
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
9
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
Переход к содержанию Правил осуществляется по ссылке
РАЗДЕЛ II
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ И ПРОИЗВОДСТВЕННОЙ
САНИТАРИИ В ПРОМЫШЛЕННОСТИ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ
УТВЕРЖДЕНЫ постановлением Президиума ЦК профсоюза рабочих строительства и промышленности строительных материалов (протокол N 2 от 16.02.82 г.) и Министерством промышленности строительных материалов СССР (приказ N 141 от 25.03.82 г.).
РАЗРАБОТАНЫ Всесоюзным научно-исследовательским и проектным институтом асбестоцементной промышленности ВНИИпроектасбестцемент (Г.С.Блох, В.А.Комаров).
ВНЕСЕНЫ редакционной комиссией Минстройматериалов СССР: Б.С.Кишко (председатель), Г.И.Боханько (зам. председателя), Ю.Л.Юров (зам. председателя), И.К.Мороз, В.Г.Королев, А.А.Тряпицын, В.П.Гончаров, А.К.Левинцев, В.И.Лапотников, Э.А.Дуркин, Ю.А.Вострецов, Ф.П.Ильин, О.К.Андреев, В.Н.Чирков, В.А.Терехов, В.А.Бондарев, Т.И.Чиаев, Г.К.Тесля, В.А.Рыльников, А.М.Шальский, В.Б.Петруцик.
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Управлением организации труда, заработной платы и рабочих кадров Минстройматериалов СССР (Г.Ф.Щебуняев), Главным техническим управлением Минстройматериалов СССР (Б.С.Кишко) и отделом охраны труда ЦК профсоюза рабочих строительства и промышленности строительных материалов (Е.П.Спельман, Л.Т.Романец).
С введением в действие раздела II Правил техники безопасности и производственной санитарии в промышленности асбестоцементных изделий утрачивают силу Единые правила техники безопасности и производственной санитарии для предприятий промышленности строительных материалов. Часть II. Раздел III. Правила техники безопасности и производственной санитарии для предприятий по производству асбестоцементных изделий, утвержденные Минстройматериалов СССР 06.09.70 г. и Президиумом ЦК профсоюза рабочих строительства и промышленности строительных материалов 26.08.70 г.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие Правила обязательны для руководителей и специалистов научно-производственных и производственных объединений, комбинатов, заводов, учреждений и организаций* (научно-исследовательских, проектных, проектно-конструкторских, пусконаладочных, ремонтных и др.) промышленности асбестоцементных изделий.
______________________
* В дальнейшем научно-производственные и производственные объединения, комбинаты, заводы, учреждения и организации именуются в настоящих Правилах предприятиями.
1.2. Настоящими Правилами следует пользоваться вместе с Правилами техники безопасности и производственной санитарии в промышленности строительных материалов. Часть I*, утвержденными Министерством промышленности строительных материалов СССР и Президиумом ЦК профсоюза рабочих строительства и промышленности строительных материалов.
_____________________
* "Правила техники безопасности и производственной санитарии в промышленности строительных материалов. Часть I" в дальнейшем именуются по тексту настоящих Правил - первая часть Правил.
1.3. При организации или наличии на предприятиях промышленности асбестоцементных изделий производственных или технологических процессов по выпуску других видов строительных материалов должны соблюдаться требования безопасности, изложенные в соответствующих разделах Правил техники безопасности и производственной санитарии в промышленности строительных материалов.
2. ПЛОЩАДКИ ПРЕДПРИЯТИЙ,
ЗДАНИЯ И СООРУЖЕНИЯ
2.1. Площадки предприятий, здания и сооружения промышленности асбестоцементных изделий должны удовлетворять требованиям разд.4 первой части Правил.
2.2. Эксплуатация производственных зданий и сооружений должна осуществляться в соответствии с требованиями Положения о проведении планово-предупредительного ремонта и технической эксплуатации производственных зданий и сооружений предприятий промышленности строительных материалов, утвержденного Минстройматериалов СССР.
СИЛОСЫ ДЛЯ ХРАНЕНИЯ ЦЕМЕНТА
3.1. Силосы для хранения цемента должны быть оборудованы устройствами для улавливания пыли во время загрузки и выгрузки. Эксплуатация силосов при неисправных пылеулавливающих устройствах запрещается.
3.2. Верх силосов должен быть огражден по периметру. Ограждения должны соответствовать требованиям п.4.55 первой части Правил.
3.3. Нижние и боковые люки и лазы для обслуживания силосов должны быть оборудованы площадками, соответствующими требованиям п.4.55 первой части Правил.
3.4. Окна в галереях силосов должны быть снабжены приспособлениями для открывания и фиксации створок в открытом положении. Открывание створок окон должно производиться с пола галереи.
3.5. Для перехода через цементопроводы в галереях силосов должны быть предусмотрены стационарные переходные мостики, соответствующие требованиям п.4.55 первой части Правил.
3.6. Крышки люков должны иметь уплотнения и запираться на замок. Ключи от замков должны храниться у начальника цеха и выдаваться после оформления наряда-допуска на производство работ в силосе ответственному руководителю работ, назначенному из числа инженерно-технических работников приказом по предприятию.
3.7. На работы по внутреннему осмотру, очистке и ремонту силосов должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по осмотру, очистке и ремонту силосов без ППР и наряда-допуска запрещается.
3.8. Вход в силос через нижние или боковые люки и лазы разрешается только для выполнения ремонтных работ. Предварительно стены и перекрытия силоса должны быть очищены от зависаний цемента.
3.9. Спуск в силос через верхний люк разрешается только для осмотра или очистки стен и перекрытия силоса.
3.10. Спуск в силос должен производиться в самоподъемных люльках. Допускается применение люлек, опускаемых с помощью лебедок, предназначенных для подъема людей.
Перед спуском людей в силос необходимо:
осветить силос внутри переносными электрическими светильниками напряжением не выше 12 В;
закрыть задвижки на всех пневмотрассах, идущих в силос, и на них вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!";
отключить от электропитающей сети электродвигатели приводов механических задвижек, шиберов и разгрузочных устройств силоса;
вынуть предохранители из электрораспределительных устройств, указанных приводов, а на пусковых устройствах вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!";
отсоединить электродвигатели приводов от ремонтируемого оборудования, для чего рассоединить муфты или снять приводные ремни;
обеспечить людей, опускающихся в силос, инструментом для выполнения работ по осмотру и очистке силосов, средствами индивидуальной защиты в зависимости от характера и условий производства работ и средствами сигнализации и связи (сигнальная веревка, переговорное устройство, радиосвязь).
Лебедка и канаты должны соответствовать требованиям Правил устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных Госгортехнадзором СССР.
3.11. Люльки для спуска людей в силос необходимо оборудовать сиденьями, опорами для ног и устройствами для хранения и крепления инструмента (карманами, хомутами и т.д.). Настил люльки следует выполнять из досок толщиной не менее 6 см с поперечными планками через 30-40 см.
3.12. Высота ограждения люльки должна быть не менее 1,2 м с дополнительно ограждающей планкой на высоте 0,6 м. По низу люльки должна быть сплошная металлическая обшивка высотой 15 см. Способ подвешивания люльки должен исключить возможность ее опрокидывания.
3.13. Перед спуском люльки в силос должны быть проверены:
надежность крепления лебедки к перекрытию силоса;
надежность закрепления каната на барабане лебедки;
исправность стального каната, блоков, тормозов и привода лебедки;
прочность настила и ограждений люльки.
3.14. Очистка и удаление наростов, козырьков цемента должны производиться сверху вниз горизонтальными уступами по всему периметру силоса. Предварительно должно быть очищено перекрытие силоса вокруг люка.
3.15. При устранении козырьков, наростов необходимо устанавливать люльку в таком положении, чтобы она не находилась в зоне обрушения материала.
3.16. Запрещается:
открывать крышки нижних и боковых люков и входить в силос при наличии в нем слоя цемента, превышающего 0,5 м, козырьков и навесов цемента на стенах и внутренней части перекрытия силоса;
сходить с люльки на слой цемента во время осмотров и очистных работ;
производить обрушение цемента подрубкой снизу.
БУНКЕРА ДЛЯ ХРАНЕНИЯ ЦЕМЕНТА
3.17. Конструкция бункеров и узлов соединения их с цементопроводом должна исключать просыпь цемента и выбивание пыли в производственные помещения.
3.18. Бункера должны быть подключены к аспирационной системе с аппаратами для очистки воздуха.
3.19. Крышки люков должны иметь уплотнения, исключающие выбивание пыли в производственные помещения.
3.20. Крышки люков бункеров должны запираться на замок. Ключи от замков должны храниться у начальника цеха и выдаваться после оформления наряда-допуска на производство работ в бункере ответственному руководителю работ, назначенному из числа инженерно-технических работников приказом по предприятию.
3.21. На работы по внутреннему осмотру, очистке и ремонту бункеров должен быть разработан проект производства работ (ППР), выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по внутреннему осмотру, очистке и ремонту бункеров без ППР и наряда-допуска запрещается.
3.22. Перед спуском в бункер необходимо:
закрыть шибер на загрузочной течке бункера и вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!";
отключить загрузочные и разгрузочные устройства (конвейеры, шнеки, ячейковые питатели) в соответствии с требованиями п.13.45 первой части Правил;
обеспечить работающих необходимыми для ведения работ инструментом, лестницами, трапами, настилами и средствами индивидуальной защиты (одеждой специальной, респираторами, очками защитными, поясами предохранительными).
3.23. Перед ремонтом бункер должен быть освобожден от находящегося в нем материала.
3.24. При работе в бункерах следует применять переносные электрические светильники напряжением не свыше 12 В.
3.25. Перед началом ремонта шнеков бункеров необходимо:
закрыть шибер на загрузочной течке бункера и вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с надписью: "Не включать - работают люди!";
отключить приводы шнеков в соответствии с требованиями п.13.45 первой части Правил.
3.26. Запрещается:
эксплуатировать бункера при наличии щелей и открытых отверстий в корпусах бункеров и узлах соединений их с цементопроводом;
открывать крышки люков при наличии цемента в бункере.
МЕХАНИЗИРОВАННЫЕ СКЛАДЫ АСБЕСТА
3.27. Устройство и эксплуатация мостовых грейферных кранов в складах асбеста должны соответствовать требованиям Правил устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных Госгортехнадзором СССР.
3.28. Кабины мостовых грейферных кранов должны соответствовать требованиям Санитарных правил по устройству и оборудованию кабин машинистов кранов, утвержденных Минздравом СССР.
3.29. Бункера должны быть закрыты решеткой с размером ячейки 70![]() 70 мм.
70 мм.
3.30. Вдоль приемных бункеров, расположенных в складе асбеста, должен быть предусмотрен проход для технического обслуживания, ремонтных и монтажных целей шириной не менее 0,7 м. Проход должен располагаться вне зоны перемещения грейфера мостового крана и со стороны бункеров иметь ограждение, соответствующее требованиям п.4.55 первой части Правил.
3.31. Ремонт грейфера следует производить на ровной и очищенной от сырья площадке. Площадка должна быть ограждена инвентарными ограждениями по ГОСТ 23407-78. У входа на площадку должен быть установлен запрещающий знак безопасности 1.3. по ГОСТ 12.4.026-76 с изм.
3.32. Находиться в складах асбеста при работе мостовых грейферных кранов и загрузочных устройств вне площадок, выделенных для ремонта, запрещается.
СКЛАДЫ АСБЕСТА, ГОТОВОЙ ПРОДУКЦИИ
И ВСПОМОГАТЕЛЬНЫХ МАТЕРИАЛОВ
3.33. Мешки с асбестом следует хранить в сухом закрытом складе на поддонах. Укладывать мешки на поддоны необходимо вперевязку, высотой не более 2 м.
3.34. Профилированные и плоские асбестоцементные листы следует хранить на поддонах. Высота укладки листов на поддонах не должна быть более: для листов ВО - 1,75 м; для листов УВ, СВ, крупноразмерных и плоских - 2,5 м.
3.35. Асбестоцементные трубы должны храниться в штабелях и пирамидах или в контейнерах.
Высота штабеля не должна превышать: для труб с условным диаметром до 150 мм - 3 м, свыше 150 мм - 3,5 м.
Во избежание раскатывания труб штабеля должны быть ограждены с двух сторон металлическими стационарными стойками на всю высоту штабеля.
Высота пирамид не должна быть более 1,5 м. Нижний ряд труб в пирамиде должен закрепляться от раскатывания скобами или металлическими уголками.
3.36. Контейнеры с трубами следует хранить в штабелях общей высотой не более 3 м; ширина проходов между штабелями не должна быть менее 1,5 м.
3.37. Асбестоцементные короба должны храниться в штабелях. Во избежание падения крайних рядов коробов штабеля должны быть ограждены с двух сторон металлическими стационарными стойками на всю высоту штабеля, которая не должна быть более 3 м.
3.38. Асбестоцементные и металлические муфты следует хранить в контейнерах или штабелях высотой не более 1,5 м. Укладка муфт в штабель должна производиться на торец.
Контейнеры с муфтами должны храниться на складе в один ряд по высоте.
3.39. Комплектующие детали к волнистым листам (коньки марок КПО, КС, УКС, КУ) должны храниться на поддонах или в контейнерах. Укладка комплектующих деталей на поддон должна производиться вперевязку, высотой не более 1,5 м. Контейнеры с комплектующими деталями должны храниться в один ряд по высоте.
Ширина проходов между поддонами или контейнерами не должна быть менее 1,5 м.
3.40. Резиновые кольца должны храниться в отдельном помещении с соблюдением требований Типовых правил пожарной безопасности для промышленных предприятий, утвержденных МВД СССР.
3.41. Хранение битумных материалов и смол должно осуществляться в соответствии с требованиями СНиП II-106-79. Склады нефти и нефтепродуктов, утвержденных Госстроем СССР, и Типовых правил пожарной безопасности для промышленных предприятий, утвержденных МВД СССР.
3.42. При проектировании и размещении складов для хранения соляной кислоты необходимо обеспечить:
содержание хлористого водорода в воздухе рабочей зоны по ГОСТ 12.1.005-76 не должно быть более 5 мг/м![]() ;
;
очистку выбросов в атмосферу в соответствии с Указаниями по расчету рассеивания в атмосфере вредных веществ, содержащихся в выбросах предприятий СН 369-74, утвержденными Госстроем СССР.
3.43. Склады для хранения соляной и серной кислот необходимо размещать в отдельных помещениях; размещение складов на открытых площадках, под навесом и подвальных помещениях допускается только при согласовании с государственным пожарным надзором.
3.44. Хранить и транспортировать кислоты необходимо в упаковке заводов-изготовителей.
3.45. При укладке угля и его хранении в штабеля не должны попадать куски дерева, тряпки, бумага и другие сгораемые предметы.
3.46. С площадок открытого складирования угля должен быть предусмотрен сток для воды за пределы территории складов.
3.47. На складе угля должен производиться систематический контроль за температурой угля путем установки в откосах штабелей контрольных железных труб или термометров.
3.48. При повышении температуры выше 60 °С следует произвести уплотнение штабеля на участке образования очага самонагревания или выемку разогревшегося угля с немедленной засыпкой места выемки свежим углем и тщательным его уплотнением.
3.49. Тушение или охлаждение угля водой в штабелях не допускается. Загоревшийся уголь следует тушить водой только после выемки из штабеля.
3.50. Расстояние между смежными штабелями угля принимается не менее 1 м при высоте штабелей не более 3 м и не менее 2 м при большей высоте штабеля.
3.51. Расстояние от подошвы штабеля должно быть: до ограждающего забора - не менее 3 м, до железнодорожного пути и бровки автогужевой дороги - не менее 1,5 м.
3.52. Противопожарные разрывы между зданиями или сооружениями и открытыми расходными складами угля должны быть при вместимости склада:
от 5000 до 100000 т 8 м
" 500 " 5000 т 5
до 500 т 3
ПРИГОТОВЛЕНИЕ АСБЕСТОЦЕМЕНТНОЙ МАССЫ
4.1. При организации и ведении технологических процессов приготовления асбестоцементной массы должны быть обеспечены следующие условия:
метеорологические условия в рабочей зоне производственных помещений по ГОСТ 12.1.005-76;
в теплый период года температура воздуха не должна превышать 28 °С, относительная влажность не должна превышать 75%, скорость движения воздуха не должна быть более 0,5 м/с;
в холодный и переходный периоды года температура воздуха должна быть в пределах 18-23 °С, относительная влажность не должна превышать 75%, скорость движения воздуха не должна быть более 0,3 м/с;
содержание вредных веществ в воздухе рабочей зоны производственных помещений по ГОСТ 12.1.005-76 не должно быть более: аэрозоля цемента - 6 мг/м![]() ; аэрозоля асбеста - 2 мг/м
; аэрозоля асбеста - 2 мг/м![]() ; аэрозоля окиси хрома - 1 мг/м
; аэрозоля окиси хрома - 1 мг/м![]() ;
;
очистка выбросов в атмосферу в соответствии с Указаниями по расчету рассеивания в атмосфере вредных веществ, содержащихся в выбросах предприятий, СН 369-74, утвержденными Госстроем СССР.
4.2. Подача мешков с асбестом на стол загрузочной воронки конвейера для растарки должна быть механизирована.
4.3. Над приемной частью конвейеров подачи асбеста в бегуны должны быть установлены вытяжные зонты, подключенные к аспирационной системе с аппаратами для очистки воздуха.
Рабочие, занятые на растарке асбеста и его загрузке в бегуны, должны быть обеспечены средствами индивидуальной защиты органов дыхания от пыли.
4.4. Приготовление красящей суспензии должно быть механизировано.
4.5. При организации и ведении технологического процесса приготовления красящей суспензии рабочие должны быть обеспечены перчатками резиновыми по ГОСТ 20010-74 с изм., фартуками по ГОСТ 12.4.029-76 с изм. и сапогами резиновыми по ГОСТ 5375-79 с изм., а также защитными пастами и мазями.
4.6. При эксплуатации вибромельниц и мешалок для приготовления красящей суспензии уровни звука на рабочих местах по ГОСТ 12.1.003-83 должны быть не более 85 дБА.
ФОРМОВАНИЕ ИЗДЕЛИЙ
4.7. При организации и ведении технологических процессов формования асбестоцементных изделий должны быть обеспечены:
меры по защите рабочих от контакта с асбестоцементной массой и водой - в соответствии с требованиями п.4.5 настоящего раздела;
метеорологические условия в рабочей зоне производственных помещений должны соответствовать требованиям ГОСТ 12.1.005-76;
в теплый период года температура воздуха не должна превышать 28 °С, относительная влажность не должна превышать 75%, скорость движения воздуха не должна быть более 0,5 м/с;
в холодный и переходный периоды года температура воздуха должна быть в пределах 18-23 °С, относительная влажность не должна превышать 75%, скорость движения воздуха должна быть не более 0,3 м/с.
4.8. На постоянных рабочих местах машинистов формовочных машин должно быть предусмотрено воздушное душирование.
4.9. Сточные каналы должны быть закрыты съемными крышками.
4.10. При форсуночном методе окрашивания асбестоцементных изделий попадание аэрозоля красящей суспензии в рабочую зону производственных помещений должно быть исключено.
4.11. Развальцовка труб на форматных скалках должна осуществляться автоматически.
УПЛОТНЕНИЕ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВЫХ ИЗДЕЛИЙ
НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ
4.12. Прессы должны быть оборудованы сборниками воды, отжатой из асбестоцементных листов.
4.13. Прессы должны быть оборудованы устройствами для улавливания масла, содержащегося в воде, отжатой из асбестоцементных листов.
Сбрасывать в канализацию не очищенную от масел воду запрещается.
4.14. Сточные каналы должны быть закрыты съемными металлическими крышками.
4.15. Для производства ремонтных работ в местах установки прессов должны быть предусмотрены грузоподъемные машины.
ПРЕДВАРИТЕЛЬНОЕ ТВЕРДЕНИЕ ПОЛУФАБРИКАТА
4.16. В местах разборки стоп асбестоцементных листов должно быть предусмотрено воздушное душирование.
4.17. Загрузка труб на конвейеры должна производиться грузоподъемными машинами.
ТОКАРНАЯ ОБРАБОТКА
АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ
4.18. При организации и ведении технологического процесса токарной обработки асбестоцементных изделий должны быть обеспечены:
содержание аэрозоля асбестоцемента в воздухе рабочей зоны производственных помещений по ГОСТ 12.1.005-76 не должно быть более 6 мг/м![]() ;
;
очистка выбросов в атмосферу в соответствии с Указаниями по расчету рассеивания в атмосфере вредных веществ, содержащихся в выбросах предприятий СН 369-74, утвержденными Госстроем СССР;
уровни звукового давления и эквивалентные уровни звука на рабочих местах в соответствии с ГОСТ 12.1.003-83.
4.19. Удаление стружки и обрезков от станков должно производиться ленточными или цепными конвейерами.
4.20. Подача труб на обработку, съем труб со стеллажа и укладка их в штабель должны производиться грузоподъемными машинами.
РЕКУПЕРАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ВОДЫ
4.21. При организации и ведении технологического процесса рекуперации рабочие должны быть обеспечены индивидуальными средствами защиты от контакта с технологической водой согласно п.4.5 настоящего раздела.
4.22. Метеорологические условия в рабочей зоне рекуперационного отделения должны соответствовать требованиям ГОСТ 12.1.005-76:
в теплый период года температура воздуха не должна превышать 28 °С, относительная влажность не должна превышать 75%, скорость движения воздуха должна быть не более 0,5 м/с;
в холодный и переходный периоды года температура воздуха должна быть в пределах 18-23 °С, относительная влажность не должна превышать 75%, скорость движения воздуха не должна быть более 0,3 м/с.
СБОРКА УТЕПЛЕННЫХ
АСБЕСТОЦЕМЕНТНЫХ ПЛИТ
4.23. При организации и ведении технологического процесса сборки утепленных асбестоцементных плит должны быть обеспечены:
содержание вредных веществ в воздухе рабочей зоны производственных помещений по ГОСТ 12.1.005-76: аэрозоля асбестоцемента - 6 мг/м![]() и минеральной ваты - 4 мг/м
и минеральной ваты - 4 мг/м![]() ; сероводорода в смеси с углеводородами - 3 мг/м
; сероводорода в смеси с углеводородами - 3 мг/м![]() , окиси углерода - 20 мг/м
, окиси углерода - 20 мг/м![]() ;
;
очистка выбросов в атмосферу в соответствии с Указаниями по расчету рассеивания в атмосфере вредных веществ, содержащихся и выбросах предприятий (СН 369-74), утвержденными Госстроем СССР;
уровни звукового давления и эквивалентные уровни звука на рабочих местах в соответствии с ГОСТ 12.1.003-83.
4.24. Транспортировка горячего битума со склада к линии для производства утепленных асбестоцементных плит должна производиться грузоподъемными машинами.
АВТОКЛАВНАЯ ОБРАБОТКА
АСБЕСТОЦЕМЕНТНЫХ ПАНЕЛЕЙ
4.25. При организации и ведении автоклавной обработки асбестоцементных панелей должны быть обеспечены:
метеорологические условия в рабочей зоне помещения автоклавов по ГОСТ 12.1.005-76; температура воздуха в холодный и переходный периоды года 20-23 °С, относительная влажность 60-40%, скорость движения воздуха не более 0,3 м/с; в теплый период года температура воздуха не должна превышать 28 °С, относительная влажность - 75%, скорость движения воздуха - 0,5 м/с;
уровни звукового давления и эквивалентные уровни звука на рабочих местах о соответствии с ГОСТ 12.1.003-83.
4.26. При организации и ведении технологического процесса автоклавной обработки асбестоцементных изделий рабочие должны быть обеспечены средствами индивидуальной защиты (перчатками резиновыми по ГОСТ 20010-74 с изм. и сапогами резиновыми по ГОСТ 5375-79 с изм.).
4.27. У входа в помещения и на площадки, где установлены автоклавы, должны быть вывешены запрещающие знаки безопасности 1.3 по ГОСТ 12.4.026-76 с изм.
Проход через помещение, где установлены автоклавы, запрещается.
Открытые площадки, на которых установлены автоклавы, должны быть ограждены по периметру сетчатыми ограждениями высотой не менее 1,5 м.
4.28. Наружные входы помещения автоклавов должны иметь тамбуры-шлюзы или воздушно-тепловые завесы.
4.29. Для производства ремонтных работ помещения установки автоклавов должны быть оборудованы грузоподъемными машинами.
4.30. В межрельсовой части автоклавов должна быть установлена катодная защита, предупреждающая коррозионно-усталостные явления, возникающие в металле под действием водных растворов электролитов, вымываемых конденсатом из асбестоцементных изделий при их автоклавной обработке.
5. УСТАНОВКА И ЭКСПЛУАТАЦИЯ
ПРОИЗВОДСТВЕННОГО ОБОРУДОВАНИЯ
И ТЕХНОЛОГИЧЕСКИХ ЛИНИЙ
Установка и эксплуатация производственного оборудования и технологических линий должны соответствовать требованиям первой части Правил, формуляров, паспортов и инструкций по эксплуатации оборудования заводов-изготовителей.
ДОЗАТОРЫ АСБЕСТА И ЦЕМЕНТА
5.1. Горловина дозатора и течка бункера должны быть соединены рукавом из брезента или другого пыленепроницаемого материала.
5.2. Для обслуживания весов и дозаторов должны быть предусмотрены площадки, соответствующие требованиям п.4.55 первой части Правил.
5.3. Открывать люк на корпусе дозатора при наличии в нем цемента запрещается.
5.4. Место засыпки цемента в голлендер или турбосмеситель должно быть оборудовано устройством, исключающим возможность проникания пыли в производственное помещение.
5.5. Отверстия в перекрытиях для подвесок дозатора должны быть закрыты диафрагмами.
5.6. Блокировка дверки на площадку обслуживания передвижного дозатора должна обеспечивать:
отключение привода тележки дозатора при ее открывании;
открывание дверки только при условии нахождения дозатора против площадки его обслуживания.
5.7. Дозаторы асбеста и цемента должны быть подключены к аспирационной системе с аппаратами для очистки воздуха.
5.8. При размещении и эксплуатации ленточных и винтовых конвейеров должны соблюдаться требования пп.13.10-13.12, 13.27-13.29, 14.17-14.24 первой части Правил.
БЕГУНЫ
5.9. Катки бегунов должны быть закрыты сплошным металлическим кожухом, подключенным к аспирационной системе с аппаратами для очистки воздуха. Кожух должен быть сблокирован с приводом так, чтобы при его отсутствии или неправильной установке включение привода бегунов было бы невозможным.
5.10. Крышки люков бегунов должны быть сблокированы с приводом так, чтобы при открывании или неполностью закрытых крышках привод бегунов автоматически отключался.
5.11. Ширина проходов между бегунами не должна быть менее 1,2 м.
5.12. Для обслуживания верхнего привода бегунов должна быть оборудована площадка, соответствующая требованиям п.4.55 первой части Правил. При нижнем расположении привода бегунов приямок по периметру должен быть огражден согласно требованиям п.4.50 первой части Правил.
5.13. В приямке должен быть установлен аварийный выключатель привода бегунов.
5.14. Зубчатые передачи, валы и соединительные муфты приводов бегунов должны быть ограждены сплошными металлическими ограждениями.
Допускается валы и клиноременные передачи ограждать сетчатыми ограждениями при соблюдении требований п.2.3 прил.21 первой части Правил.
5.15. Бегуны должны быть оборудованы предупредительной световой сигнализацией, обеспечивающей сигнальную связь площадок для обслуживания бегунов с площадками для обслуживания голлендеров, гидропушителей и аппаратов для перемешивания асбеста с цементом.
5.16. Для производства ремонтных работ на бегунах должны быть установлены грузоподъемные машины.
5.17. На работы по внутреннему осмотру, очистке и ремонту бегунов должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по осмотру, очистке и ремонту бегунов без ППР и наряда-допуска запрещается.
5.18. Перед началом ремонтных работ на бегунах необходимо:
выработать асбест из чаши бегунов;
отключить от электропитающей цепи электродвигатели приводов бегунов и их загрузочных механизмов;
вынуть предохранители из электрораспределительных устройств указанных приводов и повесить на пусковые устройства запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!";
отсоединить электродвигатель от привода бегунов, для чего снять приводные ремни или рассоединить первую после электродвигателя муфту.
5.19. Отбор проб для анализа асбеста должен производиться пробоотборником из разгрузочной течки бегунов.
КОНТАКТНЫЕ СМЕСИТЕЛИ, КОВШОВЫЕ МЕШАЛКИ,
МЕШАЛКИ ДЛЯ ПЕРЕМЕШИВАНИЯ АСБЕСТА
И ПЕРЕРАБОТКИ ОБРЕЗКОВ
5.20. Цепные передачи и соединительные муфты приводов должны быть ограждены сплошными металлическими ограждениями.
5.21. Крышки люков должны быть сблокированы с приводом так, чтобы при снятой или неправильно установленной крышке привод оборудования автоматически отключался.
5.22. Контактный смеситель и ковшовая мешалка должны иметь указатели уровня заполнения.
Заполнять контактный смеситель и ковшовую мешалку сверх максимально допускаемого уровня запрещается.
Мешалки асбеста и переработки обрезков должны быть оборудованы устройством, исключающим их переполнение.
5.23. На работы по внутреннему осмотру, очистке и ремонту оборудования должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по осмотру, очистке и ремонту оборудования без ППР и наряда-допуска запрещается.
5.24. Перед началом внутреннего осмотра, очистки и ремонта оборудования необходимо:
отключить от электропитающей сети электродвигатели приводов ремонтируемого оборудования и его загрузочных и разгрузочных устройств;
вынуть предохранители из электрораспределительных устройств приводов;
рассоединить муфты приводов;
на пусковые устройства повесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с поясняющей надписью: "Не включать - работают люди!".
5.25. Эксплуатация оборудования запрещается:
при отсутствии или неправильной установке защитных ограждений;
при задевании лопастей о корпус оборудования;
при обрыве ковшей в ковшовой мешалке;
при утечке жидкости через уплотнения подшипников.
ГИДРОПУШИТЕЛИ,
ТУРБОСМЕСИТЕЛИ, ГИДРОПУЛЬПЕРЫ
5.26. Клиноременные передачи приводов гидропушителя и турбосмесителя должны быть ограждены сплошными металлическими ограждениями. Допускается клиноременные передачи ограждать сетчатым ограждением при соблюдении требований прил.21 первой части Правил (п.2.3).
5.27. Соединительные муфты приводов насосов должны быть ограждены сплошными металлическими ограждениями.
5.28. Крышки верхних люков должны быть сблокированы с приводами так, чтобы при их открывании приводы гидропушителей и турбосмесителей автоматически отключались.
5.29. На работы по внутреннему осмотру, очистке и ремонту оборудования должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по осмотру, очистке и ремонту оборудования без ППР и наряда-допуска запрещается.
5.30. Перед началом ремонтных работ необходимо:
отключить от электропитающей сети электродвигатели приводов ремонтируемого оборудования и его загрузочных и разгрузочных устройств;
вынуть предохранители из электрораспределительных устройств приводов;
рассоединить муфты приводов;
на пусковые устройства повесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.31. Запрещается:
открывать нижние люки при работающем или заполненном асбестоцементной массой оборудовании;
эксплуатировать оборудование при утечке жидкости через уплотнения.
ГОЛЛЕНДЕРЫ
5.32. Ременная передача привода должна быть ограждена сетчатым ограждением в соответствии с п.2.3 прил.21 первой части Правил. Соединительные муфты приводов должны быть закрыты сплошным металлическим ограждением.
5.33. Подъемное устройство барабана голлендера необходимо снабдить указателем, показывающим величину зазора между ножами барабана и гребенкой.
5.34. Между кожухом и валом голлендера должны быть уплотнения, исключающие попадание асбестоцементной массы на пол помещения.
5.35. Для производства ремонта над барабанами голлендеров должны быть установлены грузоподъемные машины.
5.36. Перед началом ремонтных и очистных работ в ванне голлендера необходимо:
отключить от электропитающей сети электродвигатели приводов;
вынуть предохранители из электрораспределительных устройств приводов;
отсоединить электродвигатели приводов от голлендера, рассоединив первую от электродвигателя муфту или сняв приводные ремни;
на пусковом устройстве повесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.37. При возникновении стука или вибрации во время вращения барабана эксплуатация голлендера запрещается.
РЕКУПЕРАТОРЫ
5.38. Трубопроводы для подачи пара в рекуператор должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором СССР.
5.39. Рекуператоры должны быть ограждены. Ограждения должны соответствовать требованиям п.4.50 первой части Правил.
5.40. Для обслуживания рекуператоров и приводов механизмов очистки должны быть оборудованы площадки, соответствующие требованиям п.4.55 первой части Правил.
5.41. Рекуператоры должны быть оборудованы устройствами, исключающими их переполнение.
5.42. Зубчатые передачи и соединительные муфты привода механизма очистки должны быть закрыты сплошными металлическими ограждениями.
5.43. На работы по внутреннему осмотру, очистке и ремонту рекуператоров должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по осмотру, очистке и ремонту рекуператоров без ППР и наряда-допуска запрещается.
5.44. Перед началом ремонтных работ необходимо:
прекратить подачу воды и пара;
вынуть предохранители из электрораспределительных устройств привода механизма очистки;
рассоединить муфту привода механизма очистки;
на пусковом устройстве механизма очистки и вентилях подачи воды и пара повесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
ЛИСТОФОРМОВОЧНЫЕ МАШИНЫ
5.45. Для обслуживания листоформовочных машин должны быть оборудованы площадки, соответствующие требованиям п.4.55 первой части Правил.
Трубы для питания листоформовочной машины асбестоцементной массой и водой не следует располагать в габаритах площадок обслуживания.
5.46. Подъем и установка в рабочее положение отжимных валов, пресс-вала, дополнительных пресс-валов и вакуумных коробок должны производиться грузоподъемными машинами.
5.47. Для подъема рамы отжимных валов следует применять лебедку СМ-1003 с электромагнитным тормозом нормально замкнутого типа.
5.48. Рама отжимных валов должна иметь механическое устройство для фиксации ее о поднятом положении.
5.49. Соединительные муфты, клиноременная, цепная и карданная передачи приводов пресс-вала, сукнобойки, вакуумных и грязевых насосов, насосов чистой воды и мешалок должны быть закрыты сплошными металлическими ограждениями.
5.50. Аварийные выключатели привода листоформовочной машины должны быть установлены:
около ротационных ножниц со стороны муфты включения;
около привода мешалок ванн сетчатых цилиндров;
около третьей ванны с противоположной стороны пульта управления.
5.51. Для предупреждения о пуске листоформовочная машина должна быть снабжена звуковой и световой сигнализацией (сирена, звонок, лампы). Сигнализация должна обеспечивать надежную слышимость и видимость сигнала в зоне работы обслуживающего персонала. Таблица сигналов должна быть вывешена на рабочих местах.
5.52. Перед проведением среднего и капитального ремонтов листоформовочных машин должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение среднего и капитального ремонтов листоформовочной машины без ППР и наряда-допуска запрещается.
5.53. При проведении текущих ремонтов и периодических чисток листоформовочных машин должны соблюдаться требования пп.13.34-13.36, 13.41-13.45, 13.47 первой части Правил.
5.54. Устройство и эксплуатация ленточных конвейеров должны соответствовать требованиям ГОСТ 12.2.022-80 и пп.14.17-14.20 первой части Правил.
5.55. Запрещается:
оставлять открытыми отверстия на торцах форматного барабана;
находиться под рамой отжимных валов во время ее подъема и опускания;
удерживать электролебедкой раму отжимных валов, если под ней находятся люди;
производить строповку за вал сетчатого цилиндра;
эксплуатировать листоформовочные машины при отсутствии или неисправной звуковой или световой сигнализации;
во время работы листоформовочной машины очищать от асбестоцементной массы ролики толщиномера, трубовалики, ролики конечных выключателей и ножи автомата для срезки наката, а также подтягивать соединения гидросистемы, передвигать и ремонтировать отжимные валы и производить регулировку автомата срезки наката.
РОТАЦИОННЫЕ НОЖНИЦЫ
5.56. Цепные, клиноременные и зубчатые передачи привода ротационных ножниц должны быть закрыты сплошными металлическими ограждениями.
5.57. Муфта включения привода ротационных ножниц должна быть ограждена сетчатым металлическим ограждением в соответствии с п.2.3 прил.21 первой части Правил. Ограждение должно быть сблокировано с приводом ротационных ножниц так, чтобы при снятом или неправильно установленном ограждении привод автоматически отключался.
5.58. Режущий механизм и подающие ролики должны быть закрыты сетчатым ограждением в соответствии с п.2.3 прил.21 первой части Правил. Ограждение должно быть сблокировано с приводом ножниц так, чтобы при снятом или неправильно установленном ограждении привод автоматически отключался. Ограждения подводящего и отводящего конвейера должны соответствовать требованиям ГОСТ 12.2.022-80.
5.59. В цепи управления привода ротационных ножниц должен быть аварийный выключатель, установленный со стороны привода.
5.60. Перед проведением текущего, среднего и капитального ремонтов ротационных ножниц должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
5.61. При работе ротационных ножниц запрещается:
смазывать вручную подшипники скольжения, зубчатых передач и втулочно-роликовых цепей;
натяжение клиноременной передачи;
очищать приводные барабаны, прижимные валики и режущие механизмы налипших обрезков асбестоцементных листов.
КОНВЕЙЕРЫ
ДЛЯ БЕСПРОКЛАДОЧНОГО ПРОИЗВОДСТВА
ВОЛНИСТЫХ АСБЕСТОЦЕМЕНТНЫХ ЛИСТОВ
Общие требования
5.62. Соединительные муфты, зубчатые, клипоременные и цепные передачи приводов волнировщика, укладчика и переборщика листов, съемника стоп конвейера разгрузки должны быть закрыты сплошными металлическими ограждениями.
5.63. Для обслуживания волнировщиков, укладчиков, переборщиков и съемников стоп должны быть оборудованы стационарные металлические площадки, соответствующие требованиям п.4.55 первой части Правил.
5.64. Волнировщики, укладчики, переборщики и съемники стоп должны быть окрашены в цвета по ГОСТ 12.4.026-76 с изм.
5.65. На работы по текущему, среднему и капитальному ремонтам конвейера должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по ремонту конвейера без ППР и наряда-допуска запрещается.
5.66. При работе конвейера для беспрокладочного производства волнистых асбестоцементных листов запрещается:
смазывать вручную зубчатые передачи, втулочно-роликовые цепи и подшипники скольжения;
устранять неисправности на волнировщике, укладчике и переборщике листов;
натягивать и очищать чешуйчатые цепи;
регулировать тормоза, вильчатые траверсы, положение транспортирующих валков и конечных выключателей на волнировщиках, укладчиках и переборщиках листов.
Волнировщики
5.67. Натяжные и приводные звездочки волнировщика должны быть ограждены в соответствии с требованиями ГОСТ 12.2.022-80.
Ограждения должны быть сблокированы с приводом волнировщика так, чтобы при снятом или неправильно установленном ограждении привод волнировщика автоматически отключался.
Высота ограждения над формующими цепями не должна быть более 50 мм.
5.68. Дисковые ножи должны быть закрыты сплошными металлическими ограждениями.
5.69. Со стороны, противоположной пульту управления, должен быть аварийный выключатель привода механизма подачи листов в волнировщик.
5.70. При работе волнировщика запрещается:
натягивать и очищать чешуйчатые цепи;
очищать транспортирующие валки и тормоза;
регулировать положение конечных выключателей;
поправлять листы и проталкивать бракованные листы.
Укладчики и переборщики листов
5.71. Рамы укладчика и переборщика листов должны быть закрыты сетчатыми ограждениями в соответствии с п.2.3 прил.21 первой части Правил, закрывающими проход в зону передвижения вакуумных коробок.
5.72. При работе укладчика и переборщика листов поправлять руками листы и герметизирующие прокладки запрещается.
Съемники стоп
5.73. При работе съемника стоп запрещается:
регулировать положение конечных выключателей;
подтягивать соединения гидросистемы;
регулировать механизм перемещения тележки.
Конвейеры предварительного твердения листов
5.74. Конвейеры предварительного твердения листов должны соответствовать требованиям ГОСТ 12.2.022-80.
5.75. Трубопроводы для подачи пара в камеру пропаривания конвейера предварительного твердения листов должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором СССР.
5.76. При эксплуатации камер пропаривания не должно быть выделения пара в производственные помещения через загрузочные и разгрузочные проемы.
Ремонтные проемы необходимо закрывать металлическими створками и иметь уплотнения из жаростойкой резины.
Загрузочные и разгрузочные проемы следует плотно закрывать шторами из брезента или технического сукна формовочных машин.
5.77. Соединительные муфты и клиноременные передачи приводов конвейера должны быть закрыты сплошными металлическими ограждениями.
5.78. Ограждения приводных, натяжных станций конвейера должны закрывать сверху и с торцов звездочки и участки полотна конвейера, набегающего на звездочки на длине не менее ![]() +1 м от линии касания звездочки с полотном (где
+1 м от линии касания звездочки с полотном (где ![]() - радиус барабана, м). Ограждения должны быть сблокированы с приводами так, чтобы при снятом или неправильно установленном ограждении приводы конвейера автоматически отключались.
- радиус барабана, м). Ограждения должны быть сблокированы с приводами так, чтобы при снятом или неправильно установленном ограждении приводы конвейера автоматически отключались.
5.79. Приводы конвейера должны быть оборудованы электромагнитными тормозами нормально замкнутого типа.
5.80. Через конвейер предварительного твердения должны быть установлены переходные мостики, соответствующие требованиям п.4.55 первой части Правил. Расстояние между мостиками не должно быть более 30 м.
5.81. На конвейерах предварительного твердения с обеих сторон должны быть установлены аварийные выключатели, расположенные через каждые 30 м по длине конвейера.
5.82. На работы по среднему и капитальному ремонту конвейеров должен быть разработан проект производства работ (ППР), утвержденный главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по среднему и капитальному ремонту конвейеров без ППР и наряда-допуска запрещается.
5.83. Перед началом текущего ремонта на конвейере необходимо:
отключить от электропитающей сети электродвигатели приводов;
вынуть предохранители из электрораспределительных устройств приводов;
отсоединить электродвигатели ремонтируемого оборудования от приводов, для чего рассоединить муфты;
на пусковые устройства вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с надписью: "Не включать - работают люди!".
5.84. При работе конвейера предварительного твердения запрещается:
ставить на перекрытие камеры пропаривания или складировать на нем оборудование, запасные части, металл и другие предметы;
открывать створки ремонтных проемов;
натягивать клиноременную передачу привода конвейера твердения;
устранять перекос тележек.
ПОТОЧНО-МЕХАНИЗИРОВАННЫЕ ЛИНИИ
ДЛЯ ПРОИЗВОДСТВА ПЛОСКИХ ПРЕССОВАННЫХ
И НЕПРЕССОВАННЫХ ЛИСТОВ
Общие требования
5.85. Все конвейеры, входящие в поточно-механизированную линию, должны соответствовать требованиям ГОСТ 12.2.022-80.
5.86. Зона движения транспортных тележек поточно-механизированной линии для производства плоских прессованных листов должна быть ограждена. Ограждения должны соответствовать требованиям п.4.55 первой части Правил. Расстояние от продольной оси пути до ограждения не должно быть менее 1 м.
Конвейер возврата прокладок в поточно-механизированной линии для производства непрессованных листов должен быть огражден с обеих сторон по длине конвейера на высоту не менее 1,5 м сетчатым ограждением в соответствии с п.2.3 прил.21 первой части Правил.
5.87. Через поточно-механизированные линии прессованных и непрессованных листов должны быть установлены переходные мостики, соответствующие требованиям п.4.55 первой части Правил. Расстояние между мостиками не должно быть более 30 м.
5.88. Соединительные муфты, клиноременные и цепные передачи приводов маслонасосов, вентиляторов, чешуйчатых и цепных конвейеров, очищающих щеток и станка для чистки прокладок должны быть закрыты сплошными металлическими ограждениями.
5.89. Для обслуживания перекладчиков и вакуумных стопировщиков должны быть предусмотрены стационарные металлические площадки, соответствующие требованиям п.4.55 первой части Правил.
5.90. Для предупреждения о пуске перекладчики, вакуумные стопировщики и разборщики должны быть снабжены звуковой и световой сигнализацией (лампы, сирены). Сигнализация должна обеспечивать надежную слышимость и видимость сигнала в зоне работы обслуживающего персонала. Таблицу сигналов следует вывесить на рабочих местах.
5.91. Перед началом текущего ремонта перекладчика, стопировщика, разборщика, станка для очистки и смазки прокладок или конвейера возврата прокладок необходимо:
отключить от электропитающей сети электродвигатели приводов ремонтируемого оборудования;
вынуть предохранители из электрораспределительных устройств этих приводов;
рассоединить муфты приводов или снять приводные ремни;
на пусковое устройство вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.92. На работы по среднему и капитальному ремонту конвейера возврата прокладок должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по ремонту конвейера без ППР и наряда-допуска запрещается.
Гидравлические прессы для уплотнения асбестоцементных изделий
5.93. Устройство гидравлических прессов должно соответствовать требованиям ГОСТ 12.2.017-76.
5.94. Прессы должны быть оборудованы ограничителем хода подвижной траверсы, исключающим возможность выхода плунжеров из цилиндров.
5.95. На прессах должны быть устройства для удержания подвижной траверсы в верхнем положении при выполнении ремонтных и наладочных работ.
5.96. Устройство и эксплуатация лебедок ТЛ-9 и T-224B для подачи транспортных тележек на пресс должны соответствовать требованиям Правил устройства электроустановок, Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей, утвержденных Минэнерго СССР.
5.97. При работе прессов запрещается:
подтягивать соединения гидросистемы;
регулировать положение конечных выключателей.
Вакуумные стопировщики и разборщики
5.98. Вакуумные стопировщики и разборщики, а также зона движения транспортных тележек должны быть ограждены в соответствии с требованиями п.4.55 первой части Правил. Расстояние от продольной оси пути до ограждения не должно быть менее 1 м, а от рамы оборудования до ограждения - не менее 0,5 м.
5.99. Вакуумные стопировщики и разборщики должны быть оборудованы знаками безопасности и окрашены в цвета, соответствующие требованиям ГОСТ 12.4.026-76 с изм.
5.100. При работе вакуумных стопировщиков и разборщиков запрещается:
регулировать положение конечных выключателей;
натягивать клиноременные передачи;
подтягивать соединения гидросистемы;
поправлять руками асбестоцементные листы и металлические прокладки.
Перекладчики стоп
5.101. При работе перекладчика запрещается:
регулировать положение конечных выключателей;
подтягивать соединения гидросистемы;
натягивать втулочно-роликовые цепи.
Станки для чистки и смазки прокладок
5.102. Открытые проемы в раме станка со стороны рабочих площадок должны быть закрыты сетчатым ограждением в соответствии с п.2.3 прил.21 первой части Правил.
5.103. Металлические щетки станка должны быть закрыты сплошным металлическим ограждением. Ограждение должно быть сблокировано с приводом так, чтобы при снятом или неправильно установленном ограждении привод металлических щеток автоматически отключался.
5.104. Муфты сцепления, зубчатые и цепные передачи приводов станка должны быть закрыты сплошными металлическими ограждениями.
5.105. На станках должны быть поддоны для сбора масла, поступающего на смазку прокладок, и контейнеры для сбора очищаемого с прокладок материала.
Протекание масла на поверхность рабочих площадок не допускается.
5.106. При работе станка запрещается:
натягивать втулочно-роликовые цепи;
регулировать положение транспортирующих роликов;
работать при утечке масла через уплотнения системы смазки прокладок.
Конвейеры возврата прокладок
5.107. В цепи управления привода конвейера должны быть аварийные выключатели, установленные в начале и конце конвейера.
5.108. На работы по текущему, среднему и капитальному ремонту конвейера должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил. Выполнение работ по среднему и капитальному ремонту конвейера без (ППР) и наряда-допуска запрещается.
Перед началом текущего ремонта необходимо:
отключить от электропитающей сети электродвигатель привода конвейера возврата прокладок;
вынуть предохранители из электрораспределительных устройств;
отсоединить электродвигатель привода, рассоединив муфты;
на пусковом устройстве привода конвейера повесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.109. При работе конвейера запрещается:
поправлять прокладки;
натягивать втулочно-роликовые цепи;
ремонтировать тележки и захваты на тележках.
Туннельные камеры пропаривания
5.110. Трубопроводы для подачи пара в туннельные камеры пропаривания должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором СССР.
5.111. При эксплуатации камер пропаривания не должно быть выделения пара в производственные помещения через загрузочные проемы.
Загрузочные проемы следует плотно закрывать шторами из брезента или технического сукна формовочных машин.
5.112. Загрузка и выгрузка туннельных камер должны производиться лебедками ТЛ-9 или Т-224В.
5.113. Соединительные муфты и зубчатые передачи цепного конвейера, тележек должны быть закрыты сплошными металлическими ограждениями.
5.114. При эксплуатации камер пропаривания пользоваться неисправными тележками запрещается.
5.115. Перед началом текущего, среднего и капитального ремонта в камере пропаривания необходимо:
прекратить подачу пара в камеру пропаривания;
установить заглушки на линиях подачи пара и воды;
провентилировать камеру пропаривания до температуры воздуха в ней 30-35 °С;
отключить от электропитающей сети электродвигатель привода цепного конвейера;
вынуть предохранители из электрораспределительных устройств;
отсоединить электродвигатель привода, рассоединив муфты;
на пусковом устройстве привода конвейера и вентилях подачи пара повесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
Станки для обрезки асбестоцементных листов и панелей
5.116. Соединительные муфты и клиноременные передачи приводов станков для обрезки асбестоцементных листов должны быть закрыты сплошными металлическими ограждениями.
5.117. Дисковые пилы станков для обрезки асбестоцементных листов должны быть закрыты сплошным металлическим кожухом. Кожух должен быть подключен к аспирационной системе с аппаратами для очистки воздуха от пыли и сблокирован с электродвигателем так, чтобы при снятом или неправильно установленном кожухе электродвигатель автоматически отключался.
5.118. Удаление обрезков и стружки от станка должно быть механизировано.
5.119. Перед текущим, средним и капитальным ремонтом станка, а также заменой дисковых пил необходимо:
отключить от электропитающей сети электродвигатели дисковых пил и электродвигатели приводов цепного конвейера;
вынуть предохранители из электрораспределительных устройств этих приводов;
снять приводные ремни на приводе цепного конвейера;
на пусковых устройствах повесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.120. При работе станков запрещается:
натягивать цепи конвейера подачи листов;
регулировать положение конечных выключателей и расстояние между дисковыми пилами;
обрезать не закрепленные на станках листы.
Трубоформовочные машины
5.121. Для обслуживания трубоформовочной машины должны быть оборудованы площадки, соответствующие требованиям п.4.55 первой части Правил.
5.122. При эксплуатации и ремонте трубоформовочных машин необходимо соблюдать требования пп.5.45-5.49 и 5.51-5.54 настоящего раздела.
5.123. Приемная коробка ванн сетчатых цилиндров должна быть закрыта решеткой, размер ячейки решетки не должен быть более 50![]() 50 мм. Решетка должна быть сблокирована с приводом мешалки так, чтобы при снятой или неправильно установленной решетке привод мешалки автоматически отключался.
50 мм. Решетка должна быть сблокирована с приводом мешалки так, чтобы при снятой или неправильно установленной решетке привод мешалки автоматически отключался.
5.124. Аварийный выключатель трубоформовочной машины должен быть установлен около ванны сетчатого цилиндра.
5.125. При работе трубоформовочной машины запрещается:
очищать от асбестоцементной массы трубовалики, скалки, отжимные валы и сетчатые цилиндры;
подтягивать соединения гидросистемы;
передвигать и ремонтировать отжимные валы;
натягивать клиноременную и цепную передачу, приводы опорного вала и мешалок;
регулировать плотность прилегания роликов танкеток к поверхности прессующих валиков;
регулировать положение конечных выключателей механизма подъема скалок;
регулировать натяжение верхнего и нижнего сукна.
АВТОМАТЫ ЗАГРУЗКИ И РАЗГРУЗКИ СКАЛОК
5.126. Экстрактор для выемки скалок должен быть огражден сетчатым ограждением в соответствии с п.2.3 прил.21 первой части Правил. Дверка в ограждении экстрактора должна быть сблокирована с приводом так, что при ее открывании привод автоматически отключался.
5.127. Приводные звездочки и цепные передачи шагового конвейера должны быть ограждены. Ограждение должно быть сблокировано с приводами шагового конвейера и трубоформовочной машины так, чтобы при снятом или неправильно установленном ограждении приводы шагового конвейера и трубоформовочной машины автоматически отключались.
5.128. Перед ремонтом автомата загрузки и разгрузки скалок необходимо:
отключить от электропитающей сети электродвигатель привода;
вынуть предохранители из электрораспределительных устройств;
рассоединить муфту сцепления;
на пусковое устройство вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.129. Во время работы автомата загрузки и разгрузки скалок запрещается:
устранять перекос скалок на шаговом транспортере;
регулировать положение конечных выключателей;
находиться в зоне разворота скалок;
смазывать механизмы поворота;
придерживать руками захват при выемке скалок из трубы.
Конвейеры предварительного твердения труб
5.130. Одноярусные и многоярусные конвейеры должны соответствовать требованиям ГОСТ 12.2.022-80.
5.131. Соединительные муфты, клиноременные и цепные передачи приводов конвейера должны быть ограждены сплошными металлическими ограждениями.
5.132. Для обслуживания верхнего яруса многоярусного конвейера должны быть оборудованы площадки с обеих сторон по длине конвейера. Площадки должны соответствовать требованиям п.4.55 первой части Правил.
5.133. Устройства перекладки труб в многоярусном конвейере должны быть ограждены сетчатыми ограждениями в соответствии с п.2.3 прил.21 первой части Правил. Ограждения должны быть сблокированы с приводами конвейера так, чтобы при снятом или неправильно установленном ограждении приводы конвейера автоматически отключались.
5.134. На конвейерах должна быть предусмотрена двухсторонняя сигнальная (звуковая или телефонная) связь с пультом управления трубоформовочной машины. Сигнализация должна обеспечивать надежную слышимость в зоне работы обслуживающего персонала. Таблица сигналов должна быть вывешена на рабочих местах.
5.135. На конвейерах должны быть аварийные выключатели, установленные через каждые 20 м по длине конвейера с обеих сторон и в месте схода труб.
5.136. Перед началом текущего ремонта конвейера необходимо:
отключить от электропитающей сети электродвигатель привода конвейера;
вынуть предохранители из электрораспределительных устройств привода конвейера;
застопорить цепи конвейера;
на приводе конвейера рассоединить муфты;
на пусковом устройстве вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.137. При работе конвейера запрещается:
извлекать из конвейера поврежденные трубы и ролики;
натягивать приводные цепи.
Станки для обрезки сырых труб
5.138. Дисковые пилы станка должны быть закрыты сплошными металлическими ограждениями. Ограждения должны быть сблокированы с приводом так, чтобы при снятом или неправильно установленном ограждении привод станка автоматически отключался.
5.139. Удаление стружки и обрезков от станка должно быть механизировано.
5.140. При работе станка регулировать расстояние между дисковыми пилами запрещается.
5.141. Цепной перекладчик труб станка должен быть огражден перильными ограждениями, соответствующими требованиям п.4.55 первой части Правил.
5.142. Соединительные муфты и клиноременные передачи привода цепного перекладчика труб должны быть ограждены сплошными металлическими ограждениями.
5.143. Перед началом текучего, среднего и капитального ремонтов станка и заменой дисковых пил необходимо:
отключить от электропитающей сети электродвигатели дисковых пил и электродвигатели приводов цепного конвейера;
вынуть предохранители из электрораспределительных устройств этих приводов;
снять приводные ремни на приводе цепного конвейера;
на пусковом устройстве вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.144. Во время работы цепного перекладчика труб запрещается:
регулировать и ремонтировать захваты;
натягивать цепи.
Бассейны водного твердения труб
5.145. Трубопроводы для подачи пара в бассейны водного твердения должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором СССР.
5.146. Загрузка асбестоцементных труб и выгрузка их из бассейна должны быть механизированы.
5.147. Для обслуживания, ремонта и очистки от ила бассейны должны быть оборудованы стационарными металлическими лестницами или скобами шириной 300 мм (с шагом между скобами 300 мм), заделанными в стены бассейна на глубину не менее 150 мм.
Стационарные металлические лестницы должны соответствовать требованиям п.4.54 первой части Правил.
5.148. Загрузка труб в бассейн и выгрузка их из бассейна должны производиться рядами по всей длине до полного заполнения или опорожнения бассейна.
5.149. Бассейны, загруженные трубами и заполненные водой, должны быть плотно закрыты крышками.
5.150. Бассейны должны быть оборудованы устройствами, обеспечивающими надежность закрытия крышки.
5.151. На работы по очистке и ремонту бассейнов должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнять работы по очистке и ремонту бассейнов без наряда-допуска запрещается.
5.152. В процессе эксплуатации бассейнов запрещается:
ставить на крышки бассейнов или складировать на них оборудование, запасные части, металл и другие предметы;
заполнять бассейн водой и подавать в него пар при незакрытых крышках;
загружать и выгружать асбестоцементные трубы при неполном опорожнении бассейнов от воды;
загружать и выгружать асбестоцементные трубы уступом.
Станки для обработки труб и муфт
5.153. Станки должны соответствовать требованиям ГОСТ 12.2.009-80 с изм.
5.154. Станки должны быть оборудованы аспирационной системой с аппаратами для очистки воздуха.
5.155. Удаление стружки и обрезков труб от станков должно быть механизировано.
5.156. Конструкция стеллажа должна исключать возможность падения труб при их перемещении по стеллажу.
На концах стеллажей необходимо предусмотреть упоры для предотвращения падения труб. Высота упоров не должна быть менее половины диаметра обрабатываемых труб.
5.157. Загрузка труб и их разгрузка со стеллажей должны производиться грузоподъемными машинами.
5.158. Транспортировка к станку заготовок для муфт и удаление от станка готовых муфт должны производиться подъемно-транспортными или грузоподъемными машинами. Транспортировка муфт от станка должна производиться в контейнерах.
5.159. При работе станков запрещается:
укладывать необработанные трубы на стеллаж в два ряда;
устанавливать резцы;
стоять против направляющих, по которым скатываются обрезки труб и муфт.
Гидропрессы для испытания асбестоцементных труб
5.160. Соединительные муфты и клиноременные передачи приводов гидропресса должны быть ограждены сплошными металлическими ограждениями.
5.161. Загрузка труб в гидропресс должна быть механизирована.
5.162. Гидропресс должен иметь сплошные металлические ограждения, закрывающие концы труб при их испытании на длину 1 м.
5.163. Сточные каналы для отвода воды от гидропресса должны быть закрыты съемными металлическими крышками.
5.164. Перед началом текущего ремонта гидропресса и остановках, связанных с его переналадкой, необходимо:
перекрыть вентиль подачи воды;
отключить от электропитающей сети электродвигатели приводов гидропресса;
вынуть предохранители из электрораспределительных устройств приводов;
отсоединить электродвигатели приводов, сняв приводные ремни;
на пусковых устройствах и вентилях подачи воды вывесить запрещающие знаки безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.165. Подтягивать соединения гидросистемы под давлением запрещается.
ЛИНИИ ДЛЯ СБОРКИ
УТЕПЛЕННЫХ АСБЕСТОЦЕМЕНТНЫХ ПЛИТ
5.166. Станки для сверловки асбестоцементных плит должны соответствовать требованиям ГОСТ 12.2.009-80 с изм.
Станки должны быть оборудованы аспирационной системой с аппаратами для очистки воздуха.
5.167. Станки для клепки асбестоцементных плит должны соответствовать требованиям ГОСТ 12.2.017-76.
5.168. При эксплуатации станков для сверловки и клепки асбестоцементных плит должны соблюдаться Правила техники безопасности и производственной санитарии при холодной обработке металлов, утвержденные Президиумом ЦК профсоюза рабочих машиностроения.
5.169. При эксплуатации и ремонте станков для обрезки асбестоцементных плит должны соблюдаться требования пп.5.116-5.120 настоящего раздела.
5.170. Загрузка и разгрузка плит на линиях должны производиться грузоподъемными машинами.
5.171. Котлы для растопления битума устанавливаются в помещениях, соответствующих требованиям Типовых правил пожарной безопасности для промышленных предприятий, утвержденных МВД СССР.
5.172. Каждый котел должен быть снабжен плотной несгораемой крышкой для защиты от атмосферных осадков и для тушения воспламеняющейся в котле массы, а также устройством предотвращающим попадание битума при его вскипании в топочную камеру.
5.173. Во избежание выливания мастики в топку и ее загорания котел необходимо устанавливать наклонно так, чтобы его край, расположенный над топкой, был на 5-6 см выше противоположного. Топочное отверстие котла должно быть оборудовано откидным козырьком из несгораемого материала.
5.174. Для целей пожаротушения места варки битума должны быть оборудованы ящиками с сухим песком вместимостью 0,5 м![]() , лопатами и пенными огнетушителями.
, лопатами и пенными огнетушителями.
5.175. При работе с минеральной ватой следует соблюдать требования разд.XI части II настоящих Правил.
УСТАНОВКА ДЛЯ ОКРАСКИ
ЛИСТОВ МЕТОДОМ РАСПЫЛЕНИЯ
5.176. В полах помещений установок для окраски листов должны быть сточные каналы.
Каналы для стока красящей суспензии должны быть закрыты съемными металлическими крышками. Сброс в канализацию красящей суспензии запрещается.
5.177. Мельницы для помола песка должны быть подключены к аспирационной системе с аппаратами для очистки воздуха и работать под разрежением.
5.178. Узлы соединения питающей течки, разгрузочного патрубка или разгрузочного кожуха с мельницей, а также крышки люков должны иметь уплотнения, предотвращающие выбивание пыли или переливание суспензии в производственные помещения.
5.179. Пульты управления мельниц для помола песка и пигмента следует располагать в кабинах наблюдения и дистанционного управления.
Температура воздуха в кабинах должна быть 18-23 °С, относительная влажность 60-40%, уровни звукового давления и эквивалентные уровни звука по ГОСТ 12.1.003-83.
Рабочие места в кабинах наблюдения должны отвечать требованиям ГОСТ 12.2.032-78.
5.180. Мельницы должны быть оборудованы предупреждающей звуковой и световой сигнализацией (электрозвонки и мигающие электролампы).
5.181. Мельница должна быть ограждена перильным ограждением так, чтобы во время ее работы был невозможен доступ людей к корпусу мельницы. Ограждение должно быть установлено на расстоянии ![]() +1 м от оси мельницы (где
+1 м от оси мельницы (где ![]() - радиус мельницы, м).
- радиус мельницы, м).
Зубчатый венец, подвенцовая шестерня и соединительные муфты должны быть ограждены сплошными металлическими ограждениями.
5.182. Ширина проходов между ограждениями параллельно установленных мельниц должна быть не менее 1,2 м.
5.183. Для производства ремонтных работ, подъема крышек люков и загрузки мелющих тел в помещении мельниц должны быть установлены грузоподъемные машины.
5.184. Люки мельниц должны иметь устройства для стопировки.
5.185. Мельницы должны иметь блокировку, обеспечивающую следующий порядок пуска оборудования: пылеулавливающие и аспирационные системы, мельницы, загрузочные устройства, разгрузочные устройства.
В случае внезапной остановки мельниц или разгрузочных устройств блокировка должна обеспечивать автоматическое отключение оборудования, пуск которого предшествует пуску мельниц.
5.186. На работы по внутреннему осмотру и ремонту мельниц должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил. Выполнение работ по осмотру и ремонту мельниц без ППР и наряда-допуска запрещается. Загрузка мельниц мелющими телами должна производиться по наряду-допуску в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
5.187. Перед проведением внутреннего осмотра, загрузкой мельницы мелющими телами, ее текущего, среднего и капитального ремонта необходимо:
отключить электродвигатель привода от электропитающей сети;
вынуть предохранители из электропитающих устройств;
рассоединить муфту привода;
на пусковом устройстве вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
5.188. Загрузка мельниц должна производиться грузоподъемными машинами.
5.189. Мельница должна останавливаться таким образом, чтобы люки, подлежащие открыванию, были в верхнем положении.
5.190. Зона действия грузоподъемной машины при загрузке мельницы мелющими телами должна быть ограждена инвентарными ограждениями по ГОСТ 23407-78 и выделена предупреждающим знаком безопасности 2.7 по ГОСТ 12.4.026-76 с изм.
5.191. Места выгрузки мелющих тел из мельниц должны быть ограждены деревянными барьерами высотой не менее 0,3 м во избежание раскатывания шаров. Выгрузка шаров из мельницы должна производиться по наклонным лоткам или желобам.
5.192. Контейнеры, применяемые для загрузки мельниц мелющими телами, и их строповка должны соответствовать требованиям Правил устройства и безопасной эксплуатации грузоподъемных кранов, утвержденных Госгортехнадзором СССР, Заполнять контейнеры выше бортов запрещается.
5.193. Контейнеры должны быть оборудованы запирающими устройствами, конструкция которых исключает возможность самопроизвольного открывания.
5.194. Перед ремонтом мельниц мелющие тела должны быть убраны из ремонтной зоны.
5.195. Зона окраски асбестоцементной пленки на листоформовочной машине, а также зона окраски листов на конвейере должны быть закрыты металлическими кожухами. Кожухи должны быть подключены к аспирационной системе с аппаратами для очистки воздуха.
5.196. Загрузка мешалок пигментом должна производиться весовыми дозаторами. При эксплуатации дозаторов должны соблюдаться требования пп.5.1-5.5 настоящего раздела.
5.197. При эксплуатации мешалок для приготовления красящей суспензии должны соблюдаться требования пп.5.20-5.31 настоящего раздела.
5.198. Запрещается:
работа мельниц и мешалок при неисправной или отключенной аспирационной системе;
выбивание пыли или утечка красящей суспензии через неплотности люков, стыковых соединений, болтовых отверстий;
работа оборудования при неисправной сигнализации;
работа оборудования при снятых или неисправных ограждениях;
очистка во время работы мельниц разгрузочных течек от налипшего материала;
работа мельниц при неисправности блокировки, наличии трещин на днищах и корпусе мельницы, ослаблении или отсутствии болта, крепящего броневую плиту.
ЛИНИИ ДЛЯ ПРОИЗВОДСТВА ПАНЕЛЕЙ
МЕТОДОМ ЭКСТРУЗИИ
5.199. При эксплуатации смесителей для приготовления асбестоцементной массы должны соблюдаться требования пп.5.20-5.31 настоящего раздела.
5.200. При эксплуатации камеры пропаривания панелей должны соблюдаться требования пп.5.74-5.81 настоящего раздела.
ПРИЕМНО-РАЗДАТОЧНЫЕ УСТРОЙСТВА
5.201. Ленточный конвейер приемно-раздаточного устройства должен соответствовать требованиям ГОСТ 12.2.022-80.
5.202. Рыхлитель приемно-раздаточного устройства должен быть закрыт сплошным металлическим ограждением.
5.203. Для обслуживания узла загрузки рыхлителя и приемной воронки ленточного пресса должна быть оборудована площадка, соответствующая требованиям п.4.55 первой части Правил.
5.204. Соединительные муфты, клиноременные и зубчатые передачи приводов рыхлителя и ленточного конвейера должны быть закрыты сплошными металлическими ограждениями.
5.205. Затворы кюбелей для асбестоцементной массы должны быть самозапирающего типа. Открывание затворов кюбелей должно быть механизировано.
5.206. На работы по среднему и капитальному ремонту приемно-раздаточного устройства должен быть разработан проект производства работ (ППР), утверждаемый главным инженером предприятия, и выдан наряд-допуск в соответствии с требованиями п.13.46 и прил.15 первой части Правил.
Выполнение работ по среднему и капитальному ремонту приемно-раздаточного устройства без ППР и наряда-допуска запрещается.
5.207. Перед началом текущего ремонта приемно-раздаточного устройства необходимо:
прекратить подачу материала;
выработать материал, имеющийся в приемно-раздаточном устройстве;
отключить от электропитающей сети электродвигатели приводов ремонтируемого оборудования;
вынуть предохранители из электрораспределительных устройств приводов ремонтируемого оборудования;
рассоединить муфты приводов или снять приводные ремни;
на пусковых устройствах ремонтируемого оборудования вывесить запрещающий знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
ЛЕНТОЧНЫЕ ПРЕССЫ
5.208. Приемная воронка ленточного пресса должна быть закрыта решеткой с размером ячейки не более 70![]() 70 мм.
70 мм.
5.209. Площадка, на которой расположен привод ленточного пресса (валы, соединительные муфты, клиноременные передачи), должна быть ограждена сетчатым ограждением высотой 1,5 м. Расстояние от элементов привода до ограждения и размер ячейки ограждения должны соответствовать требованиям п.2.3 прил.21 первой части Правил.
Дверка в ограждении должна быть сблокирована с приводом так, чтобы при ее открывании или неплотно закрытой дверке привод ленточного пресса автоматически отключался.
5.210. Съем и установка переходной головки пресса и мундштука должны производиться грузоподъемными машинами.
5.211. Перед проведением текущего ремонта и очисткой ленточного пресса необходимо:
отключить от электропитающей сети электродвигатель привода ленточного пресса;
вынуть предохранители из электрораспределительных устройств привода;
отключить магнитную муфту сцепления;
поставить в положение "О" механический регулятор числа оборотов;
на пусковом устройстве привода вывесить знак безопасности 1.5 по ГОСТ 12.4.026-76 с изм. с поясняющей надписью: "Не включать - работают люди!".
АВТОКЛАВЫ
5.212. Конструкция, установка, содержание и обслуживание автоклавов должны соответствовать требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных Госгортехнадзором СССР.
5.213. Трубопроводы пара и конденсата должны соответствовать требованиям Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды, утвержденных Госгортехнадзором СССР.
5.214. Эксплуатация автоклавов должна производиться по инструкции, разработанной на предприятии в соответствии с требованиями Типовой инструкции по режиму работы и безопасному обслуживанию автоклавов заводов силикатного кирпича, утвержденной Минстройматериалов СССР и приведенной в приложении настоящего раздела.
5.215. Автоклавы с быстросъемными крышками должны быть оснащены сигнально-блокировочными устройствами. Блокировочные устройства должны обеспечивать невозможность пуска пара при открытой или неполностью закрытой крышке, а также невозможность открывания крышки или наличии давления пара в автоклаве. В проходных автоклавах блокировочные устройства должны быть на обеих крышках.
Сигналы о наличии или отсутствии давления пара в автоклаве, а также о стопорении крышки автоклава должны поступать на световое табло сигнального устройства, расположенного на пульте управления автоклавов.
5.216. Органы управления запорной арматуры и механизмы открывания крышек автоклава, контрольно-измерительные приборы и световое табло сигнально-блокировочного устройства должны находиться и зоне видимости машиниста с пульта управления.
5.217. Автоклавы с быстросъемными крышками после 9000 циклов нагружения должны быть обследованы в соответствии с требованиями Временного положения о порядке обследования автоклавов, отработавших 9000 циклов нагружений, и установления условий дальнейшей их эксплуатации, утвержденного Минстройматериалов СССР и Минстройдормашем СССР.
5.218. Автоклавы должны быть оснащены устройствами для непрерывного удаления конденсата.
5.219. Открывание и закрывание крышек автоклавов должны производиться с помощью грузоподъемных машин.
5.220. Операции по закатыванию платформ с панелями в автоклавы и выкатыванию их из автоклавов должны производиться лебедками ТЛ-9 или Т-224В.
5.221. Приямки вокруг автоклавов должны быть закрыты настилом или ограждены по периметру. Ограждение должно соответствовать требованиям п.4.50 первой части Правил. Присутствие людей в приямках во время открывания крышек автоклавов запрещается.
5.222. Во избежание механического повреждения внутренних поверхностей автоклава (царапины, задиры металла) загрузка в автоклав транспортных средств (вагонеток, тележек) со смещенными или неправильно уложенными изделиями запрещается.
Габариты укладки изделий на транспортные средства должны контролироваться при загрузке автоклавов.
Схема загрузки транспортных средств должна устанавливаться технологическим регламентом и обеспечивать устойчивость изделий на транспортных средствах в течение всего цикла тепловой обработки и перемещения изделий.
6. ЭКСПЛУАТАЦИЯ ВНУТРИЗАВОДСКОГО
И ЦЕХОВОГО ТРАНСПОРТА
6.1. Эксплуатация внутризаводского и цехового транспорта должна осуществляться в соответствии с требованиями разд.14 первой части Правил.
6.2. Электротележки должны соответствовать требованиям пп.14.9 и 14.11 первой части Правил.
6.3. Рабочая площадка водителя электротележки должна иметь ограждение, обеспечивающее безопасность водителя в случае продольного перемещения груза.
6.4. Высота стоп листовых изделий или штабеля труб, а также высота какого-либо другого груза на платформе тележки не должна быть более высоты ограждения рабочей площадки водителя.
6.5. На электротележках должна быть установлена звуковая сигнализация.
6.6. Во избежание раскатывания труб платформа электротележки должна быть оборудована стационарными упорами.
6.7. Эксплуатация электротележки запрещается:
при неисправном токоприемнике, контроллере, тормозе, сигнале, электрокабеле;
при отсутствии диэлектрического коврика и диэлектрических перчаток.
6.8. Эксплуатация электропогрузчиков и электрокар запрещается:
при снятых крышках с аккумуляторов;
при неисправных тормозах;
при неисправном рулевом управлении;
при неисправных блокировочных устройствах;
при отсутствии или неисправности звукового сигнала.
7. ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ РАБОТЫ
7.1. Складирование, хранение и выполнение погрузочно-разгрузочных работ с лесоматериалами должны производиться в соответствии с требованиями ГОСТ 12.3.009-76 с изм., Правил техники безопасности и производственной санитарии в деревообрабатывающей промышленности и Правил техники безопасности и производственной санитарии в лесной промышленности и в лесном хозяйстве, утвержденных Минлеспромом СССР.
7.2. Погрузочно-разгрузочные работы на площадках и подъездных путях промышленных предприятий следует выполнять в соответствии с требованиями ГОСТ 12.3.009-76 с изм., Правил техники безопасности и производственной санитарии при погрузочно-разгрузочных работах на железнодорожном транспорте, утвержденных МПС СССР, Правил по охране труда на автомобильном транспорте, утвержденных Министерством автомобильного транспорта РСФСР, и Правил безопасности труда на погрузочно-разгрузочных работах в портах и на пристанях Минречфлота РСФСР, утвержденных Минречфлотом РСФСР.
8. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ
8.1. На всех предприятиях по производству асбестоцементных изделий должны быть организованы камеры для очистки спецодежды от пыли асбеста, подключенные к аспирационной системе с аппаратами для очистки воздуха от пыли.
8.2. Стирка и ремонт спецодежды рабочих и инженерно-технических работников, непосредственно участвующих в технологическом процессе изготовления асбестоцементных изделий, должны проводиться в специальных прачечных, расположенных на территории предприятия. Стирка и ремонт спецодежды в прачечных коммунального хозяйства или на дому запрещаются.
8.3. В паспорте, выдаваемом на качество отгружаемых асбестоцементных изделий, в разделе "Потребителю" должно быть указано: "При механической обработке асбестоцементных изделий применять средства индивидуальной защиты органов дыхания от нетоксичной пыли".
8.4. На поверхности асбестоцементных электроизоляционных досок завод-изготовитель ставит надпись: "Внимание! При механической обработке применять средства индивидуальной защиты от нетоксичной пыли".
ПРИЛОЖЕНИЕ
ТИПОВАЯ ИНСТРУКЦИЯ ПО РЕЖИМУ РАБОТЫ
И БЕЗОПАСНОМУ ОБСЛУЖИВАНИЮ АВТОКЛАВОВ
ЗАВОДОВ СИЛИКАТНОГО КИРПИЧА
1. Общие положения
1.1. Настоящая типовая инструкция содержит требования по обеспечению безопасного обслуживания автоклавов на заводах силикатного кирпича и указания по режиму их работы. Инструкция предназначена для рабочих, непосредственно обслуживающих автоклавы - автоклавщиков и пропарщиков.
1.2. Администрация предприятия и профсоюзный комитет обязаны уточнить требования настоящей типовой инструкции применительно к конкретным условиям производства (схема обвязки, вид сигнально-блокировочного устройства, способ управления, система удаления конденсата и пр.) и в случае необходимости внести в нее дополнения и изменения.
Изменения и дополнения к настоящей инструкции должны быть утверждены администрацией предприятия совместно с профсоюзным комитетом. Инструкция с изменениями и дополнениями выдается рабочим, для которых она предназначена.
2. Меры безопасности
2.1. К обслуживанию автоклавов допускаются автоклавщики и пропарщики.
Автоклавщиками и пропарщиками могут быть лица, достигшие 18-летнего возраста, не имеющие противопоказаний по состоянию здоровья*, прошедшие производственное и курсовое обучение, вводный инструктаж и инструктаж на рабочем месте по безопасному обслуживанию автоклавов, аттестацию в квалификационной комиссии и получившие удостоверение на право обслуживания автоклавов.
_______________________
* Приказ Министерства здравоохранения СССР от 19 июня 1984 г. N 700.
Периодическая проверка знаний автоклавщиков и пропарщиков производится ежегодно. Дополнительная внеочередная проверка знаний производится при перерыве в работе более полугода, переходе на обслуживание автоклавов другого типа или переоборудовании существующих автоклавов, изменении технологического процесса, а также при нарушении требований инструкции по режиму работы и безопасному обслуживанию автоклавов.
2.2. Автоклавщики и пропарщики должны проходить повторный инструктаж на рабочем месте не реже одного раза в квартал. При изменении технологического процесса, замене или переоборудовании автоклавов, нарушении инструкции по режиму работы и безопасному обслуживанию автоклавов, несчастном случае, связанном с производством, производится внеплановый инструктаж. О прохождении и теме инструктажа делается запись в журнале по технике безопасности с подписью лиц, проводивших и получивших инструктаж.
2.3. Автоклавщики и пропарщики должны знать:
устройство автоклавов;
основы технологического процесса автоклавной обработки;
принцип действия предохранительных устройств, приборов безопасности, контрольно-измерительных приборов, а также порядок обслуживания и проверки исправности приборов безопасности;
систему сигнализации;
порядок передачи жетонов на право проведения операций технологического процесса;
порядок ведения журнала передачи смен и учета технического состояния оборудования (прил.1), журнала учета передачи жетонов (прил.2) и журнала учета работы автоклавов (прил.3).
Пропарщик также должен знать:
схемы пароснабжения и удаления конденсата, расположение и назначение арматуры;
порядок обслуживания и проверки исправности предохранительных устройств, контрольно-измерительных и регулирующих приборов, а также системы удаления конденсата.
2.4. При приемке смены автоклавщик и пропарщик обязаны ознакомиться с записями в журналах, указанных в п.2.3, и вместе со сдающими смену проверить техническое состояние автоклавов и приборов безопасности, а также убедиться:
в отсутствии утечки пара в уплотнительных прокладках крышек;
в исправности световой сигнализации и освещения рабочих мест;
в чистоте рабочих мест, проходов у автоклавов, наличии необходимого инструмента.
Пропарщик, принимающий смену, обязан также проверить техническое состояние предохранительных устройств и контрольно-измерительных приборов, давление пара в магистрали и в работающих автоклавах и убедиться:
в отсутствии утечки пара в паропроводах, конденсатных линиях и в установленной на них арматуре;
в исправной работе системы удаления конденсата (уровень конденсата в автоклавах не должен превышать 60 мм);
в наличии жетонов на работающие автоклавы.
2.5. Прием и сдача смен должны оформляться записью в журнале передачи смен и учета технического состояния оборудования с указанием замеченных неисправностей и росписью автоклавщиков и пропарщиков, сдавших и принявших смену.
2.6. Во время дневной смены пропарщик обязан проверить исправность действия предохранительных клапанов всех автоклавов путем принудительного их открывания во время работы автоклава.
2.7. Перед производством ремонта автоклавов, паропроводов, линий удаления конденсата, а также установленной на них арматуры, предохранительных устройств и приборов безопасности пропарщик должен убедиться в изъятии жетонов лицом, ответственным за исправное состояние и безопасное действие автоклавов, и в наличии записи об этом в журнале передачи жетонов.
При производстве ремонта, связанного с пребыванием людей в автоклаве, при ремонте сигнально-блокировочного устройства пропарщик должен также проверить наличие в журнале передачи смен и учета технического состояния оборудования записи об установленных на паропроводах, линиях перепуска пара и удаления конденсата в заглушках и убедиться в их установке в местах, указанных в журнале.
Если в журналах отсутствуют соответствующие записи, не изъяты жетоны или не установлены какие-либо из необходимых заглушек, пропарщик обязан немедленно довести об этом до сведения лица, ответственного за исправное состояние и безопасное действие автоклавов, а до этого задержать выполнение ремонта.
2.8. По окончании ремонта автоклава и другого указанного в п.2.7 оборудования пропарщик должен проверить наличие в журнале передачи смен и учета технического состояния оборудования:
записи об окончании ремонта, а при установке на время ремонта заглушек, а также записи об их удалении и убедиться на месте в их отсутствии;
распоряжения лица, ответственного за исправное состояние и безопасное действие автоклавов, о вводе автоклава о работу.
2.9. Осмотр и очистка внутренних поверхностей автоклава могут производиться при температуре не выше 60 °С, закрытых и запертых пропарщиком на замок вентилях на линиях подачи и перепуска пара, а также на линии удаления конденсата.
Для освещения внутри автоклава должны применяться лампы напряжением не выше 12 В, имеющие защитную металлическую сетку и подключенные проводом в резиновой изоляции к трансформатору с независимой заземленной вторичной обмоткой.
2.10. При первых признаках старения материала уплотнительной прокладки, т.е. если она стала жесткой, ломкой и покрылась трещинами или же размягчилась, стала пластичной и липкой, автоклавщик должен заменить прокладку.
2.11. При обслуживании автоклавов запрещается:
работать на автоклавах, не имеющих сигнально-блокировочного устройства и замка с ключ-маркой;
работать на автоклавах, имеющих видимые дефекты корпуса (трещины, раковины, выпучины, утолщение стенок), защемленные опоры, а также при утечке пара в уплотнительных прокладках крышек, сварных и болтовых соединениях;
работать на автоклавах с неисправными байонетными затворами, контрольно-измерительными приборами, предохранительными устройствами и приборами безопасности, сигнализацией, системой удаления конденсата;
работать на автоклавах, не прошедших очередного технического освидетельствования, а также при просроченном сроке проверки манометров;
производить операции по загрузке, выгрузке и пуску пара без наличия жетонов;
поднимать давление в автоклавах выше установленного по технологическому режиму, а также со скоростью, превышающей установленную;
производить работы по устранению утечек пара и конденсата на автоклавах и трубопроводах, находящихся под давлением;
открывать крышки автоклава, находясь в приямке;
производить работы по загрузке или выгрузке проходных автокланов при обеих открытых крышках;
допускать нахождение людей в зонах прохождения стальных канатов во время загрузки и выгрузки вагонеток, а также посторонних лиц на рабочем месте без соответствующего разрешения администрации;
выключать механизм загрузки и выгрузки вагонеток без предупредительных сигналов;
отлучаться с рабочего места без разрешения администрации цеха.
2.12. При неисправностях автоклава, арматуры и вспомогательного оборудования, угрожающих безопасной эксплуатации, производится аварийная остановка автоклава. Обстоятельства, требующие аварийной остановки, и порядок проведения этой операции указаны в разд.5.
3. Подготовка автоклава к работе
3.1. Перед загрузкой изделий автоклавщик обязан:
3.1.1. Убедиться в отсутствии в нем людей, удалить посторонние предметы и производственные отходы, проверить наличие и состояние фильтров в местах выпуска конденсата и в случае необходимости прочистить их. При удалении производственных отходов не допускать ударов инструментом по корпусу автоклава и нанесения повреждений.
3.1.2. Произвести осмотр автоклава и проверить:
отсутствие видимых дефектов в корпусе (выпучин, раковин, трещин и т.д.);
отсутствие парения через парораспределительную трубу;
состояние опор (отсутствие грязи) и правильность положения роликов (отсутствие защемления и перекосов);
исправность теплоизоляции и отсутствие следов течи.
3.1.3. Проверить правильность установки уплотнительной прокладки в пазу фланца корпуса и смазать ее рабочую поверхность графитовой смазкой.
3.1.4. Совместно с пропарщиком проверить работу сигнально-блокировочного устройства при открытых крышках автоклава, убедиться в отсутствии людей в автоклаве, установить перед крышками таблички с надписью, запрещающей вход в автоклав, и, не закрывая крышек, произвести действия, необходимые для подачи пара (открыть вентиль впуска пара) при ручном управлении, а при дистанционном управлении подать также питание на привод вентиля подачи пара сигнально-блокировочного устройства; пар при этом не должен поступать в автоклав.
В случае неисправной блокировки включать автоклав в работу запрещается, о чем должна быть сделана запись в журнале передачи смен и сообщено лицу, ответственному за исправное состояние и безопасное действие автоклавов.
3.2. Разрешение на загрузку автоклава дает автоклавщик после выполнения им проверки согласно п.3.1. При этом он передает жетон загрузчику и оба расписываются в журнале учета передачи жетонов. По окончании загрузки изделий загрузчик возвращает жетон автоклавщику с соответствующими росписями в журнале.
3.3. Автоклавщик закрывает крышку (в проходных автоклавах крышка со стороны выгрузки должна быть закрыта до начала загрузки автоклава) до полного зацепления зубьев крышки с зубьями фланца корпуса и вводит стопор сигнально-блокировочного устройства в гнездо. При этом на световом табло сигнально-блокировочного устройства должны загораться сигналы, подтверждающие закрытие крышки и ее застопоривание.
3.4. Пропарщик после закрытия крышки, совместной проверки с автоклавщиком стопорного приспособления и получения от него жетонов должен:
3.4.1. Закрыть контрольный вентиль 1, проверить, закрыт ли вентиль 3 на линии перепуска пара и вентиль 4 на обводной линии конденсатоотводчика (см. схему обвязки автоклава).
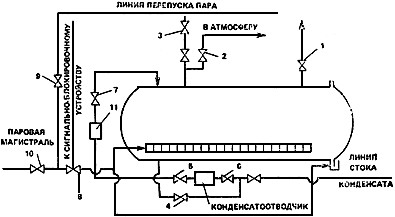
3.4.2. Проверить, открыт ли вентиль 2 на линии, соединяющей автоклав с атмосферой, а также вентили 5 и 6 на линии удаления конденсата и вентиль 7 на уровнительной линии конденсатоотводчика.
3.4.3. Открыть вентиль 8 с электроприводом, разрешающий выпуск пара в автоклав.
3.4.4. Проверить состояние манометров на автоклаве.
Манометр не допускается к применению в случаях, когда:
отсутствует пломба или клеймо;
просрочен срок проверки;
стрелка манометра при его включении не возвращается на нулевую отметку шкалы;
разбито стекло или имеются другие повреждения, которые могут отразиться на правильности его показаний.
3.4.5. Проверить положение указателя реперного устройства и произвести запись удлинения и температуры корпуса в журнале учета работы автоклава.
Указатель реперного устройства должен находиться на делении, соответствующем температуре корпуса автоклава с точностью ±2 мм*.
_____________________
* Соответствие устанавливается по таблице, составляемой на каждом предприятии с учетом фактического расстояния ![]() , м, между реперными точками по формуле
, м, между реперными точками по формуле ![]() , мм, где
, мм, где ![]() - температура корпуса автоклава.
- температура корпуса автоклава.
3.4.6. Доложить сменному мастеру о готовности автоклава к пуску.
3.5. Разрешение на пуск автоклава дает сменный мастер после проверки им полного зацепления зубьев байонетного затвора и входа стопора сигнально-блокировочного устройства в гнездо и закрытия крышек на замок. Разрешение оформляется записью в журнале учета работы автоклава с указанием даты, времени и росписью мастера, после чего пропарщик приступает к пуску автоклава.
4. Пуск, режим работы и остановка автоклава
4.1. Ручное управление.
4.1.1. Проставить на диаграммах самопишущих приборов номер автоклава, дату и время пуска, включить приборы, дать им прогреться в течение 10 мин и произвести необходимые действия по проверке их исправности, установке рабочего тока, заправке чернилами записывающего устройства и т.д.
4.1.2. Приоткрыть вентиль 9 для подачи пара в автоклав из перепускной линии или вентиль 10 для подачи пара из магистрали (в зависимости от принятой на заводе схемы пароснабжения) и, осторожно вращая маховик вентиля, поддерживать заданный режим подъема температуры среды в автоклаве до достижения 100-103 °С и давления 0,01-0,02 МПа (0,1-0,2 кгс/см![]() ), после чего закрыть вентиль 2 на линии, соединяющей автоклав с атмосферой, и продолжать подъем температуры и давления среды в автоклаве. При этом на табло сигнально-блокированного устройства загорается сигнал о наличии давления в автоклаве.
), после чего закрыть вентиль 2 на линии, соединяющей автоклав с атмосферой, и продолжать подъем температуры и давления среды в автоклаве. При этом на табло сигнально-блокированного устройства загорается сигнал о наличии давления в автоклаве.
4.1.3. Закрыть вентиль 9 на линии перепуска после достижения установленных регламентом завода температуры и давления среды в автоклаве, открыть вентиль 10 на линии подачи пара из магистрали и продолжать подъем температуры и давления среды по заданному режиму до достижения установленных максимальных значений. Максимальное давление и время его достижения регистрируются в журнале учета работы автоклавов.
4.1.4. Следить в период подъема давления:
за скоростью нагрева корпуса автоклава по самопишущему потенциометру, которая до температуры 133 °С [давление 0,2 МПа (2 кгс/см![]() )] не должна превышать 2 °С/мин и 1,5 °C/мин при более высокой температуре;
)] не должна превышать 2 °С/мин и 1,5 °C/мин при более высокой температуре;
за давлением в паровой магистрали, не допуская его падения ниже величины, превышающей давление в автоклавах в изобарический период на 0,1 МПа (1 кгc/см![]() ). При падении давления в магистрали ниже указанной величины сообщить сменному мастеру и уменьшить скорость подъема температуры среды в автоклаве.
). При падении давления в магистрали ниже указанной величины сообщить сменному мастеру и уменьшить скорость подъема температуры среды в автоклаве.
4.1.5. Проверить через 15-20 мин после пуска пара, а также после достижения корпусом максимальной температуры (при отсутствии в автоклаве конденсата) состояние опор и соответствие между удлинением корпуса и его температурой. Результат проверки зарегистрировать в журнале учета работы автоклавов.
4.1.6. Производить во время подъема температуры среды в автоклаве выпуск конденсата по обводной линии вручную, если автоклав оборудован системой удаления конденсата дроссельного типа. Для этого следить за показаниями уровнемерного стекла 11 и при превышении конденсатом отметки 60 мм открыть вентиль 4 на обводной линии. При снижении уровня до 10-15 мм закрыть его. Повторить указанные операции по мере надобности.
4.1.7. Поддерживать в течение изобарического периода заданные значения температуры и давления среды, изменяя в нужную сторону расход пара путем осторожного вращения маховика вентиля 10 подачи пара.
Резкие колебания давления среды в автоклаве [более 0,01 МПа (0,1 кгс/см![]() ) за 5 мин] в этот, а также в другие периоды автоклавной обработки не допускаются.
) за 5 мин] в этот, а также в другие периоды автоклавной обработки не допускаются.
4.1.8. Закрыть вентили 8 и 10 после окончания изобарического периода и начать постепенное снижение давления в автоклаве по заданной программе путем осторожного вращения вентиля 3 выпуска пара в линию перепуска или в имеющуюся другую систему рекуперации до установленного регламентом завода давления, затем закрыть вентиль 3 и продолжать снижение посредством вентиля 2 выпуска пара в атмосферу; вентиль 2 оставить открытым до момента, указанного в п.4.1.2.
Скорость охлаждения стенки автоклава при снижении давления не должна превышать скорости ее нагрева, указанной в п.4.1.4.
Зарегистрировать в журнале время начала и окончания снижения давления и показания манометра в эти моменты.
4.1.9. Проверить готовность автоклава к открытию крышки, для чего:
открыть контрольный вентиль 1 и убедиться в отсутствии давления в автоклаве;
убедиться по световому табло в наличии сигналов, подтверждающих закрытие вентиля 8 и отсутствие давления в автоклаве;
вывести стопор сигнально-блокировочного устройства из гнезда;
убедиться в отсутствии конденсата в автоклаве по водомерному стеклу 11 (в случае систем удаления конденсата дроссельного типа) или по световому сигналу (в случае автоматической системы, например системы ВНИИстром).
4.1.10. Доложить сменному мастеру о готовности автоклава к открытию крышки. Последний, убедившись в отсутствии давления и конденсата в автоклаве и в отключении линии подачи пара в автоклав, открывает замок крышки и разрешает открыть крышку, о чем он делает запись в журнале учета работы автоклавов.
4.1.11. Передать жетон автоклавщику, который после его получения открывает крышку со стороны выгрузки; о передаче жетона делается запись в журнале учета передачи жетонов с росписью пропарщика и автоклавщика.
Перед выходом зубьев крышки из зацепления вращать рукоятку механизма открывания крышки осторожно. При появлении течи конденсата дальнейшее открывание крышки не производить до его полного прекращения.
4.1.12. Отвести крышку в сторону и передать жетон загрузчику, который приступает к выгрузке изделий из автоклава; о передаче жетона делается запись в журнале учета передачи жетонов с росписью автоклавщика и загрузчика.
4.1.13. В течение всего цикла автоклавной обработки пропарщик должен:
следить за отсутствием утечек пара через прокладку крышек, сальники арматуры, фланцевые соединения трубопроводов и т.д., а также за уровнем конденсата в автоклаве, который не должен превышать 60 мм;
регистрировать в журнале учета работы автоклавов все отклонения от заданного режима, а в журнале передачи смен все замеченные неисправности и повреждения оборудования (утечки пара, нарушение изоляции и т.д.);
сообщать лицу, ответственному за исправное состояние и безопасное действие автоклавов, о всех неисправностях и повреждениях оборудования.
4.2. Автоматическое управление.
4.2.1. Установить переключатель рода работ на пульте управления в положение "автоматическое" и убедиться в загорании соответствующего сигнала.
4.2.2. Подготовить систему управления к работе:
включить приборы автоматического управления и дать им прогреться в течение 10 мин;
заправить регистрирующие устройства чернилами;
установить на задатчике заданную программу регулирования режима тепловлажностной обработки и совместить щуп задатчика с начальной (нулевой) отметкой программы;
произвести контроль исправности работы управления, установки нуля, рабочего тока и т.д. согласно соответствующим инструкциям.
4.2.3. Осуществить пуск систем управления путем включения соответствующих переключателей, кнопок управления и т.д. Проверить, загораются ли соответствующие сигналы на мнемосхеме.
4.2.4. Производить вручную все указанные в разд.4.1 операции, которые не осуществляются системой автоматического управления.
5. Аварийная остановка автоклава
5.1. Автоклав должен быть остановлен в случае:
повышения давления выше разрешенного, несмотря на соблюдение всех требований, указанных в данной инструкции;
возникновения разности температур между верхом и низом корпуса, превышающей 45 °С;
неисправности предохранительного клапана;
неисправности манометра и невозможности определить давление по другим приборам;
неисправности сигнально-блокировочных устройств;
неисправности (отсутствия) предусмотренных проектом контрольно-измерительных приборов и средств автоматики;
обнаружения в основных элементах автоклава трещин, выпучин, значительного утончения стенок, пропусков или потения в сварных швах, течи в болтовых соединениях, разрыва прокладок;
неисправности байонетного затвора, крепежных деталей болтовых крышек и фланцев трубопроводов, а также при неполном их количестве;
защемления опор (показания реперного устройства при отсутствии конденсата в автоклаве меньше расчетных для данной температуры - см. примечание к п.3.4.5);
возникновения пожара, непосредственно угрожающего автоклаву.
5.2. Аварийную остановку автоклава производить в следующем порядке:
открыть полностью вентиль 2 на линии, соединяющий автоклав с атмосферой;
закрыть вентиль 8, а также вентиль 10 на линии подачи пара из магистрали или вентиль 9 на линии перепуска пара (в зависимости от используемой в данный момент линии);
открыть вентиль 4 на обводной линии системы удаления конденсата;
проверить, закрыт ли вентиль 9 или 10 на неиспользуемой в данный момент линии подачи пара в автоклав.
5.3. Произвести соответствующую запись в журнале учета работы автоклавов с указанием времени и причин аварийной остановки автоклава и поставить в известность лицо, ответственное за исправное состояние и безопасное действие автоклавов, и сменного мастера.
5.4. Пуск автоклава после аварийной остановки может быть произведен по письменному распоряжению лица, ответственного за исправное состояние и безопасное действие автоклавов, после устранения причин, вызвавших аварийную остановку.
6. Заключительные положения
6.1. Указания администрации, не предусмотренные инструкцией по режиму работы и безопасному обслуживанию автоклавов, выполняются автоклавщиком и пропарщиком только при наличии в журнале передачи смен и учета технического состояния оборудования подтверждения лица, ответственного за исправное состояние и безопасное действие автоклавов. Администрация предприятия не должна давать указания, противоречащие производственной инструкции и могущие привести к аварии или несчастному случаю.
6.2. Автоклавщики и пропарщики несут ответственность за нарушение инструкции по режиму работы и безопасному обслуживанию автоклавов в порядке, установленном правилами внутреннего трудового распорядка предприятий и уголовными кодексами союзных республик.
ПРИЛОЖЕНИЕ 1
Журнал передачи смен и учета технического состояния оборудования
|
|
|
|
|
|
|
| |
|
|
|
сдавших смену |
принявших смену |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
Примечание. В гр.5 расписывается лицо, установившее неисправность, в гр.6 - лицо, выполнившее ремонт; в обеих графах также расписывается лицо, ответственное за исправное состояние и безопасное действие автоклавов.
ПРИЛОЖЕНИЕ 2
Журнал учета передачи жетонов
|
Дата |
Часы |
N автоклава |
N жетона |
Техно- логическая операция |
Фамилия, имя, отчество лиц, передавших и принявших жетоны |
Роспись лиц, передавших и принявших жетоны | |
|
|
|
|
|
|
передал |
принял |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 3
Журнал учета работы автоклавов
|
Дата |
N авто- клава |
Наимено- вание продукции |
|
| |||||||
|
|
|
|
начало |
конец |
пуск разре- шен (подпись мастера) |
перед пуском |
через 20 мин после пуска |
при максимальной температуре | |||
|
|
|
|
|
|
|
темпера- тура |
удлине- ние |
темпера- тура |
удлине- ние |
темпера- тура |
удлине- ние |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение
|
|
|
|
|
|
|
|
|
| ||||||
|
Дата |
N авто- клава |
Наиме- нова- ние продук- ции |
из перепускной линии |
из маги- страли |
начало |
конец |
Про- верка готов- ности к откры- тию (под- пись опера- тора) |
Разре- шение на откры- тие (время и под- пись масте- ра) |
начало |
конец |
Приме- чание (нару- шение режи- ма) | |||
|
|
|
|
нача- ло |
ко- нец |
нача- ло |
ко- нец |
давле- ние в конце подъ- ема |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание. Гр.3 заполняется при выпуске разнородной продукции.
Текст документа сверен по:
официальное издание
Правила техники безопасности и производственной
санитарии в промышленности строительных материалов.
Часть II. - М.: Стройиздат, 1987
Личный кабинет:
доступно после авторизации Участники шоу «Сокровища императора» назвали краснодарку Марию...
Участники шоу «Сокровища императора» назвали краснодарку Марию...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке