |
25 |
5,0х6,5х16 |
|
18 |
20 |
25 |
28 |
5,0х7,5х19 |
|
20 |
22 |
28 |
32 |
5,0х9,0х22 |
|
22 |
25 |
32 |
36 |
6,0х9,0х22 |
|
25 |
28 |
36 |
40 |
6,0х10,0х25 |
|
28 |
32 |
40 |
- |
8,0х11,0х28 |
|
32 |
38 |
- |
- |
10,0х13,0х32 |
7 Обозначение
В обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта.
Примеры
Обозначение шпонки нормальной формы и сечением ![]() =5х6,5 мм:
=5х6,5 мм:
Шпонка 5х6,5 ГОСТ 24071-97
Обозначение низкой шпонки с сечением ![]() =5х5,2:
=5х5,2:
Шпонка 5х5,2 ГОСТ 24071-97
ПРИЛОЖЕНИЕ А
(обязательное)
Дополнительные требования, отражающие потребности экономики страны
A.1 Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта, а также на шпоночные соединения, собираемые подгонкой или подбором шпонок.
А.2 Материал шпонок - чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4.
А.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов.
А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу ![]() .
.
А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза ![]() должны соответствовать полям допусков для вала - Н9, для втулки - D10.
должны соответствовать полям допусков для вала - Н9, для втулки - D10.
А.6 Допускаются для ширины паза ![]() вала и втулки любые сочетания полей допусков, указанные в таблице 2.
вала и втулки любые сочетания полей допусков, указанные в таблице 2.
А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска H11, размера ширины паза втулки - D10.
А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей - по ГОСТ 24109 - ГОСТ 24111; ГОСТ 24115 - ГОСТ 24117; ГОСТ 24119; ГОСТ 24120.
А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.).
А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо ![]() на рабочем чертеже номинальный размер для вала
на рабочем чертеже номинальный размер для вала ![]() с предельным отклонением для
с предельным отклонением для ![]() по таблице 2 и для втулки вместо
по таблице 2 и для втулки вместо ![]() размер
размер ![]() с предельным отклонением для
с предельным отклонением для ![]() по таблице 2.
по таблице 2.
А.11 Масса шпонок указана в приложении Б.
А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В.
А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г.
ПРИЛОЖЕНИЕ Б
(справочное)
Теоретическая масса 1000 шпонок нормальной формы
Таблица Б.1
|
Размер шпонки |
Масса 1000 шпонок, кг |
|
1,0х1,4х4 |
0,031 |
|
1,5х2,6х7 |
0,152 |
|
2,0х2,6х7 |
0,204 |
|
2,0х3,7х10 |
0,414 |
|
2,5x3,7x10 |
0,510 |
|
3,0х5,0х13 |
1,050 |
|
3,0х6,5х16 |
1,600 |
|
4,0х6,5x16 |
2,120 |
|
4,0х7,5х19 |
3,240 |
|
5,0х6,5х16 |
2,680 |
|
5,0х7,5х19 |
4,040 |
|
5,0х9,0х22 |
5,660 |
|
6,0х9,0х22 |
6,780 |
|
6,0х10,0х25 |
8,480 |
|
8,0х11,0х28 |
13,800 |
|
10,0х13,0х32 |
24,100 |
ПРИЛОЖЕНИЕ В
(справочное)
Предельные отклонения размеров шпоночных соединений изделий,
спроектированных до 01.01.80
В.1 Допуски на размеры шпонок и пазов:
для высоты шпонки ![]() -
- ![]() ОСТ 1024;
ОСТ 1024;
для глубины паза вала ![]() и втулки
и втулки ![]() -
- ![]() - ОСТ 1015;
- ОСТ 1015;
для диаметра сегментной шпонки ![]() -
- ![]() ОСТ 1025;
ОСТ 1025;
для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала - не более 8% от диаметра шпонки.
В.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине ![]() должны соответствовать указанным в таблицах B.1 и В.2.
должны соответствовать указанным в таблицах B.1 и В.2.
Таблица B.1
|
Вид соединения |
Предельное отклонение размеров |
Назначение посадок | ||
|
шпонки |
паза вала |
паза втулки |
||
|
Неподвижное напряженное по валу, скользящее во втулке |
|
|
|
Для индивидуального и серийного производства (общее машиностроение) |
|
Неподвижное напряженное по валу, ходовое во втулке |
|
Для массового производства (автостроение и т.п.) | ||
|
Неподвижное плотное по валу, ходовое во втулке |
|
|
Для направляющих шпонок | |
Таблица В.2
|
|
Предельное отклонение размеров пазов вала и втулки, мкм | |||
|
Номинальная ширина шпонки и паза, мм |
|
| ||
|
верхнее |
нижнее |
верхнее |
нижнее | |
|
От 1 до 3 |
-10 |
-50 |
+55 |
+10 |
|
Св. 3 " 6 |
-10 |
-55 |
+65 |
+15 |
|
" 6 " 10 |
-15 |
-65 |
+75 |
+20 |
|
" 10 " 18 |
-20 |
-75 |
+85 |
+25 |
|
" 18 " 30 |
-25 |
-90 |
+100 |
+30 |
|
" 30 " 50 |
-32 |
-105 |
+120 |
+35 |
|
" 50 " 80 |
-40 |
-125 |
+140 |
+40 |
|
" 80 " 120 |
-50 |
-150 |
+160 |
+45 |
ПРИЛОЖЕНИЕ Г
(справочное)
Зависимость параметров шероховатости поверхности от допуска размера
Таблица Г.1
|
Допуск размера по квалитетам |
| |||
|
До 18 |
Св. 18 до 50 |
Св. 50 до 120 |
Св. 120 до 500 | |
|
IT9 |
3,2 |
3,2 |
6,3 |
6,3 |
|
IT10 |
3,2 |
6,3 |
6,3 |
6,3 |
|
IT11 |
6,3 |
6,3 |
12,5 |
12,5 |
|
IT12, IT13 |
12,5 |
12,5 |
25 |
25 |
|
IT14, IT15 |
12,5 |
25 |
50 |
50 |
|
Примечания | ||||
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000