ГОСТ Р ИСО 8319-2-2006
Группа Р22
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Инструменты ортопедические
ОСУЩЕСТВЛЕНИЕ СОЕДИНЕНИЙ
Часть 2
Отвертки для винтов с одним шлицем, с крестообразным
шлицем и крестообразным углублением в головке
Orthopaedic instruments. Drive connections.
Part 2. Screwdrivers for single slot head screws, screws
with cruciate slot and cross-recessed head screws
ОКС 11.040.40
ОКП 94 3800
Дата введения 2007-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Всероссийский научно-исследовательский и испытательный институт медицинской техники" (АНО "ВНИИИМТ") на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 453 "Имплантаты в хирургии"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 7 сентября 2006 г. N 189-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 8319-2:1986 "Инструменты ортопедические. Осуществление соединений. Часть 2. Отвертки для винтов с одним шлицем, с крестообразным шлицем и крестообразным углублением в головке" (ISO 8319-2:1986 "Orthopaedic instruments - Drive connections - Part 2: Screwdrivers for single slot head screws, screws with cruciate slot and cross-recessed head screws").
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении В
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
К различным видам отверток предъявляют следующие требования:
- лезвие отвертки должно плотно входить в головку винта;
- материалы, используемые для изготовления отверток, должны соответствовать всем клиническим требованиям;
- отвертки должны иметь достаточную прочность.
Цель настоящей части ИСО 8319 заключается в обеспечении выполнения приведенных выше требований. При этом на проектирование инструментов не должны накладываться лишние ограничения.
1 Область применения и распространения
Настоящий стандарт устанавливает требования к отверткам, используемым в ортопедической хирургии для установки и удаления винтов для остеосинтеза по ИСО 9268 с одним шлицем, с крестообразным шлицем и крестообразным углублением в головке.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты:
ИСО 683-13:1986 Сталь термообработанная, легированная и быстрорежущая. Часть 13: Сталь кованая нержавеющая*
________________
* Отменен. На территории Российской Федерации действует ГОСТ 5632-72 (здесь и далее).
ИСО 2380-1:1997 Лезвия отверток для винтов со шлицем в головке
ИСО 5832-5:1993 Имплантаты для хирургии. Металлические материалы. Часть 5. Пластичный кобальт-хром-вольфрамо-никелевый сплав
ИСО 6508:1986 Материалы металлические. Определение твердости по Роквеллу (шкалы А-В-С-D-Е-F-G-Н-К)*
________________
* В настоящее время - в стадии разработки (пересмотр ИСО 80:1968 (отчет) и ИСО 2713:1973).
ИСО 9268:1988 Имплантаты в хирургии. Металлические винты для скрепления отломков кости. Размеры. Винты с конической опорной поверхностью*
________________
* В настоящее время - в стадии разработки; отменит и заменит проект международного стандарта ИСО 5835-3 и ИСО 5835-4:1983 (см. приложение А).
3.1 Отвертки для винтов с одним шлицем
3.1.1 Ручные отвертки
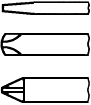
Ручные отвертки для винтов с одним шлицем должны иметь рабочую часть, как показано на рисунке 1, и размеры в соответствии с таблицей 1, или иметь рабочую часть в соответствии 3.1.2.

1 - вершина; 2 - скос
Рисунок 1 - Рабочая часть ручной отвертки для винтов с одним шлицем
Таблица 1 - Размеры рабочих частей отверток в миллиметрах
|
Рабочая часть отверток |
Типоразмер винтов по ИСО 9268 | |
|
Толщина |
Ширина |
|
|
1,1 |
4,8 |
НС 2,9 |
|
1,1 |
5,6 |
НС 3,5; НС 3,9; НС 4,2; HD 4; HD 4,5 |
3.1.2 Машинные отвертки
Машинные отвертки для винтов с одним шлицем должны иметь рабочую часть, как показано на рисунке 2, и размеры в соответствии с таблицей 1.

Рисунок 2 - Машинные отвертки для винтов с одним шлицем
3.2 Отвертки для винтов с крестообразным шлицем
Отвертки для винтов с крестообразным шлицем должны иметь рабочую часть, как показано на рисунке 3, и размеры в соответствии с таблицей 1.
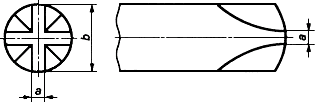
Рисунок 3 - Отвертки для винтов с крестообразным шлицем
3.3 Отвертки для винтов с крестообразным углублением в головке*
________________
* Эти винты известны как "модифицированные" винты Филипса.
Отвертки для винтов с крестообразным углублением в головке должны иметь рабочую часть и размеры в соответствии с рисунком 4.
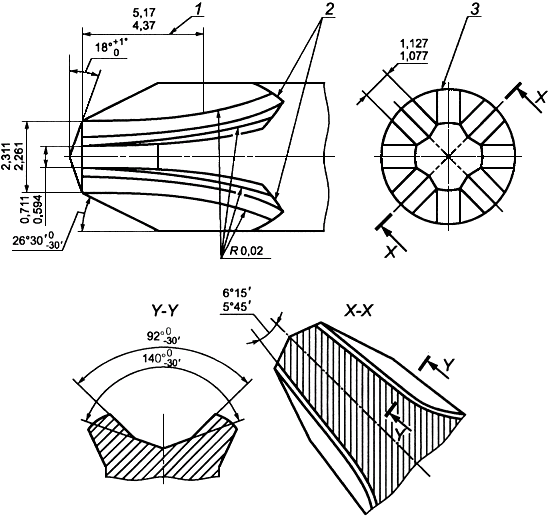
1 - минимальная длина рабочей части; 2 - выемка канавок
(зависит от способа изготовления); 3 - четыре канавки под углом 90°
Рисунок 4 - Отвертки для винтов с крестообразным углублением в головке
4 Материалы и классы
Рабочие части отверток должны быть изготовлены из следующих металлов:
а) мартенситная нержавеющая сталь (например классов 5, 6 или 6а по ИСО 683-13);
б) пластичный кобальт-хром-вольфрамо-никелевый сплав в соответствии с ИСО 5832-5.
5 Требования к техническим характеристикам
5.1 Твердость
Твердость, измеренная по Роквеллу, должна быть в пределах значений, приведенных в таблице 2, при проведении измерений в соответствии со стандартами серии ИСО 6508.
Таблица 2 - Твердость рабочих частей отверток
|
Материал |
Твердость по Роквеллу, HRC |
|
Нержавеющая сталь |
48-50 |
|
Пластичный кобальт-хром-вольфрамо-никелевый сплав |
48-50 |
5.2 Испытание крутящим моментом
5.2.1 Отвертки для винтов с одним шлицем
Рабочую часть отвертки подвергают испытаниям, а стержень по всей длине испытывают крутящим моментом в соответствии с ИСО 2380-1.
5.2.2 Отвертки для винтов с крестообразным шлицем
Рабочую часть отвертки подвергают испытанию по 5.2.1, при этом тестовый диск для проведения испытаний должен иметь два шлица, пересекающихся под прямым углом. Размеры и допуски на шлицы и характеристики тестового диска должны соответствовать ИСО 2380-1.
5.2.3 Отвертки для винтов с крестообразным углублением в головке
Отвертка для винтов с крестообразным углублением в головке должна соответствовать условиям испытаний по 5.2.3.1 и 5.2.3.2.
Примечание - Испытания проводят в два этапа, на первом этапе (5.2.3.1) испытанию подвергают рабочую часть или стержень отвертки, исключая ручку. На втором этапе (5.2.3.2) испытанию подвергают ручку, к которой в этом случае прикладывают крутящий момент, проверяя надежность соединения стержня отвертки с ее ручкой.
5.2.3.1 Испытание рабочей части отвертки
Зажимают рабочую часть отвертки или хвостовик в тисках на задней бабке устройства для испытания крутящим моментом (см. рисунок 5).
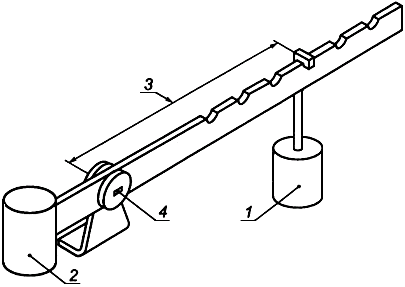
1 - груз; 2 - противовес для баланса массы коромысла; 3 - расстояние от оси
вращения до центра груза; 4 - расположение блока, через который прикладывается
нагрузка при испытании (шлицы по обе стороны от оси вращения)
Рисунок 5 - Схема действия устройства для проведения испытания крутящим моментом
В переднюю бабку устройства устанавливают тестовый диск, показанный на рисунке 6.

1 - номер и тип рабочей части отвертки отмечают на диске; 2 - форма выемки (выемка N 2)
должна соответствовать размерам наконечника отвертки; 3 - раззенкованная часть должна
соответствовать размерам наконечника отвертки
Рисунок 6 - Тестовый диск для проведения испытания крутящим моментом
отвертки для винтов с крестообразным углублением в головке
Прикладывают крутящий момент 9,7 Н·м.
При испытании минимальным крутящим моментом в отвертке не должны появляться трещины, разрывы или необратимые деформации.
5.2.3.2 Испытание соединения стержня отвертки с ручкой
После проведения испытания рабочей части отвертки в соответствии с 5.2.3.1 стержень отвертки устанавливают в устройство для проведения испытания крутящим моментом и проводят проверку прочности его соединения с ручкой отвертки.
К рукоятке отвертки прикладывают крутящий момент не более 9,7 Н·м.
После приложения крутящего момента не должно появляться признаков ослабления крепления стержня отвертки в ее рукоятке либо каких-либо других дефектов.
Примечание - Форма и наружные размеры тестового диска должны соответствовать используемому испытательному устройству (см. рисунок 5).
6 Маркировка
Отвертка должна иметь постоянные и четкие маркировки, содержащие:
a) размер винта (код и диаметр резьбы) в соответствии с ИСО 9268;
b) наименование изготовителя или торговую марку;
c) обозначение настоящего стандарта (если есть место);
d) материал, из которого изготовлена отвертка (если есть место).
Приложение А
(справочное)
Взаимосвязь международных стандартов на винты и металлические пластинки
для скрепления отломков кости и необходимые для этого инструменты*
________________
* Приложение А не является неотъемлемой частью стандарта.
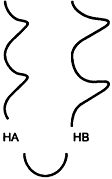
Серия международных стандартов на винты и металлические пластинки для скрепления отломков кости и необходимые для этого инструменты разделена на две параллельных серии. Основанием явилось большое различие в форме резьбы винтов для скрепления отломков кости (типы винтов НА и НВ противопоставляются типам винтов НС и HD).
Взаимосвязь между международными стандартами на винты, пластинки и инструменты, входящими в две параллельные серии международных стандартов, представлена в таблице А.1.
Таблица А.1
|
Винты |
Резьба |
|
| ||
|
|
Опорная поверхность головки |
Сферическая резьба |
Коническая резьба по ИСО 9268 | ||
|
Соединение для передачи крутящего момента |
|
|
|
| |
|
|
Механические требования |
ИСО 6475 |
Находится в стадии подготовки | ||
|
|
Отверстия и шлицы |
По ИСО 5836 |
По ИСО 9269 | ||
|
Пластины |
Механические требования |
По ИСО 9585 [8] |
По ИСО 9585 [8] | ||
|
Инструменты для передачи момента |
Ключи и отвертки |
|
| ||
|
| |||||

Приложение В
(справочное)
Сведения о соответствии национальных стандартов
Российской Федерации ссылочным международным стандартам
Таблица В.1
|
Обозначение ссылочного международного стандарта |
Обозначение и наименование соответствующего национального стандарта |
|
ИСО 683-13:1986 |
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие и жаропрочные. Марки |
|
ИСО 2380-1:1989 |
ГОСТ 19126-79 Инструменты медицинские металлические. Общие технические условия |
|
ИСО 5832-5:1993 |
* |
|
ИСО 6508:1986 |
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу |
|
ИСО 9268:1988 |
* |
|
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |
Библиография
|
[1] |
ИСО 5835:1991 |
Имплантаты для хирургии. Металлические винты для скрепления отломков кости с внутренним шестигранником под ключ. Сферическая опорная поверхность головки. Размеры |
|
(ISO 5835:1991) |
(Implants for surgery. Metal bone screws with hexagonal drive connection. Spherical under-surface of head. Dimensions) | |
|
[2] |
ИСО 5836:1988 |
Имплантаты для хирургии. Металлические пластинки для скрепления отломков кости. Отверстия под винты с асимметричной резьбой и сферической опорной поверхностью |
|
(ISO 5836:1988) |
(Implants for surgery. Metal bone plates. Holes corresponding to screws with asymmetrical thread and spherical under-surface) | |
|
[3] ИСО 6475:1989 |
Имплантаты для хирургии. Металлические винты для скрепления отломков кости с асимметричной резьбой и сферической опорной поверхностью. Требования к механическим свойствам и методы испытаний | |
|
(ISO 6475:1989) |
(Implants for surgery. Metal bone screws with asymmetrical thread and spherical under-surface. Mechanical requirements and test) | |
|
[4] |
ИСО 8319-1:1998 |
Инструменты ортопедические. Осуществление соединений. Часть 1. Ключи для винтов с шестигранным углублением в головке |
|
(ISO 8319-1:1998) |
(Orthopedic instruments. Drive connections. Part 1. Keys for use with screws with hexagon socket heads) | |
|
[5] |
ИСО 8319-2:1998 |
Отвертки для винтов с одним шлицем, с крестообразным шлицем и крестообразным углублением в головке |
|
(ISO 8319-2:1998) |
(Orthopaedic instruments. Drive connections. Part 2: Screwdrivers for single slot head screws, screws with cruciate slot and cross-recessed head screws) | |
|
[6] |
ИСО 9268:1988 |
Имплантаты для хирургии. Металлические винты для скрепления отломков кости с конической опорной поверхностью головки. Размеры |
|
(ISO 9268:1988) |
(Implants for surgery. Metal bone screws with conical under-surface of head. Dimensions) | |
|
[7] |
ИСО 9269:1988 |
Имплантаты для хирургии. Металлические пластинки для скрепления отломков кости. Отверстия и пазы для винтов с конической опорной поверхностью головки |
|
(ISO 9269:1988) |
(Implants for surgery. Metal bone plates. Holes and slots corresponding to screws with conical under-surface) | |
|
[8] |
ИСО 9585:1990 |
Имплантаты для хирургии. Метод испытания сопротивления изгибу и прочности металлических пластинок для скрепления отломков кости |
|
(ISO 9585:1990) |
(Implants for surgery. Method for testing bending strength and stiffness of bone plates) |
Текст документа сверен по:
официальное издание
М.: Стандартинформ, 2006