
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
15
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
1. ОБЩИЕ ПОЛОЖЕНИЯ И ТРЕБОВАНИЯ ПО ОРГАНИЗАЦИИ СВАРОЧНЫХ РАБОТ
1.1. Изготовление резервуаров (баков) должно производиться по технологии предприятия-изготовителя (монтажного управления). Технология изготовления (инструкции или технологические карты) должна разрабатываться в соответствии с техническими условиями, рабочими чертежами, требованиями настоящего руководящего документа.
Изменение конструкций изделия и замена конструкционных или сварочных материалов должны быть согласованы с проектной и головной организациями.
Отклонения от требований, изложенных в руководящем документе, должны быть согласованы в установленном порядке.
1.2. При организации и выполнении работ по сборке, сварке и контролю качества сварных соединений должны быть созданы все условия для соблюдения правил техники безопасности и пожарной безопасности, изложенных в Правилах технической эксплуатации электроустановок потребителей и Правилах техники безопасности при эксплуатации электроустановок потребителей.
1.3. Предприятие (монтажная организация) - изготовитель должно быть оснащено соответствующим оборудованием и оснасткой, необходимыми для выполнения сборочно-сварочных работ в соответствии с требованиями настоящего документа.
1.4. Сварочные работы должны выполняться при наличии необходимого набора инструментов, оснастки, приспособлений. Электросварщики должны иметь защитный щиток или маску, рукавицы, молоток, зубило или крейцмессель для отбивки шлака, стальную щетку, личное клеймо и шаблоны для проверки геометрии швов. Кроме того, у сварщиков по ручной электродуговой сварке должны быть пеналы или пакет из влагостойкой бумаги для хранения электродов и ящик для сбора огарков от использованных электродов; у сварщиков по ручной аргонодуговой сварке неплавящимся электродом - набор заточенных вольфрамовых электродов и пассатижи; у сварщиков - операторов по автоматической сварке под флюсом - комплект гаечных ключей к автомату, пассатижи с кусачками для проволоки, а для аргонодуговой сварки, кроме того, набор заточенных вольфрамовых электродов.
1.5. Конструкции из низкоуглеродистых сталей (корпус и днище резервуаров, конструкции несущих покрытий и другие ответственные узлы) должны изготавливаться из сталей ВСт3сп5, ВСт3сп, ВСт3сп6 или сталей 10, 20, 09Г2С по ГОСТ 380-71, ГОСТ 14637-79, ГОСТ 1050-74, ГОСТ 1577-81, ГОСТ 19903-74, ГОСТ 8731-74, ГОСТ 8733-74 и ТУ 14-3-806-78. Конструкции, относящиеся к группе 3.1 (табл. 9.1), должны изготавливаться из сталей ВСт3кп2, ВСт3кп, ВСт3пс по ГОСТ 19904-74.
Конструкции из коррозионно-стойких сталей аустенитного класса (полотна, обечайки, сектора, щит, люки, балки щитов промежуточного и конечного, стойки, лестницы и крыши) выполняют из сталей 08X18H10T и 12X18Н10T по ГОСТ 5632-72, ГОСТ 7350-77, ГОСТ 19903-74, ГОСТ 19904-74, ГОСТ 5582-75, ГОСТ 9940-81, ГОСТ 9941-81, ГОСТ 24030-80 и ТУ 96.349-75 и сталей аустенитно-ферритного класса марок 08Х22Н6Т и 12X21H5T по ГОСТ 5632-72, ГОСТ 7350-77, ГОСТ 9903-74, ГОСТ 19904-74, ГОСТ 5582-75.
Материалы для конкретных конструкций должны быть указаны проектной организацией в рабочей документации.
1.6. Сварочные и конструкционные материалы для изготовления резервуаров (баков), должны быть проверены ОТК предприятия (монтажной организации) на наличие сертификатов, соответствие их требованиям нормативных документов по входному контролю, рабочей документации.
1.7. При раскрое материалов и полуфабрикатов для изготовления изделий необходимо наносить отличительную маркировку, которая должна сохраняться до полного изготовления металлоконструкции, в соответствии с Приложением 6.
1.8. Контроль за качеством при изготовлении изделий должен осуществляться представителями отдела технического контроля предприятия-изготовителя, а при монтаже - службой технического контроля.
1.9. При изготовлении и монтаже изделий должен быть обеспечен контроль за выполнением требований настоящего документа, чертежей КМД, технологических инструкций или карт, проекта производства работ. Результаты контроля должны фиксироваться в отчетной документации или документации операционного контроля.
2. КВАЛИФИКАЦИЯ СВАРЩИКОВ И ДЕФЕКТОСКОПИСТОВ
2.1. К сварочным работам при изготовлении резервуаров (баков) допускаются сварщики, выдержавшие теоретические и практические испытания в соответствии с действующими "Правилами аттестации сварщиков" и имеющие удостоверение на право производства соответствующих сварочных работ.
Сварщики всех специальностей и квалификации должны выдержать испытания на вторую квалификационную группу по технике безопасности, а также по противопожарным мероприятиям. Квалификация сварщиков при выполнении работ определяется по табл. 2.1.
2.2. Сварщики допускаются только к тем видам работ, которые указаны в удостоверении по результатам аттестации. При аттестации одно контрольное соединение может быть сварено для группы марок материалов, близких по химическому составу и свариваемых по одинаковой технологии. В удостоверении должен быть указан класс сталей, к сварке которых допускается сварщик.
Таблица 2.1
Квалификация сварщиков
|
|
Группа сварного соединения по табл. 9.1 |
Квалификация сварщиков, разряд, не ниже |
|
Ручная электродуговая и аргонодуговая |
1.1; 1.2; |
5 |
|
|
2.1; 2.2; |
4 |
|
|
3.1 |
3 |
|
Автоматическая и механизированная |
1.1; 1.2; 2.1 |
4 |
|
|
2.2; 3.1 |
3 |
2.2.1. Сварщик, впервые приступающий в данной организации к сварке, несмотря на наличие удостоверения, должен пройти дополнительную практическую и теоретическую подготовку с заваркой контрольных соединений.
Сварщик, имеющий опыт работы на монтаже АЭС, а также удостоверение и допуск по данному виду работ, заваривает только контрольное соединение.
Требования к однотипности контрольных сварных соединений указаны в разделе 12.
2.3. Повторную проверку знаний сварщика необходимо производить периодически, не реже 1 раза в год, при перерыве в работе по специальности свыше 6 мес, перед допуском к работе после временного отстранения сварщика за нарушение технологии или низкое качество работ.
2.4. Сварщики, работающие не менее года и постоянно дающие продукцию высокого качества, что должно подтверждаться результатами неразрушающего контроля и внешнего осмотра сварных соединений, по решению квалификационной комиссии могут освобождаться от испытаний каждый раз на срок до 1 года, но не более трех лет подряд.
2.5. К контролю сварных соединений резервуаров (баков) допускаются дефектоскописты, прошедшие специальную теоретическую подготовку и практическое обучение, сдавшие экзамены и имеющие удостоверение на право контролировать и оценивать качество сварных соединений. Дефектоскописты должны сдать также испытания по технике безопасности и противопожарным мероприятиям. Квалификация дефектоскопистов для выполнения работ по контролю приведена в таблице 2.2.
Таблица 2.2
Квалификация дефектоскопистов
|
Вид контроля |
Квалификация дефектоскопистов, разряд |
|
Контроль радиографическими методами |
4 |
|
Расшифровка пленок |
5 |
|
Ультразвуковой контроль |
5 |
|
Контроль герметичности |
4 |
|
Капиллярная дефектоскопия |
4 |
2.5.1. Подготовка дефектоскопистов должна быть специализирована по методам контроля (ультразвуковая дефектоскопия, радиографические методы контроля и др.). Результаты специализации по методам контроля должны быть указаны в их удостоверениях. Каждый дефектоскопист может быть допущен только к тем методам контроля, которые указаны в его удостоверении. Дефектоскописты подвергаются ежегодной переаттестации, результаты которой необходимо оформлять протоколом и соответствующими записями в удостоверениях. Дефектоскопист, имевший перерыв в работе (по данному виду контроля) свыше 6 мес, должен вновь сдать экзамены в полном объеме.
2.6. К руководству работами по сварке и контролю сварных соединений, контролю за соблюдением технологии допускаются ИТР, производственные и контрольные мастера, изучившие требования настоящего документа, рабочие чертежи, методические инструкции по контролю. Знания инженерно-технических работников должны быть проверены комиссией, назначаемой приказом руководителя предприятия не реже 1 раза в 3 года.
3. КОНТРОЛЬ КАЧЕСТВА КОНСТРУКЦИОННЫХ И СВАРОЧНЫХ МАТЕРИАЛОВ
3.1. Входной контроль металла, поступающего на производство, должен выполняться ОТК завода или ОТК заказчика и должен включать:
проверку соответствия применяемых материалов по сертификатам или паспортам (для полуфабрикатов) требованиям стандартов, технических условий и рабочих чертежей;
проверку наличия заводской маркировки и соответствия ее сертификатным данным;
наружный осмотр металла для выявления поверхностных дефектов, выводящих толщину листа за пределы минусовых отклонений, регламентированных ГОСТ 19903-74 и ГОСТ 19904-74 (табл. 3.1).
3.2. Металл должен быть рассортирован по маркам и плавкам, замаркирован и перед подачей в производство выправлен, очищен от окалины, ржавчины, масла, влаги и других загрязнений.
Не допускается совместное хранение аустенитной стали с перлитной. Аустенитная сталь должна обладать стойкостью против межкристаллитной коррозии при испытании по методу АМ или АМУ по ГОСТ 6032-84 с провоцирующим нагревом.
Результаты испытаний на межкристаллитную коррозию должны быть указаны в сертификате на поставленный металл.
Таблица 3.1
Допустимые минусовые отклонения на толщину листа, мм
|
|
Минусовые отклонения на толщину при ширине, мм | |||||||
|
|
От 500 до 750 |
Св. 750 до 1000 |
Св. 1000 до 1500 |
Св. 1500 до 2000 | ||||
|
|
A |
Б |
A |
Б |
A |
Б |
A |
Б |
|
Св. 3,00 до 3,50 |
0,18 |
0,20 |
0,19 |
0,21 |
0,20 |
0,22 |
0,22 |
0,24 |
|
" 3,50 до 3,90 |
0,20 |
0,22 |
0,21 |
0,23 |
0,22 |
0,24 |
0,24 |
0,26 |
|
" 3,90 до 5,5 |
0,40 |
0,40 |
0,40 |
0,40 |
0,50 |
0,50 |
0,50 |
0,50 |
|
" 5,5 до 7,5 |
0,50 |
0,50 |
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
0,60 |
|
" 7,5 до 10,0 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
0,80 |
|
Толщина стали, мм |
Св. 2000 до 2300 |
Св. 2300 до 2700 |
Св. 2700 до 3000 | |||
|
Св. 3,0 до 3,5 |
0,26 |
0,29 |
- |
- |
- |
- |
|
" 3,5 до 3,9 |
0,28 |
0,31 |
- |
- |
- |
- |
|
" 3,9 до 5,5 |
0,50 |
0,50 |
- |
- |
- |
- |
|
" 5,5 до 7,5 |
0,60 |
0,60 |
- |
- |
- |
- |
|
" 7,5 до 10,0 |
0,80 |
0,80 |
- |
0,80 |
- |
- |
Примечание. Буквенные обозначения для: А - повышенной точности прокатки; Б - нормальной точности прокатки.
3.3, Каждая партия электродов, сварочной проволоки, флюсов и защитных газов перед использованием должна быть проконтролирована:
на наличие сертификата с проверкой полноты приведенных в нем данных и их соответствия требованиям стандартов, технических условий или паспорта;
на содержание в пределах от 2 до 8% ферритной фазы в наплавленном металле соединений из коррозионно-стойкой стали аустенитного класса.
Проверку рекомендуется производить объемным магнитным методом с помощью ферритометров любой конструкции. Допускается по согласованию с головной организацией проверка содержания ферритной фазы другими методами. Образцы должни вырезаться из двух верхних слоев пяти-шестислойной наплавки, выполненной на пластине из коррозионно-стойкой стали аустенитного класса;
на наличие на каждом упаковочном месте (пачке, коробке, ящике и др.) соответствующих этикеток (ярлыков) или бирок с проверкой указанных в них данных;
на отсутствие повреждения и порчи упаковки или самих материалов;
на наличие соответствующего документа, регламентированного стандартами, для баллонов с газом.
3.3.1. При отсутствии сертификата или этикеток, а также в случае несоответствия сертификатных данных требованиям соответствующих паспортов, технических условий и стандартов данная партия материалов к использованию не допускается и подлежит браковке или контрольной проверке по всем показателям, установленным стандартами или техническими условиями.
При обнаружении повреждения и порчи упаковки или самих материалов вопрос о возможности использования данной партии решается службой главного сварщика предприятия.
3.3.2. Дополнительно каждая партия покрытых электродов для ручной дуговой сварки перед выдачей на производственный участок должна быть проконтролирована:
на соответствие размеров электродов и качества их покрытия требованиям ГОСТ 9466-75 путем проверки десяти электродов от каждой контролируемой партии, взятых из разных пачек;
на сварочно-технологические свойства путем сварки одностороннего таврового образца по ГОСТ 9466-75 с последующим контролем сплошности шва.
3.3.3. Помимо контроля на соответствие общим требованиям, каждая партия сварочной проволоки для механизированных способов сварки, а также для ручной аргонодуговой сварки перед выдачей на производственный участок должна быть проконтролирована на соответствие требованиям ГОСТ 2246-70 по качеству и состоянию поверхности путем внешнего осмотра поверхности проволоки в каждой бухте (мотке, катушке) на отсутствие окалины, ржавчины, следов смазки, задиров, вмятин и других дефектов и загрязнений. Если же поверхность проволоки загрязнена или покрыта ржавчиной, то перед употреблением ее необходимо очистить. Проволоку очищают перед или при намотке ее на кассеты в специальных станках, используя наждачные круги. Для удаления масел используют ацетон по ГОСТ 2768-84 или спирт-ректификат по ГОСТ 5962-67. Для устранения влаги необходимо применять термическую обработку: прокалку при температуре 100-150°С. Допускается обрабатывать проволоку в 20%-ом растворе серной кислоты с последующей прокалкой при температуре 250°С в течение 2-2,5 ч.
3.3.4. Электроды каждой партии и проволока каждой плавки, предназначенные для сварки конструкций из аустенитных сталей, независимо от наличия паспорта (сертификата) завода-поставщика перед допуском к работе должны быть испытаны на стойкость против межкристаллитной коррозии по методу AM или АМУ по ГОСТ 6032-84 без провоцирующего нагрева. Испытанию подвергаются образцы, вырезанные из контрольного сварного соединения или штатного узла, выполненные по технологии изготовления сварной конструкции.
3.3.5. Аустенитная сварочная проволока каждой плавки, предназначенная для аргонодуговой или автоматической сварки под флюсом, должна быть проверена на содержание ферритной фазы в наплавленном металле путем выполнения пяти или шестислойной наплавки по ГОСТ 9466-75. Содержание ферритной фазы в проволоках должно быть в пределах от 2 до 8%. Проверку следует производить по методике, указанной в п. 3.3.
3.3.6. Результаты контроля сварочных материалов должны быть оформлены соответствующим документом и зафиксированы в журнале по сварке.
3.3.7. Сварочные материалы следует хранить раздельно по маркам и партиям.
Кладовые для хранения прокаленных электродов и флюсов должны иметь температуру воздуха не ниже 18°C и относительную влажность воздуха не более 50%. Влажность воздуха определяется психрометрами.
3.3.7.1. Электроды и флюс перед использованием должны быть прокалены. Рекомендуемые режимы прокалки и срок годности электродов и флюсов приведены в табл. 3.2.
Использование электродов и флюса, срок годности которых уже истек, не допускается. Применение этих материалов разрешается только после проведения повторной прокалки. Прокалка электродов может производиться не более трех раз, не считая прокалки при их изготовлении.
При хранении материалов в сушильных шкафах с температурой 60-100°C или в герметичной таре (влаго- и воздухонепроницаемой) срок годности материалов после их прокалки не ограничивается.
Таблица 3.2
Режимы прокалки и срок годности материалов
|
|
|
|
Тип наплавленного металла по ГОСТ 9467-75, ГОСТ 10052-75 |
|
|
|
|
Электроды |
МР-3, ОЗС-4 |
Э46 |
150-200 |
1 |
5 | |
|
То же |
АНО-6М |
|
|
|
| |
|
" |
УОНИ-13/45, |
Э42А |
380-420 |
3 |
5 | |
|
|
УОНИ-13/55, |
Э50А |
|
|
| |
|
|
АНО-9, ЦУ-5, |
|
|
|
|
|
|
|
ЦУ-7 |
ОСТ 108.948.01-80 |
|
|
|
|
|
|
ЭА-400/10Т, ЭА-400/10У, |
ГОСТ 10052-75 |
|
120-150 |
2 |
90 |
|
|
ЭА-395/9 |
|
|
200-250 |
2 |
15 |
|
Флюсы |
ОСЦ-45, ОСЦ-45М, |
ГОСТ 9087-81 |
|
|
|
|
|
То же |
АН-60, |
|
|
300-420 |
5 |
15 |
|
" |
АН-348АМ, АН-26С, |
|
|
|
|
|
3.3.7.2. В качестве защитного газа при ручной и автоматической аргонодуговой сварке неплавящимся электродом следует применять аргон не ниже второго сорта по ГОСТ 10157-79.
3.3.7.3. Для механизированной сварки в углекислом газе в качестве защитного газа следует применять сварочный углекислый газ первого и второго сорта или пищевой по ГОСТ 8050-76. Использование технического углекислого газа не допускается.
3.3.7.4. Перед использованием газа из баллона следует проверить качество газа каждого баллона, для чего на пластину или трубу наплавляют валик длиной 100-150 мм, и по внешнему виду поверхности наплавки определяют надежность газовой защиты. При обнаружении пор в наплавленном металле шва газ, находящийся в данном баллоне, бракуют.
4. ТРЕБОВАНИЯ К СВАРОЧНОМУ ОБОРУДОВАНИЮ
4.1. Для прихватки и сварки изделий должно применяться сварочное оборудование постоянного тока.
В качестве источников питания при ручной электродуговой, аргонодуговой сварке и прихватке необходимо использовать сварочные преобразователи однопостовые типа ПД-502У2 по ГОСТ 7237-82, сварочные выпрямители многопостовые типа ВДМ-1001УХЛ4 по ТУ 16-739.226-80 и однопостовые типа ВД-306У3 по ТУ 16-739.198-79, или любые другие сварочные преобразователи и выпрямители подобного типа, обеспечивающие требования настоящего документа.
4.2. Сварочный пост ручной электродуговой и аргонодуговой сварки, помимо источника питания, должен включать: балластные реостаты типа РБ-302-У2 по ГОСТ 18636-78, МРБ-2Н по ТУ 34-42-3071-85, РБК-20043 по 18-67.00.000.ТУ.
4.3. Сварочный пост ручной аргонодуговой сварки, помимо источника питания и балластного реостата, должен включать:
аргонодуговую горелку типа АРЮ-2М по ТУ 34-42-14607-78. Допускается применение горелок другой конструкции, обеспечивающих надежную защиту сварочной ванны и требуемое качество сварного шва;
газовый редуктор-расходомер типа АР-10, АР-10 по ТУ 26-05-196-74. Допускается применение кислородных редукторов ДКП-1-65 с ротаметрами PС-3 по ТУ 26-05-463-76;
баллон с аргоном.
4.3.1. Горелки и шланги при аргонодуговой сварке следует не реже одного раза в месяц промывать спиртом-ректификатом с целью очистки от пыли, грязи и других загрязнений. Норма расхода спирта 0,06 л/м![]() на промывку 1 м
на промывку 1 м![]() поверхности шланга по ОСТ 92-0281-73 "Нормирование расхода материалов, спирт этиловый". Нормы расхода спирта 0,16 л на промывку одной горелки по ОСТ 92-0281-73.
поверхности шланга по ОСТ 92-0281-73 "Нормирование расхода материалов, спирт этиловый". Нормы расхода спирта 0,16 л на промывку одной горелки по ОСТ 92-0281-73.
4.4. Пост автоматической сварки под флюс должен включать:
автомат тракторного типа и источник сварочного тока с техническими характеристиками по табл. 4.1;
стенд для листовых конструкций на флюсовой подушке (при сварке карт стенок, крыш и днищ баков);
роликовый стенд и велосипедная тележка (при сварке кольцевых швов цилиндрических баков).
В качестве источников питания при автоматической сварке под слоем флюса допускается использовать сварочные преобразователи типа ПД-502У2 или сварочный выпрямитель ВДМ-1001УХЛ4.
Каждая установка автоматической сварки должна быть подключена к индивидуальному источнику питания.
Таблица 4.1.
Техническая характеристика автоматов тракторного типа для сварки под флюсы
|
|
|
|
|
|
|
|
Пределы регулирования |
|
Габаритные размеры, мм |
Масса, кг | |||
|
Тип, марка оборудо- |
Номи- |
Пери- |
Диа- |
Ско- |
Ско- |
Источник сварочного тока |
|
|
Напря- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АДГ-601УХЛ4 |
630 |
60 |
2-4 |
40-600 |
" |
ВДГ-601У3 |
200-700 |
18-36 |
90 |
925х640х700 |
1250х900х1155 |
85 |
560 |
|
АДФ-1201У3 |
1250 |
100 |
2-6 |
60-360 |
" |
ВДУ-1201У3 |
300-1250 |
24-66 |
100 |
1100х400х750 |
1400х850х1250 |
72 |
850 |
|
АДФ-1002У3 |
1000 (ток пере- |
100 |
3-5 |
" |
12-80 |
ТДФЖ 1002У3 |
300-1000 |
30-56 |
120 |
715х345х540 |
1340х760х1220 |
45 |
550 |
4.4.1. Основные технические характеристики применяемого для выполнения сварки оборудования указываются в маршрутных технологических картах или технологических инструкциях на изготовление изделия. Примеры разработки технологических процессов сварки рулонных баков и баков прямоугольной формы из нержавеющей стали приведены в Приложениях 1 и 2.
4.5. Автоматическую сварку под флюсом соединений групп 2.2 и 3.1 (табл. 9.1) допускается выполнять на переменном токе. Пост автоматической сварки под слоем флюса должен включать автомат типа АДФ-1002У3 и трансформатор ТДФЖ-1002У3 по ТУ 16-539.587-72.
4.6. Для контроля параметров сварочного тока и напряжения автоматической сварки каждая установка должна быть снабжена контрольно-измерительной аппаратурой (амперметром, вольтметром), прошедшей метрологическую поверку. Колебание напряжения питающей сети, к которой подключено сварочное оборудование, должно быть в пределах ±5% от номинального значения.
4.7. Пост механизированной дуговой сварки должен включать:
в среде углекислого газа и аргона - полуавтомат ПДГ-312У3, А-825, ПДГ-603У3, ПДГ-508; источник питания ВДГ-303У3, ВДУ-601У3 по ГОСТ 18130-79.
5. ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ И ПОДГОТОВКА ПОД СВАРКУ
5.1. Детали под сварку должны поступать обработанными в соответствии с требованиями, содержащимися в рабочих чертежах и настоящем руководящем документе.
Подготовка деталей должна производиться механической или термической резкой. Грат после термической резки должен быть зачищен механическим путем. Заусенцы после механической обработки должки быть удалены, острые кромки деталей притуплены.
5.1.1. Подготовка кромок деталей под сварку должна производиться механическим способом в соответствии с требованиями, содержащимися в рабочих чертежах и настоящем руководящем документе. Допускается термическая резка с последующей механической обработкой. Правильность обработки кромок должна контролироваться отделом технического контроля (ОТК) предприятия-изготовителя (монтажного управления).
Поверхности фланцев, штуцеров, люков и лазов должны быть гладкими, без раковин, трещин, заусенцев, острые кромки должны быть притуплены.
5.2. Обечайки диаметром до 600 мм должны изготавливаться с одним продольным швом, кроме корпусов, изготовляемых из двух полуобечаек. Обечайки диаметром свыше 600 мм допускается изготавливать из нескольких листов максимально возможной длины и ширины. Допускаются вставки длиной не менее 500 мм. Ширина (высота) листов для верхнего замыкающего пояса обечайки рассчитывается как дополняющий размер высоты резервуара.
6. ОБЩИЕ ПОЛОЖЕНИЯ ТЕХНОЛОГИИ СБОРКИ СВАРИВАЕМЫХ ДЕТАЛЕЙ И
УЗЛОВ РЕЗЕРВУАРОВ (БАКОВ)
6.1. Указания по сборке
6.1.1. Сборка изделий должна производиться по рабочим чертежам только из выправленных деталей, очищенных от ржавчины, грязи, масла и влаги.
6.1.2. При правке, подгонке, сборке и других операциях должны использоваться выжимные приспособления. Не допускается производить правку (подгонку) карт, листов из коррозионно-стойких сталей с применением ударных нагрузок (удары молотком, кувалдой и т.п.). При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке и транспортировании - остаточное их деформирование. Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках.
6.1.3. Прихватка временных технологических распорок к внутренней поверхности баков допускается как исключение. Распорки должны изготавливаться из материала изделия, а их прихватка должна производиться теми же сварочными материалами, что и сварка основного изделия.
6.1.4. Для соединений из нержавеющих сталей швы приварки временных технологических распорок должны располагаться на расстоянии не менее 70 мм от кромок соединения. Приварку креплений для неподкаливающихся сталей перлитного класса допускается уменьшать до расстояния 30 мм от кромок соединения. При установке временных креплений наложение прихваток в разделку не допускается. Перед приваркой временных креплений следует произвести зачистку мест наложения сварных швов.
6.1.5. Удаление временных креплений следует производить механическим способом. Удаление временных креплений на деталях из сталей перлитного класса допускается производить газовой или воздушно-дуговой резкой с последующей зачисткой.
На изделиях из сталей аустенитного класса допускается удаление временных креплений газовой резкой, воздушно-дуговой строжкой или плазменной резкой с оставлением части приваренного крепежного элемента высотой не менее 5 мм под последующую механическую обработку.
6.1.6. Формы кромок и размеры зазоров при сборке свариваемых соединений, а также выводных планок должны соответствовать величинам, указанным в табл. 6.3, 6.4, 6.5.
Все уступы и неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять зачисткой с помощью абразивного круга.
В случае стыковки деталей одинаковой толщины смещение одного элемента относительно другого по толщине (ступенька) не должно превышать следующих величин:
при толщине не более % толщины металла, мм
|
до 4 |
20 | |
|
до 5-12 |
15 | |
|
более 12 |
10 |
6.1.7. Если соединяются в стыковое соединение детали с разными толщинами, то кромку листа большей толщины (![]() ) рекомендуется обрабатывать согласно черт. 6.1 (а, б, в, г).
) рекомендуется обрабатывать согласно черт. 6.1 (а, б, в, г).
Обработка стыкуемых деталей, имеющих разные толщины
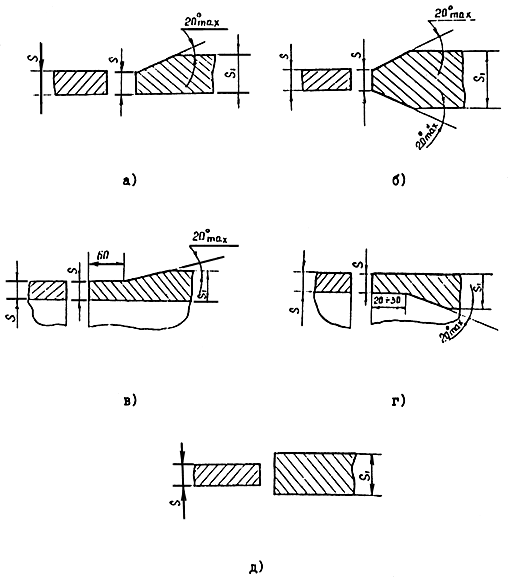
Черт. 6.1
6.1.7.1. Допускается применять стыковые швы без предварительной обработки более толстой стенки, если разность в толщинах соединяемых элементов не превышает 30% от толщины более тонкого элемента (![]() ), но не более 5 мм согласно черт. 6.1 (д).
), но не более 5 мм согласно черт. 6.1 (д).
Форма шва должна обеспечивать плавный переход от толстого элемента к тонкому.
6.2. Сборка карт, стенок, днищ, крыш баков
6.2.1. Сборка карт производится согласно рабочим чертежам из ранее отрезанных заготовок, размеры и количество которых определяются размерами стенки или днища и раскроем имеющегося в наличии металла. Раскрой указывается в картах эскизов, разрабатываемых на каждый бак.
6.2.2. Сборку карт разрешается производить в два этапа: вначале произвести сборку отдельных поясов карты, а после сварки этих поясов произвести окончательную сборку. Например, для карты, изображенной на черт. 6.2 (а), вначале произвести сборку поясов I, II, III, а после сварки этих поясов (швы N 1-6) произвести окончательную сборку карты.
При окончательной сборке карт участки заваренных сварных швов поясов, примыкающие к собираемым кромкам, следует зачистить на длине 4-6 мм с обеих сторон заподлицо с основным металлом.
Последовательность сборки карт
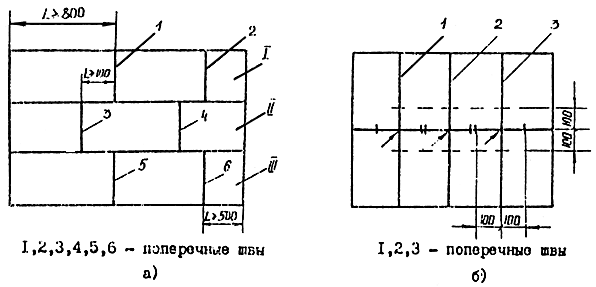
Черт. 6.2.
Примечание. Стрелкой указаны места пересечения продольных и поперечных швов, которые контролируют на длину 100 мм от точки пересечения.
6.2.3. Сборка элементов конструкции должна производиться на тщательно выверенных стеллажах (стендах). В процессе сборки должно быть исключено попадание влаги, масла и других загрязнений в разделку и зазоры соединений и на прилегающие к нему поверхности. При сборке деталей из коррозионно-стойкой стали аустенитного класса под ручную электродуговую сварку и прихватку на околошовную зону основного металла на ширине не менее 100 мм должно быть нанесено защитное покрытие. В качестве покрытия допускается использовать: каолин по ГОСТ 21286-82 (размолотый и просеянный), разведенный водой; препараты "Дуга-I" и "Дуга-II"; листовая асбестовая ткань и др.
6.2.3.1. Раствор каолина следует наносить тонким слоем кистью на поверхность свариваемых деталей, отступая 2-3 мм от границы ширины шва. После нанесения раствора производится сушка его на воздухе. Попадание каолина и асбеста в разделку соединения не допускается. Удаление каолина производить водой после окончания сварки.
6.2.4. Детали должны поступать на сборку зачищенными и обезжириваться перед сборкой и непосредственно перед сваркой.
Зачистку производить до чистого металла наждачным кругом или стальной щеткой (с проволоками из нержавеющей стали для конструкций из нержавеющих сталей). Обезжиривание производить чистой, сухой хлопчатобумажной тканью типа мадаполам по ГОСТ 7138-83 или ГОСТ 11680-76 с использованием ацетона по ГОСТ 2768-84.
6.2.5. Сборка соединений под сварку доджна производиться на прихватках. Прихватки должны выполняться сварщиками, имеющими право на производство сварочных работ. Прихватка длиной 30-50 мм каждая с шагом 200-500 мм выполняется ручной аргонодуговой сваркой с присадочной проволокой или без нее или ручной электродуговой сваркой.
6.2.5.1. Сборочные прихватки должны выполняться теми же электродами, сварочной проволокой и на тех же режимах, что и основная сварка.
6.2.5.2. Катет шва прихваток под ручную электродуговую сварку угловых, тавровых и нахлесточных соединений должен быть равен катету шва, установленному рабочей документацией. В этом случае прихватки последующей переплавке не подлежат.
Катет шва прихваток под автоматическую сварку устанавливается с учетом последующей переплавки по принятой технологии завода-изготовителя.
6.2.5.3. При сборке листов для выполнения двусторонней сварки прихватки рекомендуется выполнять со стороны, противоположной выполнению первого шага. Запрещается выполнение прихваток у краев листов, не подлежащих сварке, в местах пересечения швов и в конце будущих швов.
6.2.5.4. Прихватки должны быть зачищены от шлака и проконтролированы внешним осмотром на отсутствие поверхностных дефектов. Требования к качеству прихваток должны соответствовать требованиям, предъявляемым к сварным швам изделий.
Прихватки, имеющие недопустимые дефекты, следует удалять механическим способом или воздушно-дуговой строжкой и выполнять вновь.
Если прихватки будут переплавляться при выполнении основного шва, то необходимо их контролировать на отсутствие трещин, прожогов, свищей.
6.2.6. Расстояние между двумя соседними поперечными швами каждого пояса свариваемой карты должно быть не менее 800 мм, а длина замыкающей вставки не менее 500 мм. Поперечные швы смежных поясов рекомендуется смещать друг относительно друга не менее чем на 100 мм и располагать, как показано на черт. 6.2 а. Поперечные швы смежных поясов допускается не смещать относительно друг друга, если швы выполняются автоматической двусторонней сваркой под слоем флюса при условии радиографического контроля или ультразвуковой дефектоскопии всех мест пересечения швов, как показано на черт. 6.2 б.
6.2.7. Сборку карт следует производить на прихватках. Прихватки рекомендуется выполнять ручной или механизированной аргонодуговой или ручной электродуговой сваркой по режимам, приведенным в табл. 6.1, 6.2.
Таблица 6.1
Рекомендуемые режимы ручной аргонодуговой сварки прихватки
|
Толщина металла, мм |
Диаметр присадочной проволоки, мм |
Диаметр вольфрамового электрода, мм |
|
Расход аргона, л/мин |
|
3-5 |
1,6 |
2 |
90-110 |
10-12 |
|
6-10 |
1,6-2,0 |
2-3 |
100-130 |
10-12 |
Таблица 6.2
Рекомендуемые режимы ручной электродуговой сварки прихватки
|
Толщина металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
|
3-5 |
3 |
70-90 |
|
6-10 |
4 |
120-140 |
При зазоре в стыке не более 0,5 мм аргонодуговую прихватку допускается производить без присадочной проволоки.
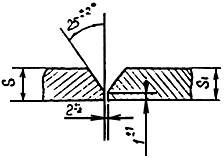
6.2.8. При автоматической сварке в начале и конце каждого свариваемого стыкового соединения должны быть приварены выводные планки. Выводные планки следует изготавливать из материала той же марки, что и основной металл. Толщина выводных планок должна быть равна толщине основного металла. Выводные планки необходимо выполнять составными из двух частей, как показано на черт. 6.3.
Схема приварки выводных планок
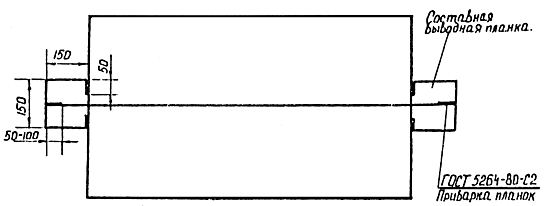
Черт. 6.3
6.2.9. Величина зазора в собранном изделии не должна превышать 1,5 мм, смещение кромок - не более 0,1 ![]() +0,5 при толщине листов (
+0,5 при толщине листов (![]() ) от 5 до 10 мм.
) от 5 до 10 мм.
6.3. Общая сборка баков
6.3.1. Общая сборка баков должна производиться в соответствии с рабочими чертежами.
6.3.2. Сборку баков следует производить на прихватках. Прихватки рекомендуется выполнять ручной или механизированной аргонодуговой или ручной электродуговой сваркой на режимах, приведенных в табл. 6.1, 6.2. При сборке баков под ручную аргонодуговую сварку прихватки следует выполнять только ручной аргонодуговой сваркой.
6.3.3. Размеры прихваток и шаг между ними должны быть следующими, мм:
для баков прямоугольной формы:
|
катет прихваток |
- 3-4 | |
|
длина прихваток |
- 30-40 | |
|
шаг между прихватками |
- 300-500 |
для баков цилиндрической формы:
|
толщина прихваток стыковых швов обечаек |
- 2-3 | |
|
длина прихваток |
- 30-40 | |
|
шаг между прихватками |
- 300-400. |
Размеры прихваток днища и крыши к цилиндрической части бака такие же, как и для баков прямоугольной формы.
6.3.4. Зазоры и углы разделки кромок собранных тавровых и угловых соединений стенок баков с крышей и днищем и между собой должны соответствовать требованиям, приведенным в табл. 6.3.
6.3.5. Размеры конструктивных элементов разделки кромок стыковых соединений обечаек цилиндрических баков, собранных под автоматическую сварку под флюсом, должны соответствовать требованиям, приведенным в табл. 6.4, а под ручную аргонодуговую или комбинированную сварку - в табл. 6.5.
Таблица 6.3.
Размеры конструктивных элементов, мм (по ГОСТ 5264-80)
|
|
Конструктивный элемент |
|
|
|
|
|
| ||||
|
Услов- |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
св. 5 до 8 |
12 |
|
|
-0,5 |
|
|
|
|
У6 |
|
|
|
св. 8 до 11 |
16 |
±2 |
|
|
|
|
|
|
|
|
|
Механизированная сварка в СО |
св. 11 до 14 |
20 |
|
|
|
|
|
|
|
|
|
|
|
св. 14 до 17 |
24 |
|
|
+2,0 |
|
|
|
|
|
|
|
|
св. 17 до 20 |
28 |
|
|
-0,5 |
|
|
|
|
|
|
|
Ручная электродуговая сварка |
от 3 до 5 |
7 |
|
|
|
|
|
|
|
|
|
|
|
св. 5 до 8 |
10 |
|
|
|
|
|
|
|
Т7 |
|
|
Механизированная сварка в СО |
св. 8 до 11 |
14 |
±2 |
|
|
|
|
|
|
|
|
|
|
св. 11 до 14 |
18 |
|
|
|
|
|
|
|
|
|
|
|
св. 14 до 17 |
22 |
|
|
|
|
|
|
|
|
|
|
|
св. 17 до 20 |
26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н |
|
|
|
св. 5 до 10 |
|
|
|
|
8-40 |
0 |
+1,5 |
|
|
|
|
Механизированная сварка в СО |
св. 10 до 20 |
|
|
|
|
12-100 |
|
+2,0 |
|
|
|
Размеры К1 и К по ГОСТ 5264-80 |
|
|
|
|
|
|
|
|
|


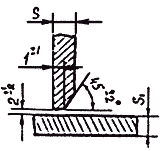
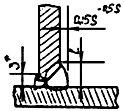

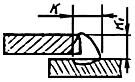
Таблица 6.4
Размеры конструктивных элементов, мм (по ГОСТ 8718-80)
|
|
Конструктивный элемент |
|
|
|
|
| ||||
|
Услов- |
|
|
Способ сварки |
|
Номи- |
Пре- |
|
Номи- |
Пре- | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |
|
|
|
|
|
|
|
|
|
|
| |
|
С7 |
|
|
|
св. 4 до 5 |
|
|
14 |
2,0 |
-1,5 | |
|
|
|
|
|
св. 5 до 6 |
|
+1,0 |
|
|
| |
|
|
|
|
|
св. 6 до 9 |
0 |
|
19 |
|
+1,5 | |
|
|
|
|
|
св. 9 до 14 |
|
|
23 |
3,0 |
-2,0 | |
|
|
|
|
|
св. 14 до 20 |
|
|
28 |
|
±2,0 | |
|
|
|
|
Автоматическая сварка под флюсом на флюсовой подушке |
св. 3 до 5 |
1 |
|
12 |
|
+1,0 | |
|
|
|
|
|
св. 5 до 6 |
|
|
|
|
-1,5 | |
|
С29 |
|
|
|
св. 6 до 9 |
|
|
19 |
|
| |
|
|
|
|
|
св. 9 до 10 |
2 |
±1 |
|
|
+1,0 | |
|
|
|
|
|
св. 10 до 14 |
|
|
|
2,5 |
-2,0 | |
|
|
|
|
|
св. 14 до 16 |
|
|
26 |
|
| |
|
|
|
|
|
св. 16 до 20 |
3 |
|
|
|
±2,0 | |


Продолжение табл. 6.4.
|
|
Конструктивный элемент |
|
|
|
|
|
| ||||
|
Услов- |
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С4 |
|
|
|
св. 4 до 5 |
|
±1,0 |
|
|
+1,0 |
1,5 |
+1,0 |
|
|
|
|
|
св. 5 до 6 |
|
|
|
2,0 |
-1,5 |
|
-1,5 |
|
|
|
|
|
св. 6 до 7 |
|
±1,5 |
21 |
|
|
|
+1,0 |
|
|
|
|
|
св. 7 до 10 |
|
|
26 |
|
|
|
-2,0 |
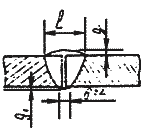
Таблица 6.5
Размеры конструктивных элементов, мм (по ГОСТ 5264-80)
|
|
Конструктивный элемент |
|
|
|
| |||
|
Услов- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
С17 |
|
|
|
св. 5 до 8 |
12 |
±2 |
|
+1,5 |
|
|
|
|
|
св. 8 до 11 |
16 |
|
0,5 |
-0,5 |
|
|
|
|
|
св. 11 до 14 |
19 |
|
|
|
|
|
|
|
|
св. 14 до 17 |
22 |
|
|
|
|
|
|
|
|
св. 17 до 20 |
26 |
±3 |
|
+2,0 |
|
|
|
|
|
|
|
|
|
-0,5 |

6.3.6. Сборку кольцевых швов обечаек цилиндрических баков рекомендуется производить на роликовом стенде.
7. ОБЩИЕ ПОЛОЖЕНИЯ ТЕХНОЛОГИИ СВАРКИ
7.1. Сварка карт, стенок, днищ, крыш баков
7.1.1. Для изготовления (монтажа) резервуаров (баков) для всех групп соединений (табл. 9.1) разрешается применение следующих способов сварки:
автоматической под флюсом;
ручной электродуговой;
автоматической, механизированной и ручной аргонодуговой (в т.ч. с дополнительной защитой зоны сварки углекислым газом) плавящимся и неплавящимся электродами;
автоматической и механизированной дуговой в углекислом газе и смеси газов (аргон + углекислый газ) плавящимся электродом (для углеродистых сталей);
автоматической и механизированной дуговой сваркой порошковой проволокой.
Допускается использование двух или нескольких способов сварки (из числа перечисленных в процессе выполнения одного сварного соединения при условии, если такая технология предусмотрена технологической документацией).
Сварку следует производить с использованием сварочных материалов, приведенных в табл. 7.1.
Таблица 7.1
Сварочные материалы, применяемые при изготовлении баков, сосудов и резервуаров
|
|
Марки сварочных материалов | ||||
|
|
|
|
|
проволока для всех видов аргоно- |
порошковые проволоки для всех видов сварки порошковой проволокой |
|
|
|
|
|
|
|
|
ВСт3сп5 |
УОНИ-13/45 |
Св-08А, Св-08АА, |
Св-08Г2С |
Св-08ГС |
ПП-АН1, ПП-АН3 |
|
ГОСТ 380-71 |
УОНИ-13/45А |
Св-08ГА, Св-10ГА |
Св-08ГС |
Св-07ГС |
ПП-АН7, ПП-АН8 |
|
ГОСТ 14637-79 |
УОНИ-13/55, АНО-4 |
Св-06А |
Св-08ГСМТ |
Св-08Г2С |
ПП-2ДСК |
|
ГОСТ 19903-74 |
АНО-9, МР-3, ЦУ-5 |
ФЛЮС |
АП-АН4 |
Св-08ГСМТ |
|
|
10 и 20 |
ТМУ-21У, ОЗС-4, |
ОСЦ-45, АН-348А |
|
АП-АН-11 |
|
|
ОЗС-6, АНО-6М, |
АН-60, ОСЦ-45М |
|
|
| |
|
ГОСТ 1577-81 |
ЦУ-7 |
АН-348АМ |
|
|
|
|
|
|
|
|
|
|
|
08Х18Н10Т и |
ЭА-400/10Т |
Св-01Х19Н9 |
ЭП-647 |
Св-04Х19Н11М3 |
|
|
12Х18Н10Т |
ЭА-400/10У |
Св-06Х19Н9Т |
(Х19Н11МЧФ) |
Св-01Х19Н9 |
|
|
ОЗД-36, ЦТ-36 |
Св-04Х19Н11М3 |
ЭП-85 |
Св-06Х19Н9Т |
| |
|
ГОСТ 7350-77 |
ЭА-395/9 |
Св-04Х19Н9 |
(Х20Н11ТФ) |
Св-04Х19Н9 |
|
|
ГОСТ 19903-74 |
|
ФЛЮС |
|
|
|
|
ГОСТ 19904-74 |
|
АН-26С, АН-26СП, |
|
|
|
|
|
|
АН-26П |
|
|
|
7.1.2. Сварку резервуаров (баков) следует выполнять способами, указанными в п. 7.1.1 по разработанному и утвержденному заводом-изготовителем в установленном порядке технологическому процессу. Процесс сварки должен обеспечить требуемые геометрические размеры швов и механические свойства сварных соединений.
Примеры технологических процессов приведены в Приложении 1.
7.1.3. Сварка карт, стенок, днищ, крыш баков, должна производиться после приемки сборочных работ отделом технического контроля.
При выполнении сварочных работ на открытых площадках участок, на котором производится сварка, необходимо защищать от атмосферных осадков и сквозняков. Выполнение сварочных работ в заводских условиях при температуре окружающего воздуха ниже 0°С не допускается. В монтажных условиях допускается производить сварку при отрицательной температуре окружающего воздуха не ниже 15°С.
7.1.4. При сварке многопроходных швов после выполнения каждого прохода необходимо производить тщательную зачистку поверхности каждого валика от шлака и брызг, при этом шов и прилегающая к нему зона основного металла должны визуально осматриваться с целью выявления дефектов, выходящих наружу. При наличии надрезов, значительных неровностей и западаний между валиками, пор, шлаковых и вольфрамовых включений, превышающих размеры, указанные в табл. 10.2, необходимо производить их удаление наждачным кругом или другими механическими способами.
7.1.5. Перед сваркой шов и прилегающая к нему зона основного металла должны быть зачищены от шлака и брызг в соответствии с установленными техническими требованиями.
7.1.6. Сварку угловых швов, к которым предъявляется требование по герметичности, необходимо выполнять не менее чем в два прохода.
7.1.7. При сварке соединений из коррозионно-стойких сталей и выполнении многопроходных швов после каждого прохода сварку следует прекращать до остывания металла в месте сварки до температуры ниже 100°С.
7.1.8. Сварку карт следует производить автоматической сваркой под слоем флюса по двум вариантам:
сварка односторонним швом на флюсовой и медно-флюсовой подушке;
сварка двусторонним швом.
Рабочая поверхность стеллажа, с которой будет соприкасаться спариваемая карта из нержавеющей стали, должна быть облицована нержавеющей сталью. При выполнении сварки сварочный трактор перемещается либо непосредственно по свариваемой карте, либо по направляющей линейке, которая выставляется параллельно свариваемым кромкам.
Необходимая высота слоя флюса сварки углеродистых и нержавеющих сталей на различных режимах приведена в табл. 7.2.
Таблица 7.2
|
Сварочный ток, А |
200 |
400 |
600 |
800 |
1000 |
1200 |
|
Высота слоя флюса, мм |
25-35 |
25-35 |
35-40 |
35-40 |
45-60 |
45-60 |
Рекомендуемые размеры частиц стекловидного флюса в зависимости от мощности дуги, обеспечивающие удовлетворительное формирование шва, приведены в табл. 7.3.
Таблица 7.3
|
Сварочный ток, А |
200-600 |
600-1200 |
|
Грануляция частиц, мм |
0,25-1,6 |
0,4-2,5 |
Состав (доля, %) сварочных флюсов, используемых для сварки резервуаров (баков) из углеродистых и нержавеющих сталей, приведены в табл. 7.4.
Таблица 7.4
Состав компонентов (доля, %) сварных флюсов (по ГОСТ 9087-81)
|
|
|
|
|
|
|
|
|
Не более | |
|
Марка флюсов |
SiO |
MnO |
CaO |
MgO |
Al |
CaF |
Fe |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АН-348-АМ |
41,0-44,0 |
34,0-38,0 |
" |
" |
" |
3,5- |
" |
" |
" |
|
ОСЦ-45, ОСЦ-45М |
38,0-44,0 |
38,0-44,0 |
" |
Не более |
6,0-9,0 |
" |
" |
0,15 | |
|
|
|
|
|
2,5 |
5,0 |
|
|
|
|
|
АН-60 |
42,5-46,5 |
36,0-41,0 |
3,0-11,0 |
0,5- |
" |
5,0-8,0 |
1,5 |
" |
" |
|
АН-26СП, АН-26С, АН-26П |
29,0-33,0 |
2,5-4,0 |
4,0-8,0 |
15,0-18,0 |
19,0-23,0 |
20,0-24,0 |
" |
0,10 |
0,10 |
|
48-ОФ-6 |
Не более 4,0 |
- |
16,0-23,0 |
Не более 3,0 |
20,0-27,0 |
45,0-60,0 |
" |
- |
- |
7.1.9. Режимы сварки по первому и второму вариантам (п. 7.1.8) приведены в табл. 7.5, 7.6.
Сварку следует производить на постоянном токе обратной полярности.
Режимы автоматической сварки карт из углеродистых сталей под слоем флюса двусторонним швом допускается выбирать по правилам, приведенным в Приложении 3.
Таблица 7.5
Рекомендуемые режимы автоматической сварки карт под слоем флюса односторонними швами на флюсовой подушке (полярность обратная)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
2,0 |
320-340 |
" |
30-35 |
|
Нержавеющие |
5 |
" |
350-370 |
32-34 |
25-30 |
|
|
6 |
" |
480-500 |
28-30 |
40-45 |
|
|
8 |
3,0 |
570-600 |
" |
38-42 |
|
|
|
2,0 |
375-425 |
" |
40-43 |
|
|
4 |
3,0 |
450-500 |
" |
46-50 |
|
|
|
4,0 |
500-550 |
" |
50-55 |
|
|
|
2,0 |
400-450 |
32-34 |
35-38 |
|
|
5 |
3,0 |
500-550 |
28-30 |
45-48 |
|
|
|
4,0 |
575-625 |
" |
" |
|
|
|
2,0 |
450-480 |
32-34 |
30-33 |
|
Углеродистые |
6 |
3,0 |
520-570 |
30-33 |
36-40 |
|
|
|
4,0 |
600-650 |
28-32 |
40-43 |
|
|
7 |
4,0 |
650-700 |
30-34 |
35-38 |
|
|
8 |
" |
725-775 |
30-36 |
" |
7.1.10. Размеры выполненных швов должны соответствовать требованиям, приведенным в табл. 6.4.
Таблица 7.6
Рекомендуемые режимы автоматической сварки карт под слоем флюса
двусторонним швом (полярность обратная)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
" |
260-280 |
28-30 |
48-50 |
|
Нержавеющие |
5 |
2,0 |
320-340 |
30-32 |
38-40 |
|
|
6 |
" |
400-450 |
28-30 |
40-42 |
|
|
8 |
" |
380-420 |
32-36 |
27-32 |
|
|
|
2,0 |
300-350 |
28-30 |
48-50 |
|
|
4 |
3,0 |
400-425 |
" |
45-48 |
|
|
|
3,0 |
450-400 |
32-34 |
" |
|
Углеродистые |
6 |
4,0 |
480-520 |
" |
" |
|
|
8 |
4,0 |
500-550 |
" |
" |
Для одностороннего сварного шва, выполненного на флюсовой и медно-флюсовой подушке, допускаются отсутствие обратного усиления шва и местные плавные ослабления глубиной не более 0,1![]() (
(![]() - толщина свариваемого металла, мм) при условии полного проплавления кромок.
- толщина свариваемого металла, мм) при условии полного проплавления кромок.
7.2. Общие требования по сварке баков
7.2.1. Сварку стенок баков между собой, с днищем и крышей допускается производить ручной электродуговой, аргонодуговой механизированной дуговой сваркой в среде углекислого газа или аргона или комбинированной сваркой. Вварку патрубков в баки производить ручной аргонодуговой, электродуговой сваркой или механизированной сваркой в СО![]() , Ач и смесях. При комбинированной сварке один - три первых прохода выполнять ручной аргонодуговой сваркой, а последующие - ручной электродуговой.
, Ач и смесях. При комбинированной сварке один - три первых прохода выполнять ручной аргонодуговой сваркой, а последующие - ручной электродуговой.
Режимы сварки приведены в табл. 7.7, 7.8, 7.9, 7.10.
7.2.2. Размеры выполненного шва должны соответствовать требованиям, приведенным в табл. 6.3, 6.5.
Таблица 7.7
Рекомендуемые режимы ручной аргонодуговой сварки (постоянный ток,
прямая полярность)
|
|
Диаметр присадочной проволоки, мм |
Диаметр вольфрамового электрода, мм |
|
|
Нержавеющие |
1,6-2,0 |
2,3 |
90-120 |
|
Углеродистые |
1,6-3,0 |
" |
80-100 |
Таблица 7.8
Рекомендуемые режимы ручной электродуговой сварки (постоянный ток,
обратная полярность)
|
Свариваемые стали |
Диаметр электрода, мм |
Сварочный ток, А |
|
Нержавеющие |
3 |
70-90 |
|
|
4 |
100-120 |
|
Углеродистые |
3 |
100-140 |
|
|
4 |
160-200 |
7.2.3. Сварку кольцевых швов обечаек допускается производить:
автоматической сваркой под слоем флюса двусторонним швом (сварка с внутренней стороны выполняется на флюсовой подушке);
Таблица 7.9
Рекомендуемые режимы механизированной сварки в среде углекислого газа для
углеродистых сталей
|
Толщина металла, мм |
Диаметр электрода, мм |
Сварочный ток, А |
Напряжение сварки, В |
Скорость сварки, м/ч |
Вылет электрода, |
Расход газа, л/мин |
Число проходов |
|
3-4 |
|
200-350 |
25-32 |
25-75 |
|
8-16 |
|
|
5-6 |
|
250-420 |
25-36 |
25-60 |
|
10-16 |
|
|
7-10 |
1,2-2,5 |
300-450 |
28-38 |
20-50 |
12-25 |
12-16 |
2 |
|
11-12 |
|
380-550 |
33-42 |
15-30 |
|
" |
|
Таблица 7.10
Рекомендуемые режимы механизированной сварки в среде аргона из нержавеющих сталей
|
Толщина листов, мм |
Диаметр электрода, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Скорость сварки, м/ч |
Вылет электрода, |
Расход газа, л/мин |
|
3-4 |
1,2 |
90-120 |
20-22 |
18-21 |
12-16 |
12-16 |
|
|
1,6 |
140-170 |
" |
20-25 |
" |
" |
|
5-8 |
1,2 |
130-160 |
20-23 |
15-20 |
16-20 |
16-20 |
|
|
1,6 |
170-210 |
" |
18-22 |
" |
" |
для углеродистых сталей сваркой изнутри механизированным способом в среде защитных газов, снаружи - автоматом под слоем флюса;
ручной аргонодуговой;
механизированной сваркой плавящимся электродом в Ач;
ручной злектродуговой;
комбинированными способами с выполнением корневой части шва ручной аргонодуговой или электродуговой сваркой.
7.2.4. Автоматическую сварку под слоем флюса следует производить на рекомендуемых режимах, приведенных в табл. 7.5, 7.6. Размеры выполненного шва должны соответствовать требованиям, приведенным в табл. 6.4.
7.2.5. Ручную аргонодуговую и комбинированную сварку обечаек следует производить на рекомендуемых режимах, указанных в табл. 7.7, 7.8.
Сварку производить узкими валиками шириной не более трех диаметров электрода толщиной 3-4 мм на короткой дуге (1-3 мм).
Размеры выполненного шва должны соответствовать требованиям, приведенным в табл. 6.5.
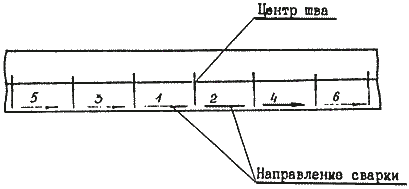
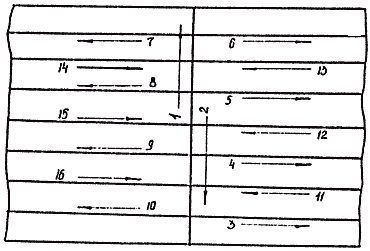
7.2.6. С целью уменьшения остаточных напряжений и деформаций сварку резервуаров (баков) рекомендуется поручать одновременно нескольким сварщикам (от двух до шести) обратно-ступенчатым способом. Длина ступени - 250-300 мм, величина перекрытия - 20-30 мм. Рекомендуемая схема сварки бака приведена на черт. 7.1.
Рекомендуемая схема сварки бака

Черт. 7.1
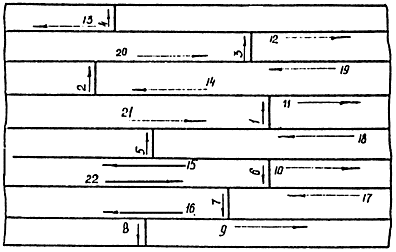
7.2.7. Рекомендуемые схемы сварки щитов и длинномерных металлоконструкций приведены на черт. 7.2. (а, б). Схемы сварки полотнищ при расположении поперечных стыков без смещения и со смещением приведены на черт. 7.3 (а, б).
Рекомендуемая схема сварки щитов и длинномерных конструкций
Сварка щита
а)
Сварка конструкции

б)
Черт. 7.2
Рекомендуемые схемы сварки полотнищ
Расположение поперечных стыков со смещением
а)
Расположение поперечных стыков без смещения
б)
Черт. 7.3
7.2.8. Допускаемые отклонения размеров баков
7.2.8.1. Отклонение наружного диаметра вальцованных обечаек не должно прерывать ±1% от номинальной величины, указанной в чертеже, и не должно быть более 20 мм.
Овальность в любом поперечном сечении не должна превышать 1%. Величина овальности (А) определяется по формуле:
![]() ,
,
где ![]() и
и ![]() - наибольший и наименьший наружные диаметры, измеренные в одном сечении.
- наибольший и наименьший наружные диаметры, измеренные в одном сечении.
7.2.8.2. Неперпендикулярность торца обечайки и ее образующей не должна превышать 3 мм на 1 м диаметра обечайки, но более 8 мм на весь диаметр.
7.2.8.3. При приварке фланцев к патрубкам или обечайкам необходимо обеспечить перпендикулярность оси патрубка (обечайки) к торцевой поверхности фланца. Отклонение от перпендикулярности допускается не более 1 мм на 100 мм наружного диаметра фланца, но не более 3 мм. Несоосность между патрубками и фланцем не должна превышать 2,5 мм.
7.2.8.4. Не указанные отклонения геометрических размеров и формы конструкций баков от проектных не должны превышать величин, приведенных в табл. 7.11![]() 7.14.
7.14.
Таблица 7.11
Допускаемые отклонения геометрических размеров и формы конструкций баков от проектных
|
|
|
| |
|
|
|
| |
|
1 |
Отклонение наружного контура днища от горизонтали |
По табл. 7.12 | |
|
2 |
Высота выпучины или вмятины днища (допускаемая площадь одной выпучины или вмятины, 2 м |
Не более 50 мм | |
|
|
СТЕНКА |
| |
|
3 |
Отклонение величины внутреннего радиуса стенки на уровне днища от проектной при радиусе: |
| |
|
|
до 12 м включительно |
±20 мм | |
|
|
свыше 12 м |
±30 мм | |
|
4 |
Отклонение высоты стенки от проектной |
±15 мм | |
|
5 |
Отклонение образующих стенки от вертикали |
По табл. 7.13 | |
|
6 |
Выпучины или вмятины на поверхности стенки вдоль образующей |
По табл. 7.14 | |
|
|
КРЫША |
| |
|
7 |
Отклонение наружного контура крыши от горизонтали |
±20 мм | |
|
8 |
Высота выпучины или вмятины (допускаемая площадь одной выпучины или вмятины, 2 м |
He более 50 мм | |
|
| |||
Таблица 7.12
Допускаемые отклонения наружного контура днища, мм, от горизонтали
|
|
Допускаемые отклонения, мм | |||
|
Емкость |
при незаполненном баке |
при заполненном баке | ||
|
|
Разность отметок соседних точек на расстоянии 6 м |
Разность отметок любых других точек |
Разность отметок соседних точек на расстоянии 6 м |
Разность отметок любых других точек |
|
|
|
|
|
|
|
700 |
10 |
25 |
20 |
40 |
|
700-1000 |
15 |
40 |
30 |
60 |
|
2000-5000 |
20 |
50 |
40 |
80 |
Таблица 7.13
Допускаемые отклонения образующей стенки от вертикали, мм
|
Допускаемые отклонения, мм | |||||||||||
|
Номера поясов | |||||||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
IX |
X |
XI |
XII |
|
Для резервуаров высотой до 12 м | |||||||||||
|
±15 |
±30 |
±40 |
±50 |
±60 |
±70 |
±80 |
±90 |
- |
- |
- |
- |
|
Для резервуаров высотой до 18 м | |||||||||||
|
±15 |
±30 |
±40 |
±50 |
±60 |
±60 |
±70 |
±70 |
±70 |
±80 |
±80 |
±90 |
Примечания:
1. Замеры производятся для каждого пояса на расстоянии до 50 м от верхнего горизонтального шва.
2. Проверка отклонений производится не реже чем через 6 м по окружности бака.
3. Для 20% образующих (по которым производится контроль отклонений) допускаются в уровне восьмого пояса отклонения ±120 мм. В уровне остальных поясов допускаемое отклонение определяется по интерполяции.
Таблица 7.14
Допускаемые величины выпучины или вмятины на поверхности стенки вдоль образующей, мм
|
Расстояние от нижнего до верхнего края выпучины или вмятины, мм |
Допускаемая величина выпучин или вмятин на поверхности стенки вдоль образующей, мм |
|
До 1500 включительно |
±15 |
|
Свыше 1500 до 3000 |
±30 |
|
Свыше 3000 до 4500 |
±45 |
Примечание. Суммарные отклонения стенки баков должны укладываться в допускаемые отклонения по табл. 7.13.
8. КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
8.1. Порядок контроля
8.1.1. В процессе изготовления и монтажа резервуаров (баков) по проектной документации необходимо осуществлять установленный рабочей документацией контроль качества производства сварочных работ и выполнять требования настоящих указаний на стадиях входного операционного и приемочного контроля готовых сварных соединений.
8.1.2. Перед выполнением сварочных работ подлежат проверке: квалификация сварщика и дефектоскописта, качество сварочных материалов; состояние сварочного оборудования, сборочно-сварочных приспособлений, аппаратуры и приборов для дефектоскопии.
8.1.3. При операционном контроле подлежат контролю:
соответствие марки материала свариваемых элементов (деталей) проектной документации и сертификатам;
качество подготовки деталей для сварки;
качество сборки перед сваркой;
в процессе выполнения сварки - режим сварки, порядок наложения отдельных слоев, их форма, качество зачистки и шлака между слоями, наружные дефекты в швах (надрывы, поры, трещины и др.).
8.1.4. Готовые сварные соединения подвергают:
внешнему осмотру и измерению;
радиографической или ультразвуковой дефектоскопии;
металлографическим исследованиям;
контролю герметичности.
Механические испытания и металлографические исследования производят на контрольных сварных соединениях.
Допускается для контроля сварных соединений применять другие методы контроля, указанные в рабочей документации на изготовление и монтаж сварных конструкций.
9. МЕТОДЫ И ОБЪЕМЫ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
9.1. Общие требования
9.1.1. Методы и объемы контроля качества сварных соединений из нержавеющей и углеродистой стали обязана назначать проектная организация в соответствии с указаниями в табл. 9.1.
Таблица 9.1
Методы и объемы контроля сварных соединений из нержавеющей и углеродистой сталей![]()
|
|
|
|
Радиографический контроль |
| |
|
сварного соеди- |
Характеристика сварных соединений |
Внешний осмотр и измерение |
корро- |
углеро- |
Контроль герметич- |
|
1.1. |
Сварные соединения I категории безопасности |
100 |
50 |
25 |
100 |
|
1.2. |
Сварные соединения I категории безопасности и доступные для ремонта в процессе эксплуатации |
100 |
25 |
15 |
100 |
|
2.1. |
Сварные соединения II категории безопасности и не доступные для ремонта в процессе эксплуатации |
100 |
25 |
15 |
100 |
|
2.2. |
Сварные соединения II категории безопасности и доступные для ремонта в процессе эксплуатации |
100 |
10 |
5 |
100 |
|
3.1. |
Сварные соединения III категории безопасности и соединения, независимо от категории безопасности, находящиеся выше уровня заполнения резервуаров (баков), а также не оказывающие влияния на герметичность конструкции (ребра, лестницы и т.д.) |
100 |
- |
- |
- |
Примечания:
1. Проектант в рабочей документации обязан указывать категорию безопасности и условия доступности для ремонта сварных соединений в процессе эксплуатации.
2. Категория безопасности устанавливается по "Нормам строительного проектирования атомных станций" ПиНАЭ 5.6 Министерства энергетики и электрификации. К I категории относятся здания, сооружения и конструкции, разрушение или повреждение которых может привести путем силового воздействия на важные для безопасности системы нормальной эксплуатации к выходу радиоактивных продуктов в количествах, приводящих к дозовым нагрузкам для персонала и населения сверх установленных значений при максимальной проектной аварии, или к отказу в работе систем безопасности, обеспечивающих поддержание активной зоны в подкритическом состоянии, аварийный отвод тепла от реактора, локализацию радиоактивных продуктов. Ко II категории относятся здания, сооружения, конструкции и их элементы (не вошедшие в I категорию), нарушение которых в отдельности или в совокупности с другими может привести к перерыву в выработке атомной станции ее продукции и /или/ к дозовым нагрузкам сверх допустимых годовых, установленных для нормальной эксплуатации действующими нормативными документами. К III категории относятся все остальные здания, сооружения, конструкции и их элементы, не вошедшие в категории I и II.
Радиографический контроль соединений из углеродистой стали может быть заменен ультразвуковой дефектоскопией в том же объеме.
Для двусторонних нахлесточных швов контроль герметичности следует проводить пузырьковым методом (надув воздуха или вакуум-камера).
При невозможности выполнения контроля качества сварных соединений в условиях изготовления или монтажа резервуаров (баков) могут быть изменены методы и объемы. Решение об изменении должно быть согласовано с проектной и головной организациями в установленном порядке.
9.1.2. Участки сварных соединений, подвергаемые ремонту (удалению дефектов механическим или другим способами), а также места, вызывающие сомнение по результатам внешнего осмотра, следует дополнительно проконтролировать также цветной дефектоскопией по ОСТ 34-42-545-81 для выявления поверхностных трещин.
9.1.3. При проведении выборочного контроля радиографическим или ультразвуковым методами контролируемые участки должны равномерно распределяться по длине шва.
В объем выборочного контроля должны включаться однотипные сварные соединения, выполненные ручной или автоматической сваркой в течение не более трех смен.
В объем контролируемых швов должны быть включены начальные и конечные участки сваренных соединений.
9.1.4. Если при выборочном контроле будут обнаружены недопустимые дефекты, то необходимо выявить границы дефектного участка дополнительным контролем вблизи мест с выявленными дефектами.
Если при дополнительном контроле будут также обнаружены недопустимые дефекты, то контролю подвергается весь шов.
9.1.5. Участки швов в месте пересечения длиной не менее 50 мм в каждую сторону от точки пересечения подлежат обязательному контролю и не входят в объем выборочного контроля.
10. ВНЕШНИЙ ОСМОТР И ИЗМЕРЕНИЕ
10.1. Контролю внешним осмотром и измерением подлежат все сварные швы и прилегающая к ним поверхность основного металла шириной не менее 20 мм (по обе стороны шва). Шов и поверхность основного металла должны быть очищены от шлака, брызг расплавленного металла, окалины и других загрязнений.
10.2. Внешний осмотр производится невооруженным глазом, а в сомнительных местах - с помощью лупы 4-7-кратного увеличения с применением переносного источника света (при необходимости), а также шаблонов или мерительного инструмента.
10.3. По внешнему виду швы сварных соединений должны удовлетворять следующим требованиям:
иметь гладкую или равномерную чешуйчатую поверхность без наплывов, сужений, перерывов, прожогов, свищей;
не должно быть резкого перехода к основному металлу и незаваренных кратеров;
не должно быть трещин в сварном шве и околошовной зоне;
объемные дефекты (поры и включения) округлой или удлиненной формы не должны превышать норм, указанных в табл. 10.1;
подрезы зоны сплавления, западания (углубления) между валиками не должны превышать норм, указанных в табл. 10.1.
Отступления от размеров и формы швов, превышающих допуски, указанные в чертежах, не допускаются.
Таблица 10.1
Допустимые размеры поверхностных дефектов для сварных соединений
|
|
|
Толщина свариваемых элементов, мм |
Максимально допустимый линейный размер дефекта, мм |
Максимально допустимое число дефектов на любых 100 мм длины шва, шт. | |
|
1 |
2 |
3 |
4 |
5 | |
|
|
|
|
|
| |
|
Непровары |
1.1, 1.2, 2.1, 2.2, 3.1 |
Не ограничивается |
Дефекты не допускаются, за исключением конструктивного непровара, оговоренного в проектной документации |
Не допускаются | |
|
Объемные дефекты округленной или удлиненной формы |
1.1, 1.2 |
Св. 3 до 5 |
- |
Не допускаются | |
|
|
|
" 5 до 8 |
0,8 |
4 | |
|
|
|
" 8 до 11 |
1,0 |
4 | |
|
|
|
" 11 до 14 |
1,2 |
4 | |
|
|
|
" 14 до 20 |
1,5 |
4 | |
|
|
2.1, 2.2 |
Св. 3 до 5 |
1,0 |
5 | |
|
|
|
" 5 до 8 |
1,2 |
5 | |
|
|
|
" 8 до 11 |
1,5 |
5 | |
|
|
|
" 11 до 20 |
1,8 |
5 | |
|
|
3.1 |
Св. 3 до 5 |
1,2 |
6 | |
|
|
|
" 5 до 8 |
1,5 |
6 | |
|
|
|
" 8 до 20 |
1,8 |
6 | |
|
Западания (углубления) между валиками и чешуйчатое строение поверхности шва (при условии плавного перехода к соседним участкам) |
1.1, 1.2 |
Св. 3 до 5 |
Не допускаются |
Не допускаются | |
|
|
|
" 5 " 8 |
1,0 |
Не ограничивается | |
|
|
|
" 8 " 11 |
1,2 |
" | |
|
|
|
" 11 " 20 |
1,5 |
" | |
|
|
2.1; 2,2 |
Св. 3 до 5 |
1,0 |
Не ограничивается | |
|
|
|
" 5 " 8 |
1,2 |
| |
|
|
|
" 8 " 20 |
1,5 |
То же | |
|
|
3.1 |
Св. 3 до 8 |
1,5 |
Не ограничивается | |
|
|
|
Св. 8 |
1,8 |
| |
Примечания: 1. Поверхность швов должна быть зачищена для обеспечения плавного перехода к основному металлу.
2. Для сварных соединений, подлежащих просвечиванию, размеры дефектов должны быть не более 1,0 мм.
11. РАДИОГРАФИЧЕСКИЙ И УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
11.1. Для выявления внутренних дефектов в сварных соединениях изделий следует применять следующие методы контроля:
радиографический - по ГОСТ 7512-82; ОСТ 108.004.110-80; РДИ 42-023-84;
ультразвуковой - по ГОСТ 14782-76; ОСТ 108.004.108-80; РДИ 42-025-84.
11.1.1. При невозможности в условиях монтажа применить радиографический или ультразвуковой методы контроля выполняют послойный внешний осмотр каждого наплавленного слоя, а также контроль выполняемого шва внешним осмотром и измерением с учетом требований к допустимым размерам поверхностных дефектов по табл. 10.1.
Сварка этих швов должна выполняться под наблюдением мастера и представителя отдела технического контроля.
Окончательно выполненное сварное соединение контролируют на герметичность с использованием вакуум-камеры и (или) гидравлических испытаний.
11.2. При радиографическом контроле соединений из углеродистых и коррозионно-стойких сталей максимально допустимые ширина, длина пор, шлаковых и вольфрамовых включений и их скоплений, а также их число и суммарная длина для любого участка радиограммы длиной 100 мм для групп сварных соединений 1.1, 1.2 и 2.1, 2.2 приведены в табл. 11.1, 11.2.
11.2.1. Размерами пор шлаковых и вольфрамовых включений и их скоплений считают в соответствии с ГОСТ 23055-78:
для сферических пор и включений - диаметр;
для удлиненных пор и включений - ширину и длину;
для скоплений пор и включений - длину.
11.2.1.1. Группа дефектов, состоящая из пор или включений, с расстоянием между ними не более их максимальной ширины (или диаметров), независимо от их числа и взаимного расположения рассматривается как один дефект.
За скопление принимают три или более расположенных беспорядочно дефектов с расстоянием между любыми двумя близлежащими дефектами более одной, но не более трех максимальных ширин этих дефектов.
11.2.2. При контроле радиографическим способом участки сварных соединений считаются негодными, если в них выявлены:
трещины всех видов и направлений, расположенные в металле шва, по линии сплавлений и в околошовной зоне основного металла;
непровары или несплавления между основным металлом и швом, а также между отдельными наплавленными слоями, кроме допускаемых чертежами конструктивных непропаров в нахлесточных и угловых соединениях;
незаваренные (или не полностью заваренные) прожоги;
дефекты, размеры и количество которых превышают допустимые по табл. 11.1, 11.2.
11.2.3. При контроле ультразвуковой дефектоскопией качество сварного соединения считается неудовлетворительным, если в нем выявлены:
дефекты по своей эквивалентной площади, определяемой по эталонам или амплитуде сигнала, превышают соответствующие нормы, приведенные в табл. 11.3, 11.4;
количество дефектов на любых 100 мм длины шва превышает соответствующие нормы, приведенные в табл. 11.3, 11.4;
условная протяженность дефекта превышает условную протяженность соответствующего эталонного отражателя.
Таблица 11.1
Допустимые размеры и количество дефектов, выявленных при радиографическом
контроле для групп сварных соединений 1.1, 1.2
|
Толщина сваривае- |
|
|
Длина скоплений пор или включений, |
|
Суммарная длина пор и (или) включений | |
|
|
|
Ширина, мм |
Длина, мм |
|
|
|
|
|
|
|
|
|
|
|
|
" 5 " 8 |
1,2 |
0,8 |
4,5 |
8,0 |
12 |
12 |
|
" 3 " 11 |
1,5 |
1,0 |
5,0 |
10,0 |
15 |
15 |
|
" 11 " 14 |
2,0 |
1,2 |
5,5 |
12,0 |
15 |
15 |
|
" 14 " 20 |
2,5 |
1,8 |
6,0 |
15,0 |
20 |
20 |
Таблица 11.2
Допустимые размеры и количество дефектов, выявленных при радиографическом контроле для групп сварных соединений 2.1, 2.2
|
|
|
|
Длина скоплений пор или включений, мм |
Количество пор и (или) включений на 100 мм шва, шт. |
Суммарная длина пор и (или) включений на 100 мм шва, | |
|
|
|
Ширина |
Длина |
|
|
|
|
|
|
|
|
|
|
|
|
" 5 " 8 |
1,5 |
1,0 |
5,5 |
10,0 |
15 |
15 |
|
" 8 " 11 |
2,0 |
1,2 |
6,0 |
12,0 |
20 |
20 |
|
" 11 " 14 |
2,5 |
1,8 |
6,5 |
15,0 |
20 |
20 |
|
" 14 " 20 |
3,0 |
2,0 |
7,0 |
20,0 |
25 |
25 |
Примечание к табл. 11.1, 11.2:
1. При различной толщине свариваемых элементов максимальный размер дефекта устанавливается по меньшей толщине.
2. Чувствительность радиографического контроля по п. 11.1 устанавливается по ГОСТ 7512-82, 3 класс чувствительности.
3. Дефекты длиной менее 0,2 мм при расшифровке радиограмм не учитываются.
4. При расчете количества дефектов на 100 мм шва скопление пор и (или) включений длиной не более допустимой учитывается как единый дефект.
Таблица 11.3
Допустимые величины параметров и число дефектов, выявленных при
ультразвуковом контроле стыковых и угловых соединений с полным
проплавлением для групп сварных соединений 1.1, 1.2
|
Номинальная толщина свариваемых элементов, мм |
Контрольный отражатель (зарубка - ширина на глубину), мм для соединения |
Контрольный уровень, дБ |
Допустимое число дефектов на любых 100 мм шва, шт. | |
|
|
стыкового |
углового |
|
|
|
От 4 до 8 |
2,5х1,5 |
- |
На 3 дБ ниже браковочного уровня |
4 |
|
Св. 8 до 14 |
2,5х2,0 |
2,0х2,0 |
" |
5 |
|
" 14 " 20 |
3,5х2,0 |
2,0х2,0 |
" |
7 |
Таблица 11.4
Допустимые величины параметров и число дефектов, выявленных при
ультразвуковом контроле стыковых и угловых соединений с полным
проплавлением для групп сварных соединений 2.1, 2.2
|
Номинальная толщина свариваемых |
Контрольный отражатель (зарубка - ширина на глубину), мм для соединения |
Контрольный уровень, дБ |
Допустимое число дефектов на любых 100 мм шва, шт. | |
|
|
стыкового |
углового |
|
|
|
От 4 до 8 |
2,5х2,0 |
- |
На 3 дБ ниже браковочного уровня |
4 |
|
Св. 8 до 14 |
3,0х2,0 |
2,5х2,0 |
" |
5 |
|
" 14 " 20 |
3,5х2,5 |
3,0х2,5 |
" |
7 |
Примечания к табл. 11.3, 11.4:
1. Для толщин 4,0-8,0 мм допустимые величины параметров и число дефектов для угловых соединений в каждом случае устанавливаются и утверждаются в установленном порядке.
2. Для толщины 4 мм допустимые величины даны только для контроля стыковых сварных соединений.
3. Условная протяженность допустимых дефектов не должна превышать протяженности контрольных отражателей.
12. ПРОВЕРКА ТЕХНОЛОГИИ СВАРКИ
12.1. Применяемая технология сварки подлежит проверке ежегодно, а также:
перед началом сварочных работ;
при изменении технологического процесса сварки (применение нового способа сварки, новых конструкционных или сварочных материалов, нового сварочного оборудования).
12.1.1. Для проверки технологии сварки свариваются контрольные соединения. Контрольными считаются соединения, выполненные отдельно от производственных и являющиеся однотипными по отношению к контролируемым производственным соединениям.
12.1.2. Производственная аттестация применяемой технологии сварки производится не реже одного раза в год. Подлежит также аттестации технология каждой новой (для данного предприятия) группы однотипных сварных соединений.
12.1.3. Для сварных соединений, которые в производственных условиях подвергаются контролю ультразвуком и радиографированием в объеме 100%, периодичность аттестации технологии может составлять один раз в 2 года.
12.1.4. Для проведения производственной аттестации технологии свариваются контрольные сварные соединения из каждой группы однотипных производственных соединений в соответствии с требованиями п. 12.2.
12.2. Классификация однотипных сварных соединений при аттестационных испытаниях технологии сварки.
12.2.1. При аттестации должны учитываться следующие характеристики сварных соединений:
- группа соединений;
- способ сварки;
- группа свариваемых материалов;
- вид и размеры свариваемых деталей;
- положение сварки.
12.2.2. Аттестацию следует проводить отдельно для каждого из следующих способов сварки:
ручной дуговой сварки покрытыми электродами;
ручной аргонодуговой сварки неплавящимся электродом (без подачи присадочного металла или с его подачей);
механизированной аргонодуговой сварки (плавящимся электродом или неплавящимся электродом с подачей присадочного металла);
автоматической аргонодуговой сварки неплавящимся электродом;
автоматической аргонодуговой сварки плавящимся электродом;
автоматической сварки под флюсом.
12.2.3. Аттестацию следует проводить отдельно для углеродистых, низколегированных и аустенитных коррозионно-стойких сталей.
12.2.4. Аттестация должна проводиться отдельно для труб с учетом их диаметра и толщины стенки и для пластин с учетом их толщины.
Аттестационные испытания по сварке труб проводятся отдельно для следующих диапазонов диаметров;
до 25 мм;
свыше 25 до 100 мм;
свыше 100 до 500 мм.
Детали диаметром свыше 500 мм приравниваются к пластинам.
Аттестационные испытания по сварке труб и пластин проводятся отдельно для труб толщиной:
свыше 3 до 10 мм;
свыше 10 до 20 мм.
12.3. Порядок выполнения контрольных сварных соединений
12.3.1. Для контрольных сварных соединений следует применять основной материал, свойства которого удовлетворяют требованиям стандарта или технических условий на материал данной марки и подтверждены сертификатами.
12.3.2. Для выполнения контрольных сварных соединений следует применять сварочные материалы марок, допущенных для сварки материалов согласно настоящему руководящему документу.
12.3.3. Контрольные соединения должен сваривать сварщик (сварщики), допущенный к сварке подобных производственных соединений и имеющий удостоверение на право выполнения таких работ.
12.3.4. Размеры контрольных соединений должны быть выбраны с таким расчетом, чтобы из них можно было вырезать необходимое количество образцов для всех видов механических испытаний, металлографических исследований и испытаний на склонность к межкристаллитной коррозии, а из оставшейся части можно было бы дополнительно вырезать удвоенное количество образцов.
При этом рекомендуется принимать длину контролируемого участка шва не менее 200 мм при ручной и механизированной сварке и не менее 400 мм при автоматической сварке.
12.3.5. Контрольные соединения должны быть подвергнуты 100% неразрушающему контролю с помощью метода, который предусмотрен для подобных производственных соединений, а также механическим испытаниям и металлографическим исследованиям.
12.3.6. Контрольные сварные соединения и вырезаемые из них образцы должны иметь регистрационный номер согласно учетной документации.
12.3.7. Образцы, вырезанные из контрольных соединений, должны подвергаться испытаниям на растяжение и испытаниям на загиб или сплющивание.
12.3.7.1. Из каждого контрольного стыкового сварного соединения должны быть вырезаны:
два образца для испытания на статическое растяжение;
два образца для испытания на статический изгиб;
образцы (шлифы) для металлографического исследования (не менее двух).
12.3.7.2. Механические испытания сварных соединений должны выполняться в соответствии с требованиями ГОСТ 6996-66.
12.3.8. Металлографическим исследованиям должны подвергаться соединения, изготовленные из коррозионно-стойких сталей, а также угловые и тавровые соединения из углеродистых сталей. Механические испытания на статический разрыв и статический изгиб для сталей аустенитного класса не проводятся.
12.3.8.1. Для металлографических исследований из каждого контрольного соединения должны изготавливаться два поперечных шлифа, включающие металл шва и зоны термического влияния.
12.3.8.2. По результатам металлографических исследований контрольные сварные соединения бракуются, если будут обнаружены:
трещины любых размеров (в сварных соединениях из аустенитной стали допускаются отдельные надрывы протяженностью не более 0,3 мм в пределах одного слоя);
непровары в корне шва в стыковых соединениях, сваренных с одной стороны;
поры и неметаллические включения, превышающие допустимые размеры, регламентированные разделами 10, 11.
12.3.9. Испытание сварного соединения на склонность к межкристаллитной коррозии (МКК) должно производиться для изделий или их элементов, изготовленных из высоколегированных коррозионно-стойких сталей.
Формы, размеры и количество образцов должны соответствовать требованиям ГОСТ 6032-84.
12.3.9.1. Проверка стойкости против МКК контрольного соединения из коррозионно-стойкой стали производится методом АМ или АМУ ГОСТ 6032-84 без провоцирующего нагрева.
12.3.9.2. Результаты проверки стойкости против МКК считаются неудовлетворительными, если на образцах, испытанных в соответствии с ГОСТ 6032-84, будут обнаружены межкристаллитные трещины и надрывы коррозионного характера.
12.4. Контроль качества контрольных сварных соединений
12.4.1. Контрольные сварные соединения подлежат сплошному контролю следующими методами:
контроль внешним осмотром и измерением;
радиографическим или ультразвуковым контролем;
магнитно-порошковым или капиллярным контролем.
12.4.2. Контрольные сварные соединения, не подлежащие радиографическому или ультразвуковому контролю в соответствии с указанием, изложенным в п. 12.4.1, должны подвергаться металлографическому контролю.
12.4.3. Оценка качества контрольных сварных соединений должна производиться по нормам, установленным для соответствующих групп сварных соединений.
12.4.4. Показатели механических свойств сварных соединений должны определяться как среднеарифметическое значение результатов испытания отдельных образцов. Общий результат испытаний считается неудовлетворительным, если хотя бы один из образцов по любому виду испытаний показал результат, отличающийся от установленных норм временного сопротивления или угла статического изгиба в сторону снижения более чем на 10%.
12.4.4.1. При получении неудовлетворительных результатов по какому-либо из механических испытаний разрешается проведение повторных испытаний на образцах, вырезанных из той же контрольной пластины или на образцах, вырезанных из сварного соединения изделия.
12.4.4.2. Повторные испытания должны проводиться лишь по тому виду механических испытаний, которые дали неудовлетворительные результаты.
При получении неудовлетворительных результатов при повторных испытаниях швы считаются непригодными.
12.4.5. Если проверка контрольных образцов показала неудовлетворительные результаты по какому-либо виду испытаний, то данная технология не может быть использована для сварки производственных соединений и должна быть доработана.
12.4.6. Проверка технологии сварки может быть совмещена с проверкой квалификации сварщика, проводимой в соответствии с разделом 2.
12.4.7. Результаты проверки технологии сварки должны быть оформлены актом в установленном порядке.
13. КОНТРОЛЬ ГЕРМЕТИЧНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
13.1. Контроль герметичности сварных соединений в зависимости от их доступности должен выполняться одним из следующих методов: керосиновой пробой, обдувом воздуха или вакуум-камерой с одновременным обмыливанием. Контроль выполняют для обнаружения в сварных соединениях и основном металле сквозных дефектов типа трещин, непроваров, свищей, прожогов и т.п.
13.2. Контроль методом керосиновой пробы (смачиванием керосином) должен выполняться для всех сварных соединений, в том числе нахлесточных и тавровых с односторонним швом, а также с двусторонним швом со сплошным проваром.
13.3. Двусторонние швы тавровых сварных соединений без сплошного провара следует проверять смачиванием керосином после окончательного выполнения первого прохода шва с одной стороны.
13.4. При испытании смачиванием керосином контролируемую сторону сварного шва следует покрывать меловым раствором (водной суспензией мела или каолина). Швы смачивают керосином после высыхания мелового раствора.
Меловой раствор должен быть приготовлен на незамерзающем растворителе, не влияющим на белизну раствора. Если меловой раствор приготовлен на воде, то после его нанесения на сварной шов должен быть просушен газовой горелкой.
13.4.1. Поверхность сварного шва во время испытаний должна быть смочена керосином. По мере стекания или высыхания керосина следует периодически смачивать им сварные швы с перерывами не более 10 мин.
При проведении испытаний при отрицательной температуре окружающего воздуха контролируемый сварной шов перед смачиванием керосином должен быть прогрет до положительной температуры и просушен.
13.4.2. Рекомендуемое время выдержки при испытании смачиванием керосином в зависимости от толщины свариваемого листа или катета шва в пространстве приведено в табл. 13.1.
Таблица 13.1
Рекомендуемое время выдержки конструкции
|
Положение сварного шва в пространстве |
Время выдержки конструкции при толщине изделия, мин | |
|
|
до 6 мм |
св. 6 до 24 мм |
|
Нижнее |
60 |
90 |
|
Вертикальное или горизонтальное |
90 |
120 |
При проведении контроля смачиванием керосином при отрицательных температурах следует удваивать время выдержки по отношению к времени, указанному в табл. 13.1.
13.4.3. При положительных результатах испытания на противоположной стороне, покрытой меловым раствором, не должно появляться пятен.
13.4.4. Для повышения чувствительности испытаний способом керосиновой пробы допускается в керосин вводить красители, жирорастворимые темно-красные типа Ж или 5С, из расчета 2,5-5 г на 1 л керосина (ОСТ 34-42-545-81).
13.4.5. Для ускорения испытаний до 1,2-1,5 раза и повышения их надежности рекомендуется применять керосино-пневматический и керосино-вакуумный способы.
Керосино-пневматический способ основан на том, что после смачивания контролируемого сварного соединения применяют обдувку соединения со стороны керосина сжатым воздухом под давлением 0,2-0,4 МПа.
13.4.6. Керосино-вакуумный способ основан на использовании переносных вакуумных камер, помещаемых на контролируемое соединение со стороны адсорбируемого покрытия.
13.5. При проверке плотности швов сварных соединений вакуум-камерой с нанесением на поверхность шва, подлежащего контролю пенного индикатора (мыльная эмульсия) с составом по ОСТ 34-42-544-81, перепад давления должен составлять 0,09-0,095 МПа. При этом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
13.6. Для контроля герметичности допускается применять другие способы испытаний по ОСТ 34-42-544-81, например контроль герметичности люминесцентными проникающими жидкостями.
13.7. Качество сварного соединения при контроле герметичности считается неудовлетворительным, если в процессе испытания обнаружена проницаемость контролируемого соединения, превышающая нормативное значение, указанное в чертежах или установленное техническими условиями.
14. ИСПРАВЛЕНИЕ ДЕФЕКТОВ В СВАРНЫХ СОЕДИНЕНИЯХ
14.1. Все забракованные участки швов, выявленные в результате контроля внешним осмотром, физическими методами контроля и контролем герметичности, должны быть удалены и исправлены.
14.2. Исправлению путем местной подварки подлежат дефекты, если их размеры и количество превышают допустимые нормы.
14.3. Удаление дефектных мест на листах из углеродистой стали может производиться газопламенным способом и окончательной обработкой абразивным инструментом.
На листах из нержавеющей стали удаление дефектного места должно выполняться механическим способом. Допускается применять воздушно-дуговую строжку с окончательной обработкой абразивным инструментом.
Контроль полноты и качества удаления дефекта производится в соответствии с указаниями в технологическом процессе.
14.4. Заварка дефектного участка должна выполняться тем же способом и с применением присадочного материала той же марки, что и при сварке данного соединения. Заварку дефектного участка на швах, выполненных механизированной сваркой, можно пополнять ручным электродуговым или аргонодуговым способами. Ручная аргонодуговая сварка допускается для ремонта сварных соединений, выполненных любым способом.
14.4.1. Использование присадочного материала другой марки может быть разрешено при условии, что этот материал допущен для сварки таких соединений и прошел входной контроль в соответствии с требованиями настоящих указаний.
14.5. Исправленные участки должны быть подвергнуты контролю всеми методами, предусмотренными настоящим документом для данного сварного соединения, с учетом требований п. 9.1.4.
Если при контроле качества в исправленном участке вновь будут обнаружены недопустимые дефекты, то должно производиться повторное исправление в том же порядке, как и первое.
14.5.1. При обнаружении дефектов после повторного исправления возможность и способ исправления сварного соединения решается главным инженером или главным сварщиком завода-изготовителя (монтажной организации) совместно с начальником отдела технического контроля.
14.5.2. Дефекты сварных соединений рекомендуется устранять следующими способами:
обнаруженные перерывы швов и кратеры завариваются;
швы с внутренними дефектами удаляются на длину дефектного места плюс по 15 мм с каждой стороны и завариваются вновь;
подрезы основного металла зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному;
участок шва с трещиной должен быть засверлен (диаметр отверстия 5-8 мм) по границам трещины с каждой стороны ее, после чего исправлен в соответствии с установленными требованиями.
14.6. Остаточные деформации конструкций, возникшие после сварки и превышающие допустимые величины, должны быть исправлены. Исправление должно быть произведено способами термического, механического или термомеханического воздействия, исключающими образование вмятин, забоин и других повреждений на поверхности стали с учетом требований проектной документации.
15. ИСПЫТАНИЕ КОНСТРУКЦИЙ И ПРИЕМКА РАБОТ
15.1. Гидравлическое испытание резервуаров (баков), предусмотренное проектной документацией, должно производиться наливом его водой до высоты, указанной в проекте.
15.2. Перед проведением испытаний весь персонал, принимающий участие в них, должен пройти инструктаж.
На все время испытаний в пределах данного помещения должна устанавливаться граница опасной зоны не менее двух метров от резервуара (бака), внутри которой не допускается нахождение людей, не связанных с испытанием.
15.3. Контрольные приборы, за которыми производится постоянное наблюдение в течение всего времени испытаний, должны устанавливаться вне опасной зоны или в надежных укрытиях.
15.4. При обнаружении течи из-под края днища или через контрольные трубки, появление мокрых пятен на поверхности отмостки, испытание необходимо прекратить, слить воду, устранить причину течи.
При обнаружении трещин в швах поясов корпуса испытание должно быть прекращено и вода слита до уровня:
на один пояс ниже расположения трещин - при обнаружении трещин в поясах от I до IV;
до V пояса - при обнаружении трещин в поясах VI и выше.
15.5. Гидравлическое испытание рекомендуется проводить при температуре окружающего воздуха +5°С и выше.
При необходимости испытания резервуаров (баков) в зимних условиях водой должны быть приняты меры по предотвращению замерзания воды в трубах и задвижках, а также обмерзания стенок резервуара.
15.6. Резервуар (бак) считается выдержавшим гидравлическое испытание, если в процессе испытания и по истечении 24 ч на поверхности корпуса резервуара (бака) или по краям днища не появятся течи и если уровень воды не будет снижаться.
Обнаруженные мелкие дефекты (свищи, отпотины) подлежат исправлению при пустом резервуаре (баке). Исправленные места должны быть проверены на герметичность.
15.7. Отклонения геометрических размеров и формы стальных конструкций резервуаров (баков) от проектных не должны превышать величин, приведенных в табл. 7.11, 7.12, 7.13, 7.14.
15.8. При указании в проектной документации после гидравлического испытания должны выполнять промывку резервуара (бака) дистиллированной водой по ГОСТ 6709-72 или химически обессоленной водой по ОСТ 95.743-79.
15.9. На резервуар (бак), сдаваемый в эксплуатацию, должен быть составлен паспорт согласно Приложению 8.
Ответственным за оформление паспорта является предприятие-изготовитель (завод-изготовитель или монтажная организация).
ПРИЛОЖЕНИЕ 1
Справочное
Пример типового технологического процесса изготовления обечаек рулонных баков из нержавеющей стали (Курский завод КВОиТ)
|
|
|
Оборудование (наименование, инвентарный номер) |
Приспособ- |
Измери- |
|
1 |
2 |
3 |
4 |
5 |
|
05 |
Транспортная |
|
|
|
|
|
Получить металл со склада и транспортировать в заготовительный цех |
Кран Н3-261 |
|
|
|
|
|
Тележка 6274С |
|
|
|
10К |
Контрольная |
|
|
|
|
|
Проконтролировать фактические размеры листов по длине и ширине, разность длин диагоналей листов, перпендикулярность поперечных продольных кромок |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Рулетка 2-ой класс точности ГОСТ 7502-80* |
|
|
|
|
|
Угольник ГОСТ 8.408-80 |
|
15 |
Заготовительная |
|
|
|
|
|
Обрезать поперечные кромки листа (листов) по упорам перпендикулярно продольным кромкам (черт. П.1.1). Отрезать лист (листы) по размеру, дополняющему ранее заготовленные листы до размера высоты бака "Н" (согласно карте раскроя (черт. П.1.2) |
Ножницы Н-483 |
Захваты для листов |
|
|
|
|
Ножницы Н-3222 |
|
|
|
|
Примечание. Размер листа, дополняющего ранее заготовленные листы до размера высоты бака, уточнить, исходя из фактической ширины ранее заготовленных листов |
|
|
|
|
20К |
Контрольная |
|
|
|
|
|
Проконтролировать геометрические параметры заготовленных листов. Предельные отклонения листов, отрубленных ножницами по размеру, не должны превышать: |
|
|
|
|
|
по ширине |
|
|
|
|
|
по длине |
|
|
|
|
|
разность длин диагоналей не должна превышать 2,5 мм |
|
|
|
|
25 |
Слесарно-сборочная |
|
|
|
|
|
Зачистить заготовленные листы в местах последующей сварки на ширину 20 мм. Обезжирить сопрягаемые поверхности в зоне сварки ацетоном. Произвести сборку листов на прихватках согласно карте раскроя. Установить выводные планки. Прихватки выполнить сваркой (черт. П.1.3). Места прихваток зачистить шлифмашинкой |
Стенд сборочно-сварочный СВ-33. |
|
|
|
|
|
Выпрямитель ВДМ-1001УХЛ4 |
|
|
|
|
|
Редуктор для аргонодуговой сварки АР-10 |
|
|
|
|
|
Кабель КРПТ1х70 |
|
|
|
|
|
Аргонодуговая горелка АРЮ-2М |
|
|
|
|
|
Сварочная проволока |
|
|
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
30К |
Контрольная |
|
|
|
|
|
Проконтролировать качество сборки листов под сварку и качество зачистки прихваток |
Установка СВ-33 |
|
|
|
35 |
Сварочная |
|
|
|
|
|
На флюсовую подушку ровным слоем нанести прокаленный флюс, произвести автоматическую сварку под флюсом |
|
|
|
|
40 |
Слесарная |
|
|
|
|
|
Срезать выводные планки, зачистить места среза и сварной шов с двух сторон |
|
Шлифма- |
|
|
45К |
Контрольная |
|
|
|
|
|
Проконтролировать геометрические размеры сваренной карты. Продольные отклонения сваренных карт не должны превышать: |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
по ширине |
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
|
по длине (равной высоте бака) |
|
|
Угольник ГОСТ 8408-80 |
|
|
разность длин диагоналей не должна превышать 5 мм. Проконтролировать сварной шов внешним осмотром |
|
|
|
|
50 |
Слесарная |
|
|
|
|
|
Приварить петли (черт. П.1.4) для транспортировки карт. Расположение петель приведено на черт. П.1.5. Квалификация сварщика не ниже 4 разряда |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Реостат балластный РБ-302-2У |
|
|
|
|
|
Электроды |
|
|
|
55 |
Транспортная |
|
|
|
|
|
Транспортировать сваренную карту на кромкострогальный станок |
Кран Н3-261 |
|
|
|
60 |
Строгальная |
|
|
|
|
|
Обработать большую сторону карты. Повернуть карту на 180°, обработать противоположную продольную сторону, выдерживая параллельность продольных кромок. С поворотом карты на 90 и 180° обработать поперечные кромки карт, выдерживая перпендикулярность их продольным кромкам в заданных пределах |
Кромкострогаль- |
Специаль- |
|
|
65К |
Контрольная |
|
|
|
|
|
Проконтролировать геометрические параметры обработанных карт. Предельные отклонения не должны превышать: |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
по ширине карты ±1,5 мм; |
|
|
Рулетка 2-й класс точности |
|
|
по длине карты (равной высоте бака) - ±2,0 мм; |
|
|
|
|
|
разность длин диагоналей не должна превышать 5 мм. |
|
|
|
|
|
Проконтролировать параллельность и перпендикулярность сторон карты. Непараллельность продольных кромок карты не должна превышать 0,03 мм на длине 100 мм. Неперпендикулярность поперечных кромок карты продольным не должна превышать 0,05 мм на длине 100 мм |
|
|
|
|
70 |
Маркировочная |
|
|
|
|
|
Замаркировать сварные швы согласно карте раскроя |
|
|
|
|
75 |
Транспортная |
|
|
|
|
|
Транспортировать карты на участок контроля |
Кран H3-261 |
|
|
|
|
|
Тележка 6274С |
|
|
|
80К |
Контрольная |
|
|
|
|
|
Выполнить контроль согласно требованиям таблицы контроля. Контроль выполнить в сборочно-сварочном цехе на участке контроля |
|
|
|
|
85 |
Слесарно-сварочная |
|
|
|
|
|
Удалить петли, зачистить места их приварки. Места сварки (на продольных сторонах листа) зачистить до чистого металла на ширину 20 мм, произвести обезжиривание ацетоном. К первому листу приварить планку с отверстием |
Выпрямитель сварочный ВДМ- 1001УХЛ4 |
Шлифма- |
|
|
|
|
Кран Н3-261 |
|
|
|
|
|
Установка Л12-12 |
|
|
|
|
|
Привод перемещения полотнища Л3-136 |
|
|
|
90 |
Маркировочная |
|
|
|
|
|
Замаркировать сварные швы согласно карте раскроя |
|
|
|
|
95К |
Контрольная |
|
|
|
|
|
Проверить качество сварки внешним осмотром. Проконтролировать ступенчатость в кромках смежных листов полотнища обечайки. Ступенчатость не должна превышать 3 мм. Выполнить просвечивание сварного шва |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
100 |
Исправление дефектов |
|
|
|
|
|
Произвести выборку дефектов и заварить дефектные участки сварных швов ручной аргонодуговой сваркой или ручной электродуговой сваркой. Зачистить заваренные участки |
Аргонодуговая горелка AРЮ-2М |
Шлифма- |
|
|
|
|
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
105 |
Контрольная |
|
|
|
|
|
Произвести повторное просвечивание дефектных (заваренных) участков. Исправление дефектов. Нанести на шов сверху раствор мела, снизу шов смазать керосином |
|
|
|
|
110 |
Исправление дефектов |
|
|
|
|
|
При повторном выявлении дефектов произвести выборку, заварку, зачистку дефектных участков |
Аргонодуговая горелка APЮ-2M |
Шлифма- |
|
|
|
|
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
112 |
Контрольная |
|
|
|
|
|
Произвести визуальный и радиографический контроль вновь заваренных участков |
|
|
|
|
115 |
Сборочная |
|
|
|
|
|
К начальной кромке полотнища приварить полосы шириной 100 мм, толщиной (4-10) мм, длиной (4500-5500) мм. Полотнище перемещать к сворачивающему устройству, пропустить полосы и полотнище под прижимные ролики отклоняющего устройства. Сваркой прихватить полосы к кольцам жесткости на инвентарном каркасе. Обрезать планку с отверстием |
Выпрямитель сварочный |
Направ- |
|
|
|
|
Устройство отклоняющее |
|
|
|
|
|
Установка бескаркасной намотки Р |
|
|
|
|
|
Устройство плотной намотки Л3-135 |
|
|
|
|
|
Устройство для транспортиров- |
|
|
|
|
|
Привод перемещения полотнища Л3-136 |
|
|
|
|
|
Устройство сворачивающее Р |
|
|
|
|
|
Кран |
|
|
|
|
В зависимости от ширины полотнища количество полос взять такое, чтобы обеспечить надежную упаковку рулона. Для плотной намотки конца рулона упаковочные полосы приварить к начальной кромке следующего бака. Произнести окончательную намотку полотнища на каркас; прихватить полосы сваркой в нескольких местах к рулону. Обрезать полосы от кромки следующего бака, произвести окончательную строповку рулона (черт. П.1.6). Снять рулон со сворачивающего устройства двумя кранами (не повредить торцевых кромок) и уложить в проходе с помощью двух кранов. Каркас по роликам вытянуть из рулона (после того, как каркас вышел из рулона несколько больше, чем на половину) и произвести окончательное вытягивание каркаса из рулона (черт. П.1.7). Вынуть выкатные ролики, оставшиеся в рулоне кольца жесткости в нескольких местах, прихватить сваркой к рулону, чтобы исключить выпадание их при транспортировке |
|
|
|
|
190К |
Контрольная |
|
|
|
|
|
Проконтролировать качество упаковки рулона (контролер, производственный мастер) |
|
|
|
|
195 |
Транспортная |
|
|
|
|
|
Транспортировать рулон на склад готовой продукции |
Кран |
|
|
|
|
|
Самоходная тележка 6274С |
|
|

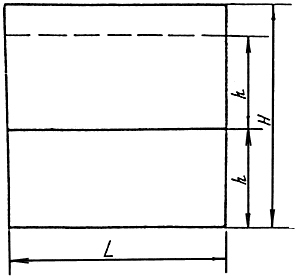

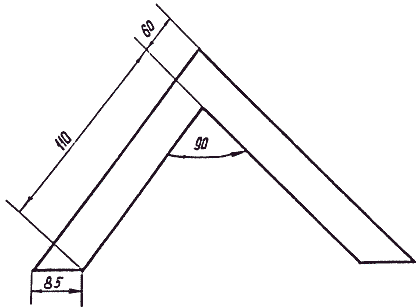

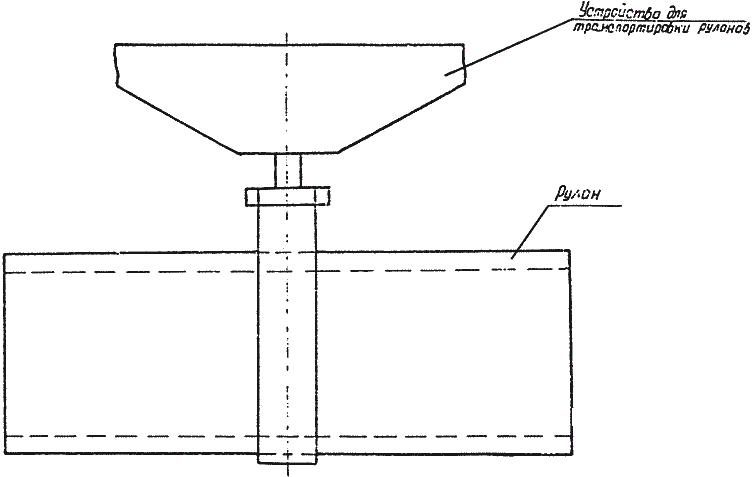

ПРИЛОЖЕНИЕ 2
Справочное
Пример типового технологического процесса изготовления баков прямоугольных из нержавеющей стали (Курский завод КВОиТ)
|
|
|
|
Приспособ- |
|
|
1 |
2 |
3 |
4 |
5 |
|
1. |
Заготовительная |
|
|
|
|
|
Разметить, вырезать детали бака согласно рабочим чертежам и картам раскроя. Опилить заусенцы |
Ножницы H-3121 |
Шлифма- |
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
2. |
Контрольная |
|
|
|
|
|
Проконтролировать размеры вырезанных деталей |
|
|
" |
|
3. |
Разметочная |
|
|
|
|
|
Разметить центры отверстий согласно рабочим чертежам и картам раскроя, накернить |
|
Молоток, керн |
Угольник ГОСТ 8.408-80 |
|
|
|
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Штангенциркуль ГОСТ 8.113-74 |
|
4. |
Обработка отверстий |
|
|
|
|
|
Обработать отверстия согласно рабочим чертежам (или эскизам). Отверстия диаметром до 50 мм сверлить на радиально-сверлильном станке, отверстия диаметром свыше 50 мм обрабатывать на карусельном или расточном станке (в зависимости от габаритов деталей). Заусенцы опилить |
|
|
|
|
5. |
Контрольная |
|
|
|
|
|
Проконтролировать размеры обработанных отверстий по рабочим чертежам (или эскизам) |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Штангенциркуль ГОСТ 8.113-74 |
|
6. |
Сборка карт |
|
|
|
|
|
Собрать карты крышки, днища и стенок бака согласно рабочим чертежам и картам раскроя в соответствии с требованиями технологической инструкции |
Стеллаж, выпрямитель сварочный - ВДМ-1001УХЛ4 |
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
|
|
Балластный реостат РБ-302-У2 |
|
|
|
|
|
Аргонодуговая горелка АРЮ-2М |
|
|
|
7. |
Контрольная |
|
|
|
|
|
Проконтролировать размеры собранных карт по рабочим чертежам и правильность сборки в соответствии с картами раскроя |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
8. |
Маркировочная |
|
|
|
|
|
Замаркировать собранные карты в соответствии с картами раскроя. Маркировку наносить несмываемой краской |
|
Кисточки |
Штангенциркуль ГОСТ 8.113-74 |
|
9. |
Контрольная |
|
|
|
|
|
Проконтролировать правильность маркировки карт в соответствии с картами раскроя |
|
|
|
|
10. |
Сварка карт |
|
|
|
|
|
Заварить карты в соответствии с требованиями технологической инструкции |
Установка СВ-38А |
|
|
|
11. |
Рихтовка карт |
|
|
|
|
|
Отрихтовать заваренные карты путем прокатки на вальцах. Неплоскостность карт после рихтовки не должна превышать величин, установленных технологической инструкцией |
Вальцы ЛГ8 18х3000 |
|
|
|
12. |
Контрольная |
|
|
|
|
|
Проверить кривизну карт после рихтовки в соответствии с требованиями технологической инструкции |
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Штангенциркуль ГОСТ 8.113-74 |
|
13. |
Строгальная |
|
|
|
|
|
Строгать кромки стенок бака согласно чертежам |
Продольно-строгальный |
Крепежные планки |
|
|
14. |
Контрольная |
|
|
|
|
|
Проконтролировать правильность обработки кромок в соответствии с чертежами |
|
|
Угломер ГОСТ 13006-67 |
|
|
|
|
|
Штангенциркуль ГОСТ 8.113-74 |
|
15. |
Вварка патрубков |
|
|
|
|
|
Произвести установку и вварку патрубков в стенки, крышку и днище бака согласно чертежам и в соответствии с требованиями технологической инструкции |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
|
|
Аргонодуговая горелка APЮ-2М |
|
|
|
16. |
Контрольная |
|
|
|
|
|
Произвести контроль сварных швов карт стенок, крыши и днища и сварных швов приварки патрубков в объеме, указанном в чертежах. Маркировку сварных швов при просвечивании производить в соответствии с маркировочными картами и чертежами |
Рентгеновский |
|
Штангенциркуль ГОСТ 8.113-74 |
|
17. |
Исправление дефектов |
|
|
|
|
|
Произвести выборку и заварку дефектов в сварных швах карт в соответствии с требованиями инструкции |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
Шлифмашинка |
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
|
|
Аргонодуговая горелка APЮ-2М |
|
|
|
18. |
Контрольная |
|
|
|
|
|
Проконтролировать качество наплавленных участков сварных швов |
Рентгеновский |
|
|
|
19. |
Сборка бака |
|
|
|
|
|
Собрать на прихватках днище, стенки и крышку бака согласно чертежу и в соответствии с требованиями технологической инструкции (ребра не устанавливать) |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
Монтажная лопатка |
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
Реостат балластный РБ-302-У2 |
|
Угольник ГОСТ 8.408-80 |
|
|
|
Кран-балка |
|
|
|
20. |
Контрольная |
|
|
|
|
|
Проконтролировать качество сборки согласно чертежу |
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
|
|
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
|
|
|
|
|
Щупы ГОСТ 882-75 |
|
21. |
Сварка бака |
|
|
|
|
|
Произвести сварку бака согласно чертежу и в соответствии с требованиями технологической инструкции |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Балластный реостат РБ-302-У2 |
|
|
|
|
|
Аргонодуговая горелка APЮ-2М |
|
|
|
|
|
Электрододержа- |
|
|
|
|
|
Кран-балка |
|
|
|
22. |
Контрольная |
|
|
|
|
|
Проконтролировать сварные швы в объеме, указанном в чертеже |
Рентгеновский |
|
|
|
|
|
Кран-балка |
|
|
|
23. |
Исправление дефектов |
|
|
|
|
|
Произвести выборку и заварку дефектов сварных швов в соответствии с требованиями инструкции |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
|
|
|
|
|
Реостат балластный РБ-302-У2 |
|
|
|
|
|
Аргонодуговая горелка APЮ-2М |
|
|
|
|
|
Электрододержа- |
|
|
|
24. |
Контрольная |
|
|
|
|
|
Проконтролировать качество исправленных участков сварных швов |
Рентгеновский |
|
|
|
25. |
Приварка ребер |
|
|
|
|
|
Произвести установку и приварку ребер к стенкам, днищу и крышке бака согласно чертежу. При установке ребер на крышку и днище бака допускается вначале собрать и сварить каркас из ребер, а затем приварить этот каркас к крышке и днищу. Установку ребер на стенки бака производить с подгонкой их по месту. На концах ребер, примыкающих к сварным швам (тавровые швы, сварки стенок друг с другом и приварки их к днищу и крышке) сделать скос 10х20 мм согласно черт. П.2.1. |
Выпрямитель сварочный ВДМ-1001УХЛ4 |
Шлифма- |
Линейка измерительная ГОСТ 427-75 |
|
|
|
Балластный реостат РБ-302-У2 |
|
|
|
|
|
Электрододержа- |
|
|
|
26. |
Контрольная |
|
|
|
|
|
Проконтролировать качество приварки ребер и общие размеры готового бака согласно чертежу и технологической инструкции. Произвести испытание бака на герметичность керосином (вместо гидравлического испытания) |
|
|
Рулетка 2-й класс точности ГОСТ 7502-80* |
|
|
|
|
|
Линейка измерительная металлическая ГОСТ 427-75 |
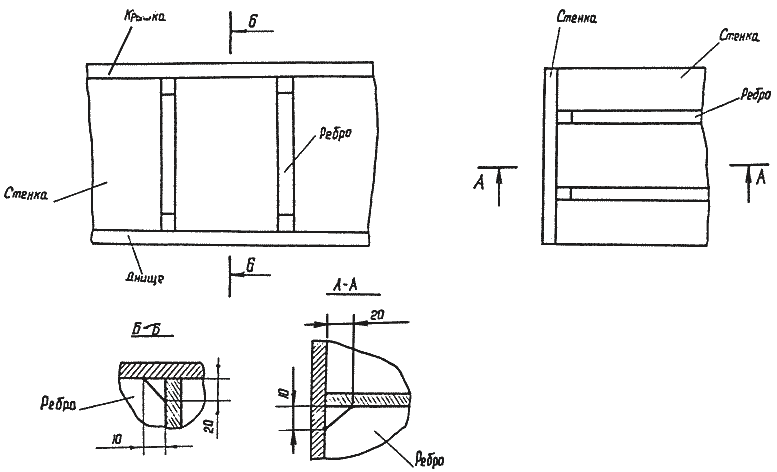
ПРИЛОЖЕНИЕ 3
Справочное
Рекомендации для определения параметров режима автоматической сварки под
флюсом стыковых соединений
П.3.1. Выбор режимов для двусторонней сварки под флюсом стыковых соединений из углеродистых и низколегированных сталей выполняют по номограммам для толщин 4-8 мм, 6-14 мм, 10-16 мм, 12-18 мм, приведенным на черт. П.3.2 - П.3.5.
П.3.1.1. При двусторонней сварке выполняют автоматическую сварку соединения без разделки кромок с каждой стороны или автоматическую по предварительной подварке (ручной или механизированной).
П.3.2. Максимальную глубину проплавления (черт. П.3.1) при выполнении первого шва выбирают по минимально допустимой толщине нерасплавленного слоя ![]() , равной 2, 2,5, 3, 3,5 и 4 мм соответственно толщине листов 6, 8, 10, 12 и 14 мм.
, равной 2, 2,5, 3, 3,5 и 4 мм соответственно толщине листов 6, 8, 10, 12 и 14 мм.
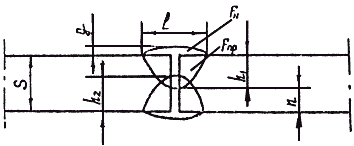
![]() - толщина свариваемых листов;
- толщина свариваемых листов;
![]() - глубина проплавления от первого прохода;
- глубина проплавления от первого прохода;
![]() - глубина проплавления от второго прохода;
- глубина проплавления от второго прохода;
![]() - величина нерасплавляемого слоя металла;
- величина нерасплавляемого слоя металла;
![]() - площадь проплавления;
- площадь проплавления;
![]() - площадь наплавленного металла;
- площадь наплавленного металла;
![]() - величина выпуклости шва;
- величина выпуклости шва;
![]() - ширина шва.
- ширина шва.
Черт. П.3.1



Черт. П.3.5
В зависимости от глубины проплавления ![]() и
и ![]() заданного диаметра сварочной проволоки по номограммам устанавливают связь между сварочным током
заданного диаметра сварочной проволоки по номограммам устанавливают связь между сварочным током ![]() . напряжением дуги
. напряжением дуги ![]() и скоростью сварки
и скоростью сварки ![]() . По выбранным параметрам режима устанавливают геометрические параметры шва: величину выпуклости шва
. По выбранным параметрам режима устанавливают геометрические параметры шва: величину выпуклости шва ![]() , ширину шва
, ширину шва ![]() , площадь проплавления основного металла
, площадь проплавления основного металла ![]() , площадь наплавленного металла
, площадь наплавленного металла ![]() .
.
Пример. По номограмме на черт. П.3.3 установить режимы для двусторонней автоматической сварки под флюсом листов толщиной 10 мм, скоростью сварки 35 м/ч (диаметр электрода ![]() мм).
мм).
Для обеспечения сплошности соединения устанавливают глубину проплавления основного металла для каждого прохода ![]() мм. Погонная энергия должна находиться в пределах 5000 - 6000 кал/см. Тогда из точки
мм. Погонная энергия должна находиться в пределах 5000 - 6000 кал/см. Тогда из точки ![]() , расположенной на графике г) для
, расположенной на графике г) для ![]() , проводят линию, параллельную оси абсцисс, до пересечения с
, проводят линию, параллельную оси абсцисс, до пересечения с ![]() мм на графике в) и устанавливают
мм на графике в) и устанавливают ![]() В,
В, ![]() А. Точка "а" по графику д) для
А. Точка "а" по графику д) для ![]() мм определяет величину выпуклости шва
мм определяет величину выпуклости шва ![]() мм. Аналогично для графиков а) -
мм. Аналогично для графиков а) - ![]() мм
мм![]() и б) -
и б) - ![]() мм
мм![]() для тока
для тока ![]() А. По графику е) устанавливают ширину шва
А. По графику е) устанавливают ширину шва ![]() мм.
мм.
Если специальные требования не задаются, то параметры для заданной глубины проплавления выбирают, исходя из наибольшей производительности и наименьших затрат сварочных материалов.
П.3.3. Влияние основных параметров режима сварки на геометрию сварного соединения.
Геометрические размеры сварного шва в большей степени определяют его свойства. Геометрию сварного шва характеризуют глубиной проплавления основного металла ![]() , шириной шва
, шириной шва ![]() , выпуклостью
, выпуклостью ![]() , площадью наплавления
, площадью наплавления ![]() и площадью проплавления
и площадью проплавления ![]() .
.
Отношение ![]() называют коэффициентом формы шва, а
называют коэффициентом формы шва, а ![]() - коэффициентом выпуклости. Коэффициенты формы шва и выпуклости определяют работоспособность сварного соединения в целом, стойкость металла шва против образования трещин. Установлено, что значение этих коэффициентов должно быть в пределах
- коэффициентом выпуклости. Коэффициенты формы шва и выпуклости определяют работоспособность сварного соединения в целом, стойкость металла шва против образования трещин. Установлено, что значение этих коэффициентов должно быть в пределах ![]() ,
, ![]() .
.
Геометрия сварного шва зависит от параметров режима сварки: силы сварочного тока, напряжения на дуге, скорости сварки, диаметра электрода, рода тока, флюса, угла наклона электрода.
П. 3.3.1. Сила сварочного тока
С увеличением силы сварочного тока повышается давление дуги. При этом расплавленный металл вытесняется в хвостовую часть сварочной ванны. Уменьшение жидкой прослойки под дугой улучшает теплообмен между пятном дуги и основным металлом. Глубина проплавления увеличивается, ширина шва практически остается постоянной. С увеличением силы сварочного тока увеличивается количество расплавленного металла. Поэтому при постоянных других параметрах режима сварки увеличивается высота выпуклости шва. Коэффициенты формы проплава и выпуклости с увеличением силы сварочного тока уменьшаются. В результате заметно ухудшаются условия дегазации металла в сварочной ванне, повышается склонность металла шва к появлению горячих трещин. Образуется резкий переход от основного металла к наплавленному, что снижает работоспособность сварного соединения, особенно при ударных и знакопеременных нагрузках, улучшается поверхность шва, шлаковая корка плохо определяется. Поэтому при переходе на большие значения сварочного тока следует увеличивать и напряжение на дуге.
П.3.3.2. Напряжение на дуге
С повышением напряжения на дуге (при постоянных других параметрах) увеличиваются ее длина и подвижность. Это обусловливает увеличение ширины шва и уменьшение высоты его выпуклости (количество наплавляемого электродного металла остается практически постоянным). Увеличение подвижности пятна дуги, расположенного на изделии, обусловливает повышение площади пятна нагрева и, следовательно, увеличение тепла, идущего на теплоотвод. Это приводит к уменьшению тепла, идущего на плавление основного металла и, следовательно, глубины проплавления.
П.3.3.3. Скорость сварки
С увеличением скорости сварки уменьшается его погонная энергия, поэтому уменьшается ширина шва. Количество наплавляемого металла с увеличением скорости сварки на единицу длины шва уменьшается. Это приводит к уменьшению высоты выпуклости шва. Однако с увеличением скорости сварки столб дуги начинает отклоняться в противоположную направлению сварки сторону. Отклоняясь, столб дуги вытесняет часть жидкого металла в хвостовую часть ванны. Уменьшение толщины жидкой прослойки под дугой и обусловливает увеличение глубины проплавления при повышении скорости сварки до 30-35 м/ч. При дальнейшем повышении скорости в связи с уменьшением погонной энергии и отсутствием жидкой прослойки под дугой глубина проплавления уменьшается.
П.3.3.4. Диаметр электрода
С увеличением диаметра электрода (при постоянных других параметрах) усиливается блуждение активного пятна по торцу электрода, следовательно, активного пятна, расположенного на изделии.
Ввод тепла дуги через большую поверхность увеличивает ширину шва и теплоотвод, что приводит к уменьшению глубины проплавления.
П.3.3.5. Угол наклона электрода
При наклоне электрода "углом назад" соответственно отклоняется и столб дуги. Давлением дуги часть металла оттесняется в хвостовую часть ванны, и глубина проплавления увеличивается. При наклоне электрода "углом вперед" часть столба располагается над поверхностью основного металла и прогревает свариваемые кромки.
Давлением столба дуги жидкий металл вытесняется в переднюю часть ванны. Толщина жидкой прослойки под дугой увеличивается, уменьшаются глубина проплавления и высота выпуклости, а ширина шва несколько возрастает. Сварка "углом назад" и "углом вперед" является одним из технологических приемов, позволяющих получать заданную форму сварного шва.
П. 3.3.6. Род тока, полярность
При сварке постоянным током в катодном пятне выделяется больше тепла, чем в анодном. Поэтому при прямой полярности тока (катод на электроде, анод на изделии) меньше расплавляется основного металла, чем при обратной полярности. Это обуславливает уменьшение ширины шва и глубины проплавления при сварке постоянным током прямой полярности по сравнению со сваркой на обратной полярности. Зона проплавления при сварке на переменном токе при тех же параметрах занимает промежуточное значение: меньшее, чем при обратной полярности и больше, чем при прямой полярности.
П.3.3.7. Качество флюсов
Изменения геометрии сварного шва и внешнего его вида зависят от стабилизирующих свойств, вязкости и насыпной массы флюса.
С повышением стабилизирующих свойств флюса увеличивается длина дуги и ее подвижность. Поэтому глубина проплавления уменьшается, а ширина шва растет.
Флюсы с меньшей насыпной массой обеспечивают получение сварных швов с меньшей глубиной проплавления и с большей шириной шва, так как чем меньше масса, тем меньше давление ее на газовую полость. Это обуславливает увеличение объема газовой полости и повышение подвижности дуги и, следовательно, увеличение ширины шва и уменьшение глубины проплавления.
П.3.3 8. Форма разделки, величина зазора
Экспериментально установлено, что формой разделки, величиной зазора определяется прежде всего доля участия основного металла в металле шва. Чем больше зазор или разделки кромок, тем меньше доля участия основного металла на шве. Увеличение параметров разделки приводит к уменьшению высоты выпуклости и увеличению глубины проплавления.
ПРИЛОЖЕНИЕ 4
Справочное
Правила клеймения деталей, сборочных единиц и сварных соединений изделий
П.4.1. Правильность выполнения операций на этапах подготовки и сборки, сварки и после выполнения сварочных работ подтверждается клеймом (штампом), поставленным представителем службы технического контроля.
П.4.1.1. Клеймо наносится на поверхность контролируемого изделия на расстоянии ![]() мм, где
мм, где ![]() - номинальная толщина контролируемого изделия (мм) от торца детали или линии перехода шва к основному металлу.
- номинальная толщина контролируемого изделия (мм) от торца детали или линии перехода шва к основному металлу.
П.4.1.2. Клеймение деталей, сборочных единиц и сварных соединений изделий проводится службой технического контроля предприятия-изготовителя резиновыми штампами (печатями) или контролером ОТК личным штампом (печатью).
П.4.1.2.1. На штампе (печати) должен быть индекс операции, указана принадлежность штампа (печати): СТК, ОТК, лаборатория и т.д., допускаются также другие принятые на предприятии-изготовителе условные обозначения.
Высота букв, цифр или знаков на штампе (печати) должна быть не менее 5 мм.
П.4.1.3. Маркировку деталей или изделий малых диаметров допускается наносить на прикрепленную табличку (бирку) по ГОСТ 12970-67 и ГОСТ 12971-67, изготовленную из металла или твердого картона по ГОСТ 20376-74, ГОСТ 9347-74, ГОСТ 6659-73 клеймом или ударным способом.
П.4.1.4. Глубина маркировки на металлических табличках (бирках), нанесенной ударным способом, должна быть не менее 0,2 мм, а высота не менее 5,0 мм.
П.4.1.5. Клеймо сварщика ставится на изделие в соответствии с требованиями П.4.1.1. Если клеймо сварщика наносится ударным способом, то глубина его должна быть не более 0,1 мм. На место клеймения наносится состав, предохраняющий металл от коррозии.
П.4.1.6. Если сварной шов выполняют два сварщика, то должны быть нанесены два клейма в виде дроби, в числителе которой проставляется клеймо сварщика, выполнившего корневой шов, а в знаменателе - выполнившего разделку и усиление шва.
П.4.1.7. Сварщик обязан проставить клеймо сразу же после окончания сварки.
П.4.1.8. Клеймение проводится в порядке выполнения операций, предусмотренном настоящей инструкцией.
П.4.1.9. Места клеймения деталей, сборочных единиц и изделий должны быть указаны в ТУ на изделие или в рабочих чертежах. Примеры клеймения деталей, сборочных единиц и сварных соединений.

где П - подготовка к сборке;
С - сборка под сварку;
И - готовность изделия к последующим видам контроля.
Примечание. Клеймение деталей, сборочных единиц и сварных соединений, выполненных из аустенитных и перлитных сталей должно выполняться красками, предотвращающими их коррозию.
П.4.1.10. В случае невозможности проведения клеймения отдельных деталей, сборочных единиц или сварных соединений в монтажных условиях допускается устанавливать одну табличку (бирку) на нескольких однотипных сварных соединенях.
П.4.2. Приемочный контроль готовых сварных соединений осуществляется ОТК предприятия-изготовителя совместно с заинтересованными организациями (подразделениями) по результатам операционного контроля (внешнего осмотра и измерений, капиллярной дефектоскопии и т.п.), при этом принимается решение о пригодности изделия к поставке (эксплуатации) и ставится штамп ОТК.
ПРИЛОЖЕНИЕ 5
Справочное
Нормы расхода сварочных материалов
Таблица П.5.1
Рекомендуемые нормы расхода электродной проволоки и флюса на 10 м шва для
автоматической двусторонней сварки под флюсом стыковых
соединений без скоса кромок при толщине детали, мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Расход электродной проволоки, кг |
1,3 |
1,5 |
2,6 |
3,2 |
4,1 |
4,7 |
6,4 |
6,5 |
6,6 |
8 |
8,1 |
|
Расход флюса, кг |
1,45 |
1,7 |
2,9 |
3,6 |
4,6 |
5,3 |
7,2 |
7,3 |
7,5 |
9 |
9,2 |
Таблица П.5.2
Нормы расхода аргона для сварки с плавящимся и неплавящимся электродом
|
|
|
Расход аргона на 1 м сварного шва (10 |
| |||||||
|
Толщина металла, мм |
Удельный расход аргона, |
|
|
|
|
|
|
|
|
Дополнительный расход аргона на подготовительную и заключительную операции, |
|
с неплавящимся электродом | ||||||||||
|
2-3 |
9 |
- |
90 |
54 |
36 |
27 |
21,6 |
18 |
- |
1,8 |
|
3-5 |
11 |
165 |
110 |
66 |
44 |
33 |
26,4 |
22 |
- |
2,2 |
|
5-7 |
12 |
180 |
120 |
72 |
48 |
36 |
28,8 |
24 |
- |
2,4 |
|
8 и более |
14 |
210 |
140 |
84 |
56 |
42 |
33,6 |
28 |
- |
2,8 |
|
| ||||||||||
|
2-3 |
8 |
120 |
80 |
48 |
32 |
24 |
19,2 |
16 |
13,6 |
0,4 |
|
4 |
9 |
135 |
90 |
54 |
36 |
27 |
21,6 |
18 |
15,3 |
0,5 |
|
6 |
10 |
150 |
100 |
60 |
40 |
30 |
24,0 |
20 |
17,0 |
0,5 |
|
8 |
13 |
195 |
130 |
78 |
52 |
39 |
31,2 |
26 |
22,1 |
0,7 |
|
10 и более |
15 |
225 |
150 |
90 |
60 |
45 |
36,0 |
30 |
25,5 |
0,8 |
Таблица П.5.3
Нормы расхода электродов для ручной дуговой сварки углеродистых и
нержавеющих сталей
|
|
Коэффициент расхода электродов на 1 кг наплавленного металла |
|
УОНИ-13/45 |
|
|
УОНИ- 3/45А |
|
|
УОНИ-13/55 |
1,6 |
|
ОЗЛ-36 |
|
|
АНО-4, АНО-9, МР-3, ЦУ-5, ТМУ-21У, ОЗС-4, ОЗС-6, АНО-6М, AHO-13, ЦУ-7, ЦТ-26 |
1,7 |
|
ЭЛ-400/10У |
1,75 |
ПРИЛОЖЕНИЕ 6
Справочное
Маркировка, упаковка, комплектность поставки
П.6.1. Все детали и сборочные единицы подлежат маркировке в процессе изготовления. При этом необходимо сохранить маркировку завода-поставщика, имеющуюся на полуфабрикатах.
Маркировка должна содержать заводской номер резервуара (бака), обозначение сборочной единицы, клеймо ОТК. Маркировка должна наноситься несмываемой краской на расстоянии 100-150 мм от кромки детали.
Маркировка должна быть сохранена до полного изготовления изделия.
П.6.2. Маркировку готовых резервуаров (баков) наносить непосредственно на изделие (на одну из стенок резервуара, по центру). Маркировку наносить несмываемой краской шрифтом по ГОСТ 2930-75. Высота шрифта не менее 10 мм. Место маркировки обвести яркой краской.
П.6.2.1. Марки резервуара (бака) должны содержать следующие данные:
товарный знак завода-изготовителя;
заводской номер резервуара (бака);
обозначение резервуара (бака) без их наименования;
год изготовления;
вместимость;
массу.
П.6.2.2. Рядом с маркировкой должно быть нанесено клеймо ОТК, которое обводится прямоугольной рамкой несмываемой краской.
П.6.3. Для правильного выбора грузоподъемных средств и приспособлений при погрузочно-разгрузочных работах на каждом изделии массой 2 т и более должна наноситься краской маркировка условной массы:
3 т - при массе от 2 до 3 т;
4 т - при массе от 3 до 4 т и т.д.
П.6.4. Упаковка деталей и сборочных единиц
П.6.4.1. Упаковка должна осуществляться по чертежам завода-изготовителя после приемки изделия ОТК.
П.6.4.2. Упаковка должна обеспечивать сохранность продукции от повреждений и загрязнений при транспортировании всеми видами транспорта, а также при длительном хранении на складах.
П.6.4.3. Мелкие узлы и детали, поставляемые отдельно от баков, упаковывать в деревянные ящики.
Внутренняя поверхность тары должна быть выложена упаковочной бумагой по ГОСТ 515-56.
При упаковке в тару должна быть вложена следующая товаросопроводительная документация:
|
паспорт бака |
- 1 экз; | |
|
комплектовочная ведомость |
- 1 экз. |
П.6.5. Комплектность поставки
П.6.5.1. В комплект поставки заказчику входят:
баки в соответствии с заказной спецификацией;
|
паспорт бака |
- 1 экз; | |
|
комплектовочная ведомость |
- 1 экз; | |
|
отправочная ведомость |
- 1 экз. |
ПРИЛОЖЕНИЕ 7
ПЕРЕЧЕНЬ
документов, упомянутых в РД.ОП.42-001-85
|
|
|
|
Номер пункта |
|
1 |
2 |
3 |
4 |
|
1. |
ТУ 34-42-10542-83 |
Баки и резервуары из коррозионно-стойкой стали для атомных электростанций |
|
|
2. |
ТУ 34-42-10381-82 |
Баки и сосуды из коррозионно-стойкой стали для атомных электростанций |
|
|
3. |
ТУ 34-42-10382-82 |
Баки и сосуды из углеродистой стали для атомных электростанций |
|
|
4. |
ТУ 34-42-10055-81 |
Резервуары цилиндрические стальные вертикальные |
|
|
5. |
ГОСТ 14637-79 |
Прокат толстолистовой и широкополосный универсальный из углеродистой стали общего назначения. Технические условия |
1.7 |
|
6. |
ГОСТ 16523-77 |
Сплавы медно-цинковые. Методы определения железа |
1.7 |
|
7. |
ГОСТ 19903-74 |
Сталь листовая горячекатаная. Сортамент |
1.7; 3.1 |
|
8. |
ГОСТ 19282-73 |
Сталь низколегированная толстолистовая и широкополосная универсальная |
1.7 |
|
9. |
ГОСТ 380-71 |
Сталь углеродистая обыкновенного качества. Марки и общие технические требования |
1.7 |
|
10. |
Сталь углеродистая качественная конструкционная. Марки и общие технические требования |
1.7 | |
|
11 |
ГОСТ 19904-74 |
Сталь листовая холоднокатаная. Сортамент |
1.7; 3.1 |
|
12. |
Стали высоколегированные. Сплавы коррозионно-стойкие, жаростойкие и жаропрочные марки и технические требования |
1.7 | |
|
13. |
ГОСТ 6032-84 |
Стали и сплавы. Методы испытания на межкристаллитную коррозию ферритных, аустенитно-мартенситных, аустенитно-ферритных и аустенитных коррозионно-стойких сталей и сплавов на железоникелевой основе |
3.2;3.3.4 |
|
14. |
Электроды, покрытые металлические для ручной дуговой сварки сталей и наплавки, классификация, размеры и общие технические требования |
3.3,2; 3.3.5 | |
|
15. |
Проволока стальная сварочная. Технические условия |
3.3.3 | |
|
16. |
ГОСТ 10157-79 |
Аргон газообразный и жидкий. Технические условия |
3.3.7.2 |
|
17. |
Двуокись углерода газообразная и жидкая. Технические условия |
3.3.7.3 | |
|
18. |
ГОСТ 7273-82 |
Преобразователи сварочные. Общие технические условия |
4.1 |
|
19. |
ТУ 76-739.226-80 |
Сварочные выпрямители многопостовые типа ВДМ-1001УХЛ4 |
4.1 |
|
20. |
ТУ 16-739.198-79 |
Сварочные выпрямители однопостовые типа ВД-306У3 |
4.1 |
|
21. |
ГОСТ 18636-78 |
Реостаты балластные для многопостовых источников питания ручной дуговой сварки. Общие технические условия |
4.2, 4.3 |
|
22. |
ТУ 26-05-196-74 |
Газовые редукторы-расходомеры типа АР-10, АР-40 |
4.3 |
|
23. |
ТУ 34-42-14607-78 |
Аргонодуговые горелки типа АРЮ-2М |
4.3 |
|
24. |
ТУ 26-05-463-76 |
Кислородные редукторы типа ДКП-1-65 с ротаметрами РС-3 |
4.3 |
|
25. |
ОСТ 92-0281-73 |
Нормирование расхода материалов, спирт этиловый |
4.3.1 |
|
26. |
ТУ 16-739-225-80 |
Сварочный автомат типа АДФ-1201У3 |
4.4 |
|
27. |
ТУ 16-539-578-72 |
Сварочный автомат типа АДФ-1002У3 |
4.5 |
|
28. |
ГОСТ 18130-79 |
Полуавтомат для дуговой сварки плавящимся электродом. Общие технические условия |
4.7 |
|
29. |
ГОСТ 21286-82 |
Каолин обогащенный для керамических изделий. Технические условия |
6.2.3 |
|
30. |
Контроль неразрушающий. Сварка металлов плавлением. Метод радиографического контроля |
Прим. 11.2; 11.1 | |
|
31. |
ОСТ 108.004.110-80 |
Сварные соединения оборудования атомных электростанций. Радиографический контроль |
11.1 |
|
32. |
Контроль неразрушающий. Методы ультразвуковые |
11.1 | |
|
33. |
ОСТ 108.004.108-80 |
Сварные соединения оборудования атомных электростанций. Ультразвуковой контроль |
11.1 |
|
34. |
ОСТ 34-42-544-81 |
Соединения сварные оборудования атомных электростанций. Контроль герметичности. Газовые и жидкостные методы |
13.6 |
|
35. |
ГОСТ 427-75 |
Линейки измерительные металлические. Основные параметры и размеры. Технические требования |
Прил. 1.2 |
|
36. |
ГОСТ 7502-80 |
Рулетки измерительные металлические. Технические условия |
Прил. 1.2 |
|
37. |
ГОСТ 8.408-80 |
Угольники поверочные 90°. Методы и средства поверки |
Прил. 1.2 |
|
38. |
ГОСТ 13006-67 |
Угломеры. Методы и средства поверки |
Прил. 1.2 |
|
39. |
ГОСТ 8.113-74 |
ГСИ. Штангенциркуль. Методы и средства поверки |
Прил. 2 |
|
40. |
ГОСТ 882-75 |
Щупы. Основные параметры. Технические требования |
Прил. 2 |
|
41. |
Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы |
Табл. 4.2 | |
|
42. |
ГОСТ 10052-75 |
Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы |
Табл. 4.2 |
|
43. |
ОСТ 108.948.01-80 |
Электроды покрытые металлические для ручной дуговой сварки оборудования атомных электростанций, опытных и исследовательских ядерных реакторов и установок |
Табл. 4.2 |
|
44. |
ГОСТ 9087-81 |
Флюсы сварочные плавленые. Технические условия |
Табл. 4.2 |
|
45. |
ГОСТ 1577-81 |
Прокат листовой и широкополосный универсальный из конструкционной стали качественной стали. Технические условия |
Табл. 7.1 |
|
46. |
ГОСТ 7350-77 |
Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия |
Табл. 7.1 |
|
47. |
Сварные соединения. Методы определения механических свойств |
4.3 | |
|
48. |
НТД стран - членов СЭВ и СФРЮ |
Оборудование и трубопроводы атомных |
|
|
49. |
ГОСТ 2768-84 |
Ацетон технический. Технические условия |
3.3.3 |
|
50. |
ГОСТ 5962-67 |
Спирт этиловый ректификатный. Технические требования |
3.3.3 |
|
51. |
ОСТ 34-42-817-85 |
Сварка металлоконструкций нестандартизированного оборудования из перлитных, аустенитных и аустенитно-ферритных сталей. Основные положения |
|
|
52. |
Классификация сварных соединений по результатам радиографического контроля |
11.2.1 |
ПРИЛОЖЕНИЕ 8
Паспорт цилиндрического вертикального резервуара (форма)
|
Емкость_____________________________________________________________________ | |||
|
Марка ______________________________________________________________________ | |||
|
Дата составления паспорта ____________________________________________________ | |||
|
Место установки (наименование предприятия)___________________________________ | |||
|
____________________________________________________________________________ | |||
|
____________________________________________________________________________ | |||
|
Назначение резервуара ____________________________________________________ | |||
|
Основные размеры элементов резервуара (диаметр, высота) _____________________ | |||
|
___________________________________________________________________________ | |||
|
Наименование организации, выполнившей рабочие чертежи КМ, и номера чертежей ___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Наименование завода-изготовителя стальных конструкций _______________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Наименование строительно-монтажных организаций, участвовавших в возведении резервуара: | |||
|
1) ______________________ |
2)______________________ |
3) _________________ и т.д. | |
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Перечень установленного на резервуаре оборудования: | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Отклонения от проекта _____________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Дата начала монтажа ______________________________________________________ | |||
|
Дата окончания монтажа____________________________________________________ | |||
|
Дата начала и окончания каждого промежуточного и общего испытаний резервуара и результаты испытаний: | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Дата приемки резервуара и сдачи его в эксплуатацию: | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
Приложения: | |||
|
1. Деталировочные чертежи стальных конструкций (КМД) N _____________ и рабочие чертежи (КМ) N _____________. | |||
|
2. Заводские сертификаты на изготовление стальных конструкций _________________ | |||
|
___________________________________________________________________________ | |||
|
3. Документы о согласовании отступлений от проекта при монтаже ________________ | |||
|
___________________________________________________________________________ | |||
|
4. Акты приемки скрытых работ ______________________________________________ | |||
|
___________________________________________________________________________ | |||
|
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже ___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
6. Схемы геодезических замеров при проверке разбивочных осей и установке конструкций _________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
7. Журнал сварочных работ _________________________________________________ | |||
|
8. Акты испытания резервуара _______________________________________________ | |||
|
9. Описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков __________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
10. Документы результатов испытания сварных монтажных швов ___________________ | |||
|
___________________________________________________________________________ | |||
|
11. Заключение по просвечиванию сварных монтажных швов проникающим излучением со схемами расположения мест просвечивания _________________________ | |||
|
___________________________________________________________________________ | |||
|
12. Акты приемки смонтированного оборудования. | |||
|
Подписи представителей заказчика и строительно-монтажных организаций (перечислить) ___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
|
___________________________________________________________________________ | |||
Текст документа сверен по:
официальное издание
М., 1987
Личный кабинет:
доступно после авторизации Кубанцы рассказали о том, как нарушают их права работодатели
Кубанцы рассказали о том, как нарушают их права работодатели  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке