ГОСТ 23693-79*
Группа Т53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ТРУБ С ТРУБНЫМИ РЕШЕТКАМИ
И КОЛЛЕКТОРАМИ ТЕПЛООБМЕННЫХ АППАРАТОВ
Требования к типовому технологическому процессу закрепления труб
энергией взрыва взрывчатых веществ
Joints of tubes with tube-plates and collectors of heat exchangers.
Requirements for typical technology of making tube to tube-plate joints
by means of explosion energy of explosives
ОКП 11 600
Постановлением Государственного комитета СССР по стандартам от 7 июня 1979 года N 2071 срок введения установлен с 01.01.81
ПРОВЕРЕН в 1985 году Постановлением Госстандарта от 14.11.85 N 3605 срок действия продлен до 01.01.88**
________________
** Ограничение срока действия снято по протоколу N 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - Примечание .
* ПЕРЕИЗДАНИЕ (сентябрь 1986 года) с Изменением N 1, утвержденным в ноябре 1985 года (ИУС 2-86).
Настоящий стандарт распространяется на технологический процесс закрепления труб в трубных решетках и коллекторах теплообменных аппаратов с применением запрессовки труб энергией взрыва взрывчатых веществ, а также устанавливает общие требования к технологическому процессу изготовления и ремонту.
Стандарт не распространяется на монтажные и строительные работы.
1. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКОМУ ПРОЦЕССУ
1.1. Общие требования
1.1.1. С применением энергии взрыва взрывчатых веществ в соответствии с ГОСТ 23691-79 допускается выполнять соединения трех типов:
I -прессовые;
II - комбинированные, получаемые запрессовкой труб в трубной решетке в сочетании со сваркой их концов, осуществляемой до или после запрессовки;
III - комбинированные, получаемые запрессовкой труб в трубной решетке с использованием энергии взрыва взрывчатых веществ или энергии электрического взрыва проводников в сочетании с механическими способами развальцовкой труб до или после запрессовки.
1.1.2. Запрессовка труб взрывом взрывчатых веществ должна производиться в специальном помещении (взрывной камере) или на открытом полигоне с применением взрывных патронов или электродетонаторов, вставляемых в концы закрепляемых труб (см. черт.1 и 2).
Схема установки взрывных патронов (электродетонаторов) в трубах
при последовательном соединении проводников
1 - взрывной патрон (электродетонатор) промышленной поставки; 2 - концевые проводники патрона;
3 - труба; 4 - трубная решетка
Черт.1
Схемы соединения зарядов взрывчатых веществ с подрывом через детонирующий шнур
строчечная
пучковая
1 - детонирующий шнур; 2 - электродетонатор; 3 - корпус патрона (центрирующая втулка);
4 - труба; 5 - трубная решетка; 6 - заряд взрывчатого вещества
Черт.2
1.1.1, 1.1.2. (Измененная редакция, Изм. N 1).
1.1.3. Предприятие - изготовитель теплообменного аппарата на процесс закрепления труб в трубных решетках с использованием энергии взрыва взрывчатых веществ должно разрабатывать документацию, указанную ниже:
технологическую инструкцию на закрепление труб взрывом или рабочий технологический процесс с картограммой, в которой должны быть указаны порядок и число одновременно запрессовываемых взрывом труб, согласованные с базовым предприятием отрасли (ведомства);
инструкцию по требованиям безопасности при закреплении труб взрывом, утвержденную в установленном порядке.
1.1.4. При закреплении труб взрывом температура изделия должна быть не ниже 0 °С.
В случае запрессовки труб в трубных решетках, выполненных из сталей с повышенной склонностью к хрупкому разрушению, необходимо подогревать трубные решетки в соответствии с требованиями технических условий на заготовки трубных решеток. При этом температура подогрева трубных решеток не должна превышать 90 °С.
Температуру подогрева трубных решеток рассчитывают по формуле
 , (1)
, (1)
где  - критическая температура хрупкости, которая должна быть указана в технических условиях или сертификатах на поставку заготовок трубных решеток, °С.
- критическая температура хрупкости, которая должна быть указана в технических условиях или сертификатах на поставку заготовок трубных решеток, °С.
1.1.5. При запрессовке труб взрывными патронами с индивидуальными электродетонаторами патроны должны быть скомплектованы на группы таким образом, чтобы отклонения сопротивления мостиков накаливания в каждой группе не превышали ±1 Ом.
1.1.6. Число одновременно взрываемых патронов должно быть установлено в зависимости от технологического процесса закрепления труб, но не должно превышать 400 шт. за один взрыв в одной трубной решетке.
1.1.7. При установке взрывных патронов в концы запрессовываемых труб и при их подрыве должны учитываться следующие требования:
взрывные патроны устанавливать последовательными рядами, группами или по кольцу;
взрывные патроны или детонирующие шнуры зарядов соединять по одной из схем, приведенных на черт.1 и 2;
концы проводов электродетонаторов взрывных патронов соединять по последовательной схеме, при этом величина тока, проходящего через каждый электродетонатор, не должна быть меньше паспортных значений;
величину проходящего через электродетонатор или группу электродетонаторов тока при последовательном соединении следует определять по формуле
 , (2)
, (2)
где  - ток, А;
- ток, А;
 - напряжение источника тока, В;
- напряжение источника тока, В;
 - сопротивление мостика накаливания электродетонатора, Ом;
- сопротивление мостика накаливания электродетонатора, Ом;
 - сопротивление соединительных и магистральных проводов, Ом;
- сопротивление соединительных и магистральных проводов, Ом;
 - число электродетонаторов;
- число электродетонаторов;
допускается установка и подрыв зарядов одновременно в двух трубных решетках, при этом установка и подрыв зарядов одновременно в обоих концах одной трубы не допускается;
патроны должны входить в концы труб под действием легкого нажима рукой, не допускается применять большие усилия;
диаметральный зазор между внутренней поверхностью трубы и наружной поверхностью патрона не должен превышать (0,01-0,06)  , где - внутренний диаметр трубы, мм;
, где - внутренний диаметр трубы, мм;
для предотвращения раздутия трубы конец рабочей части заряда взрывчатых веществ не должен доходить до внутреннего торца трубной решетки или коллектора на расстояние 3-8 мм;
зазор между упорным буртиком патрона и сварным швом (выступающим концом трубы) или плоскостью трубной решетки не должен превышать 1 мм;
при подрыве зарядов детонирующим шнуром прямой участок шнура на выходе из патрона должен быть не менее 30 мм, а электродетонатор должен быть помещен в защитное приспособление, препятствующее разлету осколков корпуса детонатора при взрыве;
при соединении детонирующих шнуров друг с другом не допускаются резкие перегибы и перекрестные соединения, участки контакта шнуров друг с другом должны быть прямыми и иметь размер 30-40 мм.
(Измененная редакция, Изм. N 1).
1.2. Требования к выполнению соединений
1.2.1. Последовательность операций при соединении концов труб сваркой с трубной решеткой до взрыва изложена ниже. При этом следует:
1.2.1.1. Собрать трубы с трубными решетками, произвести сварку концов труб с трубными решетками и контроль сварных швов в соответствии с действующим на предприятии технологическим процессом, правилами контроля и требованиями рабочего чертежа.
1.2.1.2. Проверить калибром внутренний диаметр сварных швов. В случае необходимости удалить наплывы со сварных швов.
Величина наплыва сварного шва внутри трубы перед запрессовкой должна быть:
не более 0,3 мм на диаметр для труб наружным диаметром до 15 мм;
не более 0,6 мм на диаметр для труб наружным диаметром свыше 15 мм.
1.2.1.3. Подготовить теплообменный аппарат к проведению взрывных работ. Очистить концы труб на длине запрессовки от стружки, пыли и влаги.
Составить акт о готовности теплообменного аппарата к проведению работ (рекомендуемое приложение 2).
1.2.1.4. Установить теплообменный аппарат на платформе во взрывной камере или на открытой площадке полигона.
1.2.1.5. Осуществить подогрев трубных решеток теплообменного аппарата (в случае необходимости) в соответствии с требованиями п.1.1.4.
1.2.1.6. Вставить взрывные патроны в концы труб и соединить электропровода патронов или концы детонирующего шнура между собой в соответствии с требованиями пп.1.1.5-1.1.7.
1.2.1.7. В случае подрыва взрывных патронов детонирующим шнуром подсоединить к нему электродетонатор и поместить электродетонатор в защитное приспособление.
1.2.1.8. Соединить концы проводов взрывных патронов или электродетонатора с магистральными проводами взрывной сети.
1.2.1.9. Обслуживающему персоналу выйти из взрывной камеры в безопасное место (укрытие).
1.2.1.10. Подсоединить провода магистральной взрывной сети к взрывной машинке или к источнику питания.
1.2.1.11. Подать сигнал о взрыве и подорвать взрывные патроны.
1.2.1.12. Провентилировать помещение.
1.2.1.13. Отметить в картограмме трубы, в которых были установлены и взорваны патроны.
1.2.1.14. Произвести запрессовку остальных труб в соответствии с картограммой в последовательности, изложенной в пп.1.2.1.6-1.2.1.13.
1.2.1.15. При обнаружении в трубах несдетонированных зарядов следует удалить их, соблюдая меры предосторожности, и уничтожить, взорвав в безопасном месте.
1.2.1.16. Произвести запрессовку труб, в которых отказали заряды взрывчатых веществ, единичными взрывными патронами по принятой на предприятии технологии или подвальцовку гидростатическим давлением.
(Измененная редакция, Изм. N 1).
1.2.1.17. Одновременно с операцией запрессовки труб в теплообменном аппарате следует провести запрессовку труб в образцах-свидетелях и заполнить соответствующие акты (рекомендуемое приложение 3).
Запрессовка труб в образцах-свидетелях должна проводиться равными частями в начале, середине и конце процесса запрессовки в штатном изделии в количестве, указанном в ГОСТ 21691-79.
1.2.1.18. После запрессовки труб необходимо удалить продукты взрыва с поверхностей трубных решеток и труб.
Очистка может быть произведена промывкой горячей водой, пыжеванием тампонами, смоченными в ацетоне, или другими способами, принятыми на предприятии - изготовителе теплообменного оборудования.
1.2.1.19. Произвести контроль и испытания соединений труб с трубной решеткой в соответствии с требованиями рабочего чертежа теплообменного аппарата и технологии (или инструкции) закрепления труб.
1.2.1.20. Составить акты по результатам закрепления труб и испытания соединений (рекомендуемые приложения 4 и 5).
1.2.2. Последовательность операций соединения без сварки труб или со сваркой концов труб с трубной решеткой после запрессовки взрывом изложена ниже.
При этом следует:
1.2.2.1. Перед запрессовкой взрывом выполнить одну из операций:
установить фальштрубную решетку и приварить к ней концы труб;
предварительно приварить концы труб к технологическому припуску трубной решетки;
развальцевать концы труб механической вальцовкой на длину 5 мм и более до выбора зазора (только для соединений типа 1), а для соединений типа III произвести подвальцовку труб механическими способами (механической вальцовкой, гидростатическим давлением и другими).
(Измененная редакция, Изм. N 1).
1.2.2.2. Фальштрубная решетка, представляющая собой металлический диск, с отверстиями под установку труб, просверленными в соответствии с разбивкой штатной трубной решетки, выбирается такой толщины, чтобы исключить ее коробление при сварке концов труб.
1.2.2.3. Величина технологического припуска трубной решетки должна быть установлена в технологической инструкции или технологией закрепления труб и должна быть не менее 3 мм.
1.2.2.4. После выполнения одной из операций, указанных в п.1.2.2.1, необходимо произвести запрессовку труб в последовательности, изложенной в пп.1.2.1.2-1.2.1.18.
1.2.2.5. Удалить сварные швы на фальштрубной решетке или технологический припуск на штатной трубной решетке механической обработкой торца или сверлением концов труб без применения смазочных или охлаждающих жидкостей.
1.2.2.6. Произвести испытания соединений на плотность в соответствии с п.1.2.1.19 и устранить обнаруженные неплотности в соединениях:
механическими способами без смазки;
повторной запрессовкой взрывными патронами по принятой технологии (только для соединений типа I и типа III).
(Измененная редакция, Изм. N 1).
1.2.2.7. Удалить фальштрубную решетку, выполнить сварку концов труб со штатными трубными решетками и проконтролировать сварные швы и полученные соединения в соответствии с пп.1.2.1.1 и 1.2.1.19.
1.2.2.8. Составить акты о результатах закрепления труб и испытаний соединений (рекомендуемые приложения 4 и 5).
1.3. Требования безопасности
1.3.1. Организация и проведение запрессовки труб взрывом должны проводиться в полном соответствии с требованиями настоящего стандарта, ГОСТ 12.3.002-75, ГОСТ 12.1.010-76, "Едиными правилами безопасности при взрывных работах" и "Типовой инструкцией по безопасности при металлообработке с использованием энергии взрыва", утвержденными Госгортехнадзором СССР.
1.3.2. Предприятие-изготовитель теплообменных аппаратов обязано составить инструкции по безопасности труда при запрессовке труб взрывом с учетом общих требований безопасности, технологических особенностей процесса, местных производственных условий и обеспечить систематический контроль за их исполнением.
1.3.3. Инструкция по безопасности труда должна включать организацию и выполнение работ по подготовке взрывных патронов (зарядов), порядок проведения взрывов, правила хранения, использования и учета взрывчатых материалов, допуска к работе обслуживающего персонала, меры пожарной безопасности, а также требования к территории взрывного участка, устройству зданий и помещений, блокировке, отоплению, вентиляции, очистным устройствам и оборудованию.
1.3.4. При производстве взрывных работ с применением взрывчатых материалов должен быть назначен приказом по предприятию руководитель взрывных работ, имеющий право руководства или право ответственного ведения взрывных работ.
1.3.5. Из числа технического персонала цеха предприятия приказом по цеху назначается ответственный за проведение взрывных работ, имеющий право руководства или ответственного ведения взрывных работ, который должен нести ответственность за подготовку теплообменного аппарата к закреплению труб, за техническую готовность взрывного участка, за изготовление и сборку зарядов и предъявление выполненных соединений труб представителям ОТК.
1.3.6. Персонал, участвующий в проведении запрессовки взрывом, должен иметь "Единую книжку взрывника" и быть ознакомлен с инструкцией по безопасному ведению взрывных работ с соответствующим оформлением в журнале инструктажа.
1.3.7. Для вспомогательных работ при креплении труб взрывом допускаются лица, не имеющие "Единой книжки взрывника", но прошедшие инструктаж по специальной инструкции.
(Измененная редакция, Изм. N 1).
1.3.8. Запрессовка труб взрывом должна производиться на специальном участке с обязательным удалением из воздушной среды продуктов взрыва и обезжиривающих композиций при помощи приточно-вытяжной вентиляции. Допускаемые уровни звукового давления на рабочих местах не должны превышать значений, установленных ГОСТ 12.1.003-83. Сигнальные цвета и знаки безопасности помещений и оборудования должны соответствовать ГОСТ 12.4.026-76*.
_______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001. - Примечание .
1.3.9. При выполнении взрывных работ не допускается:
ронять взрывные патроны;
ударять по гильзе;
выдергивать провода из корпуса патрона.
1.3.10. Взрывные патроны к месту взрывных работ следует переносить в сумках-кассетах, в соответствии с правилами Госгортехнадзора СССР.
1.3.11. При соединении патронов в группы, места соединений должны быть зачищены, а затем надежно изолированы.
1.3.12. В случае отказа взрывной патрон из трубы следует удалять за бурт корпуса.
1.3.13. Не допускается разматывать провода после установки патрона в трубе.
1.3.14. Дефектный взрывной патрон уничтожается без вскрытия.
1.3.15. Гидравлические испытания соединений следует проводить в соответствии с "Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением*", утвержденных Госгортехнадзором СССР в 1970 г., "Правилами устройства и безопасной эксплуатации оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок", утвержденных Госгортехнадзором СССР в 1973 г., "Правилами Регистра СССР" и действующих стандартов на гидравлические испытания теплообменных аппаратов.
____________________
* На территории Российской Федерации действуют ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением", утвержденные постановлением Госгортехнадзора от 11.06.2003 N 81. - Примечание .
1.3.16. Работы с применением обезжиривающих жидкостей допускается производить по специальному разрешению (по установленной форме) местного пожарного надзора и ответственного лица за работу на данном участке.
1.3.17. Концы труб перед сборкой с трубной решеткой должны быть обезжирены спиртом или ацетоном. К работе допускаются лица, прошедшие специальный инструктаж и соблюдающие следующие требования:
исполнителям должны быть выданы специальные небьющиеся флаконы емкостью не более 200 мл с резиновой грушей для принудительного смачивания тампона;
заправка флаконов с обезжиривающей жидкостью должна производиться в местах хранения флаконов или в вытяжном шкафу;
использованные тампоны, пропитанные обезжиривающей жидкостью, должны убираться в наполненные до половины водой сосуды с закрывающейся крышкой; выбрасывать использованные тампоны на пол и другие места помещения запрещается;
сосуды с обезжиривающей жидкостью должны храниться в отдельном помещении.
2. ТЕХНОЛОГИЧЕСКИЕ УКАЗАНИЯ ПРИ РЕМОНТЕ СОЕДИНЕНИЙ
2.1. Порядок ремонта соединений, вышедших из строя, устанавливается предприятием-изготовителем или предприятием-потребителем и согласовывается с разработчиком теплообменного аппарата.
2.2. Соединения труб с трубными решетками следует ремонтировать одним из следующих методов:
запрессовкой текущих соединений взрывом единичными взрывными патронами;
подвальцовкой механическими способами;
заменой труб с последующим закреплением их по принятой технологии;
глушением соединений специальными заглушками.
(Измененная редакция, Изм. N 1).
2.3. Подвальцовку соединений механическими вальцовками следует производить до сварки труб с трубной решеткой. При этом подвальцовка труб должна производиться без смазки.
2.4. Удаление трубы, подлежащей замене, должно производиться по специально разработанной технологии, согласованной с разработчиком теплообменного аппарата. Технология разрабатывается предприятием, производящим ремонт соединений.
2.5. Запрессовку вновь установленной трубы и контроль качества полученного соединения необходимо осуществлять по вновь разработанной технологии с учетом требований настоящего стандарта.
2.6. Глушение труб должно осуществляться специальными заглушками, конструкция которых зависит от типоразмеров труб и выбирается в каждом конкретном случае в рабочем порядке в процессе ремонта.
2.7. Требования к оборудованию и взрывным патронам для запрессовки труб помещены в рекомендуемом приложении 1.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБЩИЕ ТРЕБОВАНИЯ К ВЗРЫВНЫМ ПАТРОНАМ
Запрессовку труб энергией взрыва взрывчатых веществ необходимо применять в следующих случаях:
при неограниченной толщине трубной решетки (свыше 120 мм);
при повышенных требованиях к плотности и прочности закреплений;
при повышенных требованиях к внутренней поверхности трубы (отсутствие прижогов, напылений).
1. Для запрессовки труб энергией взрыва взрывчатых веществ следует использовать взрывные патроны, поставляемые по техническим условиям специализированными предприятиями или изготавливаемыми предприятиями - изготовителями теплообменных аппаратов из промышленных взрывчатых материалов по инструкциям (чертежам), согласованным с базовым предприятием отрасли (ведомства) по взрывной обработке металлов.
2. Взрывные патроны должны удовлетворять следующим основным требованиям:
быть простыми и дешевыми в изготовлении, удобными в работе;
быть безопасными при транспортировании и обращении, не должны бояться ударов и толчков, при падении с высоты 3 м не должны самопроизвольно взрываться;
точно фиксироваться в трубе на заданную длину;
обладать устойчивой детонацией при инициировании;
стабильно срабатывать и не терять своих свойств при температуре от минус 25° до плюс 70 °С;
обеспечивать заданную степень запрессовки труб.
3. Материалы и полуфабрикаты, применяемые для изготовления патронов, должны соответствовать требованиям действующих стандартов и иметь документы, удостоверяющие их качество.
4. У патронов промышленной поставки безопасный ток (верхний предел постоянного тока, который протекая через заряд в течение 5 мин, не вызывает его срабатывания) должен быть 1,0 А.
5. Обрывы мостиков накаливания, короткие замыкания и "блуждающие" сопротивления не допускаются.
6. Электровоспламенитель и снаряженная гильза должны быть прочно соединены между собой. При подвешивании к проводам груза 3 кгс в течение 5 мин, электровоспламенитель не должен отсоединяться от гильзы, а провода не должны выдергиваться из пластмассовой пробки.
7. Срок хранения патронов промышленной поставки должен быть не менее двух лет, а патронов, изготовляемых предприятиями - изготовителями теплообменных аппаратов, не менее одного месяца.
8. При выборе конструкции взрывного патрона необходимо учитывать следующее:
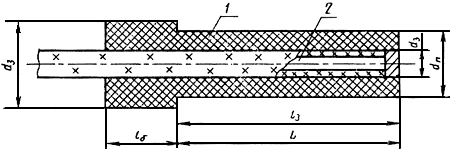
взрывные патроны промышленной поставки (черт.1) следует применять для выполнения соединений при серийном и мелкосерийном производствах теплообменных аппаратов;
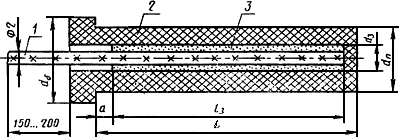
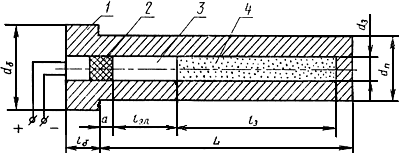
взрывные патроны с детонирующим шнуром и рабочим зарядом пластичных взрывчатых веществ (черт.2, 3) следует применять при выполнении соединений труб с наружным диаметром  12 мм при отсутствии патронов промышленной поставки;
12 мм при отсутствии патронов промышленной поставки;
взрывные патроны с индивидуальным малогабаритным электродетонатором (черт.4) следует применять при отработке режимов запрессовки в лабораторных условиях и в производственных условиях при единичном производстве теплообменных аппаратов.
Взрывной патрон (электродетонатор) промышленной поставки

1 - концевые провода; 2 - втулка электрозапала; 3 - первичное (инициирующее) взрывчатое вещество;
4 - корпус патрона (центрирующая втулка); 5 - вторичное взрывчатое вещество (рабочий заряд)
Черт.1
Взрывной патрон с детонирующим шнуром
1 - корпус (центрирующая втулка); 2 - детонирующий шнур
Черт.2
Взрывной патрон с пластичным взрывчатым веществом
1 - шнуровое пластичное взрывчатое вещество; 2 - корпус патрона (центрирующая втулка);
3 - пластичное взрывчатое вещество
Черт.3
Взрывной патрон с индивидуальным электродетонатором
1 - корпус патрона (центрирующая втулка); 2 - клей; 3 - электродетонатор типа ЭД-05-9;
4 - основной заряд взрывчатого вещества
Черт.4
9. Основными элементами взрывного патрона являются:
корпус патрона (центрирующая втулка);
основной (рабочий) заряд взрывчатого вещества;
инициирующий заряд взрывчатого вещества (инициатор).
10. Корпус взрывного патрона служит для размещения основного заряда взрывчатого вещества и инициатора, центрирования в трубе и является средой, передающей ударные волны при взрыве заряда на стенку трубы.
Конструкция корпуса взрывного патрона зависит от материала, применяемого для его изготовления, и конструктивных особенностей узла труба - трубная решетка (типа сварного шва трубы с трубной решеткой, наличия разгрузочной канавки, выступания трубы над трубной решеткой).
11. Основные размеры корпуса патрона следует определять по формулам
 , (1)
, (1) , (2)
, (2)
где  - толщина стенки трубы, мм;
- толщина стенки трубы, мм;
 - наружный диаметр упорного буртика корпуса патрона, мм;
- наружный диаметр упорного буртика корпуса патрона, мм;
 - наружный диаметр рабочей части корпуса патрона, мм;
- наружный диаметр рабочей части корпуса патрона, мм;
- внутренний диаметр трубы, мм;
 - наружный диаметр трубы, мм.
- наружный диаметр трубы, мм.
12. При определении наружного диаметра патрона следует учитывать предельные отклонения внутреннего диаметра труб .
С целью обеспечения диаметрального зазора между внутренней поверхностью трубы и наружной поверхностью патрона в пределах от 0,01 до 0,05 следует изготовлять для каждого номинального размера запрессовываемых труб по 2-3 группы корпусов патронов.
Каждая группа патронов должна иметь маркировку или метку определенного цвета на упорном буртике втулки, нанесенную краской в виде полосы шириной от 4 до 10 мм.
13. Рабочая длина корпуса патрона  должна быть меньше длины запрессовки на величину от 20 до 30% наружного диаметра трубы.
должна быть меньше длины запрессовки на величину от 20 до 30% наружного диаметра трубы.
14. Расстояние  от упорного буртика корпуса патрона до рабочего заряда взрывчатого вещества следует определять в зависимости от допустимой деформации выступающего за трубную решетку конца трубы или сварного шва опытным путем.
от упорного буртика корпуса патрона до рабочего заряда взрывчатого вещества следует определять в зависимости от допустимой деформации выступающего за трубную решетку конца трубы или сварного шва опытным путем.
15. Для изготовления корпусов патронов следует применять: полиэтилен высокого давления марки 10802-020 по ГОСТ 16337-77; винипласт стержневой по ГОСТ 9639-71; техническую резину по ГОСТ 2631-79.
16. Корпуса патронов следует изготовлять методом отливки в пресс-формах или путем механической обработки заготовок на токарном станке.
17. Параметр шероховатости поверхности корпуса патрона по ГОСТ 2789-73 должен быть  40 мкм.
40 мкм.
18. На рабочей части корпуса патрона не допускаются сквозные свищи, раковины и трещины.
19. В качестве основного заряда при изготовлении взрывных патронов следует применять насыпные, прессованные и пластичные бризантные взрывчатые вещества, а также детонирующие шнуры и электродетонаторы.
20. Массу основного заряда взрывчатого вещества в кг следует определять по формуле
 , (3)
, (3)
где  ; (4)
; (4)
 , (5)
, (5) , (6)
, (6)
 , (7)
, (7) , (8)
, (8) , (10)*
, (10)*
________________
* Формула 9. (Исключена, Изм. N 1).
 , (11)*
, (11)*
______________
* Формула 11 соответствует оригиналу. - Примечание .
 , (12)
, (12) ; (13)
; (13)
где  - масса основного заряда взрывчатого вещества, кг;
- масса основного заряда взрывчатого вещества, кг;
 - удельная масса основного заряда, кг/м;
- удельная масса основного заряда, кг/м;
- длина соединения трубы в трубной решетке, м;
 - коэффициент передающей среды, принимается из табл.1;
- коэффициент передающей среды, принимается из табл.1;
 - коэффициент, учитывающий влияние межтрубных перемычек, определяется по графику черт.5;
- коэффициент, учитывающий влияние межтрубных перемычек, определяется по графику черт.5;
 - удельная работа, необходимая для деформации единицы трубы, определяется по формуле (5), Дж/м;
- удельная работа, необходимая для деформации единицы трубы, определяется по формуле (5), Дж/м;
 - удельная работа, необходимая для деформации единицы длины трубной решетки, определяется по формуле (6), Дж/м;
- удельная работа, необходимая для деформации единицы длины трубной решетки, определяется по формуле (6), Дж/м;
 - коэффициент полезного действия взрыва, в процентах, определяется из табл.2;
- коэффициент полезного действия взрыва, в процентах, определяется из табл.2;
 - теплота взрыва заряда взрывчатого вещества, выбирают по табл.3 ккал/кг;
- теплота взрыва заряда взрывчатого вещества, выбирают по табл.3 ккал/кг;
 - относительная тангенциальная деформация трубы при запрессовке взрывом;
- относительная тангенциальная деформация трубы при запрессовке взрывом;
 - величина перемещения стенки трубы после соприкосновения ее с поверхностью отверстия трубной решетки, м;
- величина перемещения стенки трубы после соприкосновения ее с поверхностью отверстия трубной решетки, м;
 - степень запрессовки трубы с трубной решеткой в процентах, определяется по формуле (12);
- степень запрессовки трубы с трубной решеткой в процентах, определяется по формуле (12);
- толщина стенки трубы, м;
 - изменение толщины стенки трубы после запрессовки, определяется по формуле (11), м;
- изменение толщины стенки трубы после запрессовки, определяется по формуле (11), м;
 - изменение внутреннего диаметра трубы после запрессовки, м;
- изменение внутреннего диаметра трубы после запрессовки, м;
 - коэффициенты, зависящие от свойств материала трубы принимаются из табл.2;
- коэффициенты, зависящие от свойств материала трубы принимаются из табл.2;
- наружный диаметр трубы, м;
 - диаметр отверстия трубной решетки, м;
- диаметр отверстия трубной решетки, м;
- внутренний диаметр трубы до запрессовки, м;
 - внутренний диаметр трубы после запрессовки, м;
- внутренний диаметр трубы после запрессовки, м;
 - диаметральный зазор между поверхностью трубы и отверстием трубной решетки, м;
- диаметральный зазор между поверхностью трубы и отверстием трубной решетки, м;
 - предел текучести материала трубной решетки, Па (кгс/мм
- предел текучести материала трубной решетки, Па (кгс/мм );
);
 - основание натуральных логарифмов.
- основание натуральных логарифмов.
 - диаметр внутреннего отверстия втулки под заряд, м;
- диаметр внутреннего отверстия втулки под заряд, м;
 - плотность взрывчатого вещества, кг/м
- плотность взрывчатого вещества, кг/м .
.
Таблица 1
|
Наименование материала корпуса патрона (передающей среды) |
Значение коэффициента передающей среды |
|
Резина техническая |
1,4 |
|
Полиэтилен высокого давления |
1,25 |
|
Винипласт |
1,0 |
Таблица 2
Значения коэффициентов ,  ,
,  для расчета массы заряда взрывчатого вещества
для расчета массы заряда взрывчатого вещества
|
Трубная решетка |
Труба |
|
|
||||||
|
Материал |
Предел текучести
|
Материал |
Предел текучести |
Диаметр отверстия трубной решетки |
Вид взрыв- чатого вещества рабочего заряда |
Материал пере- |
Коэффициент полезного действия взрыва |
|
|
|
Коррозионно- |
От 25 до 35 (от 250 до 350)·10 |
Коррозионно- стойкая (нержавеющая сталь) |
От 20 |
От 10 |
ТЭН |
Винипласт |
5,57+0,88·10 |
134,0 (1340·10 |
0,360 |
|
Конструк- |
От 20 до 30 (от 200 до 300)·10 |
Углеродистая сталь |
От 20 |
От 12 |
|
|
4,7+0,12·10 |
64,0 640·10 |
0,045 |
|
Сплавы титана |
От 60 до 80 (от 600 до 800)·10 |
Сплавы титана |
От 20 до 45 |
От 10 |
1,5+3,6·10 |
91,2 (912)·10 |
0,080 | ||
 ,
,
 (Па)
(Па) ,
,  ,
, 

 ·
· ·
· ·
·
Примечание.  - увеличение объема единицы длины трубы после запрессовки, м/м.
- увеличение объема единицы длины трубы после запрессовки, м/м.
Таблица 3
Теплота взрыва 1 кг взрывчатого вещества
|
Тип взрывчатого вещества |
|
|
ТЭН |
1400 |
|
Тротил |
1000 |
|
Аммонит |
1028 |
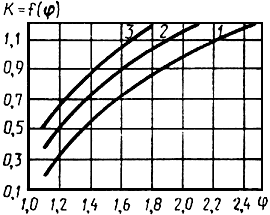
 - степень перфорации, определяемая как отношение расстояния
- степень перфорации, определяемая как отношение расстояния
между осями отверстий к диаметру отверстия в трубной решетке;
1 - значения без учета деформации труб;
2 - значения для тонкостенных труб при  =1,2;
=1,2;
3 - значения для толстостенных труб при =1,4;
(Измененная редакция, Изм. N 1).
Пример расчета заряда взрывчатых веществ под заряд
Исходные данные:
материал трубы и трубной решетки - сталь Х18Н10Т;
=18,38 мм =18,38·10 м;
м;
=18,18 мм =18,18·10 м;
=14,1 мм =14,1·10 м;
=2,04 мм =2,04·10 м;
=0,2 мм =0,2·10 м;
=4,5%;
|
|
|
|
 =134 кгс/мм
=134 кгс/мм =26 кгс/мм
=26 кгс/мм
=1 (из табл.1)
=5866·10 Дж/кг (из табл.3); .
перемычка  =7 мм.
=7 мм.
Для перемычки =7 мм отношение
 ,
, 
=0,8 (из черт.5).
Примечание. Для удобств расчета все значения в формуле приведены в мм.
1. По формуле (8) вычисляют

 м
м  м.
м.
2. По формуле (7) вычисляют
 .
.
3. По формуле (5) вычисляют
 Дж/м.
Дж/м.
4. По формуле (6) вычисляют
 Дж/м.
Дж/м.
5. По формуле, приведенной в табл.2, вычисляют  .
.
 м
м /м.
/м.
6. По формуле, приведенной в табл.2, вычисляют коэффициент полезного действия взрыва
 .
.
7. По формуле (4) вычисляют массу единицы длины заряда

8. Зная значение заряда и плотность взрывчатых веществ, определяют диаметр заряда:
 м = 4,52 мм.
м = 4,52 мм.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ОБЩИЕ ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
1 Запрессовку труб энергией взрыва взрывчатых веществ следует производить во взрывных камерах, устанавливаемых на производственном участке, а также на открытых площадках - полигонах.
2. Производственный участок, предназначенный для проведения взрывных работ, должен включать следующее:
взрывную камеру для выполнения запрессовки труб в трубных решетках теплообменных аппаратов;
помещение для сборки взрывных патронов;
пульт управления и помещение для укрытия обслуживающего персонала;
помещение для хранения сменного запаса зарядов взрывчатого вещества;
склад для хранения взрывчатых материалов.
3. Открытые площадки - полигоны должны быть оборудованы:
площадкой для производства взрывных работ;
укрытием для обслуживающего персонала;
помещением для хранения сменного запаса зарядов взрывчатых веществ и взрывчатых материалов.
4. Взрывные камеры должны удовлетворять следующим основным требованиям:
габаритные размеры камеры должны выбираться с расчетом свободного въезда в камеру железнодорожной платформы или автоприцепа с установленными на них теплообменными аппаратами; расстояния от трубных решеток до стен камеры должны обеспечивать свободный проход и быть не менее 1,5 м;
должны быть одни плотнозакрывающиеся ворота для въезда транспорта с теплообменным аппаратом и отдельный вход для обслуживающего персонала;
стены и потолок камеры следует делать двойными из листовой стали толщиной от 5 до 10 мм и с изоляционной прослойкой между листами из стекловаты или иного негорючего теплоизоляционного и шумопоглощающего материала;
если длина камеры превышает 20 м и ширина 8 м стены ее следует делать из кирпича с облицовкой внутренних стен и потолка стальными листами с шумопоглощающей прослойкой;
пол должен быть выполнен из прочных негорючих материалов, быть ровным, не иметь щелей и выбоин;
отопление камер должно быть паровое или калориферное, обеспечивающее температуру 10-20 °С; применение для отопления электрических приборов с открытыми нагревательными элементами и открытого огня не допускается;
освещение должно быть выполнено во взрывобезопасном исполнении, утечка энергии не допускается;
для удаления продуктов взрыва из камеры должна быть предусмотрена приточная и вытяжная вентиляция, способная удалять продукты взрыва в течение 3-5 мин;
в камеру следует подвести сжатый воздух, необходимый для привода пневматических машинок;
камера должна быть оборудована подъемно-транспортными средствами и устройствами для закрепления теплообменного аппарата на платформе;
металлические стены камеры и смонтированное в ней электрическое оборудование должны быть заземлены;
камера должна иметь блокировку, исключающую проведение взрыва при открытых дверях или воротах:
участок, на котором расположена взрывная камера, должен быть огражден и заасфальтирован;
оборудован звуковой и световой сигнализацией и иметь телефонную связь.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
АКТ
"______" ______________ 19____ г.
|
Настоящий акт составлен о том, что | |||||||||
|
(наименование изделия, заводской номер) | |||||||||
|
принято отделом технического контроля под запрессовку труб взрывом. | |||||||||
|
Фактическая толщина трубной решетки составляет |
мм. | ||||||||
|
|
| ||||||||
|
|
| ||||||||
|
|
| ||||||||
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ПАСПОРТ ОБРАЗЦА-СВИДЕТЕЛЯ
N _____________
|
1. |
||
|
(индекс и заводской номер теплообменного аппарата) | ||
|
2. |
"______" __________________ 19____ г. | |
|
(дата запрессовки) |
||
3. Таблица исходных и расчетных величин
Размеры в мм
|
Обозначение отверстий |
Трубная решетка |
Труба |
|
|
|||||
|
Диаметр отверстия |
Толщина |
Номер |
Наружный диаметр |
Внутренний диаметр |
Диамет- ральный зазор |
Внутренний диаметр трубы после запрессовки |
Степень запрес- совки , % | ||
|
|
|
|
|||||||
|
|
|||||||||



Контрольный мастер
"______" ________________ 19____ г.
ПРИЛОЖЕНИЕ 5
Рекомендуемое
АКТ
"______" ______________ 19____ г.
|
Настоящий акт составлен представителем отдела технического контроля цеха N | |||||||
|
т. |
и ответственным за проведение взрывных работ т. | ||||||
|
(ф.и.о.) |
(ф.и.о.) | ||||||
|
о том, что трубы в теплообменном аппарате, заводской N _________, были запрессованы взрывом ВВ в соответствии с инструкцией N ______________ и технологическим процессом N __________________ | |||||||
|
(дата запрессовки) | |||||||
|
Температура подогрева трубных решеток равнялась |
°С. | ||||||
|
|
|||||||
|
(шт.) | |||||||
|
труб в соответствии с таблицей. |
|||||||
|
Номер трубной решетки |
Номер ряда |
Номер трубы |
Запрессовка (первичная или повторная) или механическая подвальцовка |
|
|
Примечание. По требованию заказчика к данному акту прикладывается таблица замеров раздачи труб.
|
Контрольный мастер ОТК |
(подпись) | |||
|
(ф.и.о.) |
||||
|
Ответственный за проведение | ||||
|
взрывных работ |
(подпись) | |||
|
(ф.и.о.) |
||||
ПРИЛОЖЕНИЕ 6
Рекомендуемое
АКТ
"______" ______________ 19____ г.
|
Настоящий акт составлен в том, что изделие | |||
|
(наименование, заводской номер) | |||
|
после запрессовки труб взрывом испытано | |||
|
(метод испытания) | |||
|
При испытаниях обнаружено | |||
|
|
|||
|
Выявленные дефекты устранены | |||
|
Начальник ОТК |
(подпись) | |
|
(ф.и.о.) |
Текст документа сверен по:
официальное издание
Соединения труб с трубными решетками и коллекторами
теплообменных аппаратов. Запрессовка труб с применением
источников импульсного давления. ГОСТ 23691-ГОСТ 23693-79:
Сб. ГОСТов. - М.: Издательство стандартов, 1986