ГОСТ 27680-88
(СТ СЭВ 5880-87)
Группа К29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛИТЫ ДРЕВЕСНОСТРУЖЕЧНЫЕ И ДРЕВЕСНОВОЛОКНИСТЫЕ
Методы контроля размеров и формы
Particle and fibre boards.
Methods of shape and dimensions control
ОКСТУ 5309
Срок действия с 01.01.89
до 01.01.94*
______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной, целлюлозно-бумажной и деревообрабатывающей промышленности СССР
ИСПОЛНИТЕЛИ
Ю.А.Сергачев, канд. техн. наук, О.Е.Поташев, канд. техн. наук (руководитель темы), И.В.Пинтус
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 07.04.88 N 1005
3. Срок первой проверки 1992 г.
Периодичность проверки 5 лет
4. Стандарт полностью соответствует СТ СЭВ 5880-87
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.3, 2.4 | |
|
2.2 | |
|
2.1 | |
|
2.5 | |
|
4.2 | |
|
2.2 |
Настоящий стандарт распространяется на древесностружечные и древесноволокнистые плиты и устанавливает методы контроля размеров, прямолинейности и перпендикулярности кромок.
1. ОТБОР ОБРАЗЦОВ
Контролю подвергают полноформатные плиты, выдержанные не менее 24 ч при температуре от 10 до 30 °С и относительной влажности воздуха от 50 до 80%.
2. АППАРАТУРА
2.1. Инструмент измерительный металлический (рулетка) с ценой деления 1 мм по ГОСТ 7502-80.
2.2. Приборы для измерения толщины плит - толщиномер индикаторный по ГОСТ 11358-74 и микрометр с ценой деления не более 0,01 мм по ГОСТ 6507-78.
Измерительные поверхности приборов должны быть плоскими с диаметром не менее 8 мм или при наличии двух дополнительных oпор - сферическими с радиусом не менее 10 мм.
Допускается использование других приборов, позволяющих измерять толщину с погрешностью не более 0,1 мм.
2.3. Приспособление для контроля прямолинейности кромок (черт.1, а), состоящее из жесткой металлической линейки с двумя неподвижными опорами с расстоянием между ними (1000±1) мм и измерительной головки-индикатора часового типа с ценой деления 0,01 мм по ГОСТ 577-68.
Схема измерения прямолинейности и перпендикулярности кромок
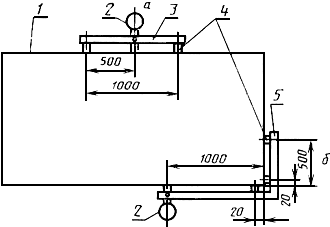
1 - плита; 2 - индикатор; 3 - линейка; 4 - неподвижные опоры; 5 - угольник;  - приспособление для контроля
- приспособление для контроля
прямолинейности кромок;  - приспособление для контроля перпендикулярности кромок
- приспособление для контроля перпендикулярности кромок
Черт.1
Диаметр плоских контактных поверхностей опор и измерительной поверхности штока индикатора (8,0±0,5) мм.
Разность высот опор не должна превышать 1,0 мм.
2.4. Приспособление для контроля перпендикулярности кромок (черт.1, ), представляющее собой металлический угольник с тремя неподвижными опорами и измерительной головкой. Длина опорного плеча угольника (500±1) мм, длина измерительного плеча (1000±1) мм.
В качестве измерительной головки используют индикатор часового типа с ценой деления 0,01 мм по ГОСТ 577-68.
Диаметр плоских контактных поверхностей опор и измерительной поверхности штока индикатора (8±0,5) мм.
2.5. Поверочная линейка длиной 1600 мм по ГОСТ 8026-75.
2.6. Поверочный угольник с длиной сторон 1000 и 630 мм.
3. ПРОВЕДЕНИЕ КОНТРОЛЯ
3.1. Длину и ширину плиты измеряют параллельно кромкам на расстоянии от 50 до 100 мм от них рулеткой с погрешностью не более 1 мм.
3.2. Толщину шлифованных и калиброванных плит измеряют в десяти точках, указанных на черт.2 и расположенных на равном удалении друг от друга.
Схема расположения точек измерений толщины шлифованных и калиброванных плит
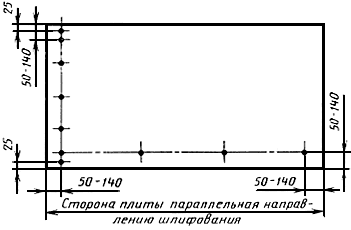
Черт.2
Толщину нешлифованных плит измеряют в восьми точках, указанных на черт.3.
Схема расположения точек измерений толщины нешлифованных плит
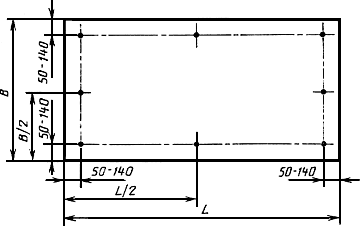
Черт.3
Погрешность измерения толщины должна быть не более 0,1 мм.
3.3. Подготовка приспособлений для контроля прямолинейности и перпендикулярности перед измерениями
3.3.1. Приспособление для контроля прямолинейности устанавливают опорами на рабочую поверхность поверочной линейки, после чего индикатор закрепляют в отверстии в положении, соответствующем середине диапазона измерения индикатора; поворотом шкалы корректируют его показания до целого числа миллиметров.
3.3.2. Приспособление для контроля перпендикулярности прикладывают опорами к наружным сторонам поверочного угольника, после чего закрепляют индикатор в отверстии измерительного плеча приспособления в положении, соответствующем середине диапазона измерения индикатора; поворотом шкалы корректируют его показания до целого числа миллиметров.
3.4. Прямолинейность кромок контролируют с помощью приспособления (черт.1) по показанию индикатора с погрешностью не более 0,5 мм.
Измерения производят на двух любых взаимно перпендикулярных кромках плиты.
На каждой кромке выполняют два измерения на крайних зонах кромки, если ее длина меньше или равна 2 м, или три измерения - на крайних зонах кромки и в ее середине, если ее длина больше 2 м.
3.5. Перпендикулярность кромок контролируют с помощью приспособления (черт.1) по показанию индикатора с погрешностью не более 0,5 мм.
Измерения производят на всех четырех углах плиты.
4. ОЦЕНКА РЕЗУЛЬТАТОВ
4.1. Результаты каждого измерения сравнивают с установленными предельными отклонениями размеров и формы древесно-стружечных и древесноволокнистых плит.
4.2. Результаты всех измерений включают в протокол, составленный в соответствии с требованиями ГОСТ 10633-78, с указанием расстояния от линии расположения точек замера толщины до кромки.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1988