ГОСТ 24818-81
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОТЯЖКИ ДЛЯ ШЕСТИШЛИЦЕВЫХ ОТВЕРСТИЙ С ПРЯМОБОЧНЫМ
ПРОФИЛЕМ С ЦЕНТРИРОВАНИЕМ ПО НАРУЖНОМУ ДИАМЕТРУ
КОМБИНИРОВАННЫЕ ПЕРЕМЕННОГО РЕЗАНИЯ
Конструкция и размеры
Broaches combined for 6-slitting holes with straightside profile and centring
at outside diameter, alternatives. Design and dimensions
MКC 25.100.25
ОКП 39 2330
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.06.81
3. ВЗАМЕН МН 4251-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
1 | |
|
6 | |
|
ГОСТ 14034-74 |
5 |
|
4, 9 | |
|
12 | |
|
13 |
5. ИЗДАНИЕ (май 2004 г.) с Изменениями N 1, 2, утвержденными в марте 1986 г., сентябре 1987 г. (ИУС 7-86, 1-88)
1. Настоящий стандарт распространяется на комбинированные однопроходные протяжки переменного резания универсального назначения, предназначенные для обработки шестишлицевых втулок с прямобочным профилем по ГОСТ 1139 с центрированием по наружному диаметру.
(Измененная редакция, Изм. N 1).
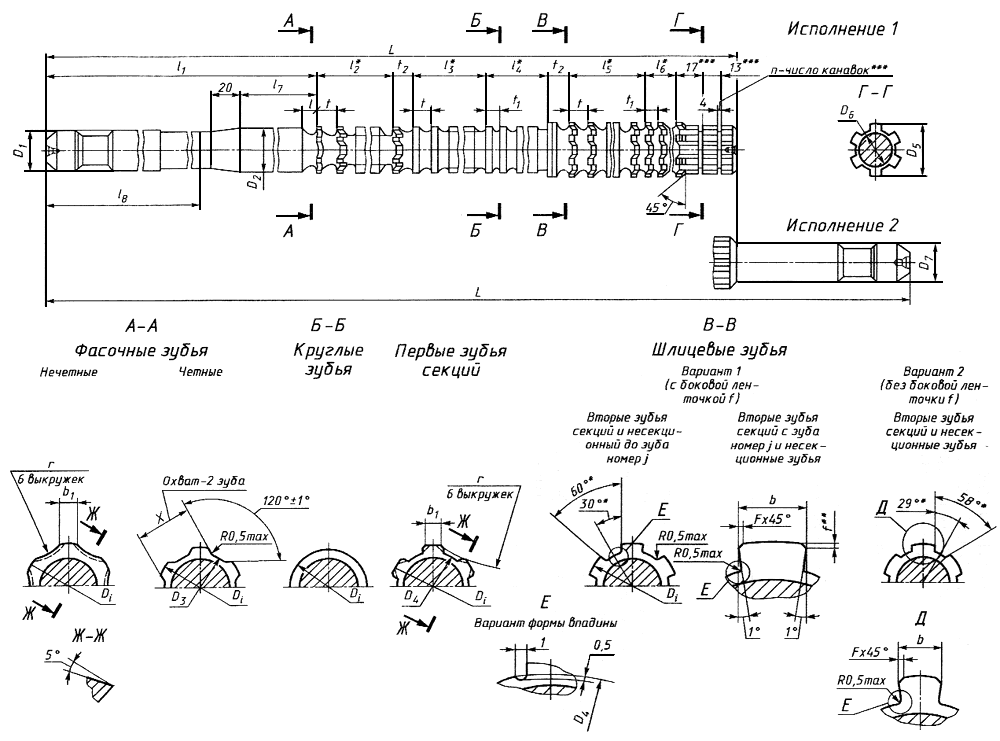
2. Основные параметры и размеры протяжек должны соответствовать указанным на черт.1 и в табл.1, 2, схема резания Ф-К-Ш (фасочные, круглые и шлицевые зубья).
________________
* Размеры для справок.
** Ширина боковой ленточки  - по ГОСТ 28442.
- по ГОСТ 28442.
*** Размеры и параметр рекомендуемые.
Черт.1
Допускается по требованию заказчика корректировка размеров  (табл.1) и диаметров чистовых и калибрующих зубьев (табл.2).
(табл.1) и диаметров чистовых и калибрующих зубьев (табл.2).
Таблица 1
Размеры в мм
|
Обозна- чение протяжки |
При- меня- емость |
Испол- нение |
|
Соче- тание полей допусков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2402-1001 |
1 |
|
|
- |
750 |
|||||||||||||||||
|
2402-1002 |
2 |
18 |
850 |
|||||||||||||||||||
|
2402-1003 |
1 |
|
|
|
- |
750 |
|
|||||||||||||||
|
2402-1004 |
2 |
20 |
20,65 |
20,55 |
20,9 |
23 |
19 |
18 |
850 |
266 |
120 |
32 |
22,0 |
200 |
25 |
|||||||
|
2402-1005 |
1 |
|
|
- |
750 |
|||||||||||||||||
|
2402-1006 |
2 |
18 |
850 |
|||||||||||||||||||
|
2402-1007 |
1 |
|
|
- |
750 |
5,5 |
60,5 |
210 | ||||||||||||||
|
2402-1008 |
2 |
18 |
850 |
|||||||||||||||||||
|
2402-1009 |
1 |
|
|
|
- |
700 |
||||||||||||||||
|
2402-1011 |
2 |
18 |
800 |
|||||||||||||||||||
|
2402-1012 |
1 |
|
|
- |
700 |
|||||||||||||||||
|
2402-1013 |
2 |
18 |
800 |
272 |
104 |
24 |
27,5 |
152 |
30 |
|||||||||||||
|
2402-1014 |
1 |
|
|
- |
700 |
|||||||||||||||||
|
2402-1015 |
2 |
18 |
800 |
|||||||||||||||||||
|
2402-1016 |
1 |
6х23х26 |
|
22 |
22,65 |
22,55 |
22,9 |
25 |
21 |
- |
700 |
|||||||||||
|
2402-1017 |
2 |
|
18 |
800 |
||||||||||||||||||
|
2402-1018 |
1 |
|
- |
825 |
||||||||||||||||||
|
2402-1019 |
2 |
18 |
925 |
|||||||||||||||||||
|
2402-1021 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1022 |
2 |
18 |
925 |
7,0 |
288 |
143 |
33 |
28,0 |
187 |
77,0 |
40 |
215 | ||||||||||
|
2402-1023 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1024 |
2 |
18 |
925 |
|||||||||||||||||||
|
2402-1025 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1026 |
2 |
18 |
925 |
















Продолжение табл.1
Размеры в мм
|
Обозна- чение протяжки |
Зубья с крупным шагом |
Зубья с мелким шагом |
|||||||||||||||||
|
Число зубьев черновых и переходных |
|
Но- мер про- филя |
Число зубьев чистовых и калибру- ющих |
|
Но- мер про- филя |
|
|
|
|
|
|
|
|
|
| ||||
|
фа- соч- ных |
круг- лых |
шли- цевых |
круг- лых |
шли- цевых |
|||||||||||||||
|
2402-1001 |
0,80 |
0,18 |
|||||||||||||||||
|
2402-1002 |
0,91 |
0,21 |
|||||||||||||||||
|
2402-1003 |
0,80 |
0,18 |
|||||||||||||||||
|
2402-1004 |
16 |
4 |
25 |
5 |
12 |
3 |
22,5 |
14,94 |
0,91 |
0,21 |
42 |
46 |
1 | ||||||
|
2402-1005 |
0,80 |
0,18 |
|||||||||||||||||
|
2402-1006 |
0,91 |
0,21 |
|||||||||||||||||
|
2402-1007 |
8 |
6 |
5,5 |
3 |
0,80 |
0,18 |
|||||||||||||
|
2402-1008 |
0,91 |
0,21 |
|||||||||||||||||
|
2402-1009 |
0,77 |
0,17 |
|||||||||||||||||
|
2402-1011 |
12 |
0,88 |
0,19 |
0,2 |
|||||||||||||||
|
2402-1012 |
0,77 |
0,17 |
|||||||||||||||||
|
2402-1013 |
19 |
6 |
13 |
0,88 |
0,19 |
44 |
36 |
||||||||||||
|
2402-1014 |
0,77 |
0,17 |
|||||||||||||||||
|
2402-1015 |
0,88 |
0,19 |
|||||||||||||||||
|
2402-1016 |
14 |
3 |
4 |
50,0 |
16,73 |
0,77 |
0,17 |
2 | |||||||||||
|
2402-1017 |
0,88 |
0,19 |
|||||||||||||||||
|
2402-1018 |
0,72 |
0,15 |
|||||||||||||||||
|
2402-1019 |
0,80 |
0,17 |
|||||||||||||||||
|
2402-1021 |
0,72 |
0,15 |
|||||||||||||||||
|
2402-1022 |
17 |
11 |
8 |
5 |
7,0 |
5 |
14 |
0,80 |
0,17 |
41 |
33 |
||||||||
|
2402-1023 |
0,72 |
0,15 |
|||||||||||||||||
|
2402-1024 |
0,80 |
0,17 |
|||||||||||||||||
|
2402-1025 |
0,72 |
0,15 |
|||||||||||||||||
|
2402-1026 |
0,80 |
0,17 |
|||||||||||||||||


 0,375
0,375 


Продолжение табл.1
Размеры в мм
|
Обозна- чение протяжки |
При- меня- емость |
Испол- нение |
|
Соче- тание полей допус- ков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2402-1027 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1028 |
2 |
18 |
925 |
|||||||||||||||||||
|
2402-1029 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1031 |
2 |
6х23х28 |
22 |
22,65 |
22,55 |
22,9 |
25 |
21 |
18 |
925 |
272 |
99 |
33 |
253 |
84,0 |
30 |
210 | |||||
|
2402-1032 |
1 |
|
|
- |
825 |
|||||||||||||||||
|
2402-1033 |
2 |
18 |
925 |
|||||||||||||||||||
|
2402-1034 |
1 |
|
- |
825 |
7 |
28 |
||||||||||||||||
|
2402-1035 |
2 |
|
18 |
925 |
||||||||||||||||||
|
2402-1036 |
1 |
|
- |
875 |
||||||||||||||||||
|
2402-1037 |
2 |
25 |
1000 |
|||||||||||||||||||
|
2402-1038 |
1 |
|
|
- |
875 |
|||||||||||||||||
|
2402-1039 |
2 |
6х26х30 |
28 |
25 |
1000 |
280 |
143 |
55 |
231 |
77,0 |
40 |
200 | ||||||||||
|
2402-1041 |
1 |
|
|
- |
875 |
|||||||||||||||||
|
2402-1042 |
2 |
25 |
1000 |
|||||||||||||||||||
|
2402-1043 |
1 |
|
25 |
25,50 |
25,40 |
25,9 |
24 |
- |
875 |
|||||||||||||
|
2402-1044 |
2 |
|
25 |
1000 |
||||||||||||||||||
|
2402-1045 |
1 |
|
- |
925 |
||||||||||||||||||
|
2402-1046 |
2 |
25 |
1050 |
|||||||||||||||||||
|
2402-1047 |
1 |
|
|
- |
925 |
|||||||||||||||||
|
2402-1048 |
2 |
6х26х32 |
|
29 |
25 |
1050 |
8 |
276 |
108 |
36 |
32 |
324 |
80,0 |
30 |
210 | |||||||
|
2402-1049 |
1 |
|
|
- |
925 |
|||||||||||||||||
|
2402-1051 |
2 |
25 |
1050 |
|||||||||||||||||||
|
2402-1052 |
1 |
|
|
- |
925 |
|||||||||||||||||
|
2402-1053 |
2 |
25 |
1050 |
Продолжение табл.1
Размеры в мм
|
Обозна- чение протяжки |
Зубья с крупным шагом |
Зубья с мелким шагом |
|||||||||||||||||
|
Число зубьев черновых и переходных |
|
Но- мер про- филя |
Число зубьев чистовых и калибру- ющих |
|
Но- мер про- филя |
|
|
|
|
|
|
|
|
|
| ||||
|
фа- соч- ных |
круг- лых |
шли- цевых |
круг- лых |
шли- цевых |
|||||||||||||||
|
2402-1027 |
1,01 |
0,22 |
|||||||||||||||||
|
2402-1028 |
1,14 |
0,25 |
|||||||||||||||||
|
2402-1029 |
1,01 |
0,22 |
|||||||||||||||||
|
2402-1031 |
10 |
3 |
23 |
13 |
14 |
16,72 |
1,14 |
0,25 |
31 |
39 |
|||||||||
|
2402-1032 |
1,01 |
0,22 |
|||||||||||||||||
|
2402-1033 |
1,14 |
0,25 |
|||||||||||||||||
|
2402-1034 |
11 |
8 |
7 |
5 |
1,01 |
0,22 |
0,2 |
1 | |||||||||||
|
2402-1035 |
1,14 |
0,25 |
|||||||||||||||||
|
2402-1036 |
0,85 |
0,19 |
|||||||||||||||||
|
2402-1037 |
5 |
4 |
50 |
0,98 |
0,22 |
||||||||||||||
|
2402-1038 |
0,85 |
0,19 |
|||||||||||||||||
|
2402-1039 |
14 |
5 |
21 |
12 |
15 |
18,26 |
0,98 |
0,22 |
37 |
41 |
|||||||||
|
2402-1041 |
0,85 |
0,19 |
|||||||||||||||||
|
2402-1042 |
0,98 |
0,22 |
|||||||||||||||||
|
2402-1043 |
0,85 |
0,19 |
|||||||||||||||||
|
2402-1044 |
0,98 |
0,22 |
|||||||||||||||||
|
2402-1045 |
1,12 |
0,26 |
|||||||||||||||||
|
2402-1046 |
1,28 |
0,29 |
|||||||||||||||||
|
2402-1047 |
1,12 |
0,26 |
|||||||||||||||||
|
2402-1048 |
10 |
3 |
27 |
12 |
9 |
11 |
8 |
6 |
16 |
18,37 |
1,28 |
0,29 |
0,3 |
29 |
39 |
2 | |||
|
2402-1049 |
1,12 |
0,26 |
|||||||||||||||||
|
2402-1051 |
1,28 |
0,29 |
|||||||||||||||||
|
2402-1052 |
1,12 |
0,26 |
|||||||||||||||||
|
2402-1053 |
1,28 |
0,29 |
|||||||||||||||||
Продолжение табл.1
Размер в мм
|
Обозна- чение протяжки |
При- меня- емость |
Испол- нение |
|
Соче- тание полей допус- ков |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2402-1054 |
1 |
|
|
- |
900 |
|||||||||||||||||
|
2402-1055 |
2 |
25 |
1025 |
|||||||||||||||||||
|
2402-1056 |
1 |
|
|
- |
900 |
|||||||||||||||||
|
2402-1057 |
2 |
6х28х32 |
30 |
25 |
1025 |
7 |
143 |
55 |
28 |
253 |
77 |
|||||||||||
|
2402-1058 |
1 |
|
|
- |
900 |
|||||||||||||||||
|
2402-1059 |
2 |
25 |
27,5 |
27,4 |
27,9 |
26 |
25 |
1025 |
285 |
40 |
210 | |||||||||||
|
2402-1061 |
1 |
|
- |
900 |
||||||||||||||||||
|
2402-1062 |
2 |
|
25 |
1025 |
||||||||||||||||||
|
2402-1063 |
1 |
|
- |
1000 |
||||||||||||||||||
|
2402-1064 |
2 |
25 |
1125 |
|||||||||||||||||||
|
2402-1065 |
1 |
|
|
- |
1000 |
|||||||||||||||||
|
2402-1066 |
2 |
6х28х34 |
31 |
25 |
1125 |
8 |
132 |
36 |
32 |
372 |
80 |
|||||||||||
|
2402-1067 |
1 |
|
|
- |
1000 |
|||||||||||||||||
|
2402-1068 |
2 |
25 |
1125 |
|||||||||||||||||||
|
2402-1069 |
1 |
|
|
- |
1000 |
|||||||||||||||||
|
2402-1071 |
2 |
25 |
1125 |
Продолжение табл.1
Размеры в мм
|
Обозна- чение протяжки |
Зубья с мелким шагом |
Зубья с мелким шагом |
|||||||||||||||||
|
Число зубьев черновых и переходных |
|
Но- мер про- филя |
Число зубьев чистовых и калибру- ющих |
|
Но- мер про- филя |
|
|
|
|
|
|
|
|
|
| ||||
|
фа- соч- ных |
круг- лых |
шли- цевых |
круг- лых |
шли- це- вых |
|||||||||||||||
|
2402-1054 |
0,83 |
0,18 |
|||||||||||||||||
|
2402-1055 |
0,95 |
0,21 |
|||||||||||||||||
|
2402-1056 |
0,83 |
0,18 |
|||||||||||||||||
|
2402-1057 |
14 |
5 |
23 |
11 |
8 |
12 |
7 |
5 |
20,05 |
0,95 |
0,21 |
0,2 |
39 |
43 |
|||||
|
2402-1058 |
0,83 |
0,18 |
|||||||||||||||||
|
2402-1059 |
0,95 |
0,21 |
|||||||||||||||||
|
2402-1061 |
5 |
16 |
4 |
50 |
0,83 |
0,18 |
1 | ||||||||||||
|
2402-1062 |
0,95 |
0,21 |
|||||||||||||||||
|
2402-1063 |
1,05 |
0,24 |
|||||||||||||||||
|
2402-1064 |
1,18 |
0,27 |
|||||||||||||||||
|
2402-1065 |
1,05 |
0,24 |
|||||||||||||||||
|
2402-1066 |
12 |
3 |
31 |
12 |
9 |
11 |
8 |
6 |
20,14 |
1,18 |
0,27 |
0,3 |
33 |
45 |
|||||
|
2402-1067 |
1,05 |
0,24 |
|||||||||||||||||
|
2402-1068 |
1,18 |
0,27 |
|||||||||||||||||
|
2402-1069 |
1,05 |
0,24 |
|||||||||||||||||
|
2402-1071 |
1,18 |
0,27 |
|||||||||||||||||
Пример условного обозначения протяжки длиной  =750 мм для шлицевого соединения с числом зубьев
=750 мм для шлицевого соединения с числом зубьев  =6, внутренним диаметром
=6, внутренним диаметром  =21 мм, наружным диаметром
=21 мм, наружным диаметром  =25 мм, шириной зуба =5 мм, с центрированием по наружному диаметру с посадкой по центрирующему диаметру Н7 и по размеру
=25 мм, шириной зуба =5 мм, с центрированием по наружному диаметру с посадкой по центрирующему диаметру Н7 и по размеру  , группы заточки II, исполнения 1:
, группы заточки II, исполнения 1:
Протяжка 2402-1001 II ГОСТ 24818-81
То же, протяжки с откорректированными исполнительными размерами:
Протяжка 2402-1001К П ГОСТ 24818-81.
Примечания:
1.  и
и  - величины подъема заднего центра на длине при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
- величины подъема заднего центра на длине при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
2. Диаметры  и
и  относятся соответственно к первому фасочному и к первому шлицевому зубьям.
относятся соответственно к первому фасочному и к первому шлицевому зубьям.
3. Размер  относится к последнему фасочному зубу.
относится к последнему фасочному зубу.
4. Полный размер фаски  - на калибрующих зубьях. Номер последнего режущего зуба без следов фаски -
- на калибрующих зубьях. Номер последнего режущего зуба без следов фаски -  .
.
5. В протяжках по варианту 2 ширина шлица должна быть выдержана на зубьях без следов фаски .
6. Размеры профиля (глубина и радиусы) зубьев с шагом  одинаковы с размерами профиля зубьев с шагом
одинаковы с размерами профиля зубьев с шагом  .
.
Таблица 2
Размеры в мм
Продолжение табл.2
Размеры в мм

(Измененная редакция, Изм. N 1, 2).
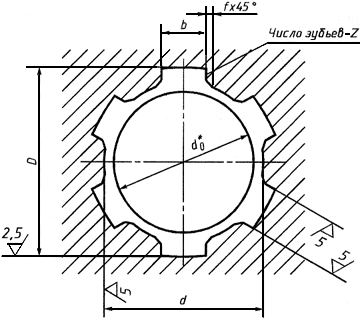
3. Размеры протягиваемого отверстия и усилие протягивания должны соответствовать указанным на черт.2 и в табл.3.
________________
* Размер для справок.
Черт.2
Таблица 3
Размеры в мм
|
Длина протягивания |
Усилие протягивания | |||||||||
|
Обозна- чение протяжки |
|
Соче- тание полей допусков |
|
|
|
Для протяжек из быстрорежущей стали |
Для протяжек из стали марки ХВГ |
20° |
15° |
10° |
|
2402-1001 |
||||||||||
|
2402-1002 |
H7D9 |
|||||||||
|
2402-1003 |
6х21х25 |
|
5 |
20,65 |
23-36 |
31980 (3260) |
34925 (3560) |
37575 (3830) | ||
|
2402-1004 |
||||||||||
|
2402-1005 |
|
|||||||||
|
2402-1006 |
||||||||||
|
2402-1007 |
|
|||||||||
|
2402-1008 |
||||||||||
|
2402-1009 |
|
|||||||||
|
2402-1011 |
||||||||||
|
2402-1012 |
|
|||||||||
|
2402-1013 |
23-42 |
44785 (4560) |
48855 (4980) |
52535 (5355) | ||||||
|
2402-1014 |
|
|||||||||
|
2402-1015 |
||||||||||
|
2402-1016 |
6х23х26 |
|
0,3 |
|||||||
|
2402-1017 |
||||||||||
|
2402-1018 |
|
|||||||||
|
2402-1019 |
22,65 |
|||||||||
|
2402-1021 |
|
|||||||||
|
2402-1022 |
6 |
32-58 |
32-53 |
47580 (4850) |
51995 (5300) |
- | ||||
|
2402-1023 |
|
|||||||||
|
2402-1024 |
||||||||||
|
2402-1025 |
|
|||||||||
|
2402-1026 |
||||||||||
|
2402-1027 |
|
|||||||||
|
2402-1028 |
||||||||||
|
2402-1029 |
|
|||||||||
|
2402-1031 |
6х23х28 |
27-42 |
41990 (4280) |
45865 (4675) |
49295 (5025) | |||||
|
2402-1032 |
|
|||||||||
|
2402-1033 |
||||||||||
|
2402-1034 |
|
|||||||||
|
2402-1035 |
||||||||||
|
2402-1036 |
|
|||||||||
|
2402-1037 |
6х26х30 |
25,5 |
30-50 |
48560 (4950) |
53025 (5405) |
57000 (5810) | ||||
|
2402-1038 |
|
|||||||||
|
2402-1039 |
||||||||||
|
2402-1041 |
|
|||||||||
|
2402-1042 |
6х26х30 |
48560 (4950) |
53025 (5405) |
57000 (5810) | ||||||
|
2402-1043 |
|
|||||||||
|
2402-1044 |
||||||||||
|
2402-1045 |
|
|||||||||
|
2402-1046 |
||||||||||
|
2402-1047 |
|
|||||||||
|
2402-1048 |
6х26х32 |
0,4 |
30-46 |
48560 (4950) |
52975 (5400) |
56950 (5805) | ||||
|
2402-1049 |
|
|||||||||
|
2402-1051 |
||||||||||
|
2402-1052 |
|
|||||||||
|
2402-1053 |
||||||||||
|
2402-1054 |
|
|||||||||
|
2402-1055 |
||||||||||
|
2402-1056 |
|
|||||||||
|
2402-1057 |
6х28х32 |
0,3 |
60430 (6160) |
66025 |
- | |||||
|
2402-1058 |
|
|||||||||
|
2402-1059 |
||||||||||
|
2402-1061 |
|
7 |
|
27,5 |
32-55 |
|||||
|
2402-1062 |
||||||||||
|
2402-1063 |
|
|||||||||
|
2402-1064 |
||||||||||
|
2042-1065 |
|
|||||||||
|
2402-1066 |
6х28х34 |
0,4 |
60775 (6195) |
66415 (6770) |
- | |||||
|
2402-1067 |
|
|||||||||
|
2402-1068 |
||||||||||
|
2402-1069 |
|
|||||||||
|
2402-1071 |
||||||||||
 (кгс) при переднем угле
(кгс) при переднем угле

Примечание. Поле допуска размера - H11.
4. Наибольшие расчетные усилия протягивания  указаны для обработки деталей из стали I - IV групп обрабатываемости в состоянии поставки.
указаны для обработки деталей из стали I - IV групп обрабатываемости в состоянии поставки.
Для определения усилия протягивания для закаленных сталей и других материалов величину следует умножить на коэффициент  , указанный в табл.4.
, указанный в табл.4.
Таблица 4
|
Материал |
Твердость, НВ |
|
|
Сталь I-V групп обрабатываемости в закаленном состоянии |
<285 |
1,2 |
|
285 ... 335 |
1,3 | |
|
|
336 ... 375 |
1,4 |
|
Инструментальные легированные, быстрорежущие стали и стали марки ШХ15 |
204 ... 229 |
1,4 |
|
Чугун VI и VII групп обрабатываемости |
<229 |
0,5 |
|
|
|
0,7 |
|
Бронза, латунь VIII и IX групп обрабатываемости |
< 110 |
0,4 |
|
Алюминиевые сплавы Х группы обрабатываемости |
|
0,4 |
 229
229 100
100
Примечание. Группы обрабатываемости протягиваемых материалов указаны в ГОСТ 20365.
5. Центровые отверстия - по ГОСТ 14034, форма В или Т. Протяжки с хвостовиком диаметром 18 мм и менее допускается изготовлять с центровыми отверстиями формы А.
6. Хвостовики - по ГОСТ 4044, тип 2, исполнение 1.
Хвостовики типа 2 исполнений 2, 3 и 4 изготовляются по заказу потребителя.
7. Неуказанные предельные отклонения размеров: отверстий - H16, валов - h16, остальных- .
.
(Измененная редакция, Изм. N 2).
8. Допуск симметричности боковых поверхностей фасочных зубьев относительно боковых поверхностей шлицевых зубьев не должен превышать 0,05 мм.
9. Форма и размеры профиля зубьев, группы заточки и форма передней грани зубьев протяжек - по ГОСТ 20365.
10. Задний угол зубьев протяжек должен быть:
3° - черновых и переходных;
2° - чистовых;
1° - калибрующих.
11. Протяжки для сочетаний полей допусков H7D9, H8D9 и H8F8 изготовлять без боковой ленточки не рекомендуется.
12. Типовой чертеж протяжки указан в приложении к ГОСТ 24823.
13. Технические требования - по ГОСТ 28442.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2004