ГОСТ Р 50271-92
(ИСО 2320-83)
Группа Г33
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГАЙКИ ШЕСТИГРАННЫЕ СТАЛЬНЫЕ САМОСТОПОРЯЩИЕСЯ
Механические и эксплуатационные свойства
Prevailing torque type steel hexagon nuts.
Mechanical and performance properties
ОКС 21.060.20
ОКП 16 8300
Дата введения 1994-01-01
Предисловие
1 ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 16 сентября 1992 г. N 1184
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 2320-83 "Гайки шестигранные стальные с преобладающим крутящим моментом. Механические и эксплуатационные свойства" с дополнительными требованиями, отражающими потребности народного хозяйства
3 ВВЕДЕН ВПЕРВЫЕ
4 ПЕРЕИЗДАНИЕ
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, раздела, приложения |
|
Разд.6 | |
|
4.3; 5.3.5; | |
|
Приложение 2 | |
|
5.2 | |
|
5.2 | |
|
5.2 | |
|
5.3.5.2 |
1 Общие сведения и область применения
1.1 Настоящий стандарт устанавливает требования к механическим и эксплуатационным свойствам шестигранных стальных самостопорящихся гаек и шестигранных стальных самостопорящихся гаек с фланцем (далее - гайки):
- с резьбой от М3 до М39 включительно;
- с требованиями к прочностным характеристикам, указанным в таблице 1;
- с размерами в соответствии со стандартами на изделия;
- для следующих диапазонов температур:
1) от минус 50 °С до плюс 300 °С для цельнометаллических гаек, не имеющих гальванопокрытия;
2) от минус 50 °С до плюс 230 °С для цельнометаллических гаек с гальванопокрытием;
3) от минус 50 °С до плюс 120 °С для гаек с неметаллическими вставками.
Таблица 1 - Механические свойства
|
|
Класс прочности | |||||||||||||||
|
5 |
8 |
9 | ||||||||||||||
|
Размер резьбы |
Напря- |
Твердость по Виккерсу HV |
Твердость по Роквеллу HRCэ |
Напря- |
Твердость по Виккерсу HV |
Твердость по Роквеллу HRCэ |
Напря- жение от пробной нагрузки |
Твердость по Виккерсу HV |
Твердость по Роквеллу HRCэ | |||||||
|
от |
до |
не ме- |
не бо- |
не ме- |
не бо- |
не ме- |
не бо- |
не ме- |
не бо- |
не ме- |
не бо- |
не ме- |
не бо- | |||
|
- |
4 |
520 |
130 |
302 |
- |
30 |
800 |
170 |
302 |
- |
30 |
900 |
170 |
302 |
- |
30 |
|
4 |
7 |
580 |
810 |
183 |
- |
915 |
188 |
- |
||||||||
|
7 |
10 |
590 |
|
830 |
940 |
|||||||||||
|
10 |
16 |
610 |
840 |
950 |
||||||||||||
|
16 |
39 |
630 |
146 |
- |
920 |
233 |
353 |
- |
36 |
920 |
||||||
 ,
,
Продолжение таблицы 1
|
|
Класс прочности | ||||||||||
|
10 |
12 | ||||||||||
|
Размер резьбы |
Напряжение от пробной нагрузки |
Твердость по Виккерсу HV |
Твердость по Роквеллу HRCэ |
Напряжение |
Твердость по Виккерсу HV |
Твердость | |||||
|
от |
до |
не менее |
не более |
не менее |
не более |
не менее |
не более |
не менее |
не более | ||
|
- |
4 |
1040 |
272 |
353 |
28 |
36 |
1150 |
295 |
353 |
29 |
36 |
|
4 |
7 |
1040 |
1150 |
||||||||
|
7 |
10 |
1040 |
1160 |
||||||||
|
10 |
16 |
1050 |
1190 |
||||||||
|
16 |
39 |
1060 |
1200 |
- |
- |
- |
- | ||||
|
Примечание - Минимальная твердость обязательна для гаек, которые не могут быть испытаны на пробную нагрузку, или для гаек термически обработанных. Для всех других гаек величина минимальной твердости дана для справок. | |||||||||||
Требования настоящего стандарта являются обязательными.
Стандарт не распространяется на гайки, обладающие особыми свойствами, удовлетворяемыми за счет применения специальных материалов и покрытий, которые способствуют улучшению таких характеристик, как:
- свариваемость;
- коррозионная стойкость;
- способность противостоять температурам сверх диапазонов, указанных выше.
1.2 Для гаек с мелким шагом установлены требования только по преобладающим крутящим моментам.
1.3 Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложении 2.
2 Определения
2.1 Самостопорящимися гайками называются гайки, обеспечивающие стопорение в резьбовом соединении за счет дополнительных сил трения, возникающих между деформированными участками резьбы гайки или неметаллической вставки гайки и резьбой стержневой детали.
Стопорение гаек характеризуется способностью сохранять преобладающие крутящие моменты при повторных завертываниях и отвертываниях.
2.2 Преобладающие крутящие моменты - это крутящие моменты завертывания гайки на болт до приложения момента затяжки или отвертывания после снятия усилия затяжки.
Величина преобладающего крутящего момента измеряется во время вращения гайки.
2.3 Гайки типа NF с нормальным трением
Гайки данного типа должны иметь цинковое покрытие с хроматированием или фосфатированием, с дополнительной смазкой или без нее, чтобы отвечать предъявляемым требованиям к усилиям затяжки.
2.4 Гайки типа LF с пониженным трением
Гайки данного типа должны иметь кадмиевое покрытие с дополнительной смазкой или фосфатное покрытие с антикоррозионной смазкой, чтобы отвечать предъявляемым требованиям к усилиям затяжки.
Примечание - Рекомендуется ограничить использование гаек с пониженным трением (LF), имеющих кадмиевое гальванопокрытие.
3 Обозначения
Гайки с нормальной высотой равной или более 0,8 (эффективная высота резьбы равна или более 0,6) обозначаются цифрой, указывающей наибольший класс прочности болтов, с которыми они могут сопрягаться в соединении.
(эффективная высота резьбы равна или более 0,6) обозначаются цифрой, указывающей наибольший класс прочности болтов, с которыми они могут сопрягаться в соединении.
Болт или винт определенного класса прочности, сопряженный с гайкой эквивалентного класса прочности в соответствии с таблицей 2 обеспечит получение резьбового соединения, способного подвергаться затяжке до величины напряжения болта, равной минимальной величине пробной нагрузки, либо нагрузке предела текучести болта без срыва резьбы.
Таблица 2
|
Класс прочности гайки |
5 |
8* |
9* |
10* |
12 |
|
Класс прочности сопрягаемого болта или винта |
5.8 и ниже |
8.8 и ниже |
9.8, 8.8 и ниже |
10.9 |
12.9 |
|
________________ | |||||
Если соединение будет затянуто выше пробной нагрузки болта, то конструкция гайки должна быть рассчитана так, чтобы в результате перезатяжки обеспечить по крайней мере 10% разрушений по стержню болта для предупреждения потребителя о неправильном монтаже резьбовых соединений.
При частом срыве резьбы необходимо применять гайки более высокого класса прочности.
4 Механические и эксплуатационные свойства
4.1 Материалы и технологические требования
4.1.1 Материалы
Гайки должны изготавливаться из сталей, химический состав которых указан в таблице 3. Вставки гаек, создающие преобладающие крутящие моменты, должны изготавливаться из материала, отличного от стали.
Таблица 3
|
Класс прочности |
Химический состав, % | |||
|
С, не более |
Мn, не менее |
Р, не более |
S, не более | |
|
5* |
0,500 |
- |
0,110 |
0,150 |
|
8 и 9 |
0,580 |
0,250 |
0,060 |
0,150*** |
|
10** |
0,580 |
0,300 |
0,048 |
0,058*** |
|
12** |
0,580 |
0,450 |
0,048 |
0,058 |
|
________________ | ||||
4.1.2 Термическая обработка
Гайки класса прочности 5 термической обработке не подлежат.
Гайки классов прочности 8 и 9 могут подвергаться термообработке.
Гайки классов прочности 10 и 12 должны подвергаться термической обработке.
Цементация гаек любого класса прочности не допускается.
4.1.3 Покрытие
По требованию потребителя гайки могут изготавливаться с защитным покрытием или без покрытия.
При необходимости гайки должны быть смазаны, чтобы отвечать предъявляемым требованиям по уменьшению трения. Смазка должна быть нетоксичной и не иметь неприятного запаха во время сборки. Смазка должна соответствовать требованиям высокоскоростной сборки.
Эксплуатационные свойства гаек, имеющих защитное покрытие и смазку, не должны ухудшаться после шести месяцев хранения в закрытом помещении. При хранении должна поддерживаться температура от минус 5 °С до плюс 40 °С.
Если очистка гаек от смазки или от защитного покрытия проведена потребителем, то изготовитель не несет ответственности за несоответствие гаек установленным размерам, механическим и эксплуатационным свойствам.
4.1.4 Водородная хрупкость
Гайки не должны разрушаться из-за водородной хрупкости. Если на гайки, прошедшие термическую обработку, наносится цинковое или фосфатное покрытие, то необходимо применять соответствующие технологические процессы, чтобы избежать водородной хрупкости. Гайки после нанесения покрытия гальваническим или другим способом, должны как можно скорее подвергаться обработке, чтобы снять водородную хрупкость.
4.2 Механические свойства
4.2.1 Пробная нагрузка
Гайки должны выдерживать пробную нагрузку, указанную в таблице 4, для соответствующего класса прочности при проведении испытаний, указанных в 5.1 настоящего стандарта.
Таблица 4 - Пробные нагрузки, усилия затяжки и преобладающие крутящие моменты для гаек
|
Гайка |
Пробная нагрузка, кН |
Усилие затяжки, кН |
Преобладающий крутящий момент, Н·м* | ||||||||||||||
|
|
|
Класс прочности |
Класс прочности |
Класс прочности 5, 8, 9 |
Класс прочности 10, 12 | ||||||||||||
|
Резь- |
Шаг |
5 |
8 |
9 |
10 |
12 |
5 |
8 |
9 |
10 |
12 |
1-е заверты- |
1-е отверты- |
5-е отверты- |
1-е заверты- |
1-е отверты- |
5-е отверты- |
|
М3 |
0,5 |
2,97 |
4 |
- |
5,2 |
5,8 |
1,43 |
2,19 |
- |
3,13 |
3,66 |
0,43 |
0,12 |
0,08 |
0,6 |
0,15 |
0,10 |
|
М4 |
0,7 |
5,18 |
7 |
- |
9,15 |
10,1 |
2,50 |
3,82 |
- |
5,47 |
6,39 |
0,90 |
0,18 |
0,12 |
1,2 |
0,22 |
0,15 |
|
М5 |
0,8 |
8,34 |
11,5 |
12,8 |
14,8 |
16,3 |
4,05 |
6,17 |
6,92 |
8,85 |
10,4 |
1,6 |
0,29 |
0,20 |
2,1 |
0,35 |
0,24 |
|
М6 |
1,0 |
11,9 |
16,3 |
18,1 |
20,9 |
23,7 |
5,73 |
8,70 |
9,82 |
12,5 |
14,6 |
3,0 |
0,45 |
0,30 |
4,0 |
0,55 |
0,40 |
|
М8 |
1,25 |
21,6 |
30,4 |
34,4 |
38,1 |
42,5 |
10,4 |
15,9 |
17,8 |
22,8 |
26,6 |
6,0 |
0,85 |
0,60 |
8,0 |
1,15 |
0,80 |
|
М10 |
1,5 |
34,2 |
48,1 |
54,5 |
60,3 |
67,3 |
16,5 |
25,3 |
28,3 |
36,1 |
42,2 |
10,5 |
1,5 |
1,0 |
14,0 |
2,0 |
1,4 |
|
М12 |
1,75 |
49,7 |
70,8 |
80,1 |
88,5 |
100 |
24,0 |
36,7 |
41,1 |
52,5 |
61,4 |
15,5 |
2,3 |
1,6 |
21 |
3,1 |
2,1 |
|
М14 |
2,0 |
67,8 |
96 |
109 |
121 |
137 |
32,8 |
50,0 |
56,1 |
71,6 |
84 |
24 |
3,3 |
2,3 |
31 |
4,4 |
3,0 |
|
М16 |
2,0 |
92,6 |
132 |
149 |
165 |
187 |
44,8 |
68,2 |
76,5 |
97,5 |
114 |
32 |
4,5 |
3,0 |
42 |
6,0 |
4,2 |
|
М18 |
2,5 |
113 |
177 |
- |
204 |
230 |
54,8 |
86,2 |
- |
119 |
140 |
42 |
6,0 |
4,2 |
56 |
8,0 |
5,5 |
|
М20 |
2,5 |
145 |
225 |
- |
260 |
294 |
69,8 |
110 |
- |
152 |
178 |
54 |
7,5 |
5,3 |
72 |
10,5 |
7,0 |
|
М22 |
2,5 |
179 |
279 |
- |
321 |
364 |
86,2 |
136 |
- |
189 |
220 |
68 |
9,5 |
6,5 |
90 |
13 |
9,0 |
|
М24 |
3,0 |
208 |
325 |
- |
374 |
424 |
100,5 |
159 |
- |
220 |
256 |
80 |
11,5 |
8,0 |
100 |
15 |
10,5 |
|
М27 |
3,0 |
271 |
422 |
- |
487 |
561 |
77,2 |
206 |
- |
286 |
334 |
94 |
13,5 |
10,0 |
123 |
17 |
12 |
|
М30 |
3,5 |
331 |
516 |
- |
595 |
673 |
94,5 |
253 |
- |
350 |
408 |
108 |
16 |
13 |
140 |
19 |
14 |
|
М33 |
3,5 |
409 |
638 |
- |
736 |
832 |
117 |
312 |
- |
432 |
505 |
122 |
18 |
14 |
160 |
21,5 |
15,5 |
|
М36 |
4,0 |
482 |
752 |
- |
866 |
980 |
138 |
368 |
- |
509 |
594 |
136 |
21 |
16 |
180 |
24 |
17,5 |
|
М39 |
4,0 |
576 |
898 |
- |
1035 |
1171 |
165 |
440 |
- |
608 |
710 |
150 |
23 |
18 |
200 |
26,5 |
19,5 |
|
________________ | |||||||||||||||||
4.2.2 Твердость
При проведении испытаний в соответствии с 5.2, гайки должны иметь твердость, соответствующую классам прочности, указанным в таблице 1.
4.3 Эксплуатационные свойства
Преобладающий крутящий момент
Величины преобладающего крутящего момента, создаваемого гайками (см.2.2) при первом и последующих завертываниях, не должны превышать максимальной величины преобладающего крутящего момента первого завертывания, указанного для соответствующих классов прочности по таблице 4 при проведении испытаний в соответствии с 5.3 настоящего стандарта.
Величины преобладающего крутящего момента гаек во время первого и пятого отвертывания не должны быть меньше величин преобладающего крутящего момента отвертывания, указанных в таблице 4, при проведении испытаний в соответствии с 5.3 настоящего стандарта.
5 Методы испытаний
5.1 Испытание на пробную нагрузку
Испытуемая гайка должна быть навернута на испытательный болт (5.1.1) или закаленную оправку (5.1.2) так, чтобы над поверхностью гайки выступало не менее трех витков резьбы болта или оправки.
При арбитражных испытаниях для гаек с неметаллическими вставками используется закаленная оправка, для цельнометаллических гаек - болт.
Максимальный преобладающий крутящий момент при завертывании гайки на испытательный болт или оправку должен быть зафиксирован, как только первый полный виток резьбы пройдет элемент конструкции, создающий преобладающий крутящий момент.
Величина пробной нагрузки в соответствии с таблицей 4 должна быть приложена в течение 15 с в осевом направлении болта или закаленной оправки на опорную поверхность гайки. Гайка должна выдерживать нагрузку без срыва или смятия резьбы.
При проведении арбитражных испытаний проверка на осевое растяжение является решающей.
Максимальный преобладающий крутящий момент, зафиксированный после отвертывания гайки на половину полного оборота и далее до полного отвертывания, не должен превышать максимального преобладающего крутящего момента, зафиксированного во время завертывания гайки на болт или оправку.
5.1.1 Болт, используемый в испытаниях на пробную нагрузку
Болт должен соответствовать требованиям, изложенным в 5.3.5.
Испытательный болт должен выдерживать большую величину пробной нагрузки чем гайка, которая подвергается проверке.
5.1.2 Закаленная оправка, используемая в испытаниях на пробную нагрузку
Поле допуска резьбы оправки 5h6g за исключением допуска наружного диаметра, который должен составлять  поля допуска 6g в его нижней части.
поля допуска 6g в его нижней части.
Твердость испытательной оправки должна быть 450 ... 510 HV (47 ... 52 HRC ).
).
5.2 Испытание на твердость
При контроле гаек испытание твердости проводится на одной из опорных поверхностей гайки в трех точках, смещенных относительно друг друга на 120°, а значения твердости определяется как среднеарифметическое трех измерений.
В спорных случаях твердость проверяется на продольном сечении, проходящем через ось гайки, в точках, расположенных как можно ближе к наружному диаметру резьбы гайки.
Испытание твердости по Виккерсу является решающим, прилагаемая нагрузка должна составлять 30 HV.
Испытание твердости по Виккерсу, Бринеллю, Роквеллу - по ГОСТ 2999, ГОСТ 9012, ГОСТ 9013 соответственно.
5.3 Испытание преобладающего крутящего момента
Настоящий стандарт предусматривает две программы испытаний: программу А и программу В.
Программа А предназначается для обычной приемки партии гаек с преобладающим крутящим моментом по мере их производства изготовителем и при входном контроле потребителем.
Программа В является продолжением программы А и включает в себя четыре дополнительных завертывания и отвертывания гаек без приложения осевой нагрузки. При пятом отвертывании необходимо зарегистрировать величину преобладающего крутящего момента, как это выполнялось при первом отвертывании гайки в программе А.
Обычно считается, что изделия, отвечающие требованиям программы В, выдержали испытание, проведенное по программе А.
5.3.1 Программа А
Программа А предназначена для проведения обычной приемочной проверки партии изделий.
Испытание на величину преобладающего крутящего момента должно производиться при комнатной температуре с использованием устройства для измерения нагрузки (5.3.4).
Испытательный болт (5.3.5) вставляется в устройство для измерения нагрузки, затем на болт устанавливается шайба (5.3.6) и испытываемая гайка. Гайка должна завертываться на болт до тех пор, пока минимум два полных витка резьбы болта не выступят над поверхностью гайки. Завертывание гайки проводится либо вручную с использованием гаечного ключа с регулируемым крутящим моментом (данный рекомендованный способ изложен в приложении 1), либо с использованием специального приспособления, замеряющего крутящий момент (5.3.3) (подобное устройство описывается в приложении 2).
Максимальный преобладающий крутящий момент, достигнутый при завертывании гайки на последующие 360°, должен быть зафиксирован. Для гайки, в соответствии с предъявляемыми требованиями, данный максимальный преобладающий крутящий момент не должен превышать величину преобладающего крутящего момента первого завертывания, указанного в таблице 4 для соответствующей гайки.
Завертывание гайки должно проводиться до тех пор, пока она не коснется опорной поверхностью закаленной шайбы. Длина испытательного болта должна быть такой, чтобы при касании гайки с шайбой над ее поверхностью выступало от 4 до 7 витков резьбы болта. Гайка завертывается до тех пор, пока в болте не образуется максимальное осевое усилие, равное усилию затяжки, указанному в таблице 4. При затягивании гайки необходимо предупредить проворачивание шайбы. Гайка отвертывается до тех пор, пока усилие затяжки не уменьшится до нуля. Максимальная величина преобладающего крутящего момента в процессе отвертывания гайки на последующий полный оборот резьбы должна быть измерена. Для гайки, отвечающей предъявляемым требованиям, эта величина преобладающего крутящего момента не должна быть меньше величины преобладающего крутящего момента первого отвертывания гайки, указанной в таблице 4.
5.3.2 Программа В
Программа В используется при оценке стопорящих свойств гаек, а также при арбитражной проверке.
Испытания по программе А должны быть проведены. После того как измерена величина преобладающего крутящего момента первого отвертывания, гайка отвертывается до тех пор, пока элемент резьбы, создающий преобладающий крутящий момент, не выйдет из зацепления с наружной резьбой болта. Затем гайка еще четыре раза завертывается и отвертывается. При каждом завертывании над поверхностью гайки должно выступать от 4 до 7 витков резьбы болта. При каждом отвертывании гайки элемент, создающий преобладающий крутящий момент, выводится из соединения с резьбой болта. Измерение преобладающего крутящего момента при этом не обязательно.
Величина преобладающего крутящего момента во время пятого отвертывания гайки на первый полный оборот должна быть измерена. Для гайки, отвечающей предъявляемым требованиям, данная величина преобладающего крутящего момента не должна быть меньше величины преобладающего крутящего момента пятого отвертывания, указанной в таблице 4. Кроме того, при четырех дополнительных завертываниях и отвертываниях гайки, величина преобладающего крутящего момента не должна превышать максимальной величины преобладающего крутящего момента первого завертывания гайки, указанной в таблице 4. Между циклами приложения крутящих моментов должны быть установлены значительные промежутки времени с тем, чтобы предотвратить перегрев проверяемого комплекта гайка-болт.
Скорость завертывания и отвертывания гайки должна быть постоянной и равномерной и не должна превышать 30 оборотов в минуту.
5.3.3 Средство для измерения крутящего момента
Средство для измерения крутящего момента затяжки (гаечный ключ с регулируемым крутящим моментом или иной механизированный инструмент) должно обладать точностью измерения в пределах ±2% максимальной величины крутящего момента.
При арбитражных проверках гайки считаются годными, если показания измерительного прибора находятся в верхней половине допуска крутящих моментов.
5.3.4 Устройство для измерения усилия затяжки
Устройство для измерения усилия затяжки должно обеспечивать измерение величин действительного усилия, которое возникает в болте по мере затягивания гайки. Точность измерения ±5% от усилия затяжки. Отверстие для болта в опорной плите должно иметь тот же диаметр и допуски, что и шайба, которая используется в испытании.
5.3.5 Болт, используемый для проверки преобладающего крутящего момента
Резьба болтов до М24 должна быть выполнена накаткой. Длина болта должна быть такой, что когда гайка коснется шайбы, над поверхностью гайки выступало от четырех до семи витков резьбы болта. Длина резьбы должна быть такой, чтобы после затяжки гайки минимум два полных витка резьбы находились в зацеплении. Болт должен иметь плоский конец с фаской.
На поверхности резьбы не допускаются заусенцы и другие дефекты, которые могут повлиять на точное определение величины преобладающего крутящего момента.
Болт должен иметь временное сопротивление, соответствующее механическим свойствам болта по ГОСТ 1759.4.
При испытаниях каждой гайки должен использоваться новый болт.
5.3.5.1 При испытаниях гаек типа NF с нормальным трением болт должен иметь то же покрытие, что и гайка. Допуски на резьбу болта выбираются в зависимости от типа применяемого покрытия, определенного стандартом. При испытаниях гаек с покрытием, отличающимся от цинкового, кадмиевого или фосфатного, необходимо использовать болт с цинково-фосфатным покрытием и смазкой.
5.3.5.2 При испытаниях гаек типа LF с пониженным трением болт должен иметь цинково-фосфатное покрытие со смазкой и резьбу с полем допуска 6g по ГОСТ 16093.
5.3.6 Шайба, используемая при испытаниях
Если испытания проводятся в соответствии с требованиями настоящего стандарта, то к шайбе не предъявляются специальные требования.
Для проведения испытаний на определение крутящего момента затяжки, качественные характеристики испытательной шайбы согласовываются между потребителем и изготовителем.
6 Маркировка
Гайки с размером М5 и более должны иметь четкую и ясную маркировку класса прочности и завода изготовителя. Символ класса прочности должен быть выполнен в соответствии с ГОСТ 1759.0. Символ завода-изготовителя выбирается изготовителем.
Маркировка по выбору изготовителя может быть выпуклой или вдавленной. Выпуклая маркировка не должна выходить за максимальные величины ширины и высоты гайки.
Вдавленная маркировка может располагаться на любой поверхности гайки, но желательно не на опорной.
Выпуклая маркировка на опорной поверхности не допускается.
ПРИЛОЖЕНИЕ 1
(рекомендуемое)
РЕКОМЕНДУЕМАЯ ТЕХНОЛОГИЯ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
С ИСПОЛЬЗОВАНИЕМ ДИНАМОМЕТРИЧЕСКИХ КЛЮЧЕЙ ДЛЯ ОПРЕДЕЛЕНИЯ
ВЕЛИЧИН КРУТЯЩИХ МОМЕНТОВ ЗАТЯЖКИ СТАЛЬНЫХ ШЕСТИГРАННЫХ ГАЕК
С ПРЕОБЛАДАЮЩИМ КРУТЯЩИМ МОМЕНТОМ
1 Общие сведения и область применения
В данном приложении дается описание рекомендуемого метода измерения величин крутящего момента и эксплуатационных характеристик гаек с преобладающим крутящим моментом с использованием динамометрических ключей и других приспособлений с малой скоростью вращения. Данный способ предназначен для оценки качества изделий, а также для арбитражных испытаний.
2 Устройство
2.1 Ручные динамометрические ключи (один или два для проверки преобладающего крутящего момента и один - для проверки крутящего момента затяжки, при необходимости) для всего диапазона измеряемых величин. (Наличие механизированного инструмента, имеющего скорость завертывания менее 30 оборотов в минуту, и приспособления для измерения крутящего момента, является обязательным).
2.2 Зажимное приспособление для установки испытательных болта, гайки и испытательной шайбы и для измерения растяжения болта, обусловленного усилием затяжки гайки (наиболее желательно использовать электрические тензодатчики, но можно применять и гидравлические датчики). Один из вариантов приспособления показан на рисунке.
Зажимное приспособление, используемое при испытаниях
Устройство для измерения усилия затяжки
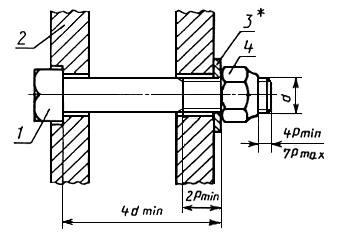
________________
* Провертывание шайбы не допускается.
1 - испытательный болт, 2 - испытательное приспособление, 3 - испытательная шайба,
4 - испытательная гайка,  - шаг резьбы
- шаг резьбы
3 Метод испытания
Метод испытания на определение характеристик преобладающего крутящего момента изложен в 5.3.
ПРИЛОЖЕНИЕ 2
(рекомендуемое)
Дополнительные требования, отражающие потребности народного хозяйства
Допускается изготавливать:
1 Гайки класса прочности 6 с механическими свойствами по таблице 5 с преобладающими крутящими моментами (таблица 4), как для гаек классов прочности 5, 8, 9.
Таблица 5
|
Размер резьбы |
Напряжение от пробной нагрузки |
Твердость по Виккерсу HV |
Твердость по Роквеллу HRCэ | |||
|
от |
до |
не менее |
не более |
не менее |
не более | |
|
- |
4 |
600 |
150 |
302 |
- |
30 |
|
4 |
7 |
670 |
||||
|
7 |
10 |
680 |
||||
|
10 |
16 |
700 |
||||
|
16 |
39 |
720 |
170 |
- |
||
2 Гайки М8-М39 с мелким шагом классов прочности 5, 6, 8, 9, 10, 12 с преобладающими крутящими моментами (таблица 4).
Пробная нагрузка гаек - по ГОСТ 1759.5.
Усилие затяжки, равное 75% от пробной нагрузки болтов соответствующих классов прочности, - по ГОСТ 1759.4.
3 Гайки класса прочности 6 должны применяться с болтами класса прочности 6.8.
4 Гайки класса прочности 6 должны изготавливаться из стали со следующим химическим составом: С, не более - 0,5%, Р, не более - 0,11%, S, не более - 0,15%, Mn - отсутствует.
5 Неметаллические вставки должны изготавливаться из материалов, обеспечивающих стопорящие свойства гаек при температурах, указанных в п.1.1 настоящего стандарта.
Вставка должна быть зафиксирована в корпусе гайки от проворота.
6 Гайки класса прочности 6 термической обработке не подлежат.
7 Покрытие гаек с неметаллической вставкой производить до завальцовки вставки.
8 На цельнометаллические гайки после покрытия должна быть нанесена смазка СРТ (смазка резьбовая твердая). Смазка нетоксична, не пожароопасна, не агрессивна по отношению к стали и покрытию. Допускаются другие типы смазок, обеспечивающие стопорящие свойства гаек.
При сборочных работах смазка удалению не подлежит.
9 Твердость гаек класса прочности 6 не контролировать при условии обеспечения ее технологическим процессом.