ГОСТ 4121-96
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЛЬСЫ КРАНОВЫЕ
Технические условия
Crane rails.
Specifications
МКС 45.080
ОКП 09 2130
Дата введения 2002-07-01
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом (МТК 327)
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 9 от 12 апреля 1996 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба "Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 18 декабря 2001 г. N 536-ст межгосударственный стандарт ГОСТ 4121-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2002 г.
4 ВЗАМЕН ГОСТ 4121-76
1 Область применения
Настоящий стандарт распространяется на стальные крановые рельсы специальных профилей типов КР70, КР80, КР100, КР120, КР140, применяемые для путей грузоподъемных кранов.
Требования 3.4, 3.6 и последнего абзаца 4.4 являются рекомендуемыми.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 12359-81 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 22536.0-87 Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа
ГОСТ 22536.1-88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2-87 Сталь углеродистая и чугун нелегированный. Методы определения серы
ГОСТ 22536.3-88 Сталь углеродистая и чугун нелегированный. Методы определения фосфора
ГОСТ 22536.4-88 Сталь углеродистая и чугун нелегированный. Методы определения кремния
ГОСТ 22536.5-87 (ИСО 629-82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6-88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 22536.7-88 Сталь углеродистая и чугун нелегированный. Методы определения хрома
ГОСТ 22536.8-87 Сталь углеродистая и чугун нелегированный. Методы определения меди
ГОСТ 22536.9-88 Сталь углеродистая и чугун нелегированный. Методы определения никеля
3 Основные параметры и размеры
3.1 Поперечное сечение рельсов должно соответствовать указанному на рисунке 1.
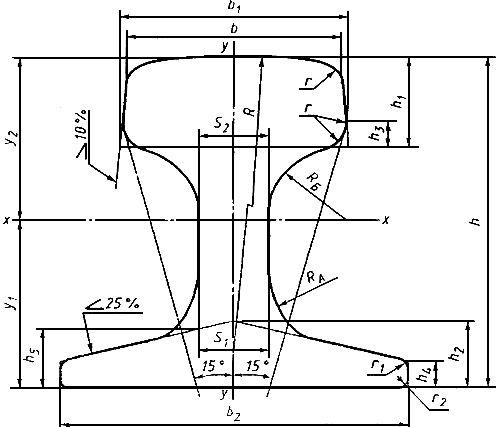
Рисунок 1
3.2. Размеры рельсов, площадь поперечного сечения, справочные величины и масса 1 м должны соответствовать указанным в таблицах 1 и 2.
Таблица 1
В миллиметрах
|
Тип |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КР70 |
70,0 |
75,6 |
120,0 |
21,0 |
23,0 |
120,0 |
28,0 |
24,0 |
6,0 |
9,00 |
21,375 |
400,0 |
25,0 |
25,0 |
6 |
6 |
1,5 |
|
КР80 |
80,0 |
87,0 |
130,0 |
26,0 |
28,0 |
130,0 |
35,0 |
26,0 |
10,0 |
9,75 |
22,750 |
400,0 |
30,0 |
30,0 |
8 |
6 |
1,5 |
|
КР100 |
100,0 |
108,0 |
150,0 |
32,0 |
34,0 |
150,0 |
40,0 |
30,0 |
11,5 |
11,25 |
22,250 |
450,0 |
35,0 |
35,0 |
8 |
8 |
2,0 |
|
КР120 |
120,0 |
129,0 |
170,0 |
38,0 |
40,0 |
170,0 |
45,0 |
35,0 |
13,0 |
13,75 |
31,150 |
500,0 |
40,0 |
48,0 |
8 |
8 |
2,0 |
|
КР140 |
140,0 |
150,0 |
170,0 |
56,0 |
58,0 |
170,0 |
50,0 |
40,0 |
14,0 |
18,75 |
35,000 |
700,0 |
40,0 |
50,0 |
10 |
10 |
3,0 |
Таблица 2
|
Тип |
Площадь попе- речного сечения рельса, см |
Справочные данные для осей Х-Х и У-У | |||||||||
|
|
|
Расстояние до центра тяжести, |
Моменты инерции, см |
Моменты сопротивления, см |
Масса 1 м рель- са, кг | ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
КР70 |
58,72 |
5,77 |
6,23 |
1040,18 |
281,71 |
1321,89 |
180,26 |
166,95 |
46,95 |
160,00 |
46,10 |
|
КР80 |
76,19 |
6,42 |
6,58 |
1504,57 |
438,96 |
1943,53 |
234,35 |
228,65 |
67,53 |
214,18 |
59,81 |
|
КР100 |
105,85 |
7,55 |
7,45 |
2768,43 |
858,99 |
3627,42 |
366,67 |
371,60 |
114,53 |
343,83 |
83,09 |
|
КР120 |
144,54 |
8,65 |
8,35 |
4754,83 |
1596,08 |
6350,91 |
549,69 |
569,43 |
187,76 |
527,92 |
113,47 |
|
КР140 |
180,51 |
8,70 |
8,30 |
5486,19 |
2484,75 |
7970,94 |
630,59 |
660,98 |
292,32 |
662,04 |
141,70 |
|
Примечание - Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. При вычислении массы 1 м рельса плотность стали принята равной 7850 кг/м | |||||||||||
3.3 Рельсы изготовляют длины:
- мерной - 9,0; 9,5; 10,0; 10,5; 11,0; 11,5; 12,0 м;
- немерной - от 4,0 до 12,0 м.
Длину рельсов оговаривают в заказе.
По согласованию изготовителя с потребителем рельсы изготовляют другой длины.
3.4 Рельсы изготовляют без болтовых отверстий. По согласованию изготовителя с потребителем рельсы изготовляют с отверстиями на одном или обоих концах.
3.5 Предельные отклонения по размерам рельсов не должны превышать указанных в таблице 3.
Таблица 3
В миллиметрах
|
Тип рельсов |
Предельные отклонения при точности прокатки | |||||
|
|
по ширине головки |
по ширине подошвы |
по высоте рельса |
по длине мерного рельса | ||
|
|
|
повышенной |
обычной |
повышенной |
обычной |
|
|
КР70 |
+1,0 |
+1,0 |
+1,0 |
|
|
|
|
КР120 |
+1,0 |
+1,0 |
+1,0 |
|
|
|
|
Примечания | ||||||
|
1 Размеры, на которые не указаны предельные отклонения, даны для построения калибров и контролируются при их нарезке. | ||||||
|
2 Допускается уменьшение размеров | ||||||
3.6 Отклонение от симметричности поперечного сечения рельса относительно вертикальной оси не должно превышать в подошве 2 мм, в головке - 0,6 мм.
3.7 Условное обозначение рельсов должно содержать наименование продукции, тип рельса, степень точности прокатки (А - обычная, Б - повышенная) и обозначение стандарта.
Пример условного обозначения рельса с номинальной шириной головки ![]() = 100 мм обычной точности прокатки:
= 100 мм обычной точности прокатки:
Рельс КР100-А-ГОСТ 4121-96.
4 Технические требования
4.1 Рельсы должны быть изготовлены из углеродистой стали марки 63, химический состав которой по плавочному анализу должен соответствовать указанному в таблице 4.
Таблица 4
В процентах
|
Марка стали |
Массовая доля элементов | ||||||||
|
|
Углерод |
Марганец |
Кремний |
Сера |
Фосфор |
Мышьяк |
Хром |
Никель |
Медь |
|
|
|
|
|
не более | |||||
|
63 |
0,53-0,73 |
0,60-1,00 |
0,15-0,35 |
0,050 |
0,050 |
0,08 |
0,30 |
0,30 |
0,30 |
|
Примечания | |||||||||
4.2 Предельные отклонения по химическому составу стали готовых рельсов от норм, указанных в таблице 4, должны соответствовать, %:
|
углерод - |
+0,03 |
|||
|
марганец - |
+0,03 |
|||
|
кремний - |
+0,03 |
|||
|
фосфор - |
+0,005 |
|||
|
сера - |
+0,005 |
|||
4.3 Массовая доля азота в стали готовых рельсов не должна превышать 0,008%.
4.4 Механические свойства рельсов должны соответствовать указанным в таблице 5.
Таблица 5
|
Временное сопротивление |
Предел текучести |
Относительное удлинение |
Твердость поверхности катания головки, |
|
не менее | |||
|
730(75) |
370(38) |
6,0 |
212 |
Механические свойства, включая твердость, определяют при условии массовой доли углерода в плавке на нижнем пределе и при ![]() (С+1/4Мn)<0,72%, а также по требованию потребителя.
(С+1/4Мn)<0,72%, а также по требованию потребителя.
При массовой доле углерода в плавке выше нижнего предела и при ![]() (С+1/4Мn)
(С+1/4Мn)![]() 0,72% механические свойства в соответствии с нормами, указанными в таблице 5, обеспечиваются предприятием-изготовителем без проведения испытаний.
0,72% механические свойства в соответствии с нормами, указанными в таблице 5, обеспечиваются предприятием-изготовителем без проведения испытаний.
По требованию потребителя твердость поверхности головки рельсов должна быть от 321 до 390 ![]() без нормирования относительного удлинения.
без нормирования относительного удлинения.
4.5 Трещины, закаты, прокатные плены, рванины и раскатанные загрязнения на поверхности рельсов не допускаются. Допускается удаление дефектов пологой вырубкой или зачисткой, если глубина вырубки, считая от фактического размера, не превышает:
- для рельсов типов КР70 и КР80 - 1,5 мм, а в средней трети ширины подошвы - 0,7 мм;
- для рельсов типов КР100, КР120 и КР140 - 2 мм, а в средней трети ширины подошвы - 1 мм.
Поперечная вырубка, заварка дефектов не допускаются. Раскатанный пузырь, риски, вмятины и рябизна допускаются без зачистки, если глубина их залегания не превышает половины допуска, установленного для глубины вырубки.
4.6 Торцевые поверхности рельса не должны иметь следов усадочной раковины, расслоений и трещин.
4.7 Флокены в рельсах не допускаются.
4.8 Местные деформации на рельсе не должны превышать 1 мм на длине 0,5 м.
4.9 Отклонение от прямолинейности рельса не должно превышать: в горизонтальной плоскости - 0,08%, в вертикальной плоскости - 0,06% длины.
4.10 Скручивание рельса не допускается. Рельсы считают скрученными, если при замере на контрольном стеллаже они имеют по концам зазоры между подошвой рельса и стеллажом (по диагонали) более 1,5 мм.
4.11 Кривизна концов рельсов на длине 1 м не должна превышать 2 мм в горизонтальной и вертикальной плоскостях.
4.12 Подошва рельсов не должна быть вогнутой. Общая выпуклость подошвы и выпуклость в средней части подошвы, равной ширине головки, не должна превышать значений, указанных в таблице 6.
Таблица 6
В миллиметрах
|
Тип рельсов |
Выпуклость при точности прокатки и по согласованию изготовителя с потребителем | |||||
|
|
общая |
в средней части подошвы | ||||
|
|
повышенной |
обычной |
по согласованию изготовителя с потребителем |
повышенной |
обычной |
по согласованию изготовителя с потребителем |
|
|
не более | |||||
|
КР70 |
1,20 |
1,25 |
1,20 |
0,40 |
0,50 |
0,40 |
|
КР80 |
1,45 |
1,50 |
1,45 |
0,50 |
0,60 |
0,50 |
|
КР100 |
1,70 |
1,75 |
1,70 |
0,70 |
0,80 |
0,70 |
|
КР120 |
1,95 |
2,00 |
1,95 |
0,80 |
0,90 |
0,80 |
|
КР140 |
2,45 |
2,50 |
2,45 |
0,90 |
1,00 |
0,90 |
4.13 Концы рельсов должны быть ровно обрезаны. Отклонение от перпендикулярности торцевых плоскостей по отношению к продольной оси не должно превышать 5 мм в любом направлении. Заусенцы размером более 4 мм не допускаются.
4.14 По согласованию изготовителя с потребителем рельсы, имеющие на торцах уступы и наплывы, подвергают фрезеровке или другому виду обработки концов.
4.15 Маркировка и упаковка
4.15.1 На шейке каждого рельса в горячем состоянии должны быть выкатаны выпуклые буквы и цифры, обозначающие:
- условное обозначение предприятия-изготовителя;
- тип рельса.
Дополнительно должны быть выбиты: на торце подошвы каждого рельса - номер плавки, а на торце головки - клеймо, подтверждающее приемку продукции техническим контролем.
4.15.2 Рельсы маркируют несмываемой белой краской путем обводки клейма по контуру торца головки рельса.
4.15.3 По согласованию изготовителя с потребителем рельсы можно отгружать как поштучно, так и плотно увязанными в пачки с поперечной обвязкой металлической лентой или стальной проволокой в пяти местах.
5 Правила приемки
5.1 Рельсы принимают партиями. Партией считают рельсы одного типа и одной плавки, на которую оформляют один документ о качестве.
5.2 Для проверки качества рельсов от партии отбирают:
- для химического анализа - одну пробу;
- для механических испытаний - один рельс;
- для проверки твердости - один рельс;
- для проверки на флокены - по одной пробе от каждой пятидесятой плавки.
Проверке внешнего вида и размеров подвергают каждый рельс.
При получении неудовлетворительных результатов хотя бы по одному показателю повторную проверку проводят на выборке, отобранной по ГОСТ 7566. Результаты проверки контрольных проб на флокены являются окончательными после первого испытания.
5.3 В документе о качестве дополнительно указывают точность прокатки.
6 Методы испытаний
6.1 Определение химического состава стали - по ГОСТ 12359, ГОСТ 22536.0 - ГОСТ 22536.9.
6.2 Отбор проб для определения химического состава стали - по ГОСТ 7565.
6.3 Для испытаний на растяжение и на твердость от каждого отобранного рельса отрезают по одному образцу.
6.4 Испытание на растяжение проводят по ГОСТ 1497 на круглых образцах диаметром 10 мм и расчетной длиной 50 мм. Заготовку для образца вырезают из верхнего угла головки рельса одного из раскатов испытуемой партии.
6.5 Твердость определяют на поверхности катания рельса по ГОСТ 9012.
6.6 Размеры рельсов и местные деформации на рельсе проверяют измерительным инструментом необходимой точности.
6.7 Качество поверхности рельсов определяют визуально.
6.8 Контроль рельсов, выявляющий отсутствие в них флокенов, проводят по методике предприятия-изготовителя.
6.9 Наличие расслоения на торцах проверяют вырубкой зубилом стружки, раздвоение которой считается признаком расслоения.
7 Транспортирование и хранение
7.1 Транспортирование и хранение рельсов, оформление документации - по ГОСТ 7566.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2002