ГОСТ 10059-80
(СТ СЭВ 1916-79,
СТ СЭВ 1917-79,
СТ СЭВ 1918-79)
Группа Г28
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДОЛБЯКИ ЗУБОРЕЗНЫЕ ЧИСТОВЫЕ МЕЛКОМОДУЛЬНЫЕ
Технические условия
Finishing fine-module gear shapers.
Specifications
ОКП 39 2410
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Г.А.Астафьева, канд. техн. наук; А.Н.Шевченко, канд. техн. наук; Е.Н.Исаенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.06.80 N 3144
3. Срок проверки - 1990 г.
Периодичность проверки - 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 1916-79, СТ СЭВ 1917-79, СТ СЭВ 1918-79.
5. ВЗАМЕН ГОСТ 10059-62.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение HТД, на который дана ссылка |
Номер пункта, раздела |
|
ГОСТ 2.601-68 |
2.15 |
|
4.2 | |
|
2.16 | |
|
ГОСТ 658-89 |
4.1 |
|
2.4, 4.1 | |
|
2.7 | |
|
ГОСТ 2848-75 |
2.8 |
|
ГОСТ 2999-75 |
4.3 |
|
2.4 | |
|
ГОСТ 5368-81 |
4.2 |
|
ГОСТ 9013-59 |
4.3 |
|
ГОСТ 9178-81 |
Приложение 2, п.2 |
|
4.4 | |
|
ГОСТ 9587-81 |
Вводная часть |
|
1.2 | |
|
ГОСТ 10387-81 |
4.2 |
|
2.17, раздел 5 | |
|
2.2 | |
|
4.1 | |
|
4.3 | |
|
ГОСТ 23726-79 |
3.1 |
|
4.4 |
7. ПЕРЕИЗДАНИЕ (октябрь 1993 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., феврале 1989 г. (ИУС 8-87, 5-89).
Настоящий стандарт распространяется на зуборезные чистовые мелкомодульные долбяки для обработки зубчатых колес с эвольвентным профилем и исходным контуром по ГОСТ 9587, изготовляемые для нужд народного хозяйства и для экспорта.
(Измененная редакция, Изм. N 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Долбяки должны изготовляться типов:
1 - долбяки дисковые классов точности АА, А, В;
2 - долбяки хвостовые классов точности А и В.
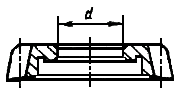
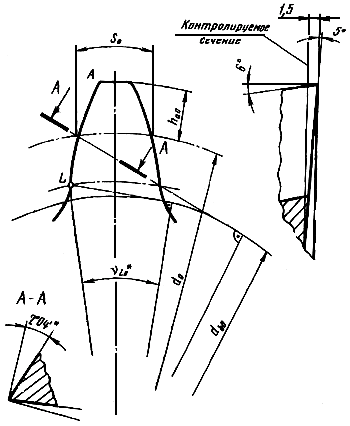
1.2. Основные размеры долбяков должны соответствовать указанным на черт.1 и 2 и в табл.1-6.
Примечание. Предпочтительными для применения являются долбяки, указанные в табл.1-5 по первому ряду модулей. Допускается изготовлять долбяки типа 1 по варианту исполнения модулей ![]() 0,4 мм.
0,4 мм.
Тип 1

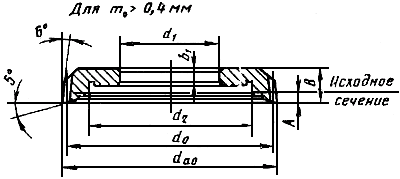
Черт.1
Тип 2

Черт.2
Таблица 1
Размеры в мм долбяков с номинальным делительным диаметром 40 мм
|
Обозна- |
Приме- |
Модуль |
Число зубьев |
Диаметры |
Коэф- фици- ент смеще- ния исход- ного конту- ра |
Расстоя- ние исход- ного сечения от перед- ней поверх- ности |
Ши- рина сту- пицы |
Вы- сота | ||||
|
|
Ряд 1 |
Ряд 2 |
|
дели- тель- |
вершин зубьев |
поса- дочного |
выточ- ки |
|
| |||
|
2530-0311 |
0,14 |
290 |
40,60 |
41,06 |
0,40 |
|||||||
|
2530-0312 |
0,15 |
266 |
39,90 |
40,39 |
0,43 |
|
||||||
|
2530-0313 |
0,18 |
222 |
39,96 |
40,55 |
0,51 |
|
||||||
|
2530-0314 |
0,20 |
200 |
40,00 |
40,66 |
0,57 |
|
||||||
|
2530-0315 |
0,22 |
182 |
40,04 |
40,77 |
0,63 |
|
||||||
|
2530-0316 |
0,25 |
160 |
40,00 |
40,82 |
0,71 |
|
||||||
|
2530-0317 |
|
0,28 |
140 |
39,20 |
40,12 |
0,80 |
6 |
11 | ||||
|
2530-0318 |
0,30 |
132 |
39,60 |
40,59 |
|
|
|
0,86 |
|
| ||
|
2530-0319 |
0,35 |
114 |
39,90 |
41,05 |
20 |
30 |
0,3 |
1,00 |
|
|||
|
2530-0321 |
0,40 |
100 |
40,00 |
41,32 |
|
|
|
1,14 |
|
|||
|
2530-0322 |
0,45 |
90 |
40,50 |
41,98 |
1,28 |
|
||||||
|
2530-0323 |
0,50 |
80 |
40,00 |
41,65 |
1,43 |
|
||||||
|
2530-0324 |
0,55 |
72 |
39,60 |
41,41 |
1,57 |
|
||||||
|
2530-0325 |
0,60 |
66 |
39,60 |
41,58 |
1,71 |
|
||||||
|
2530-0326 |
0,70 |
56 |
39,20 |
41,51 |
2,00 |
|||||||
|
2530-0327 |
0,80 |
50 |
40,00 |
42,64 |
2,28 |
7 |
12 | |||||
|
2530-0328 |
|
0,90 |
44 |
39,60 |
42,57 |
2,57 |
|
| ||||
Таблица 2
Размеры в мм долбяков с номинальным делительным диаметром 63 мм
|
Обозна- |
Приме- |
Модуль |
Число зубьев |
Диаметры |
Коэф- фици- ент смеще- ния исход- ного конту- ра |
Расстоя- ние исход- ного сечения от перед- ней поверх- ности |
Ши- рина сту- пицы |
Вы- сота | ||||
|
|
Ряд 1 |
Ряд 2 |
|
дели- тель- |
вершин зубьев |
поса- дочного отверс- тия |
выточ- ки |
|
| |||
|
2530-0331 |
0,20 |
320 |
64,00 |
64,66 |
0,57 |
|||||||
|
2530-0332 |
0,22 |
290 |
63,80 |
64,53 |
|
|
|
0,63 |
|
|||
|
2530-0333 |
0,25 |
256 |
64,00 |
64,82 |
|
|
|
0,71 |
|
|||
|
2530-0334 |
0,28 |
228 |
63,84 |
64,76 |
|
|
|
0,80 |
|
|||
|
2530-0335 |
0,30 |
212 |
63,60 |
64,59 |
|
|
|
0,86 |
|
|||
|
2530-0336 |
0,35 |
182 |
63,70 |
64,85 |
|
|
|
1,00 |
6 |
11 | ||
|
2530-0337 |
0,40 |
160 |
64,00 |
65,32 |
31,75 |
50 |
0,30 |
1,14 |
|
|||
|
2530-0338 |
0,45 |
144 |
64,80 |
66,28 |
|
|
|
1,28 |
|
|||
|
2530-0339 |
0,50 |
128 |
64,00 |
65,65 |
|
|
|
1,43 |
|
|||
|
2530-0341 |
0,55 |
116 |
63,80 |
65,61 |
|
|
|
1,57 |
|
|||
|
2530-0342 |
0,60 |
108 |
64,80 |
66,78 |
|
|
|
1,71 |
|
|||
|
2530-0343 |
0,70 |
90 |
63,00 |
65,31 |
|
|
|
2,00 |
||||
|
2530-0344 |
0,80 |
80 |
64,00 |
66,64 |
|
|
|
2,28 |
7 |
12 | ||
|
2530-2545 |
0,90 |
72 |
64,80 |
67,77 |
|
|
|
2,57 |
|
| ||
Примечание. По согласованию с потребителем допускается изготавливать долбяки с диаметром посадочного отверстия 31,743 мм.
Пример условного обозначения дискового прямозубого долбяка типа 1, номинальным диаметром 63 мм, модулем ![]() =0,5 мм, класса точности А:
=0,5 мм, класса точности А:
2530-0339 А ГОСТ 10059-80
Таблица 3
Размеры в мм долбяков с номинальным делительным диаметром 12 мм
|
Обозна- |
Приме- |
Модуль |
Число зубьев |
Диаметры |
Коэффи- циент смещения исходного контура |
Расстояние исходного сечения от передней поверх- ности |
Ширина венца |
Длина | ||
|
|
Ряд 1 |
Ряд 2 |
|
дели- тельной |
вершин зубьев |
|
| |||
|
2537-0181 |
|
0,10 |
128 |
12,80 |
13,13 |
0,29 |
||||
|
2537-0182 |
|
0,11 |
108 |
11,88 |
12,24 |
0,31 |
||||
|
2537-0183 |
|
0,12 |
100 |
12,00 |
12,40 |
0,34 |
||||
|
2537-0184 |
|
0,14 |
90 |
12,60 |
13,06 |
0,40 |
||||
|
2537-0185 |
|
0,15 |
80 |
12,00 |
12,49 |
0,43 |
||||
|
2537-0186 |
|
0,18 |
67 |
12,06 |
12,65 |
0,51 |
||||
|
2537-0187 |
|
0,20 |
58 |
11,60 |
12,26 |
0,57 |
6 |
|||
|
2537-0188 |
|
0,22 |
58 |
12,76 |
13,49 |
0,3 |
0,63 |
60 | ||
|
2537-0189 |
|
0,25 |
50 |
12,50 |
13,32 |
0,71 |
||||
|
2537-0191 |
|
0,28 |
44 |
12,32 |
13,24 |
0,80 |
||||
|
2537-0192 |
|
0,30 |
40 |
12,00 |
12,99 |
0,86 |
||||
|
2537-0193 |
|
0,35 |
36 |
12,60 |
13,75 |
1,00 |
||||
|
2537-0194 |
|
0,40 |
30 |
12,00 |
13,32 |
1,14 |
||||
|
2537-0195 |
|
0,45 |
28 |
12,60 |
14,08 |
1,28 |
|
|||
|
2537-0196 |
0,50 |
24 |
12,00 |
13,65 |
1,43 |
|
||||
Таблица 4
Размеры в мм долбяков с номинальным делительным диаметром 16 мм
|
Обозна- |
Приме- |
Модуль |
Число зубьев |
Диаметры |
Коэффи- |
Расстояние исходного сечения от передней поверх- ности |
Ширина венца |
Длина | ||
|
|
Ряд 1 |
Ряд 2 |
|
дели- тельной |
вершин зубьев |
|
| |||
|
2537-0201 |
0,10 |
160 |
16,00 |
16,33 |
0,29 |
|||||
|
2537-0202 |
0,11 |
144 |
15,84 |
16,20 |
|
0,31 |
|
| ||
|
2537-0203 |
0,12 |
132 |
15,84 |
16,24 |
|
0,34 |
|
| ||
|
2537-0204 |
0,14 |
114 |
15,96 |
16,42 |
|
0,40 |
|
| ||
|
2537-0205 |
0,15 |
108 |
16,20 |
16,70 |
|
0,43 |
|
| ||
|
2537-0206 |
0,18 |
90 |
16,20 |
16,79 |
|
0,51 |
|
| ||
|
2537-0207 |
0,20 |
80 |
16,00 |
16,66 |
|
0,57 |
|
| ||
|
2537-0208 |
0,22 |
72 |
15,84 |
16,57 |
|
0,63 |
|
| ||
|
2537-0209 |
0,25 |
64 |
16,00 |
16,82 |
|
0,71 |
|
| ||
|
2537-0211 |
0,28 |
56 |
15,68 |
16,60 |
0,3 |
0,80 |
6 |
60 | ||
|
2537-0212 |
0,30 |
56 |
16,80 |
17,79 |
|
0,86 |
|
| ||
|
2537-0213 |
0,35 |
45 |
15,75 |
16,90 |
|
1,00 |
|
| ||
|
2537-0214 |
0,40 |
40 |
16,00 |
17,32 |
|
1,14 |
|
| ||
|
2537-0215 |
0,45 |
36 |
16,20 |
17,68 |
|
1,28 |
|
| ||
|
2537-0216 |
0,50 |
32 |
16,00 |
17,65 |
|
1,43 |
|
| ||
|
2537-0217 |
0,55 |
28 |
15,40 |
17,22 |
|
1,57 |
|
| ||
|
2537-0218 |
0,60 |
25 |
15,00 |
16,98 |
|
1,71 |
|
| ||
|
2537-0219 |
0,70 |
23 |
16,10 |
18,41 |
|
2,00 |
|
| ||
|
2537-0221 |
0,80 |
20 |
16,00 |
18,64 |
|
2,28 |
|
| ||
Таблица 5
Размеры в мм долбяков с номинальным делительным диаметром 25 мм
|
Исполнение 1 |
Исполнение 2 |
Модуль |
Число зубьев |
Диаметры окружностей |
Коэф- фици- ент сме- щения исход- ного конту- ра |
Рас- стоя- ние сече- ния от перед- |
Ши- рина венца |
Длина долбяка | |||||
|
Обозна- чение долбяка |
Приме- |
Обозна- чение долбяка |
Приме- |
Ряд 1 |
Ряд 2 |
дели- |
вершин зубьев |
1 |
2 | ||||
|
2537-0331 |
2537-0332 |
0,10 |
256 |
25,60 |
25,93 |
0,29 |
|
||||||
|
2537-0333 |
2537-0334 |
0,11 |
228 |
25,08 |
25,44 |
0,31 |
|
||||||
|
2537-0335 |
2537-0336 |
0,12 |
200 |
24,00 |
24,40 |
0,34 |
|
||||||
|
2537-0337 |
2537-0338 |
0,14 |
182 |
25,48 |
25,94 |
0,40 |
|
||||||
|
2537-0341 |
2537-0342 |
0,15 |
160 |
24,00 |
24,49 |
0,43 |
|
||||||
|
2537-0343 |
2537-0344 |
0,18 |
144 |
25,92 |
26,51 |
0,51 |
|
||||||
|
2537-0345 |
2537-0346 |
0,20 |
128 |
25,60 |
26,26 |
0,57 |
6 |
|
|||||
|
2537-0347 |
2537-0348 |
0,22 |
114 |
25,08 |
25,81 |
0,3 |
0,63 |
60 |
80 | ||||
|
2537-0351 |
2537-0352 |
0,25 |
100 |
25,00 |
25,82 |
0,71 |
|
||||||
|
2537-0353 |
2537-0354 |
0,28 |
90 |
25,20 |
26,12 |
0,80 |
|
||||||
|
2537-0355 |
2537-0356 |
0,30 |
84 |
25,20 |
26,19 |
0,86 |
|
||||||
|
2537-0357 |
2537-0358 |
0,35 |
72 |
25,20 |
26,35 |
1,00 |
|
||||||
|
2537-0361 |
2537-0362 |
0,40 |
64 |
25,60 |
26,92 |
1,14 |
|
||||||
|
2537-0363 |
2537-0364 |
0,45 |
56 |
25,20 |
26,68 |
1,28 |
|
||||||
|
2537-0365 |
2537-0366 |
0,50 |
50 |
25,00 |
26,65 |
1,43 |
|
|
|||||
|
2537-0367 |
2537-0368 |
0,55 |
45 |
24,75 |
26,56 |
1,57 |
|
||||||
|
2537-0371 |
2537-0372 |
0,60 |
40 |
24,00 |
25,98 |
|
1,71 |
8 |
|
||||
|
2537-0373 |
2537-0374 |
0,70 |
36 |
25,20 |
27,51 |
|
2,00 |
|
|
| |||
|
2537-0375 |
2537-0376 |
0,80 |
32 |
25,60 |
28,24 |
|
2,28 |
|
|
| |||
|
2537-0377 |
2537-0378 |
0,90 |
28 |
25,20 |
28,17 |
|
2,57 |
|
|
| |||
Примечание. По согласованию с потребителем допускается изготавливать долбяки длиною 80 мм с конусом Морзе В 18 вместо В 12.
Пример условного обозначения хвостового прямозубого долбяка типа 2, исполнения 1, номинальным диаметром 25 мм, модулем ![]() =0,5 мм, класса точности А:
=0,5 мм, класса точности А:
2537-0365 А ГОСТ 10059-80
Таблица 6
|
Число зубьев | ||
|
Модуль, мм |
Долбяки типа 1 с номинальным делительным диаметром 63 мм |
Долбяки типа 2 с номинальным делительным диаметром 25 мм |
|
0,40 |
- |
62 |
|
0,45 |
142 |
- |
|
0,55 |
- |
46 |
|
0,60 |
106 |
42 |
|
0,70 |
92 |
- |
(Измененная редакция, Изм. N 1, 2).
1.3. Размеры профиля зубьев долбяков указаны в обязательном приложении 1.
1.4. Параметры предельно сточенных долбяков и назначение долбяков указаны в рекомендуемом приложении 2.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Долбяки должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Долбяки должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление долбяков из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость долбяков в соответствии с требованиями настоящего стандарта.
2.3. Хвостовые долбяки должны изготовляться сварными или паяными. В месте сварки раковины и непровар не допускаются. Разрыв слоя припоя не должен быть более 10% его общей длины. Для соединения пайкой применять припой марки П 110.
2.4. Хвостовая часть сварных или паяных долбяков должна быть изготовлена из конструкционной стали марки 40Х по ГОСТ 4543 или из стали марки 45 по ГОСТ 1050.
Допускается изготовлять хвостовые долбяки цельными.
2.5. Твердость долбяков должна быть:
режущей части из быстрорежущей стали - 63...66 HRC![]() (833...905 HV);
(833...905 HV);
режущей части из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более - 64...66 HRC![]() (833...905 HV);
(833...905 HV);
хвостовой части - не менее 37 HRC![]() .
.
2.4, 2.5. (Измененная редакция, Изм. N 1).
2.6. На всех поверхностях долбяков не должно быть трещин, забоин, выкрошенных мест, заусенцев и следов коррозии.
2.7. Параметр шероховатости поверхностей долбяков по ГОСТ 2789 должен быть, мкм, не более:
|
передней и задней поверхностей зубьев для классов точности: |
||||
|
АА, А |
Rz 1,6 |
|||
|
В |
Rz 2,5 |
|||
|
посадочного отверстия |
Ra 0,2 |
|||
|
внешней опорной поверхности дисковых долбяков |
Ra 0,2 |
|||
|
внутренней опорной поверхности дисковых долбяков |
Ra 0,8 |
|||
|
хвостовиков для классов точности: |
||||
|
А |
Ra 0,4 |
|||
|
В |
Ra 0,8 |
|||
|
остальных поверхностей |
Ra 2,5. |
|||
2.6, 2.7. (Измененная редакция, Изм. N 2).
2.8. Предельные отклонения конусов Морзе - АТ7 по ГОСТ 2848.
2.9. Допуски и предельные отклонения проверяемых параметров долбяков не должны превышать величин, указанных в табл.7.
Таблица 7
|
Наименование и обозначение проверяемых параметров |
Обозна- чение допусков и предельных отклонений |
Номи- нальный дели- тельный диаметр, мм |
Класс точности |
Допуски и предельные отклонения, мкм, для модулей, мм | |
|
от 0,1 |
св. 0,5 | ||||
|
1. Отклонение диаметра посадочного отверстия + |
40, 63 |
АА |
| ||
|
|
|
40 |
|
| |
|
|
|
63 |
|
| |
|
|
40 |
|
| ||
|
|
63 |
|
+6 | ||
|
2. Биение конуса хвостовых долбяков |
|||||
|
|
|
- |
А, В |
5 | |
|
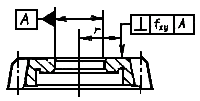
3. Отклонение от перпендикулярности внешней опорной поверхности к поверхности посадочного отверстия |
АА |
3 | |||
|
|
|
- |
А |
4 | |
|
Измеряется на |
|
|
В |
6 | |
|
4. Отклонение от параллельности опорных поверхностей |
АА |
3 | |||
|
|
|
- |
А |
4 | |
|
|
|
В |
6 | ||
|
5. Торцовое биение передней поверхности |
АА |
10 | |||
|
|
|
- |
А |
14 | |
|
Измеряется на диаметре делительной окружности или близко к ней |
|
|
В |
20 | |
|
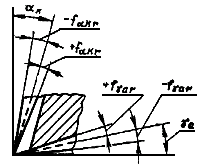
6. Отклонение углов переднего ± |
АА |
±5' | |||
|
|
|
А |
±8' | ||
|
|
|
|
В |
±12' | |
|
|
|
АА |
±3' | ||
|
|
|
А, В |
±5' | ||
|
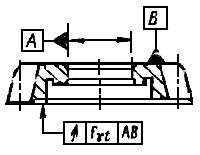
7. Биение окружности зубьев |
АА |
8 | |||
|
|
|
- |
А |
12 | |
|
|
|
В |
18 | ||
|
8. Отклонение диаметра окружности вершин зубьев |
40, 63 |
АА |
±125 | ||
|
12, 16 |
|
±100 | |||
|
|
25, 40, 63 |
|
±160 | ||
|
12, 16 |
|
±125 | |||
|
|
25, 40, 63 |
|
±200 | ||
|
9. Погрешность профиля зуба |
АА |
4 | |||
|
|
|
- |
А |
5 | |
|
|
В |
8 | |||
|
Расстояние по нормали между двумя теоретическими профилями зуба долбяка, ограничивающими действительный профиль в пределах его активного участка. Определяется относительно оси вращения долбяка в сечении перпендикулярном к ней |
|||||
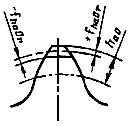
|
10. Отклонение высоты головки зуба ± |
|||||
|
|
|
- |
АА, А, В |
±12 | |
|
Разность между действительной и номинальной высотой головки зуба |
|||||
|
11. Разность соседних окружных шагов |
АА |
3 | |||
|
Алгебраическая разность отклонений двух соседних шагов по контрольной окружности |
|
- |
А |
4 | |
|
|
В |
6 | |||
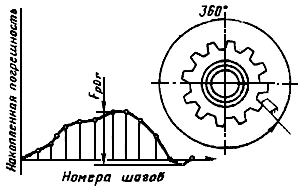
|
12. Накопленная погрешность окружного шага |
40 |
|
8 |
10 | |
|
|
63 |
10 | |||
|
|
12, 16, 25 |
10 |
12 | ||
|
|
40 |
А |
12 |
14 | |
|
|
|
63 |
14 |
16 | |
|
|
12, 16, 25 |
16 |
18 | ||
|
Наибольшая алгебраическая разность значений накопленных погрешностей окружного шага в пределах оборота долбяка |
|
40 |
В |
18 |
22 |
|
|
63 |
|
22 |
25 | |
|
13. Радиальное биение зубчатого венца |
40 |
|
6 |
7 | |
|
63 |
7 |
8 | |||
|
12, 16, 25 |
9 |
10 | |||
|
|
|
40 |
А |
10 |
11 |
|
|
63 |
|
11 |
12 | |
|
12, 16, 25, 40 |
|
14 |
16 | ||
|
Разность действительных предельных положений исходного контура в пределах оборота долбяка |
63 |
16 |
20 | ||


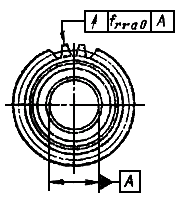


Примечание. Для хвостовых долбяков биение (параметры 5, 7, 13) проверяют относительно поверхностей центровых отверстий.
2.10. Допуск цилиндричности и круглости посадочного отверстия должен быть в пределах половины допуска на диаметр отверстия.
Не допускаются завалы краев на каждой из сторон отверстия, выходящие за пределы допускаемых отклонений, общей длиной более 25% ширины ступицы долбяка.
2.9, 2.10. (Измененная редакция, Изм. N 1).
2.11. Неуказанные предельные отклонения размеров отверстий Н14, валов h14, остальных по ± ![]() .
.
2.12. Средний период стойкости долбяков должен быть не менее 150 мин, установленный период стойкости - не менее 75 мин, при условиях испытаний, приведенных в разд.4. Средний период стойкости долбяков, изготовленных с фасками или со скруглениями на вершинах зубьев по уголкам, должен быть не менее 195 мин, установленный период стойкости - не менее 95 мин.
Примечание. Значение стойкости соответствует долбякам с номинальным делительным диаметром 63 мм. Для долбяков других номинальных делительных диаметров нормативные значения стойкости определяют умножением нормы стойкости на отношение номинального делительного диаметра конкретного долбяка и указанного в примечании.
(Измененная редакция, Изм. N 2).
2.13. Критерием затупления следует считать износ долбяков по задней поверхности. Износ не должен превышать 0,2 мм.
2.12, 2.13 (Введены дополнительно, Изм. N 1).
2.14. На внешней опорной поверхности каждого дискового и на шейке каждого хвостового долбяка должны быть четко нанесены:
товарный знак предприятия-изготовителя;
последние четыре цифры обозначения долбяка;
модуль;
число зубьев;
угол профиля;
обозначение класса точности;
марка материала режущей части;
год выпуска.
2.15. К долбякам класса точности АА должен прилагаться паспорт по ГОСТ 2.601 с указанием всех отклонений.
2.16. Внутренняя упаковка долбяков - ВУ-1 по ГОСТ 9.014.
2.17. Остальные требования к маркировке и упаковке - по ГОСТ 18088.
2.14-2.17. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Приемка - по ГОСТ 23726.
(Измененная редакция, Изм. N 2).
3.2. Периодические испытания, в том числе испытания на средний период стойкости следует проводить 1 раз в 3 года не менее чем на 3 долбяках. Испытания на установленный период стойкости следует проводить 1 раз в год не менее чем на 3 долбяках.
(Измененная редакция, Изм. N 1, 2).
3.3. (Исключен. Изм. N 1, 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания долбяков следует проводить на зубодолбежных станках, соответствующих установленным для них нормам точности по ГОСТ 658, на заготовках из стали марки 45 по ГОСТ 1050, твердостью 170...207 НВ, шириной не менее 10 мм и с числом зубьев не менее 40. Испытания долбяков на средний и установленный периоды стойкости и работоспособность следует проводить на режимах, указанных в табл.8, при использовании в качестве смазывающе-охлаждающей жидкости 5%-ного по массе раствора эмульсола в воде или индустриального масла 20А по ГОСТ 20799.
(Измененная редакция, Изм. N 1).
Таблица 8
|
Модуль, мм |
Подача круговая |
Скорость резания |
|
От 0,1 до 0,5 |
0,14 |
|
|
Св.0,5 до 0,9 |
0,17 |
|
Примечание. Значение радиальной подачи следует принимать:
![]() .
.
4.1а. Приемочное значение среднего периода стойкости должно быть не менее 165 мин, установленного периода стойкости - не менее 80 мин. Приемочное значение среднего периода стойкости долбяков, изготовленных с фасками или со скруглениями на вершинах зубьев по уголкам, должно быть не менее 215 мин, установленного - не менее 105 мин.
Испытания проводят на долбяках двух типоразмеров модулей от 0,4 до 0,6 мм с номинальными делительными диаметрами 63 и 25 мин.
(Измененная редакция, Изм. N 2).
4.1б. Испытания долбяков на работоспособность следует проводить в течение 5 мин машинного времени. После испытаний долбяк не должен иметь выкрошенных и смятых режущих кромок и должен быть пригоден для дальнейшей работы.
4.1а, 4.1б. (Введены дополнительно, Изм. N 1).
4.2. Параметры долбяка проверяют средствами контроля, имеющими погрешности измерения не более:
а) при измерении линейных размеров, установленных ГОСТ 8.051;
б) при измерении углов - 35% допуска;
в) при контроле формы и расположения поверхностей - не более 25% величины допуска на проверяемый параметр;
г) при контроле по п.2.9 (параметры с 9 по 13) на специальных приборах - значений погрешностей, установленных для приборов класса А по ГОСТ 10387.
4.3. Твердость (п.2.5) проверяется по ГОСТ 9013 или по ГОСТ 2999 на твердомерах Роквелла (типа ТР) или на твердомерах Виккерса (типа ТВ) по ГОСТ 23677. Допускается проверять твердость дисковых долбяков на опорных торцах.
4.4. Параметры шероховатости поверхностей долбяков должны проверяться сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.7.
Сравнение осуществляется визуально с помощью лупы 1Л-1-4![]() по ГОСТ 25706.
по ГОСТ 25706.
(Измененная редакция, Изм. N 1).
4.5. Внешний вид долбяков проверяют осмотром.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение долбяков - по ГОСТ 18088.
(Измененная редакция, Изм. N 2).
Разд.6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Обязательное
РАЗМЕРЫ ПРОФИЛЯ ЗУБЬЕВ ДОЛБЯКОВ
Размеры профиля зубьев долбяков типа 1 и 2 должны соответствовать указанным на чертеже и в табл.1-10.
________________
* Размеры для справок.
Долбяки с номинальным делительным диаметром 40 мм
Таблица 1
а) Размеры в мм зуба долбяков в проекции передней поверхности на плоскость, перпендикулярную оси.
|
Модуль |
Коэффициент высоты головки |
Высота головки |
Теоретическая делительная толщина |
Угол развернутости в граничной точке профиля |
|
0,14 |
|
0,231 |
0,25 |
19°37' |
|
0,15 |
|
0,248 |
0,27 |
19°30' |
|
0,18 |
|
0,297 |
0,32 |
19°14' |
|
0,20 |
|
0,330 |
0,36 |
19°02' |
|
0,22 |
|
0,363 |
0,39 |
18°51' |
|
0,25 |
|
0,412 |
0,45 |
18°34' |
|
0,28 |
|
0,462 |
0,50 |
18°14' |
|
0,30 |
1,35 |
0,495 |
0,54 |
18°04' |
|
0,35 |
|
0,578 |
0,63 |
17°38' |
|
0,40 |
|
0,660 |
0,72 |
17°10' |
|
0,45 |
|
0,742 |
0,81 |
16°45' |
|
0,50 |
|
0,825 |
0,89 |
16°14' |
|
0,55 |
|
0,908 |
0,98 |
15°43' |
|
0,60 |
|
0,990 |
1,07 |
15°14' |
|
0,70 |
|
1,155 |
1,25 |
14°48' |
|
0,80 |
|
1,320 |
1,43 |
13°25' |
|
0,90 |
|
1,485 |
1,61 |
12°24' |
Таблица 2
б) Размеры в мм по параметрам профиля в контролируемом сечении
|
Модуль |
Диаметр основной окружности |
Угол развернутости в граничной точке профиля |
|
0,14 |
38,110 |
18°41' |
|
0,15 |
37,453 |
18°33' |
|
0,18 |
37,509 |
18°16' |
|
0,20 |
37,547 |
18°05' |
|
0,22 |
37,584 |
17°54' |
|
0,25 |
37,547 |
17°37' |
|
0,28 |
37,847 |
17°16' |
|
0,30 |
37,171 |
17°07' |
|
0,35 |
37,453 |
16°41' |
|
0,40 |
37,547 |
16°13' |
|
0,45 |
38,016 |
15°50' |
|
0,50 |
37,547 |
15°18' |
|
0,55 |
37,171 |
14°46' |
|
0,60 |
37,171 |
14°18' |
|
0,70 |
36,796 |
13°17' |
|
0,80 |
37,547 |
12°30' |
|
0,90 |
37,171 |
11°29' |
Долбяки с номинальным делительным диаметром 63 мм
Таблица 3
а) Размеры в мм зуба долбяка в проекции передней поверхности на плоскость, перпендикулярную оси
|
Модуль |
Коэффициент высоты головки |
Высота головки |
Теоретическая делительная толщина |
Угол развернутости в граничной точке профиля |
|
0,20 |
0,330 |
0,36 |
19°44' | |
|
0,22 |
|
0,363 |
0,39 |
19°37' |
|
0,25 |
|
0,412 |
0,45 |
19°27' |
|
0,28 |
|
0,462 |
0,50 |
19°16' |
|
0,30 |
|
0,495 |
0,54 |
19°10' |
|
0,35 |
|
0,578 |
0,63 |
18°51' |
|
0,40 |
1,35 |
0,660 |
0,72 |
18°34' |
|
0,45 |
|
0,742 |
0,81 |
18°19' |
|
0,50 |
|
0,825 |
0,89 |
17°54' |
|
0,55 |
|
0,908 |
0,98 |
17°41' |
|
0,60 |
|
0,990 |
1,07 |
17°27' |
|
0,70 |
|
1,155 |
1,25 |
16°45' |
|
0,80 |
1,320 |
1,43 |
16°14' | |
|
0,90 |
1,485 |
1,61 |
15°43' |
Таблица 4
б) Размеры в мм по параметрам профиля в контролируемом сечении
|
Модуль |
Диаметр основной окружности |
Угол развернутости в граничной точке профиля |
|
0,20 |
60,075 |
19°13' |
|
0,22 |
59,887 |
19°06' |
|
0,25 |
60,075 |
18°56' |
|
0,28 |
59,925 |
18°45' |
|
0,30 |
59,699 |
18°38' |
|
0,35 |
59,793 |
18°20' |
|
0,40 |
60,075 |
18°03' |
|
0,45 |
60,826 |
17°48' |
|
0,50 |
60,075 |
17°28' |
|
0,55 |
59,887 |
17°10' |
|
0,60 |
60,826 |
16°57' |
|
0,70 |
59,136 |
16°14' |
|
0,80 |
60,075 |
15°44' |
|
0,90 |
60,826 |
15°13' |
Долбяки с номинальным делительным диаметром 12 мм
Таблица 5
а) Размеры в мм зуба долбяка в проекции передней поверхности на плоскость, перпендикулярную оси
|
Модуль |
Коэффициент высоты головки |
Высота головки |
Теоретическая делительная толщина |
Угол развернутости в граничной точке профиля |
|
0,10 |
|
0,165 |
0,18 |
17°59' |
|
0,11 |
|
0,182 |
0,20 |
17°27' |
|
0,12 |
|
0,198 |
0,21 |
17°10' |
|
0,14 |
|
0,231 |
0,25 |
16°45' |
|
0,15 |
|
0,248 |
0,27 |
16°14' |
|
0,18 |
|
0,297 |
0,32 |
15°19' |
|
0,20 |
|
0,330 |
0,36 |
14°27' |
|
0,22 |
1,35 |
0,363 |
0,39 |
14°27' |
|
0,25 |
|
0,412 |
0,45 |
13°25' |
|
0,28 |
|
0,462 |
0,50 |
12°24' |
|
0,30 |
|
0,495 |
0,54 |
11°33' |
|
0,35 |
|
0,578 |
0,63 |
10°31' |
|
0,40 |
|
0,660 |
0,72 |
8°26' |
|
0,45 |
|
0,742 |
0,81 |
7°33' |
|
0,50 |
|
0,825 |
0,89 |
5°19' |
Таблица 6
б) Размеры в мм по параметрам профиля в контролируемом сечении
|
Модуль |
Диаметр основной окружности |
Угол развернутости в граничной точке профиля |
|
0,10 |
12,015 |
14°34' |
|
0,11 |
11,151 |
13°45' |
|
0,12 |
11,264 |
13°31' |
|
0,14 |
11,827 |
13°17' |
|
0,15 |
11,264 |
12°35' |
|
0,18 |
11,489 |
11°42' |
|
0,20 |
10,889 |
10°41' |
|
0,22 |
11,977 |
11°04' |
|
0,25 |
11,733 |
9°57' |
|
0,28 |
11,564 |
8°53' |
|
0,30 |
11,264 |
7°56' |
|
0,35 |
11,827 |
7°06' |
|
0,40 |
11,264 |
4°51' |
|
0,45 |
11,827 |
4°09' |
|
0,50 |
11,264 |
1°45' |
Долбяки с номинальным делительным диаметром 16 мм
Таблица 7
а) Размеры в мм зуба долбяка в проекции передней поверхности на плоскость, перпендикулярную оси
|
Модуль |
Коэффициент высоты головки |
Высота головки |
Теоретическая делительная толщина |
Угол развернутости в граничной точке профиля |
|
0,10 |
0,165 |
0,18 |
18°34' | |
|
0,11 |
|
0,182 |
0,20 |
18°19' |
|
0,12 |
|
0,198 |
0,21 |
18°04' |
|
0,14 |
|
0,231 |
0,25 |
17°38' |
|
0,15 |
|
0,248 |
0,27 |
17°27' |
|
0,18 |
|
0,297 |
0,32 |
16°45' |
|
0,20 |
0,330 |
0,36 |
16°14' | |
|
0,22 |
|
0,363 |
0,39 |
15°43' |
|
0,25 |
1,35 |
0,412 |
0,45 |
15°04' |
|
0,28 |
|
0,462 |
0,50 |
14°48' |
|
0,30 |
0,495 |
0,54 |
13°59' | |
|
0,35 |
|
0,578 |
0,63 |
12°35' |
|
0,40 |
0,660 |
0,72 |
11°33' | |
|
0,45 |
|
0,742 |
0,81 |
10°31' |
|
0,50 |
|
0,825 |
0,89 |
9°13' |
|
0,55 |
|
0,908 |
0,98 |
7°33' |
|
0,60 |
|
0,990 |
1,07 |
5°56' |
|
0,70 |
|
1,155 |
1,25 |
4°38' |
|
0,80 |
|
1,320 |
1,43 |
2°12' |
Таблица 8
б) Размеры в мм по параметрам профиля в контролируемом сечении
|
Модуль |
Диаметр основной окружности |
Угол развернутости в граничной точке профиля |
|
0,10 |
15,019 |
15°53' |
|
0,11 |
14,868 |
15°35' |
|
0,12 |
14,868 |
15°21' |
|
0,14 |
14,981 |
14°56' |
|
0,15 |
15,206 |
14°48' |
|
0,18 |
15,206 |
14°06' |
|
0,20 |
15,019 |
13°33' |
|
0,22 |
14,868 |
13°01' |
|
0,25 |
15,019 |
12°24' |
|
0,28 |
14,718 |
11°30' |
|
0,30 |
15,770 |
11°21' |
|
0,35 |
14,784 |
9°54' |
|
0,40 |
15,019 |
8°54' |
|
0,45 |
15,206 |
7°55' |
|
0,50 |
15,019 |
6°35' |
|
0,55 |
14,456 |
4°49' |
|
0,60 |
14,080 |
3°08' |
|
0,70 |
15,113 |
2°03' |
|
0,80 |
15,019 |
0°23' |
Долбяки с номинальным делительным диаметром 25 мм
Таблица 9
а) Размеры в мм зуба долбяка с проекции передней поверхности на плоскость, перпендикулярную оси
|
Модуль |
Коэффициент высоты головки |
Высота головки |
Теоретическая делительная толщина |
Угол развернутости в граничной точке профиля |
|
0,10 |
0,165 |
0,18 |
19°27' | |
|
0,11 |
0,182 |
0,20 |
19°16' | |
|
0,12 |
0,198 |
0,21 |
19°02' | |
|
0,14 |
0,231 |
0,25 |
18°51' | |
|
0,15 |
0,248 |
0,27 |
18°34' | |
|
0,18 |
0,297 |
0,32 |
18°20' | |
|
0,20 |
0,330 |
0,36 |
17°59' | |
|
0,22 |
0,363 |
0,39 |
17°39' | |
|
0,25 |
0,412 |
0,45 |
17°10' | |
|
0,28 |
1,35 |
0,462 |
0,50 |
16°45' |
|
0,30 |
|
0,495 |
0,54 |
16°27' |
|
0,35 |
0,578 |
0,63 |
15°43' | |
|
0,40 |
0,660 |
0,72 |
15°04' | |
|
0,45 |
0,742 |
0,81 |
14°48' | |
|
0,50 |
0,825 |
0,89 |
13°25' | |
|
0,55 |
0,908 |
0,98 |
12°35' | |
|
0,60 |
0,990 |
1,07 |
11°33' | |
|
0,70 |
1,155 |
1,25 |
10°31' | |
|
0,80 |
1,320 |
1,43 |
9°13' | |
|
0,90 |
1,485 |
1,61 |
7°33' |
Таблица 10
б) Размеры в мм по параметрам профиля в контролируемом сечении
|
Модуль |
Диаметр основной окружности |
Угол развернутости в граничной точке профиля |
|
0,10 |
24,030 |
17°50' |
|
0,11 |
23,542 |
17°37' |
|
0,12 |
22,259 |
17°19' |
|
0,14 |
23,917 |
17°14' |
|
0,15 |
22,528 |
16°51' |
|
0,18 |
24,330 |
16°44' |
|
0,20 |
24,030 |
16°23' |
|
0,22 |
23,542 |
16°00' |
|
0,25 |
23,467 |
15°32' |
|
0,28 |
23,654 |
15°08' |
|
0,30 |
23,654 |
14°50' |
|
0,35 |
23,654 |
14°06' |
|
0,40 |
23,030 |
13°29' |
|
0,45 |
23,654 |
12°37' |
|
0,50 |
23,467 |
11°49' |
|
0,55 |
23,232 |
10°58' |
|
0,60 |
22,528 |
9°53' |
|
0,70 |
23,654 |
8°56' |
|
0,80 |
24,030 |
7°40' |
|
0,90 |
23,654 |
5°59' |
Примечание. По согласованию с потребителем зубья долбяка на вершинах по уголкам могут быть выполнены с фасками или со скруглениями.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РАЗМЕРЫ ПРЕДЕЛЬНО СТОЧЕННЫХ ДОЛБЯКОВ
И РЕКОМЕНДУЕМОЕ НАЗНАЧЕНИЕ ДОЛБЯКОВ
1. Размеры предельно сточенных долбяков указаны в табл.1-5.
1.1. Размеры предельно сточенных долбяков типа 1 указаны в табл.1, 2.
Таблица 1
Долбяки с номинальным делительным диаметром 40 мм
Размеры в мм
|
Модуль |
|
|
|
| |
|
Ряд 1 |
Ряд 2 |
Число зубьев |
Коэффициент смещения исходного контура |
Угол развернутости в граничной точке профиля |
Диаметр окружности вершин |
|
0,14 |
290 |
-2,71 |
15°55' |
40,22 | |
|
0,15 |
266 |
-2,52 |
15°43' |
39,55 | |
|
0,18 |
222 |
-2,04 |
15°28' |
39,71 | |
|
0,20 |
|
200 |
-1,80 |
15°16' |
39,82 |
|
0,22 |
182 |
-1,60 |
15°08' |
39,93 | |
|
0,25 |
|
160 |
-1,39 |
14°48' |
39,98 |
|
0,28 |
140 |
-1,21 |
14°23' |
39,28 | |
|
0,30 |
132 |
-1,10 |
14°18' |
39,75 | |
|
0,35 |
114 |
-0,91 |
13°51' |
40,21 | |
|
0,40 |
|
100 |
-0,75 |
13°25' |
40,48 |
|
0,45 |
90 |
-0,64 |
13°02' |
41,14 | |
|
0,50 |
|
80 |
-0,54 |
12°29' |
40,81 |
|
0,55 |
72 |
-0,47 |
11°54' |
40,57 | |
|
0,60 |
|
66 |
-0,40 |
11°27' |
40,74 |
|
0,70 |
56 |
-0,30 |
10°24' |
40,67 | |
|
0,80 |
|
50 |
-0,22 |
9°43' |
41,80 |
|
0,90 |
44 |
-0,17 |
8°36' |
41,73 | |
Таблица 2
Долбяки с номинальным делительным диаметром 63 мм
Размеры в мм
|
Модуль |
|
|
|
| |
|
Ряд 1 |
Ряд 2 |
Число зубьев |
Коэффициент смещения исходного контура |
Угол развернутости в граничной точке профиля |
Диаметр окружности вершин |
|
0,20 |
320 |
-1,80 |
17°24' |
63,82 | |
|
0,22 |
290 |
-1,60 |
17°17' |
63,69 | |
|
0,25 |
256 |
-1,39 |
17°09' |
63,98 | |
|
0,28 |
228 |
-1,21 |
16°54' |
63,92 | |
|
0,30 |
212 |
-1,10 |
16°41' |
63,75 | |
|
0,35 |
182 |
-0,91 |
16°29' |
64,01 | |
|
0,40 |
160 |
-0,75 |
16°14' |
64,48 | |
|
0,45 |
144 |
-0,64 |
15°59' |
65,44 | |
|
0,50 |
128 |
-0,54 |
15°39' |
64,81 | |
|
0,55 |
116 |
-0,47 |
15°19' |
64,77 | |
|
0,60 |
108 |
-0,40 |
15°00' |
65,94 | |
|
0,70 |
90 |
-0,30 |
14°22' |
64,47 | |
|
0,80 |
80 |
-0,23 |
13°52' |
65,80 | |
|
0,90 |
72 |
-0,17 |
13°23' |
66,93 | |
1.2. Размеры предельно сточенных долбяков типа 2 указаны в табл.3-5.
Таблица 3
Долбяки с номинальным делительным диаметром 12 мм
Размеры в мм
|
Модуль |
|
|
|
| |
|
Ряд 1 |
Ряд 2 |
Число зубьев |
Коэффициент смещения исходного контура |
Угол развернутости в граничной точке профиля |
Диаметр окружности вершин |
|
0,10 |
128 |
-2,10 |
11°18' |
12,65 | |
|
0,11 |
108 |
-1,95 |
10°01' |
11,75 | |
|
0,12 |
100 |
-1,80 |
9°41' |
11,89 | |
|
0,14 |
90 |
-1,65 |
9°02' |
12,52 | |
|
0,15 |
80 |
-1,42 |
8°34' |
11,98 | |
|
0,18 |
67 |
-1,02 |
8°18' |
12,18 | |
|
0,20 |
58 |
-0,75 |
7°32' |
11,84 | |
|
0,22 |
58 |
-0,76 |
7°56' |
13,02 | |
|
0,25 |
|
50 |
-0,51 |
7°39' |
12,92 |
|
0,28 |
44 |
-0,31 |
7°28' |
12,90 | |
|
0,30 |
40 |
-0,20 |
7°06' |
12,69 | |
|
0,35 |
36 |
-0,09 |
6°39' |
13,48 | |
|
0,40 |
30 |
-0,10 |
3°41' |
13,16 | |
|
0,45 |
28 |
-0,19 |
1°17' |
13,64 | |
|
0,50 |
24 |
-0,07 |
0°00' |
13,28 | |
Таблица 4
Долбяки с номинальным делительным диаметром 16 мм
Размеры в мм
|
Модуль |
|
|
|
| |
|
Ряд 1 |
Ряд 2 |
Число зубьев |
Коэффициент смещения исходного контура |
Угол развернутости в граничной точке профиля |
Диаметр окружности вершин |
|
0,10 |
160 |
-1,69 |
14°08' |
15,93 | |
|
0,11 |
144 |
-1,60 |
13°30' |
15,78 | |
|
0,12 |
132 |
-1,55 |
13°05' |
15,79 | |
|
0,14 |
114 |
-1,40 |
12°18' |
15,94 | |
|
0,15 |
108 |
-1,38 |
11°53' |
16,19 | |
|
0,18 |
90 |
-1,18 |
10°53' |
16,26 | |
|
0,20 |
80 |
-1,07 |
10°08' |
16,11 | |
|
0,22 |
72 |
-0,98 |
9°23' |
16,00 | |
|
0,25 |
64 |
-0,86 |
8°34' |
16,24 | |
|
0,28 |
56 |
-0,73 |
7°41' |
16,03 | |
|
0,30 |
56 |
-0,70 |
7°52' |
17,19 | |
|
0,35 |
45 |
-0,51 |
6°12' |
16,34 | |
|
0,40 |
40 |
-0,43 |
5°02' |
16,74 | |
|
0,45 |
36 |
-0,34 |
4°09' |
17,11 | |
|
0,50 |
32 |
-0,31 |
0°00' |
17,04 | |
|
0,55 |
28 |
-0,20 |
0°00' |
16,67 | |
|
0,60 |
25 |
-0,10 |
0°00' |
16,50 | |
Таблица 5
Долбяки с номинальным делительным диаметром 25 мм
Размеры в мм
|
Модуль |
|
|
|
| |
|
Ряд 1 |
Ряд 2 |
Число зубьев |
Коэффициент смещения исходного контура |
Угол развернутости в граничной точке профиля |
Диаметр окружности вершин |
|
0,10 |
256 |
-3,35 |
14°22' |
25,20 | |
|
0,11 |
228 |
-3,00 |
14°07' |
24,72 | |
|
0,12 |
200 |
-2,60 |
13°52' |
23,70 | |
|
0,14 |
182 |
-2,57 |
13°14' |
25,14 | |
|
0,15 |
160 |
-2,52 |
12°17' |
23,65 | |
|
0,18 |
144 |
-2,04 |
12°28' |
25,67 | |
|
0,20 |
128 |
-1,80 |
12°08' |
25,42 | |
|
0,22 |
114 |
-1,67 |
11°35' |
24,96 | |
|
0,25 |
100 |
-1,39 |
11°08' |
24,98 | |
|
0,28 |
90 |
-1,21 |
10°46' |
25,28 | |
|
0,30 |
84 |
-1,10 |
10°31' |
25,35 | |
|
0,36 |
72 |
-0,91 |
9°43' |
25,51 | |
|
0,40 |
64 |
-0,75 |
9°13' |
26,08 | |
|
0,45 |
56 |
-0,64 |
8°14' |
25,84 | |
|
0,50 |
50 |
-0,54 |
7°26' |
25,81 | |
|
0,55 |
45 |
-0,36 |
7°22' |
25,84 | |
|
0,60 |
40 |
-0,21 |
7°08' |
25,38 | |
|
0,70 |
36 |
-0,09 |
6°39' |
26,97 | |
|
0,80 |
32 |
-0,32 |
2°18' |
27,25 | |
|
0,90 |
28 |
-0,07 |
2°49' |
27,50 | |
(Измененная редакция, Изм. N 2).
2. Рекомендуемое назначение долбяков по классам точности следующее:
АА - для зубчатых колес 6-й степени точности по ГОСТ 9178;
А - для зубчатых колес 7-й степени точности по ГОСТ 9178;
В - для зубчатых колес 8-й степени точности по ГОСТ 9178.
В случае применения долбяков для нарезания зубчатых колес комбинированных степеней точности, класс точности их рекомендуется выбирать по наиболее высокой степени точности.
Приложение 3. (Исключено, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1994