ГОСТ Р 52753-2007
(ИСО 1524:2000)
Группа Л19
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы лакокрасочные
МЕТОД ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПЕРЕТИРА
Paint materials.
Method for determination of fineness of grind
ОКС 87.040
ОКСТУ 2309
Дата введения 2008-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН ОАО "Научно-производственная фирма Спектр ЛК" на основе аутентичного перевода стандарта, указанного в пункте 4, выполненного ФГУП "Стандартинформ", peг. N 2600/ISO, 31.10.2006
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 195 "Материалы лакокрасочные"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 октября 2007 г. N 258-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 1524:2000 "Краски, лаки и полиграфические краски. Определение степени перетира" (ISO 1524:2000 "Paints and varnishes and printing inks - Determination of fineness of grind") путем введения дополнительно прибора для определения степени перетира густотертых и водно-дисперсионных красок диапазоном 150 мкм, изменения его структуры, отдельных слов, фраз. Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении А. Дополнения и изменения, включенные в текст настоящего стандарта для учета потребностей национальной экономики Российской Федерации и особенностей российской национальной стандартизации, выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт входит в серию стандартов на отбор проб и проведение испытаний лакокрасочных материалов.
Стандарт устанавливает метод определения степени перетира пигментированных лакокрасочных материалов, диспергированных пигментов и наполнителей с использованием соответствующего прибора (гриндометра), отградуированного в микрометрах.
Стандарт применим для всех типов жидких пигментированных лакокрасочных материалов, диспергированных пигментов и наполнителей.
Из четырех типов приборов, описанных в 4.1, при использовании приборов диапазоном определения 150 мкм и 100 мкм не требуется высокая подготовка лабораторного персонала, тогда как при использовании приборов диапазоном определения 50 мкм, а особенно 25 мкм, она необходима. Особое внимание требуется при оценке результатов степени перетира менее 10 мкм.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
ГОСТ 9980.2-86 Материалы лакокрасочные. Отбор проб для испытаний (ИСО 1513-1992 "Краски и лаки. Контроль и приготовление образцов для испытаний", MOD; ИСО 15528:2000 "Краски, лаки и сырье для них. Отбор проб", NEQ)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 степень перетира: Показатель, характеризующий размер самых крупных твердых частиц в пигментированных лакокрасочных материалах, диспергированных пигментах и наполнителях.
4 Аппаратура
4.1 Прибор, состоящий из измерительной плиты, выполненной из закаленной стали, размерами приблизительно: длина - 175 мм, ширина - 65 мм и толщина - 13 мм.
Для определения степени перетира водно-дисперсионных лакокрасочных материалов рекомендуется использовать измерительную плиту из нержавеющей стали.
На верхней ровной и гладкой поверхности измерительной плиты должны быть один или два паза, параллельные длинной стороне измерительной плиты, длиной приблизительно 140 мм и шириной 12,5 мм. Глубина каждого паза должна равномерно уменьшаться от 25, 50, 100 или 150 мкм с одного конца до нуля на другом конце. Шкала прибора должна быть отградуирована в соответствии с глубиной паза и таблицей 1. Чертеж типового прибора представлен на рисунке 1.
Таблица 1
В микрометрах
|
Максимальная глубина паза |
Цена деления шкалы |
Рекомендуемые пределы |
|
150 |
10 |
Св. 90 до 150 включ. |
|
100 |
10 |
Св. 40 до 90 включ. |
|
50 |
5 |
Св. 15 до 40 включ. |
|
25 |
2,5 |
Св. 5 до 15 включ. |
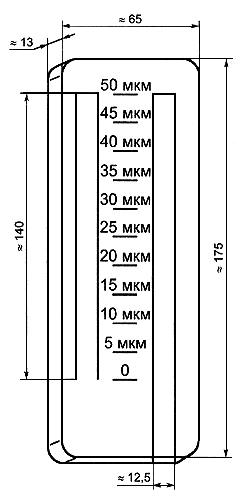
Рисунок 1 - Типовой прибор (гриндометр)
Отклонение значения глубины паза в любом месте по его длине от соответствующего номинального значения должно быть в пределах ±2,5 мкм.
Верхняя поверхность измерительной плиты должна быть отшлифована или отполирована: она должна быть плоской настолько, чтобы все точки укладывались между двумя параллельными плоскостями в пределах 12 мкм и, кроме того, все точки в любом месте измерительной поверхности плиты в поперечном направлении, лежащие на одной прямой, укладывались в пределах 1 мкм.
Допуск по толщине измерительной плиты между верхней и нижней поверхностями - не более 25 мкм.
Примечание - Для проведения испытаний используют описанные выше стальные приборы, но могут быть использованы другие приборы, дающие аналогичные результаты.
Точность определения степени перетира зависит от типа используемого прибора (раздел 6). Поэтому тип прибора (150, 100, 50 или 25 мкм) должен быть указан в протоколе испытаний или в специальных требованиях.
4.2 Скребок, состоящий из одного или двух стальных заостренных лезвий приблизительными размерами: длиной 90 мм, шириной 40 мм и толщиной 6 мм.
Лезвие(я) по длинной стороне должны быть прямыми с радиусом закругления приблизительно 0,25 мм. Чертеж соответствующего скребка приведен на рисунке 2.
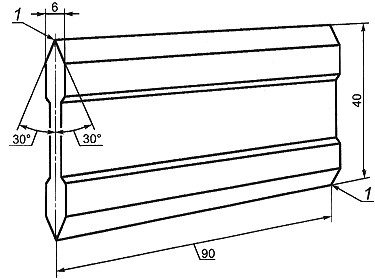
1 - лезвие скребка R 0,25
Рисунок 2 - Скребок
Скребок необходимо периодически проверять на отсутствие повреждений (износ или искривление). Не допускается использовать скребок, если обнаружены повреждения.
Примечание - Верхняя поверхность измерительной плиты может быть использована для проверки скребка при условии, что она сама не повреждена.
Скребок пригоден к работе, если при наложении лезвия скребка перпендикулярно к измерительной поверхности плиты и небольшом отклонении от этого положения не обнаруживается просвет между кромкой лезвия и поверхностью плиты на фоне сильного источника света, установленного за прибором. Проверку повторяют при повороте скребка на 180°.
Скребок должен храниться в коробке, обитой изнутри вельветом или другим мягким материалом.
5 Отбор проб
Отбирают среднюю пробу материала по ГОСТ 9980.2.
Контроль и подготовка образца для испытаний - по ГОСТ 9980.2.
6 Проведение испытания
6.1 Проводят предварительное испытание для выбора типа прибора, наиболее подходящего для определения степени перетира испытуемого образца (таблица 1 и 6.5, примечание). Это предварительное определение не учитывают в результатах испытаний.
Испытание проводят параллельно на трех образцах.
Испытание проводят при температуре (23±2) °С, если другие условия не оговорены.
6.2 Чистый и сухой прибор (4.1) устанавливают на гладкую горизонтальную поверхность.
6.3 Помещают образец испытуемого материала в количестве, достаточном для заполнения всего паза, в глубокий конец паза так, чтобы он несколько переливался через края паза, избегая при этом попадания в образец пузырьков воздуха.
6.4 Берут скребок (4.2), зажав его между большим и остальными пальцами обеих рук, и устанавливают лезвие перпендикулярно к поверхности прибора за самым глубоким концом паза, при этом длина скребка должна быть параллельна ширине прибора.
С небольшим нажимом скребок перемещают под углом 90° по измерительной поверхности плиты от максимальной глубины паза за нуль с равномерной скоростью в течение 1-2 с, при этом паз должен быть полностью заполнен образцом для испытаний, а избыток удален.
6.5 Поверхность слоя испытуемого материала сразу же (в течение 6 с) осматривают на свету при направлении взгляда перпендикулярно к длине паза, под углом зрения не более 30° и не менее 20°, и определяют положение частиц в пазе, где они стали видимыми.
Примечание - Если вязкость образца такова, что не образуется гладкая поверхность, то необходимо добавить в него минимальное количество разбавителя или пленкообразователя, перемешать и повторить испытания. Каждое разбавление должно быть отражено в протоколе испытаний. В некоторых случаях разбавление может привести к флокуляции, что влияет на степень перетира.
6.6 Отмечают точку, где впервые появились частицы. Степень перетира определяют по верхней границе полосы шириной 3 мм поперек паза, на которой видны от 5 до 10 частиц (рисунки 3 и 4). Отдельные частицы, расположенные вне границы основного количества частиц, не учитывают.
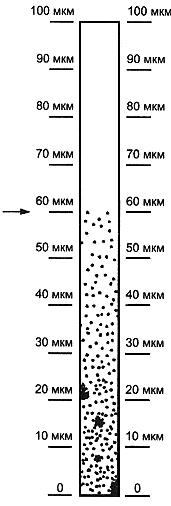
Рисунок 3 - Вид прибора с испытанным образцом
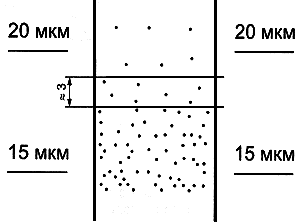
Рисунок 4 - Графическое изображение оценки результатов (частицы); результат - 18 мкм
Предельно допустимые отклонения между параллельными определениями приведены в таблице 2.
Таблица 2
В микрометрах
|
Диапазон определений прибора |
Предельно допустимое отклонение |
|
150 |
10 |
|
100 |
5 |
|
50 |
2 |
|
25 |
1 |
После каждого определения необходимо сразу же очистить прибор и скребок соответствующим растворителем.
6.7 Степень перетира густотертых и водно-дисперсионных красок, а также шпатлевок определяют по границе начала штрихов, если нет других указаний в нормативных или технических документах на испытуемый материал.
6.8 Границу начала штрихов, расположенных в направлении от большего деления шкалы к нулю, определяют по месту появления третьего непрерывного штриха, доходящего по глубине до металла, если нет других указаний в нормативных или технических документах на испытуемый материал. Отдельный непрерывный штрих, находящийся на расстоянии более 15 мм от других штрихов, во внимание не принимают (рисунок 5).
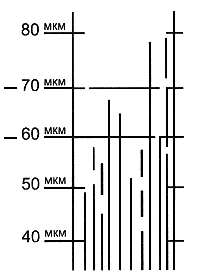
Рисунок 5 - Графическое изображение оценки результатов (штрихи); результат - 60 мкм
7 Обработка результатов
За результат испытаний принимают среднеарифметическое значение трех параллельных определений с точностью по 6.6, соответствующих глубине паза прибора в микрометрах, при котором отдельные твердые частицы легко различимы. Результаты, выраженные в микрометрах, округляют до целого числа.
8 Точность
8.1 Предел повторяемости результатов 
Предел повторяемости результатов - это значение, ниже которого будет находиться абсолютное значение разности между результатами двух отдельных испытаний, каждый из которых является средним значением результатов трех параллельных испытаний, выполненных на идентичном материале одним оператором в одной лаборатории в течение короткого периода времени по одному стандартизованному методу.
В настоящем стандарте предел повторяемости результатов с вероятностью 95% равен 10% диапазона шкалы.
8.2 Предел воспроизводимости результатов 
Предел воспроизводимости результатов - это значение, ниже которого предположительно будет находиться абсолютное значение разности между результатами двух испытаний, каждый из которых является средним значением результатов трех параллельных испытаний, полученных на идентичном материале операторами в различных лабораториях по одному стандартизованному методу.
В настоящем стандарте предел воспроизводимости результатов с вероятностью 95% равен 20% диапазона шкалы.
Примечание - Пределы повторяемости и воспроизводимости, приведенные в 8.1 и 8.2, не относятся к диапазону определений от 90 до 150 мкм и к оценке степени перетира, определяемой по границе начала штриха.
9 Протокол испытания
Протокол испытания должен содержать:
a) информацию, необходимую для идентификации испытуемого материала;
b) ссылку на настоящий стандарт;
c) указание о том, какой прибор был использован;
d) подробности проведения разбавления (6.5);
e) результат испытания, выраженный в микрометрах, как указано в разделе 7;
f) любое отклонение от заданного метода (было ли оно согласовано или др.);
g) дату испытания;
h) способ оценки результатов испытания (по частицам или штрихам).
Приложение А
(справочное)
Сопоставление структуры настоящего стандарта
со структурой примененного в нем международного стандарта
Таблица А.1
|
Структура международного стандарта ИСО 1524:2000 |
Структура настоящего стандарта |
|
Раздел 6 |
Раздел 6 |
|
Подразделы |
Подразделы |
|
- |
6.7 |
|
- |
6.8 |
|
- |
Приложение А |