ГОСТ 8867-89
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ ЗАМКОВОЙ РЕЗЬБЫ
Виды. Основные размеры и допуски
Gauges for tool joints thread. Types. Basic dimensions and tolerances
МКС 17.040.30
ОКП 39 3172
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.01.89 N 138
3. ВЗАМЕН ГОСТ 8867-77
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 2015-84 |
Приложение 4 |
|
ГОСТ 5286-75 |
Приложение 3 |
|
ГОСТ 14748-69 |
Приложение 4 |
|
ГОСТ 24672-81 |
1.2 |
|
Вводная часть |
5. Ограничение срока действия снято Постановлением Госстандарта от 29.06.92 N 587
6. ИЗДАНИЕ с Изменением N 1, утвержденным в июне 1992 года (ИУС 9-92)
Настоящий стандарт распространяется на резьбовые калибры для контроля натяга замковой резьбы (правой и левой) элементов бурильных колонн (муфт и ниппелей) по ГОСТ 28487.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ВИДЫ
1.1. Калибры (пробки и кольца) должны изготовляться видов: рабочие и контрольные.
1.2. Технические условия - по ГОСТ 24672, кроме п.1.2.3.
2. ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие буквенные обозначения размеров:
|
|
- ширина канавки; |
|
|
- срез вершины резьбы калибра; |
|
|
- диаметр фланца калибра-пробки; |
|
|
- наружный диаметр калибра-кольца; |
|
|
- диаметр выточки калибра-кольца; |
|
|
- длина калибра-кольца; |
|
|
- длина калибра-пробки от малого торца до контрольной плоскости; |
|
|
- шаг резьбы; |
|
|
- номинальный натяг, равный 15,875 мм; |
|
|
- соответственно наибольший и наименьший действительный натяг контрольного калибра-пробки, определяемый по образцовому калибру-кольцу; |
|
|
- соответственно наибольший и наименьший действительный натяг контрольного калибра-кольца, определяемый по образцовому калибру-пробке; |
|
|
- соответственно наибольший и наименьший взаимозаменяемый натяг рабочего калибра-пробки, определяемый относительно образцового калибра-кольца; |
|
|
- соответственно наибольший и наименьший взаимозаменяемый натяг рабочего калибра-кольца, определяемый относительно образцового калибра-пробки; |
|
|
- соответственно наибольший и наименьший действительный натяг рабочего калибра-пробки, определяемый по контрольному калибру-кольцу; |
|
|
- соответственно наибольший и наименьший действительный натяг рабочего калибра-кольца, определяемый по контрольному калибру-пробке; |
|
|
- угол наклона. |
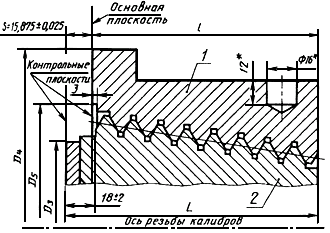
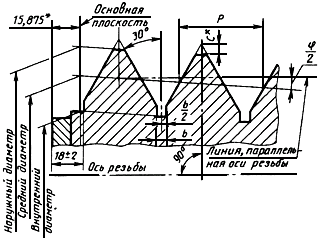
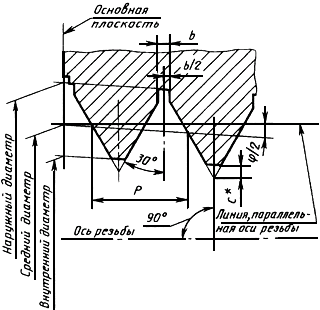
3. ПРОФИЛЬ РЕЗЬБЫ, ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ
3.1. Профиль резьбы, основные размеры и предельные отклонения рабочих и контрольных калибров должны соответствовать указанным на черт.1 и 2 и в табл.1 и 2.
________________
* Размеры для справок.
1 - калибр-кольцо; 2 - калибр-пробка
Черт.1
Профиль резьбы калибра-пробки
Профиль резьбы калибра-кольца
________________
* Размеры для справок.
Черт.2 (продолжение)
Таблица 1
Размеры в мм
|
|
|
|
|
Диаметр в основной плоскости |
|
|
||||||||||
|
Калибр-пробка |
Калибр-кольцо |
|||||||||||||||
|
Обозна- |
Конус- |
Число шагов на длине 25,4 мм |
Шаг |
наруж- |
сред- |
внут- |
наруж- |
сред- |
внут- |
|
|
|
|
|
|
|
|
З-65 |
1:6 |
4 |
6,35 |
62,196 |
59,817 |
54,3 |
65,3 |
59,817 |
57,438 |
52,0 |
95 |
67,0 |
76 |
60 |
0,85 |
1,554 |
|
З-66 |
1:4 |
5 |
5,08 |
62,452 |
60,080 |
56,4 |
63,8 |
60,080 |
57,708 |
54,1 |
70,0 |
0,50 |
1,002 | |||
|
З-73 |
1:6 |
4 |
6,35 |
70,147 |
67,767 |
63,2 |
72,4 |
67,767 |
65,387 |
60,2 |
106 |
78,5 |
0,85 |
1,554 | ||
|
З-76 |
1:4 |
5 |
5,08 |
71,977 |
69,605 |
65,9 |
73,3 |
69,605 |
67,234 |
63,7 |
108 |
79,5 |
89 |
73 |
0,50 |
1,002 |
|
З-86 |
1:6 |
4 |
6,35 |
83,228 |
80,848 |
76,2 |
85,5 |
80,848 |
78,468 |
73,3 |
130 |
91,5 |
0,85 |
1,554 | ||
|
З-88 |
1:4 |
5 |
5,08 |
84,664 |
82,293 |
78,6 |
86,0 |
82,293 |
79,920 |
76,3 |
127 |
92,0 |
95 |
79 |
0,50 |
1,002 |
|
З-94 |
1:6 |
4 |
6,35 |
92,067 |
89,687 |
84,2 |
95,2 |
89,687 |
87,308 |
82,0 |
135 |
100,0 |
0,85 |
1,554 | ||
|
З-101 |
1:4 |
5 |
5,08 |
97,215 |
94,844 |
91,2 |
98,5 |
94,844 |
92,471 |
88,9 |
140 |
104,5 |
0,50 |
1,002 | ||
|
З-102 |
1:6 |
4 |
6,35 |
99,103 |
96,723 |
92,1 |
101,3 |
96,723 |
94,343 |
89,1 |
143 |
107,5 |
102 |
86 |
0,85 |
1,554 |
|
З-108 |
105,808 |
103,429 |
98,8 |
108,0 |
103,429 |
101,049 |
95,9 |
149 |
114,0 |
114 |
98 |
|||||
|
З-117 |
1:4 |
5 |
5,08 |
113,239 |
110,868 |
107,2 |
114,6 |
110,868 |
108,495 |
104,9 |
159 |
120,5 |
108 |
92 |
0,50 |
1,002 |
|
З-118 |
1:6 |
4 |
6,35 |
114,571 |
112,192 |
106,7 |
117,7 |
112,192 |
109,812 |
104,5 |
165 |
120,0 |
114 |
98 |
0,85 |
1,554 |
|
З-121 |
1:4 |
5 |
5,08 |
117,485 |
115,113 |
111,4 |
118,8 |
115,113 |
112,740 |
109,1 |
125,0 |
102 |
86 |
0,50 |
1,002 | |
|
З-122 |
1:6 |
4 |
6,35 |
119,878 |
117,500 |
112,9 |
122,1 |
117,500 |
115,120 |
110,0 |
128,0 |
114 |
98 |
0,85 |
1,554 | |
|
З-133 |
130,439 |
128,059 |
123,4 |
132,7 |
128,059 |
125,680 |
120,5 |
181 |
139,0 |
|||||||
|
З-140 |
1:4 |
135,972 |
132,944 |
128,3 |
137,5 |
132,944 |
129,915 |
125,9 |
190 |
143,5 |
120 |
104 |
0,65 |
1,222 | ||
|
З-147 |
1:6 |
145,049 |
142,011 |
137,4 |
146,6 |
142,011 |
138,973 |
134,4 |
197 |
152,5 |
127 |
111 |
|
1,225 | ||
|
З-149 |
1:4 |
145,018 |
142,646 |
137,2 |
148,1 |
142,646 |
140,275 |
135,0 |
200 |
150,0 |
0,85 |
1,550 | ||||
|
З-152 |
1:6 |
149,286 |
146,248 |
141,6 |
150,9 |
146,248 |
143,210 |
138,4 |
210 |
157,0 |
0,65 |
1,225 | ||||
|
З-161 |
159,019 |
155,981 |
151,4 |
160,6 |
155,981 |
152,943 |
148,1 |
220 |
166,5 |
|||||||
|
З-163 |
1:4 |
159,293 |
156,921 |
151,5 |
162,4 |
156,921 |
154,549 |
149,0 |
165,0 |
140 |
124 |
0,85 |
1,550 | |||
|
З-171 |
1:6 |
168,635 |
165,598 |
161,0 |
170,2 |
165,598 |
162,560 |
157,7 |
229 |
176,0 |
127 |
111 |
0,65 |
1,225 | ||
|
З-177 |
1:4 |
173,577 |
170,549 |
165,1 |
176,0 |
170,549 |
167,521 |
163,0 |
230 |
180,0 |
133 |
117 |
1,222 | |||
|
З-185 |
181,518 |
179,146 |
173,7 |
184,6 |
179,146 |
176,774 |
171,5 |
240 |
190,0 |
152 |
136 |
0,85 |
1,550 | |||
|
З-189 |
1:6 |
186,527 |
183,488 |
178,0 |
188,975 |
183,488 |
180,449 |
176,0 |
245 |
195,0 |
127 |
111 |
0,65 |
1,225 | ||
|
З-201 |
1:4 |
197,759 |
194,731 |
189,2 |
200,2 |
194,731 |
191,703 |
187,0 |
260 |
208,0 |
136 |
120 |
1,222 | |||
|
З-203 |
198,993 |
196,621 |
191,2 |
202,1 |
196,621 |
194,250 |
189,0 |
260 |
210,0 |
165 |
149 |
0,85 |
1,550 | |||
Примечание. Конусность ![]() ;
; ![]() ;
; ![]() .
.
Конусность ![]() ;
; ![]() ;
; ![]() .
.
Таблица 2
|
Параметр резьбы |
Предельное отклонение, мм | |||
|
Рабочий калибр |
Контрольный калибр | |||
|
калибр-пробка |
калибр-кольцо |
калибр-пробка |
калибр-кольцо | |
|
Средний диаметр для резьб: |
||||
|
З-65 ... З-171 |
±0,010 |
- |
±0,005 |
- |
|
З-177 ... З-203 |
±0,013 |
- |
±0,007 |
- |
|
Шаг |
||||
|
З-65 ... З-171 |
±0,010 |
±0,015 |
±0,007 |
±0,012 |
|
З-177 ... З-203 |
±0,013 |
±0,018 |
±0,010 |
±0,015 |
|
Угол наклона боковой стороны резьбы (30°) |
±7' |
±15' |
±5' |
±12' |
|
Разность средних диаметров на длине резьбы |
||||
|
З-65 ... З-108 |
+0,010 |
-0,01 |
+0,010 |
-0,01 |
|
-0,03 |
-0,03 | |||
|
З-117 ... З-133 |
+0,015 |
-0,01 |
+0,015 |
-0,01 |
|
-0,04 |
-0,04 | |||
|
З-140 ... З-149 |
+0,020 |
-0,01 |
+0,020 |
-0,01 |
|
-0,05 |
-0,05 | |||
|
З-152 ... З-203 |
+0,025 |
-0,01 |
+0,025 |
-0,01 |
|
-0,06 |
-0,06 | |||
Примечания:
1. Предельные отклонения шага резьбы, указанные в табл.2, относятся к расстоянию между любыми витками резьбы. Действительное отклонение может быть со знаком минус или плюс.
2. Шаг измеряется параллельно оси резьбы.
Форма канавки произвольная.
(Измененная редакция, Изм. N 1).
3.2. Предельные отклонения наружного диаметра резьбы калибра-пробки и внутреннего диаметра резьбы калибра-кольца в любом сечении по всей длине не должны превышать предельных отклонений наружного и внутреннего диаметров в основной плоскости, указанных в табл.1.
3.3. Условное обозначение калибра должно состоять из наименования калибра ("пробка", "кольцо"), вида калибра в случае, если он контрольный, условного обозначения замковой резьбы, букв LH для калибра с левой резьбой и обозначения настоящего стандарта.
Пример условного обозначения рабочего калибра-пробки для замковой резьбы З-140:
Пробка З-140 ГОСТ 8867-89
То же, для контрольного калибра-пробки:
Пробка контрольная З-140 ГОСТ 8867-89
То же, для контрольного калибра-пробки с левой резьбой:
Пробка контрольная З-140 LH ГОСТ 8867-89
3.4. Рабочие калибры (пробка и кольцо) считаются годными, если после проверки всех элементов резьбы и парного натяга (при взаимном свинчивании) их взаимозаменяемые натяги ![]() или
или ![]() ,
, ![]() или
или ![]() , указанные в приложении 1, не превышают (15,875±0,1) мм.
, указанные в приложении 1, не превышают (15,875±0,1) мм.
Взаимозаменяемые натяги ![]() ,
, ![]() ,
, ![]() ,
, ![]() рабочих калибров определяют при свинчивании с любым контрольным калибром.
рабочих калибров определяют при свинчивании с любым контрольным калибром.
Парный натяг рабочих калибров должен соответствовать значению (15,875±0,025) мм.
Примечания:
1. Парный натяг - расстояние между контрольными плоскостями калибра-пробки и припасованного к нему калибра-кольца.
2. Взаимозаменяемый натяг - расстояние между контрольными плоскостями рабочего и контрольного калибров (при взаимном свинчивании) при условии аттестации контрольного калибра по образцовому.
3.5. Парные контрольные калибры считаются годными, если после контроля всех элементов резьбы и парного натяга (при взаимном свинчивании) их натяги ![]() или
или ![]() ,
, ![]() или
или ![]() , установленные по соответствующему образцовому калибру, не превышают (15,875±0,1) мм.
, установленные по соответствующему образцовому калибру, не превышают (15,875±0,1) мм.
Парный натяг контрольных калибров должен соответствовать значению (15,875±0,025) мм.
3.6. Взаимосвязь между калибрами указана в приложении 2.
3.7. Допуск прямолинейности боковых сторон профиля резьбы - 3 мкм.
3.8. Допуск прямолинейности образующей конуса по линии среднего диаметра резьбы:
для калибров-колец - 0,01 мм;
для калибров-пробок - в пределах ![]() поля допуска конусности.
поля допуска конусности.
3.9. Допуск перпендикулярности контрольной плоскости калибра-пробки к оси резьбы должен соответствовать указанному в табл.3.
Таблица 3
мм
|
|
Допуск перпендикулярности |
Допуск параллельности | ||
|
Обозначение |
Калибр-пробка |
Рабочие |
Контрольные калибры | |
|
рабочий |
контрольный |
|||
|
З-65 ┘ З-94 |
0,015 |
0,010 |
0,020 |
0,015 |
|
З-101 ┘ З-133 |
0,020 |
0,015 |
0,025 |
0,018 |
|
З-140 ┘ З-171 |
0,025 |
0,018 |
0,030 |
0,020 |
|
З-177 ┘ З-203 |
0,030 |
0,021 |
0,035 |
0,022 |
(Измененная редакция, Изм. N 1).
3.10. Допуск параллельности контрольной плоскости припасованного калибра-кольца относительно контрольной плоскости калибра-пробки должен соответствовать указанному в табл.3.
Контроль проводить на расстоянии 3-5 мм от внешнего края торца.
3.11. Комплект рабочих и контрольных калибров должен состоять из калибра-пробки и припасованного к нему калибра-кольца.
По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок или рабочих калибров-колец. При заказе только рабочих калибров-колец они должны комплектоваться (не более 20 шт.) с одной рабочей пробкой, к которой припасованы.
3.12. К каждому калибру должен быть приложен паспорт с указанием:
обозначения замковой резьбы; для калибра с левой резьбой добавляются буквы LH;
вида калибра (рабочий, контрольный);
значение натяга (![]() или
или ![]() ,
, ![]() или
или ![]() для рабочих калибров и
для рабочих калибров и ![]() или
или ![]() ,
, ![]() или
или ![]() для контрольных калибров);
для контрольных калибров);
порядкового номера калибра;
даты выпуска;
товарного знака предприятия-изготовителя;
обозначения настоящего стандарта.
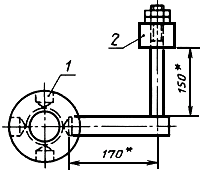
3.13. Значение натяга определяют после затяжки резьбы калибра-кольца при помощи специального приспособления с падающим грузом, при этом калибр-пробка должен быть прочно закреплен. Число ударов - не менее 12.
Длина рычага, высота падения и масса груза должны соответствовать указанным на черт.3 и в табл.4.
________________
* Размеры для справок.
1 - калибр-кольцо; 2 - груз
Черт.3
Таблица 4
|
Обозначение замковой резьбы |
Масса груза, кг |
|
З-65 ... З-86 |
0,9 |
|
З-88 ... З-133 |
1,4 |
|
З-140 ... З-171 |
1,8 |
|
З-177 ... З-185 |
2,3 |
|
З-201 ... З-203 |
2,7 |
(Измененная редакция, Изм. N 1).
Перед затяжкой с помощью специального приспособления калибр-пробка и калибр-кольцо должны быть свинчены плотно от руки, но не до отказа.
3.14. Правила применения калибров указаны в приложении 3.
3.15. Рекомендации по контролю натяга замковой резьбы ниппеля рабочими калибрами-кольцами с помощью щупов указаны в приложении 4.
ПРИЛОЖЕНИЕ 1
Обязательное
ОПРЕДЕЛЕНИЕ ВЗАИМОЗАМЕНЯЕМОГО НАТЯГА РАБОЧИХ КАЛИБРОВ
При определении взаимозаменяемого натяга ![]() или
или ![]() и
и ![]() или
или ![]() рабочих калибров (черт.4) следует учитывать отклонения от номинального натяга контрольных калибров, определяемые по образцовым калибрам.
рабочих калибров (черт.4) следует учитывать отклонения от номинального натяга контрольных калибров, определяемые по образцовым калибрам.
Натяг рабочих калибров рассчитывается по формулам:
для максимального натяга:
![]() ,
,![]() ;
;
для минимального натяга:
ПРИЛОЖЕНИЕ 2
Обязательное
ВЗАИМОСВЯЗЬ МЕЖДУ КАЛИБРАМИ
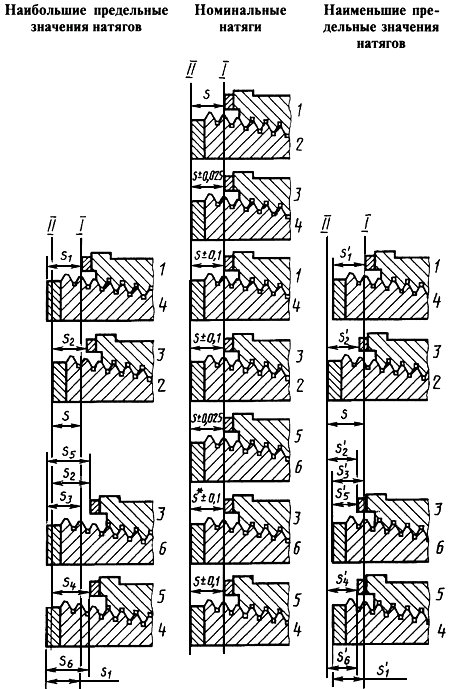
________________
* Взаимозаменяемый натяг рабочего калибра-пробки у изготовителя рекомендуется принимать ±0,025 мм.
I - основная плоскость; II - контрольная плоскость; 1 - образцовый калибр-кольцо; 2 - образцовый калибр-пробка;
3 - контрольный калибр-кольцо; 4 - контрольный калибр-пробка; 5 - рабочий калибр-кольцо;
6 - рабочий калибр-пробка
Черт.4
ПРИЛОЖЕНИЕ 3
Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Для определения взаимозаменяемого натяга (![]() или
или ![]() и
и ![]() или
или ![]() ) рабочих калибров должны применяться контрольные калибры.
) рабочих калибров должны применяться контрольные калибры.
До начала эксплуатации контрольных калибров следует определить их действительный натяг ![]() или
или ![]() и
и ![]() или
или ![]() по соответствующему образцовому калибру (черт.4).
по соответствующему образцовому калибру (черт.4).
Значение натяга маркируется на контрольном калибре.
2. Контрольный калибр-кольцо предназначен для определения действительного натяга ![]() или
или ![]() рабочего калибра-пробки, с помощью которого путем расчета определяют взаимозаменяемый натяг
рабочего калибра-пробки, с помощью которого путем расчета определяют взаимозаменяемый натяг ![]() или
или ![]() рабочего калибра-пробки (приложение 1).
рабочего калибра-пробки (приложение 1).
Значение натяга ![]() или
или ![]() маркируется на рабочем калибре-пробке у потребителя.
маркируется на рабочем калибре-пробке у потребителя.
3. Контрольный калибр-пробка предназначен для определения действительного натяга ![]() или
или ![]() рабочего калибра-кольца, с помощью которого путем расчета определяют взаимозаменяемый натяг
рабочего калибра-кольца, с помощью которого путем расчета определяют взаимозаменяемый натяг ![]() или
или ![]() рабочего калибра-кольца (приложение 1).
рабочего калибра-кольца (приложение 1).
Значение натяга ![]() или
или ![]() маркируется на рабочем калибре-кольце у потребителя.
маркируется на рабочем калибре-кольце у потребителя.
4. Рабочий калибр-кольцо предназначен для контроля натяга резьбы ниппеля по ГОСТ 5286. При этом за номинальный натяг должны приниматься величины ![]() или
или ![]() .
.
5. Рабочий калибр-пробка предназначен для контроля натяга резьбы муфты по ГОСТ 5286. При этом следует учитывать разность натягов (![]() ) или (
) или (![]() ).
).
6. Парный натяг новых и отремонтированных рабочих калибров должен находиться в пределах 15,850-15,900 мм, взаимозаменяемый натяг - в пределах 15,775-15,975 мм.
Рабочие калибры должны периодически проверяться контрольными калибрами. Периодичность проверок зависит от частоты использования калибров. Рекомендуемая первоначальная частота проверок до установления определенного графика - около 300 свинчиваний.
Степень износа калибров определяется как выход значения парного натяга за допустимые пределы. При уменьшении величины парного натяга рабочих калибров следует учитывать поправку на натяг (![]() и
и ![]() ), определяемую при проверке контрольным калибром. При этом должно соблюдаться условие равномерного износа элементов резьбы калибра.
), определяемую при проверке контрольным калибром. При этом должно соблюдаться условие равномерного износа элементов резьбы калибра.
В случае неполного использования длины рабочих калибров могут возникать ошибки при проверке рабочих калибров по контрольным. В этом случае рекомендуется снять нерабочие витки резьбы у рабочих калибров-пробок со стороны большего диаметра.
7. Парный натяг новых и отремонтированных контрольных калибров должен находиться в пределах 15,850-15,900 мм, натяг, определяемый по образцовому калибру-кольцу - в пределах 15,775-15,975 мм.
При периодических проверках контрольных калибров парный натяг и натяг по образцовому калибру-кольцу должен находиться в пределах 15,775-15,975 мм.
Контрольные калибры должны проходить аттестацию не реже одного раза в 3 года.
ПРИЛОЖЕНИЕ 4
Обязательное
КОНТРОЛЬ НАТЯГА ЗАМКОВОЙ РЕЗЬБЫ НИППЕЛЯ РАБОЧИМ
КАЛИБРОМ-КОЛЬЦОМ С ПОМОЩЬЮ КАЛИБРА-ЩУПА
Диапазон значения взаимозаменяемого натяга 15,975-15,775 мм рабочего калибра-кольца делят на четыре размерные группы:
1 - для натяга ![]() от 15,925 до 15,975 мм;
от 15,925 до 15,975 мм;
2 - для натяга ![]() св. 15,875 до 15,925 мм;
св. 15,875 до 15,925 мм;
3 - для натяга ![]() св. 15,825 до 15,875 мм;
св. 15,825 до 15,875 мм;
4 - для натяга ![]() св. 15,775 до 15,825 мм.
св. 15,775 до 15,825 мм.
Размерная группа рабочего калибра-кольца определяется при свинчивании рабочего калибра-кольца с контрольным калибром-пробкой потребителя по величине ![]() или
или ![]() .
.
На калибре-кольце маркируют номер размерной группы.
При контроле натяга замковой резьбы ниппеля рабочим калибром-кольцом пользуются тем калибром-щупом, который соответствует размерной группе калибра-кольца.
Применение того или иного калибра-щупа (черт.5) определяется размером ![]() или
или ![]() (приложение 1), относящимся к той или иной группе натяга.
(приложение 1), относящимся к той или иной группе натяга.
На калибре-щупе маркируют номер размерной группы.
Размеры калибров-щупов указаны на черт.5 и в табл.5.
Технические требования к вставкам - по ГОСТ 2015.
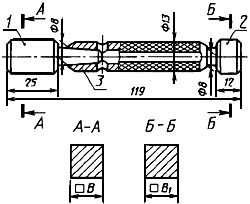
1 - проходная вставка; 2 - непроходная вставка; 3 - ручка по ГОСТ 14748
Черт.5
Таблица 5
мм
|
Группа натяга |
|
| |
|
-0,018 | |||
|
1 |
15,916 |
16,134 | |
|
2 |
15,866 |
16,084 | |
|
3 |
15,816 |
16,034 | |
|
4 |
15,766 |
15,984 | |
Приложение 4. (Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003