
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
5
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
РД 153-34.1-17.462-00
ОТРАСЛЕВОЙ РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
О ПОРЯДКЕ ОЦЕНКИ РАБОТОСПОСОБНОСТИ РАБОЧИХ ЛОПАТОК ПАРОВЫХ
ТУРБИН В ПРОЦЕССЕ ИЗГОТОВЛЕНИЯ, ЭКСПЛУАТАЦИИ И РЕМОНТА
Срок действия с 01.01.2001
до 01.01.2011
РАЗРАБОТАНЫ Департаментом научно-технической политики и развития РАО "ЕЭС России": Всероссийским теплотехническим институтом (АООТ "ВТИ"); Московским энергетическим институтом (МЭИ); Ленинградским металлическим заводом (АО "ЛM3"); Турбомоторным заводом (АО "TMЗ"); Харьковским турбинным заводом (НПО " Турбоатом"); Калужским турбинным заводом (АО "КТЗ"); Харьковским центральным конструкторским бюро "Энергопроцесс" (ХЦКБ); Московской энергетической системой (АО "Мосэнерго"); Центральным ремонтным механическим заводом АО "Мосэнерго" (ЦРМЗ АО "Мосэнерго"); Московским энергоремонтным предприятием (АО "МЭР"); Ремонтным предприятием ОАО "Теплоэнергосервис" (ОАО "ТЭС")
ИСПОЛНИТЕЛИ А.П.Берсенев, В.В.Гусев, С.И.Панферов (РАО "ЕЭС России"); В.Ф.Резинских, Г.Д.Авруцкий, В.А.Комаров, А.Ф.Богачев (АООТ "ВТИ"); В.А.Рыженков, А.И.Лебедева (МЭИ); С.А.Тихомиров, О.Н.Симин (АО "ЛМЗ"); Ю.А.Сахнин, Л.А.Жученко, Н.К.Блаженко (АО "ТМЗ"); В.П.Сухинин (НПО "Турбоатом"); Д.А.Аркадьев (АО "КТЗ"), И.В.Гарькавенко, Е.А.Рабинович (ХЦКБ); С.А.Дагаев, А.В.Толочко, Ю.В.Лобкин (АО "Мосэнерго"); Ю.Д.Шкотов, П.Р.Должанский (ЦРМЗ АО "Мосэнерго"); А.С.Тургенев, М.А.Фомин (АО "МЭР"); В.В.Ермолаев, А.И.Шкляр (ОАО "ТЭС")
УТВЕРЖДЕНЫ Российским акционерным обществом "Единые энергосистемы России" (РАО "ЕЭС России") 23.08.2000 г.
Заместитель Председателя правления В.П.Воронин
ВВЕДЕН ВПЕРВЫЕ
Настоящий отраслевой руководящий документ распространяется на рабочие лопатки паровых турбин, установленных на тепловых электростанциях, и определяет порядок оценки работоспособности лопаток на стадиях их изготовления, эксплуатации и ремонта.
Положения настоящего отраслевого нормативного документа подлежат обязательному применению на предприятиях отрасли "Электроэнергетика", расположенных на территории Российской Федерации, и могут быть использованы другими предприятиями и объединениями предприятий, в составе (структуре) которых независимо от форм собственности и подчинения находятся тепловые электростанции.
Термины и определения, применяемые в настоящем руководящем документе, приведены в приложении А.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящие методические указания определяют необходимые работы, их объем и последовательность проведения для оценки работоспособности рабочих лопаток паровых турбин на стадиях изготовления, эксплуатации и ремонта, методы диагностики состояния металла, критерии работоспособности и ремонтопригодности лопаток, порядок аттестации новых материалов, технологий изготовления и ремонта, методов диагностики лопаток, защитных покрытий. Методические указания также устанавливают необходимость наличия в договорах на поставку, ремонт и диагностирование рабочих лопаток ответственности производителя за качество выполнения этих работ перед собственником оборудования.
1.2 Предприятия, проводящие работы по изготовлению и специальному ремонту рабочих лопаток, должны иметь разрешение РАО "ЕЭС России" на право проведения этих работ.
Под специальным ремонтом подразумевается ремонт кромок пера рабочих лопаток, связанный с проведением восстановительных работ с применением сварочных технологий и различного вида защитных покрытий, а также с изменением геометрических размеров лопаток (не предусмотренным действующими НТД) и способа их крепления на роторе.
Примечание - Специального разрешения на изготовление лопаток не требуется для заводов-изготовителей турбин, выполняющих эти работы применительно к лопаткам турбин своей конструкции, и для ОАО "ЗТЛ", в случае изготовления лопаток по чертежам и технологии завода-изготовителя турбины данного типа.
1.3 Новые конструкции, материалы, технологии изготовления и ремонта рабочих лопаток, методы их диагностики и защитные покрытия могут быть внедрены на электростанциях только после утверждения РАО "ЕЭС России" на основании положительного заключения специализированной организации, уполномоченной РАО "ЕЭС России".
1.4 Предприятия, изготавливающие рабочие лопатки, проводящие их ремонт, контроль и диагностику, устанавливают гарантийный срок безотказной работы лопаток (в объеме выполненных работ) при условии выполнения электростанцией норм ПТЭ и инструкций по эксплуатации турбин и сборки ступени.
Гарантийный срок безотказной работы лопаток должен оговариваться при заключении каждого конкретного договора, но быть не менее периода между капитальными ремонтами турбины (в среднем не менее 5 лет).
1.5 В случае нарушения положений пп.1.2, 1.3 и (или) своих гарантийных обязательств предприятие, по вине которого выявлен брак или произошло повреждение турбины, несет ответственность в соответствии с действующим законодательством РФ.
2 ОЦЕНКА КАЧЕСТВА РАБОЧИХ ЛОПАТОК НА СТАДИИ ИХ ИЗГОТОВЛЕНИЯ
2.1 Требования к материалу лопаток
2.1.1 Рабочие лопатки должны изготавливаться по нормативно-техническим документам (ГОСТам, ТУ), указанным в чертежах завода-изготовителя турбины или организации-проектировщика, проводящей модернизацию турбины.
2.1.2 Лопатки паровых турбин изготавливаются из коррозионно-стойких и жаропрочных сталей основного и ограниченного применения.
К материалам основного применения относятся стали, широко опробованные в эксплуатации и использующиеся для изготовления серийного оборудования.
К материалам ограниченного применения относятся:
- перспективные стали, широкое использование которых требует накопления опыта эксплуатации изделий из них;
- стали, не рекомендуемые к применению при новом проектировании и используемые для имеющихся на предприятиях задела и фондов.
Использование сталей других марок допускается до накопления опыта их эксплуатации только в качестве материалов ограниченного применения после утверждения РАО "ЕЭС России" на основания экспертных заключений специализированных научно-исследовательских организаций.
2.1.3 Для рабочих лопаток должны применяться следующие марки стали основного применения: 12х13-Ш (КП45), 20х13-Ш (КП50, КП60), 15х11МФ-Ш (КП60, КП70), 18х11МНФБ-Ш (КП60, КП65, КП70), 13х11Н2В2МФ-Ш (КП70), 20х12ВНМФ-Ш (КП60, КП70).
Допускается использование следующих марок стали ограниченного применения: 12х13 (КП55), 13х11Н2В2МФ-Ш (КП75), 15х12ВНМФ-Ш (КП60, КП70).
В качестве материала лопаток, работающих во влажном паре, по согласованию с заводом-изготовителем турбины допускается использование титановых сплавов.
2.1.4 Требования к химическому составу и механическим свойствам лопаточных сталей приведены в приложениях Б и В.
2.2 Перечень нормативно-технических документов на изготовление рабочих лопаток
2.2.1 На заводе-изготовителе на каждый комплект рабочих лопаток оформляется внутренний паспорт. В пределах комплекта лопатки пронумеровываются. Форма паспорта (сертификата качества) разрабатывается предприятием-изготовителем.
В паспорт комплекта заносятся:
- сертификат материала лопаток и комплектующих;
- нумерация лопаток в технологическом процессе;
- результаты контроля, проведенного в процессе изготовления, с указанием отклонений от чертежа, согласованных с конструкторской службой предприятия-изготовителя лопаток;
- заключение о соответствии собственных частот нормативным;
- результаты сдаточного контроля;
- заключение ОТК о соответствии лопаток требованиям чертежей;
- порядок расстановки лопаток на колесе по результатам развески (если оговорено требованиями чертежа).
Лопатки, работающие в зоне фазового перехода и части низкого давления, сохраняют технологическую нумерацию и при передаче заказчику.
2.2.2 Рабочий чертеж лопатки содержит:
- требования к марке и категории прочности материала (с указанием соответствующих ГОСТов и ТУ);
- геометрические размеры, допуски и предельные отклонения. Базовые поверхности для исполнения и контроля геометрических размеров;
- требования к шероховатости поверхностей;
- требования к упрочнению и покрытиям;
- номера чертежей профилей рабочей и хвостовой частей;
- указание контрольных сечений;
- требования к сварочным операциям;
- требования к контролю (сплошности материала неразрушающими методами, измерениям геометрических размеров, вибрационному и др.).
2.2.3 Чертежи профилей рабочей части представляют собой теоретические чертежи, содержащие геометрические размеры профилей в контрольных сечениях с указанием их координат и предельных отклонений.
2.2.4 Чертеж "Профиль хвостовика и гребня" содержит геометрические размеры хвостовика, гребня, схему сопряжения и предельные отклонения.
2.2.5 Чертеж "Лопатка рабочая с защитными пластинами" содержит требования к установке защитных пластин: по подготовке поверхности, условиям прилегания пластин к поверхности и друг к другу, количеству пластин, способу их крепления, по выполнению сварных швов (в случае приварки пластин).
Примечание - Допускается совмещение чертежей по пп.2.2.2 - 2.2.5.
2.2.6 Описание технологического процесса изготовления лопаток включает в себя:
- последовательность исполнения технологических операций;
- перечень используемых станков, инструментов, приспособлений и материалов;
- контрольные операции, проведенные в процессе изготовления, со ссылками на инструкции, контрольные приспособления, измерительные устройства.
2.2.7 Описание технологического процесса термообработки заготовок составляется предприятием, изготавливающим лопатки, в соответствии с требованиями, установленными заводом-изготовителем турбины к качеству рабочих лопаток.
2.2.8 Описание технологического процесса крепления защитных пластин должно содержать:
- требование к режимам пайки или сварки;
- требования к подготовительным операциям;
- порядок выполнения работ;
- перечень используемых оборудования, инструментов и материалов;
- список контрольных операций.
2.2.9 Инструкция на проведение вибрационных испытаний должна содержать методику, перечень используемых приспособлений и приборов, объем контроля (какие формы колебаний контролируются) конкретной ступени, разрешенные частоты и допустимый их разброс в процентах в пределах одного комплекта, указания по допустимому изменению фактической геометрии лопаток в случае отклонения собственных частот за пределы разрешенного интервала.
2.2.10 Описание технологического процесса сварки пакетов с указанием допустимых отклонений и методов их выявлений.
2.2.11 Инструкции по проведению контроля.
2.2.12 Инструкции по консервации, упаковке и хранению.
2.2.13 Инструкция по моментной развеске и расстановке лопаток на колесе.
2.3 Документы, передаваемые электростанции с комплектом лопаток и комплектующими деталями на запчасти
2.3.1 Комплект лопаток и комплектующие детали, поступающие на электростанцию, должны сопровождаться сертификатом (копией), имеющим номер, в котором указываются:
- номенклатура лопаток и комплектующих;
- их количество;
- номера чертежей, по которым изготовлены лопатки и комплектующие (при необходимости соответствующие им номера чертежей завода-изготовителя);
- марка стали и категория прочности материала лопаток и комплектующих;
- заключение ОТК о соответствии комплекта лопаток и комплектующих требованиям чертежа;
- гарантийные обязательства завода-изготовителя лопаток.
2.3.2 Перечень технологических номеров лопаток, вошедших в данный комплект и (при необходимости) порядок расстановки лопаток на колесе по развеске.
2.3.3 Указание (при необходимости) о проведении дополнительного вибрационного контроля.
2.3.4 Сведения об отклонениях, допущенных при изготовлении, и рекомендации по сборке в связи с этими отклонениями (при необходимости).
2.3.5 Если лопатки поставляются из резервного фонда электростанции, энергосистемы или обменного фонда специализированной ремонтной организации и документы завода-изготовителя на них отсутствуют, поставщик устанавливает соответствие лопаток требованию чертежа предприятия-изготовителя лопаток и выдает документацию (по п.2.3.1).
2.4 Требования к входному контролю
2.4.1 На электростанции оценивается качество новых лопаток (входной контроль), поступивших в виде запасных частей для установки на ротор в условиях электростанции. Контроль качества лопаток осуществляет предприятие, производящее облопачивание ротора.
Если ремонт ротора, включающий его облопачивание, осуществляется вне электростанции, контроль качества лопаток выполняет предприятие, проводящее ремонт.
При облопачивании ротора на предприятии-изготовителе турбины контроль качества производится в соответствии с внутренним регламентом предприятия.
2.4.2 Если облопачивание ротора выполняет предприятие, являющееся одновременно изготовителем лопаток, то контроль качества их изготовления проводится в соответствии с внутренним регламентом по НТД, предусмотренным технологическим процессом (см. п.2.2).
Гарантийные обязательства в этом случае распространяются на ремонтируемый ротор в сборе в объеме выполненных работ.
2.4.3 Если облопачивание ротора выполняет предприятие, не являющееся изготовителем лопаток, то при входном контроле:
- проверяются комплектность и правильность оформления переданной документации;
- проверяется наличие клейм на всех лопатках;
- выполняется визуальный осмотр 100% лопаток (выявление наличия механических повреждений и нарушения качества поверхности).
2.4.4 Если лопатки поставляются из резервного фонда электростанции или энергосистемы и документы завода-изготовителя на них отсутствуют, оформляется акт идентификации лопаток с участием завода-изготовителя турбин.
2.5 Нормы оценки качества вновь изготовленных лопаток
2.5.1 Вновь изготовленные лопатки должны соответствовать чертежам предприятия-разработчика лопаток.
2.5.2 На входных и выходных кромках лопаток, на кромках отверстий под скрепляющую проволоку, на поверхности в нижней трети пера должны отсутствовать механические забоины, а также риски, волосовины и другие протяженные дефекты глубиной 0,5 мм и более.
На остальной поверхности пера и хвостовика глубина механических забоин и протяженных дефектов не должна превышать 1 мм.
2.5.3 На поверхности лопаток должны отсутствовать коррозионные повреждения (связанные, например, с нарушениями правил транспортировки и хранения лопаток).
2.5.4 Решение о возможности эксплуатации лопаток с отступлениями от требований пп.2.5.1-2.5.3 принимает предприятие-изготовитель лопаток и при необходимости согласовывает его с заводом-изготовителем турбины и (или) предприятием-разработчиком лопаток.
3 ОБЛОПАЧИВАНИЕ РАБОЧИХ КОЛЕС И КОНТРОЛЬ ЕГО КАЧЕСТВА
3.1 Облопачивание рабочих колес
3.1.1 Облопачивание, а также переоблопачивание (разлопачивание и последующее облопачивание) должны проводиться на заводе-изготовителе турбины или в условиях электростанции или ремонтной базы специализированным ремонтным предприятием, обладающим необходимыми техническими средствами, нормативно-технической документацией на данный вид работ, квалифицированным персоналом и опытом проведения работ по облопачиванию роторов паровых турбин.
3.1.2 При проведении работ по переоблопачиванию ступеней специализированным ремонтным предприятием должны выполняться следующие требования:
- персонал, производящий переоблопачивание ступеней, должен быть обучен и аттестован на проведение этих работ;
- при облопачивании необходимо обеспечить выполнение всех требований сборочного чертежа завода-изготовителя турбины;
- работы должны проводиться по РД 34.30.605 "Технологическая инструкция по замене лопаток паровых турбин" с изменениями, изложенными в приложении Г, и теми корректировками, которых требует имеющаяся оснастка, а также по технологическим процессам ХЦКБ (приложение Л);
- облопачивание рабочих колес специализированными ремонтными предприятиями может проводиться по собственным технологиям, обеспечивающим выполнение требований сборочных чертежей;
- заводу-изготовителю турбины и предприятию, изготовившему лопатки, рекомендуется при проведении работ по облопачиванию ступеней осуществлять шефский надзор.
3.1.3 При облопачивании особое внимание должно быть обращено на:
- проверку радиусов переходных галтелей на лопатках и дисках;
- набор на диск заданного количества лопаток по чертежу;
- надежное закрепление лопаток на дисках ротора при полном взаимном прилегании по сопрягаемым плоскостям хвостов лопаток в соответствии с допусками, установленными заводами-изготовителями;
- заданный по чертежу шаг для получения расчетного проходного сечения парового канала на выходе из лопаток;
- заданные аксиальные и радиальные положения лопаток на диске в соответствии с допусками РД 34.30.605;
- надежную посадку и закрепление замковых лопаток и замков;
- свободное прохождение проволочных и трубчатых бандажей и припайку шайб и вставок к трубчатым бандажам;
- посадку ленточных бандажей на шипы лопаток без больших напряжений и плотность прилегания бандажей к торцам лопаток;
- качественную расклепку или подварку шипов с бандажами;
- плотный контакт наружных опорных поверхностей лопаток с ободом диска после расклепки или закатки по ободу диска грибовидных и Т-образных хвостов (с учетом приложения Г).
3.2 Контроль качества облопачивания
3.2.1 Качество облопачивания большинства ступеней обеспечивается качеством выполнения отдельных операций при монтаже и дополнительно не контролируется. Для отдельных ступеней качество сборки можно оценить по результатам их вибрационных испытаний в соответствии с рекомендациями завода-изготовителя турбины.
3.2.2 При приемке ступени необходимо контролировать:
- у лопаток с Т-образными и вильчатыми хвостами зазоры между лопатками по промтельной части и между лопатками и дисками;
- аксиальные и тангенциальные навалы лопаток;
- посадку бандажей на шипы лопаток и расклепку или подварку шипов. В сварных пакетах до проточки - зазоры между пакетами, после проточки - сварные швы. У лопаток с цельнофрезерованными бандажами - зазоры между бандажами до проточки. В ступенях с ленточными бандажами - тепловые зазоры между пакетами, расклепку шипов, зазоры между торцами лопаток и бандажами;
- пайку проволочных бандажей, шайб и вставок к трубчатым бандажам. У паяных связей после пайки - визуально лопатки и связи в зоне пайки. У связей, изготовленных из стали и стопорящихся путем отгиба концов, - длину отгибаемых концов и угол загиба. У связей из титановых сплавов, стопорение которых производится наваркой бобышек, - длину концов, размер и месторасположение бобышек, качество их приварки, отсутствие сплавления половинок сегментов в местах приварки бобышек и сегментов с лопатками. При установке демпферной проволоки при многоразрезном ее расположении обеспечить правильный (по чертежу) ее разгон, т.е. смещение стыков;
- плотность посадки лопаток после закатки по ободу диска, проточки ротора.
3.2.3 Качество сборки оговоренных заводом-изготовителем ступеней проверяется по результатам вибрационных испытаний.
Качество сборки единичных лопаток ступеней до обандаживания и установки проволоки оценивается по частотам собственных колебаний. Разброс их не должен превышать 8%. Частоты единичных лопаток без бандажей и проволок на колесе должны быть не ниже частот единичных лопаток (за исключением елочных хвостовиков), замеренных в тисах. Допускается снижение частот отдельных лопаток не более чем на 1 Гц.
Для ступеней с пакетным облопачиванием, имеющих частоту собственных колебаний первого тона пакетов менее 350 Гц, проводятся типовые вибрационные испытания. Испытания проводятся в соответствии с требованиями завода-изготовителя и "Временными руководящими указаниями по контролю лопаточного аппарата при ремонте паровых турбин" (М.: СНЦН "Энергонот. ОРГРЭС", 1972), по которым оценивается качество сборки этих ступеней.
3.3 Отчетная техническая документация на облопачивание ступени
На облопаченную ступень заполняется паспорт (см. приложение Г), который включает в себя:
- название организации, выполнившей облопачивание;
- сертификат на лопатки и комплектующие детали с указанием гарантийного срока их работы;
- фактически выполненный натяг на ступени;
- количество, толщину, материал и места установки дополнительных прокладок по хвостам лопаток, если таковые были установлены (толщина прокладок должна быть 0,5-1,0 мм);
- фактические зазоры между бандажами в случае отклонения от требования чертежа (должны быть приведены эскизы обандаживания);
- фактические зазоры между лопатками в случае отклонения от требования чертежа (должны быть приведены эскизы крепления лопаток);
- схему расстановки лопаток на колесе по их номерам или распечатку развески лопаток на компьютере с привязкой к номерам отверстий полумуфты ротора (порядковую нумерацию производить по часовой стрелке, если смотреть от регулятора);
- отклонения от требований технической документации при облопачивании, причины, их обусловившие, и соответствующее согласование этих отклонений с заводом-изготовителем турбины.
К паспорту прилагаются результаты проверки на разброс частот колебаний лопаток, виброиспытаний пакетов ступени (см. п.3.2.3) и входного контроля (см. п.2.4).
4 КОНТРОЛЬ И ДИАГНОСТИКА СОСТОЯНИЯ РАБОЧИХ ЛОПАТОК В ПЕРИОД ЭКСПЛУАТАЦИИ
4.1 Методы и сроки проведения контроля
4.1.1 Контроль и испытания лопаточного аппарата в процессе эксплуатации осуществляются следующими основными методами:
- визуальным контролем (ВК);
- вихретоковым контролем (ВТК);
- цветной дефектоскопией (ЦД);
- магнитопорошковой дефектоскопией (МПД);
- травлением (ТР) (см. приложение Е);
- ультразвуковым контролем (УЗК);
Могут быть также использованы дополнительные методы контроля:
- эндоскопирование без вскрытия и с вскрытием цилиндра;
- вибрационный контроль на работающей турбине с применением дискретно-фазового метода (см. приложение Ж);
- вибрационные испытания на извлеченном из турбины роторе;
- акустико-эмиссионный контроль;
- диагностирование с помощью образцов-свидетелей усталостного разрушения.
4.1.2 Решение о возможности дальнейшей эксплуатации лопаток принимается по результатам контроля основными методами. Отрицательные результаты диагностики состояния лопаток дополнительными методами являются основанием для внеочередного и (или) более углубленного их контроля основными методами.
4.1.3 Дефектоскопический контроль лопаток основными методами (ВТК, ЦД, МПД, ТР, УЗК) осуществляется только в соответствии с утвержденными методиками.
4.1.4 Контроль основными методами проводится при каждом капитальном ремонте турбины. Для ступеней, на которых повреждения фиксировались и ранее на данной турбине или других турбинах такого же типа или при эксплуатации лопаток с дефектами, превышающими нормы, установленные в п.4.3.1, рабочие лопатки могут контролироваться с меньшей периодичностью. В этом случае объем, методы и периодичность контроля устанавливаются индивидуально специализированной организацией и (или) заводом-изготовителем турбины.
4.2 Требования к проведению контроля
4.2.1 Перед проведением контроля рабочие лопатки очищаются от солевых отложений. Дополнительная подготовка поверхности для дефектоскопического контроля проводится в соответствии с конкретной методикой.
Примечание - При ВТК лопаток дефектоскопом "Зонд ВД-96" дополнительной подготовки поверхности не требуется.
4.2.2 Визуальному контролю подвергается 100% лопаток в доступных местах. При ВК фиксируются:
- обрывы лопаток, ленточных бандажей, проволочных связей;
- механические повреждения лопаточного аппарата в виде забоин, деформации кромок и следов задеваний;
- нарушения плотности сборки ступеней, выходы лопаток из ряда, их разворот, вылезание из посадочного места;
- отсутствие противоэрозионных пластин на входных кромках лопаток, работающих во влажном паре;
- нарушение сплошности сварных соединений в сварных пакетах;
- наличие на рабочих лопатках и бандажах промывов и износа от каплеударной и абразивной эрозии;
- коррозионные повреждения;
- отклонение положения демпферных связей от заданного;
- видимые трещины на лопатках, в сварных швах, бандажах, проволочных связях.
4.2.3 Дефектоскопическому контролю подвергаются:
- 100% рабочих лопаток, работающих в зоне фазового перехода;
- 100% рабочих лопаток последних ступеней;
- лопатки часто повреждаемых ступеней по специальному указанию завода-изготовителя турбины или специализированной организации.
4.2.4 При дефектоскопическом контроле рабочих лопаток поверхностными методами (ВТК, ЦД, МПД, ТР) фиксируется наличие трещин:
- на входных и выходных кромках по всей высоте рабочей части;
- на кромках отверстий под проволочную связь*;
- на галтельных переходах в корневом сечении*;
- в зоне шипов под ленточными бандажами*;
- на выпуклой поверхности за противоэрозионными пластинами;
- в районе коррозионных язв (при наличии язвенной коррозии, превышающей нормы, приведенные в п.4.3.1);
- на хвостовиках *.
______________
* При конструктивной возможности в доступных местах или на демонтированных лопатках.
4.2.5 УЗК проводится для выявления в лопатках эксплуатационных дефектов, не выходящих на поверхность, в следующих зонах:
- входных и выходных кромок лопаток части низкого давления с вогнутой стороны при наличии эрозионного износа на выпуклой стороне;
- внутренних концентратов хвостовиков с грибовидным креплением на ободе (для лопаток, работающих в зоне фазового перехода);
- Т-образных и вильчатых хвостовиков (при конструктивной возможности для лопаток, работающих в зоне фазового перехода).
4.3 Нормы контроля
4.3.1 Рабочие лопатки должны быть заменены или подвергнуты восстановительному ремонту при выявлении:
- механических забоин:
- на входных и выходных кромках лопаток, на кромках отверстий под проволочную связь (под кромками понимается непосредственно радиус скругления и примыкающая к нему зона шириной 5 мм), на поверхности в нижней трети пера глубиной 1 мм и более, а также рисок, глубиной 0,5 мм и более;
- на остальной поверхности пера и хвостовика равноосных механических забоин глубиной 2 мм и более, а протяженных дефектов - 1 мм и более;
- общее количество забоин диаметром на поверхности 1 мм и более превышает 1 шт. на площади 10 см![]() с расстоянием между забоинами 5 и менее диаметров наибольших забоин.
с расстоянием между забоинами 5 и менее диаметров наибольших забоин.
Равноосные механические повреждения диаметром на поверхности менее 1 мм не учитываются;
- следов задеваний;
- деформации входных и выходных кромок и периферии рабочей части;
- отсутствия хотя бы одной противоэрозионной пластины;
- трещин;
- выхода лопаток из ряда и (или) их разворота на величину, превышающую требования завода-изготовителя турбины, вытягивания пера с уменьшением радиального зазора до недопустимого значения, вылезания лопаток из посадочного места на ободе;
- нарушения сплошности сварного соединения в сварных пакетах;
- нарушения плотности сборки ступени, проявляющегося в увеличении зазоров, регламентированных заводом-изготовителем турбины;
- повышенного эрозионного износа на лопатках, работающих во влажном паре (см. приложение 3):
- на входной кромке в зоне противоэрозионной защиты (стеллитовых пластин, электроискрового упрочнения и др.) и ниже ее - на глубину, превышающую нормы, установленные заводом-изготовителем турбины;
- на входной кромке в районе проволочных связей - расстояние от эродированной входной кромки до кромки отверстия меньше допустимого значения, установленного заводом-изготовителем турбины;
- на выпуклой поверхности периферии лопатки за стеллитовыми пластинами - промывы глубиной 2 мм и более;
- размер хорды в контрольном сечении меньше допустимой величины. Положение контрольного сечения и допустимый размер хорды для каждого типа лопаток устанавливает завод-изготовитель турбины (см. приложение З);
- на выходной кромке - сквозные промывы или утонение кромки до толщины менее допустимой заводом-изготовителем турбины;
- эрозионного износа рабочей части, бандажей и шипов лопаток, работающих на первых высокотемпературных ступенях, превышающего нормы, установленные заводом-изготовителем турбины;
- коррозионных повреждений на лопатках, работающих в зоне фазового перехода и во влажном паре (см. приложение Д):
- на расстоянии в пределах 3 мм от выходной кромки в нижней трети пера - коррозионных язв или питтингов диаметром более 0,5 мм (3 балл и выше);
- на остальной поверхности - диаметром более 1,0 мм (4 балл и выше);
- коррозионных повреждений на лопатках, работающих в сухом паре (стояночная коррозия), с язвами диаметром более 2 мм (5 балл и выше);
- отклонений результатов вибрационных испытаний от норм, установленных заводом-изготовителем турбины.
4.3.2 Временная эксплуатация лопаток, не удовлетворяющих нормам контроля, приведенным в п.4.3.1, допускается по согласованию с заводом-изготовителем турбины или специализированной организацией.
4.4 Оформление результатов контроля
Результаты контроля оформляются актом дефектации и заключениями о результатах дефектоскопии и вибрационных испытаний с заполнением соответствующих формуляров (см. приложение И).
5 ТРЕБОВАНИЯ К РЕМОНТУ РАБОЧИХ ЛОПАТОК
5.1 Ремонтные технологии и условия их применения
5.1.1 При результатах контроля лопаток, не удовлетворяющих нормам контроля и вибрационных испытаний по п.4.3.1, дефектные лопатки должны быть заменены или подвергнуты восстановительному ремонту. Ремонт дефектных лопаток проводится при удовлетворении норм ремонтопригодности, приведенных в п.5.2.
5.1.2 Под восстановительным ремонтом понимается:
- приведение радиусов скругления кромок лопаток (входных, выходных, отверстий под проволочную связь) в соответствие с размерами на чертеже:
- рихтовка деформированных кромок (по согласованию с заводом-изготовителем турбины);
- локальная выборка дефектов типа механических забоин, эрозионных промывов, трещин, коррозионных язв (см. приложение З);
- опиловка кромок (см. приложение З);
- припайка или приварка стеллитовых пластин*;
- подварка ленточного бандажа*;
- восстановление эрозионно-изношенных входных кромок с применением сварочных технологий**;
- нанесение защитных покрытий**;
- обеспечение вибрационных характеристик лопаток и ступени*.
_______________
* Проводится по технологии, разработанной или согласованной заводом-изготовителем турбины или специализированной организацией.
** Операции, требующие специального разрешения.
5.1.3 Предприятие, осуществляющее ремонт лопаточного аппарата (кроме заводов-изготовителей турбин), должно иметь соответствующую производственную базу, приспособления, материалы и инструменты, предусмотренные технологическим циклом ремонта, нормативную и техническую документацию, квалифицированные кадры, опыт проведения этих работ и службу контроля качества (ОТК).
5.1.4 Ремонт кромок лопаток с применением сварочных технологий и нанесение защитных покрытий (см. п.5.1.2, сноска 2) осуществляются аттестованными организациями по утвержденным технологиям в соответствии с пп.1.2 и 6.
5.1.5 Объем и выбор технологии ремонта лопаток осуществляет ремонтное предприятие на основе данных о дефектации лопаток с учетом анализа условий их эксплуатации (общей наработки, количества пусков, режимов эксплуатации турбины, ранее выявленных повреждений на данной ступени конкретного ротора и подобных ступеней роторов других турбин, объемов предыдущих ремонтов и т.п.).
5.2 Нормы ремонтопригодности
5.2.1 Рабочие лопатки не ремонтируются и подлежат замене, если выявлены:
- трещины на кромках, коррозионные повреждения, механические забоины, следы задеваний, локальная выборка которых приведет к недопустимому изменению геометрических размеров лопаток;
- трещины глубиной 1 мм и более, не выходящие на кромки лопаток;
- эрозионный износ лопаток, работающих во влажном паре, превышающий нормы, установленные заводом-изготовителем турбины*;
- что размер хорды в контрольном сечении после восстановительного ремонта будет меньше величины, допускаемой заводом-изготовителем турбины*;
- выход лопаток из ряда и (или) их разворот на величину, превышающую требования завода-изготовителя турбины;
- коррозионные повреждения лопаток, не выходящие на кромки и превышающие нормы п.4.3.1;
- абразивный эрозионный износ рабочей части, шипов и бандажей лопаток, работающих на первых высокотемпературных ступенях, превышающий нормы п.4.3.1.
Примечание - Нормы ремонтопригодности по пунктам, отмеченным звездочкой (*), при ремонте лопаток с применением сварочных технологий корректируются индивидуально.
5.2.2 При обнаружении трещин, размеры которых превышают нормы по п.5.2.1, на двух и более лопатках одной ступени рекомендуется заменять всю ступень.
5.3 Порядок проведения ремонта
Технологический цикл ремонта лопаток состоит из следующих основных этапов:
- дефектации лопаток, включающей визуальный осмотр, дефектоскопический контроль, измерение геометрических размеров;
- анализа условий работы лопаток и их ремонта за весь срок службы, а также информационной документации, представляемой заводом-изготовителем;
- разработки на основании полученной информации программы ремонта ступени, включающей выбор технологии ремонта, оборудования, инструментов, комплектующих материалов и устанавливающей объем ремонта;
- анализа документации на запланированные к использованию детали (новые или ранее отремонтированные лопатки, скрепляющие проволоки, ленточные бандажи, заклепки и др.). При отсутствии необходимых сертификатов на комплектующие проводятся дополнительные исследования этих деталей, включающие измерение геометрических размеров, дефектоскопический контроль, исследование химического состава и механических свойств металла;
- проведения восстановительного ремонта;
- выходного контроля отремонтированной ступени;
- оформления документации.
5.4 Контроль качества ремонта
5.4.1 Контроль качества ремонта осуществляет руководитель ремонта на всех этапах его проведения и служба ОТК ремонтного предприятия.
5.4.2 Критерии оценки качества ремонта должны быть оговорены в ремонтных чертежах и технологических инструкциях.
5.4.3 В объем контроля качества входят:
- контроль геометрических размеров;
- дефектоскопия (определение наличия трещин);
- выявление зон подкалки металла методом травления (см. приложение Е) или иным утвержденным методом в местах сварки (в случаях восстановления сварного соединения в сварных пакетах и др.), пайки стеллитовых пластин и механической обработки поверхности (при вероятном образовании прижогов);
- вибрационные испытания.
5.5 Оформление документации
По завершении ремонта лопаточного аппарата оформляются следующие документы:
- акт дефектации лопаток перед ремонтом;
- программа ремонта с указанием объема выполненных работ, используемой нормативной и технической документации;
- сертификаты использованных деталей и материалов;
- заключение о дефектоскопическом контроле отремонтированного лопаточного аппарата;
- заключение по результатам вибрационных испытаний;
- развеска (при необходимости);
- акт приемки ОТК;
- гарантийный сертификат.
6 АТТЕСТАЦИЯ НОВЫХ КОНСТРУКЦИЙ, МАТЕРИАЛОВ,
ТЕХНОЛОГИЙ ИЗГОТОВЛЕНИЯ И РЕМОНТА ЛОПАТОК, МЕТОДОВ ИХ
ДИАГНОСТИРОВАНИЯ И ПРЕДПРИЯТИЙ НА ПРАВО ПРОВЕДЕНИЯ РАБОТ
ПО ИЗГОТОВЛЕНИЮ, РЕМОНТУ И ДИАГНОСТИКЕ СОСТОЯНИЯ ЛОПАТОК
6.1 Порядок получения разрешения РАО "ЕЭС России" на внедрение на электростанциях новых конструкций, материалов, технологий изготовления и ремонта лопаток, методов их диагностирования и на право проведения работ по изготовлению, ремонту и диагностике состояния лопаток.
6.1.1 Не требуется специального разрешения РАО "ЕЭС России" на право проведения работ по ремонту (без применения сварочных технологий для восстановления входных кромок) и дефектоскопическому контролю металла лопаток на основе действующей нормативно-технической документации.
6.1.2 Для получения разрешения на внедрение на электростанциях новых конструкций, новых материалов, технологий изготовления и ремонта (с применением сварочных технологий) лопаток, методов их диагностирования, а также на право проведения работ по изготовлению и ремонту лопаток предприятие, предлагающее новую разработку и (или) заявляющее о готовности проведения перечисленных работ, обращается с письмом-заявкой в Департамент научно-технической политики и развития РАО "ЕЭС России".
6.1.3 К письму-заявке прикладываются:
- экспертное заключение специализированной организации о правомочности выдачи запрашиваемого разрешения;
- пояснительная записка предприятия с обоснованием запрашиваемого разрешения;
- согласующий документ завода-изготовителя турбины (рекомендуется);
- необходимая для получения разрешения техническая документация (определяется специализированной организацией).
6.1.4 Специализированными организациями по вопросам, связанным с аттестацией новых конструкций, материалов, защитных покрытий, технологий изготовления и ремонта лопаток, а также методов их диагностирования являются АООТ "ВТИ" и другие организации, аккредитованные РАО "ЕЭС России" на данный вид деятельности.
6.1.5 Для получения экспертного заключения в специализированную организацию направляется письмо-заявка на проведение экспертизы, к которой прикладываются:
- пояснительная записка предприятия с обоснованием запрашиваемого разрешения;
- согласующий документ завода-изготовителя турбины (рекомендуется).
6.1.6 В двухнедельный срок после получения заявки специализированная организация определяет обоснованность претензии заявителя, запрашивает необходимые протоколы аттестационных испытаний, техническую документацию, определяет необходимый дополнительный объем работ.
После получения недостающих материалов и проведения необходимых работ, специализированная организация в сроки, определенные договорным соглашением, оформляет экспертное заключение о возможности внедрения на электростанциях предлагаемой разработки.
6.1.7 В месячный срок после получения полного комплекта документов Департамент научно-технической политики и развития РАО "ЕЭС России" утверждает представленные технические условия (при аттестации новой конструкции, новых материалов, технологий изготовления и ремонта, защитных покрытий) или методику диагностирования лопаток и выдает письменное разрешение или обоснованный отказ в выдаче запрашиваемого разрешения.
6.1.8 При положительных результатах лабораторных исследований новых материалов, защитных покрытий, технологий изготовления и ремонта лопаток предлагаемые разработки допускаются к эксплуатационному опробованию в турбине. При положительных результатах эксплуатационного опробования в течение не менее 1 года данная разработка рекомендуется для широкого внедрения.
6.1.9 Осмотр лопаток, установленных на эксплуатационное опробование, по истечении назначенного срока осуществляет комиссия в составе представителя электростанции, специализированной организации, проводившей экспертизу разработки, и предприятия, выполнившего разработку. Результаты осмотра оформляются актом.
6.1.10 Разрешение на широкое внедрение разработки выдается Департаментом научно-технической политики и развития РАО "ЕЭС России" на основании опыта ее эксплуатационного опробования.
6.1.11 Предприятие, получившее разрешение на изготовление и (или) ремонт лопаток, должно выдать сертификат качества на свою продукцию, в котором, кроме прочего, должен быть оговорен гарантийный срок (не менее 5 лет). Рекомендуется предприятию, осуществлявшему изготовление или ремонт лопаток, обеспечить шефский надзор за проведением работ по облопачиванию ступени.
6.1.12 Если в течение гарантийного срока произошло повреждение лопаток, то к разбору причин повреждения должны привлекаться электростанция, специализированная организация, проводившая экспертизу разработки, предприятие-разработчик технологии, предприятие, внедрявшее данную разработку, и предприятие, осуществлявшее облопачивание ступени.
Если при отсутствии нарушений в сборке ступени и эксплуатации турбины окажется, что повреждение лопаток связано со скрытым дефектом аттестованной разработки, не выявленным при аттестационных испытаниях, то выданное ранее разрешение РАО "ЕЭС России" на широкое внедрение может быть отозвано.
Если повреждение лопаток связано с отклонением от утвержденной технологии, то полную материальную и другую ответственность несет предприятие, допустившее брак. В этом случае индивидуально решается вопрос об отзыве разрешения, выданного РАО "ЕЭС России" на право проведения данных работ.
6.2 Необходимые сведения для аттестации новых разработок
6.2.1 Новые материалы и технологии изготовления лопаток:
- химический состав предлагаемого материала с указанием допустимых отклонений в содержании химических элементов;
- описание технологии изготовления (способ выплавки, рафинирования, ковки или штамповки, термообработки);
- рекомендуемая категория прочности;
- механические свойства металла натурных лопаток, изготовленных из перспективного материала по принятой технологии изготовления или по новой технологии;
- значения длительной прочности и пластичности на заданный ресурс работы лопаток с представлением протоколов испытаний (для лопаток, эксплуатирующихся при температуре 450 °С и более);
- результаты испытаний образцов на многоцикловую усталость (см. приложение К);
- результаты испытаний образцов на коррозионную усталость (для лопаток, эксплуатирующихся в зоне фазового перехода и во влажном паре) (см. приложение К);
- результаты коррозионных испытаний (для лопаток, эксплуатирующихся в зоне фазового перехода и во влажном паре) (см. приложение К);
- результаты эрозионных испытаний на каплеударную эрозию для лопаток, эксплуатирующихся во влажном паре (см. приложение К), на абразивную эрозию - для лопаток первых ступеней;
- результаты испытаний на усталость натурных лопаток или модельных образцов (см. приложение К);
- вибрационные характеристики натурных лопаток, изготовленных из нового материала или по новой технологии.
6.2.2 Защитные покрытия:
- тип покрытия и условия его нанесения (температура, продолжительность);
- толщина покрытия (для многослойных покрытий - толщина и последовательность нанесения отдельных слоев и общая толщина покрытия);
- требования к подготовке поверхности лопатки перед нанесением покрытия;
- требования к качеству поверхности покрытия после его нанесения;
- значения длительной прочности и пластичности образцов с покрытием на заданный ресурс работы лопаток с представлением протоколов испытаний (для лопаток, эксплуатирующихся при температуре 450 °С и более);
- результаты сравнительных испытаний на многоцикловую усталость образцов с покрытием и без него (см. приложение К);
- результаты сравнительных испытаний на коррозионную усталость образцов с покрытием и без него (для лопаток, эксплуатирующихся в зоне фазового перехода и во влажном паре) (см. приложение К);
- результаты коррозионных испытаний образцов с покрытием (для лопаток, эксплуатирующихся в зоне фазового перехода и во влажном паре) (см. приложение К);
- результаты сравнительных эрозионных испытаний образцов с покрытием и без него на каплеударную эрозию для лопаток, эксплуатирующихся во влажном паре (см. приложение К), на абразивную эрозию - для лопаток первых ступеней;
- вибрационные характеристики натурных лопаток с защитным покрытием.
6.2.3 Новые технологии ремонта лопаток с применением сварки:
- описание технологии ремонта;
- применяемые электроды;
- требования к подготовке лопаток к ремонту;
- результаты исследования структуры и свойств металла натурных лопаток в зоне сварки;
- результаты сравнительных усталостных испытаний натурных лопаток или модельных образцов с ремонтной заваркой и без нее (см. приложение К);
- вибрационные характеристики натурных лопаток, отремонтированных по аттестуемой технологии.
6.2.4 Новые методы диагностики лопаток:
- методика с описанием порядка проведения диагностирования лопаток, применяемой аппаратуры, критериев и норм контроля, техники безопасности;
- пояснительная записка с обоснованием методики.
6.2.5 Новые конструкции лопаток:
- описание новой конструкции и ее сопоставление с ранее принятой;
- НТД на изготовление и контроль лопаток новой конструкции;
- пояснительная записка с обоснованием выбора новой конструкции.
6.2.6 В зависимости от поставленной задачи по усмотрению специализированной организации список запрашиваемых сведений может корректироваться.
6.3 Необходимые сведения для аттестации предприятия на право проведения работ по изготовлению и специальному ремонту лопаток
- Устав предприятия, содержащий данный вид деятельности;
- наличие нормативной технической документации, относящейся к производству и (или) ремонту лопаток;
- технические условия на изготовление и (или) специальный ремонт лопаток;
- комплект технической документации в соответствии с п.2.2 (на изготовление лопаток) и (или) пп.5.1.3 и 5.1.5 (на ремонт лопаток);
- сведения о производственной базе предприятия;
- сведения о кадровом составе предприятия;
- описание действующей на предприятии системы контроля качества продукции;
- результаты исследования металла не менее трех штатных лопаток разных партий, изготовленных на аттестуемом предприятии*;
- результаты исследования собственных частот не менее трех штатных лопаток разных партий, изготовленных на аттестуемом предприятии*;
- результаты измерений геометрических размеров не менее трех штатных лопаток разных партий, изготовленных на аттестуемом предприятии*.
_______________
* Выполняет специализированная организация.
ПРИЛОЖЕНИЕ А
(справочное)
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термины |
Определения |
|
1 |
2 |
|
Долговечность |
Свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленных условиях эксплуатации и системе технического обслуживания и ремонта. |
|
|
Примечания |
|
|
1 В некоторых случаях установленные условия эксплуатации могут включать установленные последовательность или сочетание нагрузок. |
|
|
2 Переход в предельное состояние, когда дальнейшее применение объекта по назначению недопустимо по экономическим или техническим причинам, является примером исчерпания его срока службы |
|
|
СТ МЭК 271В-85 |
|
Надежность |
Свойство объекта сохранять во времени и установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, хранения и транспортирования. |
|
|
Примечание - Надежность является комплексным свойством, которое в зависимости от назначения объекта и условий его применения может включать безотказность, долговечность, ремонтопригодность и сохраняемость или определенное сочетание этих свойств |
|
|
|
|
Безотказность |
Свойство объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки |
|
|
|
|
Ремонтопригодность |
Свойство объекта, заключающееся в приспособленности к поддержанию и восстановлению работоспособного состояния путем технического обслуживания и ремонта |
|
|
|
|
Работоспособное состояние (работоспособность) |
Состояние объекта, при котором значения всех параметров, характеризующих способность выполнять заданные функции, соответствуют требованиям нормативно-технической и (или) конструкторской (проектной) документации. |
|
|
|
|
Предельное состояние |
Состояние объекта, при котором его дальнейшая эксплуатация недопустима или нецелесообразна, либо восстановление его работоспособного состояния невозможно или нецелесообразно |
|
|
|
|
|
"...Для ремонтируемых объектов выделяют два или более видов предельных состояний. Например, для двух видов предельных состояний требуется отправка объекта в средний или капитальный ремонт, т.е. временное прекращение применения объекта по назначению. Третий вид предельного состояния предполагает окончательное прекращение применения объекта по назначению. Критерии предельного состояния каждого вида устанавливаются нормативно-технической, и(или) конструкторской (проектной), и (или) эксплуатационной документацией" |
|
|
Приложение (справочное) к ГОСТ 27.002-89 |
|
Ресурс |
Суммарная наработка объекта от начала его эксплуатации или ее возобновления после ремонта до перехода в предельное состояние |
|
|
|
|
Срок службы |
Календарная продолжительность эксплуатации от начала эксплуатации объекта или ее возобновления после ремонта до перехода в предельное состояние |
|
|
|
|
Остаточный ресурс |
Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние. |
|
|
Примечание - Аналогично вводятся понятия остаточной наработки до отказа, остаточного срока службы и остаточного срока хранения |
|
|
|
|
Назначенный ресурс |
Суммарная наработка, при достижении которой эксплуатация объекта должна быть прекращена независимо от его технического состояния |
|
|
|
|
|
"...При достижении объектом назначенного ресурса, в зависимости от назначения объекта, особенности эксплуатации, технического состояния и других факторов объект может быть списан, направлен в средний или капитальный ремонт ... или может быть принято решение о продолжении эксплуатации..." |
|
|
Приложение (справочное) к ГОСТ 27.002-89 |
|
Отказ |
Событие, заключающееся в нарушении работоспособности состояния объекта |
|
|
|
|
Живучесть |
"...Под "живучестью" понимают свойство объекта, состоящее в его способности противостоять развитию критических отказов из-за дефектов и повреждений при установленной системе технического обслуживания и ремонта, или свойство объекта сохранять ограниченную работоспособность при воздействиях, не предусмотренных условиями эксплуатации, или свойство объекта сохранять ограниченную работоспособность при наличии дефектов или повреждений определенного вида, а также при отказе некоторых компонентов. Примером служит сохранение несущей способности элементами конструкции при возникновении в них усталостных трещин, размеры которых не превышают заданных значений..." |
|
|
Приложение (справочное) к ГОСТ 27.002-89 |
ПРИЛОЖЕНИЕ Б
(справочное)
ТРЕБОВАНИЯ К ХИМИЧЕСКОМУ СОСТАВУ ЛОПАТОЧНЫХ СТАЛЕЙ
|
Марка стали |
Содержание химических элементов, % | ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12х13-Ш |
0,09-0,15 |
|
|
12,0-14,0 |
- |
- |
- |
|
- |
|
|
|
20х13-Ш |
0,16-0,24 |
|
|
12,0-14,0 |
- |
- |
- |
|
- |
|
|
|
15х11МФ-Ш |
0,12-0,19 |
|
|
10,0-11,5 |
0,60-0,80 |
0,25-0,40 |
- |
|
- |
|
|
|
18х11МНФБ-Ш (ЭП291) |
0,15-0,21 |
|
0,60-1,00 |
10,0-11,5 |
0,80-1,10 |
0,20-0,40 |
- |
0,50-1,00 |
0,20-0,45 |
|
|
|
13х11Н2В2МФ-Ш (ЭИ961) |
0,10-0,16 |
|
|
10,5-12,0 |
0,35-0,50 |
0,18-0,30 |
1,60-2,00 |
1,50-1,80 |
- |
|
|
|
15х12ВНМФ-Ш (ЭИ802) |
0,12-0,18 |
|
0,50-0,90 |
11,0-13,0 |
0,50-0,70 |
0,15-0,30 |
0,70-1,10 |
0,40-0,80 |
- |
|
|
|
20х12ВНМФ-Ш (ЭП428) |
0,17-0,23 |
|
0,50-0,90 |
10,5-12,5 |
0,50-0,70 |
0,15-0,30 |
0,70-1,10 |
0,50-0,90 |
- |
|
|
Приложение В
(справочное)
ТРЕБОВАНИЯ К МЕХАНИЧЕСКИМ СВОЙСТВАМ МЕТАЛЛА ЗАГОТОВОК ЛОПАТОК
|
|
|
Механические свойства продольных образцов | ||||||||
|
Катего- |
Марка стали |
Предел текучести |
Предел прочности |
Относи- тельное удлине- ние |
Относи- тельное сужение |
Ударная вязкость |
Твердость по | |||
|
|
|
|
не менее |
число твердости, НВ |
диаметр отпечатка, | |||||
|
КП45 |
12х13-Ш |
441-637 (45-65) |
617,4 (63) |
20 |
60 |
784 (8) |
192-229 |
4,35-4,0 | ||
|
КП50 |
20х13-Ш |
490-657 (55-67) |
666,4 (68) |
18 |
50 |
686 (7) |
207-241 |
4,2-3,9 | ||
|
КП55 |
12х13-Ш |
539-686 (55-70) |
686 (70) |
15 |
50 |
588 (6) |
217-255 |
4,1-3,8 | ||
|
|
20х13-Ш, |
|
|
|
|
|
|
| ||
|
|
15х11МФ-Ш, |
|
755 (77) |
14 |
50 |
|
|
| ||
|
КП60 |
18х11МНФБ-Ш |
568,4-755 (60-77) |
|
|
|
588 (6) |
229-269 |
4,0-3,7 | ||
|
|
20х12ВНМФ-Ш |
|
735 (75) |
15 |
40 |
|
|
| ||
|
|
15х12ВНМФ-Ш |
|
|
|
|
|
|
| ||
|
КП65 |
18х11МНФБ-Ш |
617,4-764,4 (63-78) |
764,4 (78) |
14 |
45 |
490 (5) |
235-277 |
3,95-3,65 | ||
|
|
15х11МФ-Ш |
|
|
|
|
|
|
| ||
|
|
18х11МНФБ-Ш |
|
|
|
|
|
|
| ||
|
КП70 |
20х12ВНМФ-Ш |
666,4-813,4 |
784 (80) |
13 |
40 |
392 (4) |
241-285 |
3,9-3,6 | ||
|
|
15х12ВНМФ-Ш |
|
|
|
|
|
|
| ||
|
|
13х11Н2В2МФ-Ш |
|
833,4 (85) |
15 |
50 |
588 (6) |
248-302 |
3,85-3,5 | ||
|
КП75 |
13х11Н2В2МФ-Ш |
705,6-852,6 (72-87) |
862,4 (88) |
15 |
50 |
588 (6) |
248-302 |
3,85-3,5 | ||
Примечания
1 Для заготовок лопаток с замковой частью толщиной более 60 мм допускается снижение механических свойств на замковой части: удлинения на 1% абсолютных; сужение на 5% абсолютных от табличного значения и ударной вязкости на 98 кДж/м![]() (1 кгс·м/см
(1 кгс·м/см![]() ) при норме 686 кДж/м
) при норме 686 кДж/м![]() (7 кгс·м/см
(7 кгс·м/см![]() ) и более.
) и более.
2 В случае невозможности изготовления продольных образцов определение механических свойств проводится на поперечных образцах. Допускается при этом понижение значения удлинения на 3% абсолютных, сужения на 20% абсолютных и ударной вязкости на 196 кДж/м![]() (2 кгс·м/см
(2 кгс·м/см![]() ).
).
3 Для заготовок рабочих лопаток с рабочей частью длиной более 1400 мм и КП70 устанавливается предел текучести ![]() от 637 до 813,4 МПа (от 65 до 83 кгс/мм
от 637 до 813,4 МПа (от 65 до 83 кгс/мм![]() ), твердость от 235 до 285 НВ, диаметр отпечатка от 3,6 до 3,95 мм. При значении предела текучести выше 784 МПа (80 кгс/мм
), твердость от 235 до 285 НВ, диаметр отпечатка от 3,6 до 3,95 мм. При значении предела текучести выше 784 МПа (80 кгс/мм![]() ) обязательным является контроль вязкой составляющей в изломе ударных образцов, количество ее должно быть не менее 20%.
) обязательным является контроль вязкой составляющей в изломе ударных образцов, количество ее должно быть не менее 20%.
4 Испытание на ударную вязкость заготовок лопаток сечением менее 13 мм не проводится, при этом дополнительной сдаточной характеристикой является твердость.
5 Для заготовок лопаток длиной более 600 мм из стали 13х11Н2В2МФ-Ш (ЭИ961-Ш) и КП75 норма ударной вязкости не менее 490 кДж/м![]() (5 кгс·м/см
(5 кгс·м/см![]() ).
).
6 Разница в значениях твердости для заготовки рабочей лопатки длиной менее 1200 мм и хордой не более 280 мм не должна превышать 20 НВ, а для заготовки рабочей лопатки длиной более 1200 мм - 30 НВ.
ПРИЛОЖЕНИЕ Г
(рекомендуемое до утверждения новой редакции Технологической инструкции)
ДОПОЛНЕНИЕ
К "ТЕХНОЛОГИЧЕСКОЙ ИНСТРУКЦИИ ПО ЗАМЕНЕ ЛОПАТОК
ПАРОВЫХ ТУРБИН" (М.: СПО "Союзтехэнерго", 1987)
Со времени выпуска "Технологической инструкции по замене лопаток паровых турбин" прошло более 12 лет.
За это время произошло немало повреждений лопаток и накоплен новый опыт по их ремонту и замене.
С учетом накопленного опыта соответствующие пункты Инструкции предлагается изложить в следующей редакции:
6.4.4 Лопатки с трещинами заменить новыми. Замену лопаток, распределенных на диске по значениям статического момента, желательно производить на равноценные по знаку и значению статического момента. Распределение лопаток на диске по данным моментных весов целесообразно производить на компьютере.
При обнаружении трещин на двух и более лопатках одной ступени рекомендуется заменить всю ступень. При невозможности замены всей ступени или, если наработка ступени невелика и данная ступень не относится к аварийным, решение о ее замене может быть скорректировано после дополнительных консультаций со специализированными организациями или заводом-изготовителем турбины.
6.4.6 Уменьшить размер активной части лопаток на 1,0 или 1,5 мм в зависимости от степени износа верхней части шипов, при этом высоту, форму шипов, радиусные переходы у корня шипов выполнить по чертежу. С освоением технологии ремонта лопаток наплавкой (с помощью сварки) "обнижение" лопаток не требуется. Укороченный шип приваривается к бандажной ленте по периферии шипа по технологии, разработанной или согласованной с заводом-изготовителем турбины.
6.5.2 Тщательно осмотреть пазы и гребни. Опилить и зашлифовать заусенцы, забоины, риски, продуть пазы и гребни сжатым воздухом, применяя, например, инжектор конструкции ПП "Ленэнергоремонт".
Т-образные пазы, особенно на регулирующих ступенях по привалочным поверхностям А-А, Б-Б, В-В (рисунок Г.1), имеют значительный слой трудноудаляемой окалины, а при обрыве лопаток - следы наклепа металла (занижения). В этом случае требуется шлифовка или проточка этих поверхностей "как-чисто" с минимальным съемом металла.
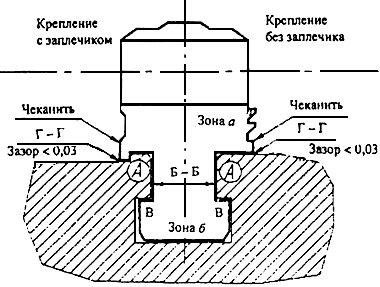
Рисунок Г.1 - Сборка лопаток с Т-образным хвостовым соединением
В связи с тем, что при таком хвостовике требуется очень жестко выдерживать радиальные (0,05-0,11 мм) и осевые зазоры, лопатки со стандартным "чертежным" хвостовиком будут забракованы. Требуется изготавливать запасные лопатки с припуском по припасовочным поверхностям до 0,5-0,7 мм с проточкой хвостовиков в кондукторе по "истинным" размерам паза ротора. При увеличенном радиальном зазоре возможно использование лопаток после наплавки аргонодуговой сваркой валика на припасовочную поверхность А-А по технологии, разработанной или согласованной с заводом-изготовителем турбины, или после индивидуальной обработки каждого хвостовика или после проточки на карусельном станке под необходимый размер.
6.5.5 При обнаружении трещин пригодность диска или ротора к дальнейшей эксплуатации определяют главный инженер электростанции и руководитель ремонтных работ с привлечением при необходимости завода-изготовителя турбины или другой компетентной организации.
При обнаружении сколов и трещин на "защелках" ободов дисков с Т-образным креплением лопаток на ободе диска по согласованию с заводом-изготовителем турбины в этих или иных местах могут делаться новые "колодцы" под установку дополнительных замковых лопаток.
Рекомендуется выполнять чеканку "заплечиков" хвостовой части лопаток для увеличения жесткости крепления лопатки и устранения зазора по поверхности Г-Г. После проточки на токарном станке хвостовиков без заплечиков набранного ряда лопаток рекомендуется чеканка для выборки радиального зазора по поверхности А-А. Ручную чеканку можно заменить обкаткой обжимным роликом на токарном станке.
7.1.4 Положительно зарекомендовал себя опыт АО "ЛМЗ" на турбинах К-200-130, на которых часть лопаток регулирующей ступени изготавливается из аустенитной стали, имеющей больший по сравнению с 12%-ными хромистыми сталями коэффициент линейного расширения. Это мероприятие обеспечивает сохранение требуемого натяга на лопатках при рабочей температуре металла хвостовиков.
Этот же результат достигается применением различного вида уплотняющих пластин и клиньев из аустенитных сталей, реализованных в технологиях АО "КТЗ", АО "ЛМЗ" и ОАО "Теплоэнергосервис".
Заданной плотности сборки высокотемпературных ступеней в рабочем состоянии можно также добиться, подогревая обод в момент его облопачивания. Проводить эту операцию следует при шефском надзоре завода-изготовителя турбины.
7.3.9 В процессе облопачивания контролировать взаимоприлегание плоскостей хвостов по краске. Для Т-образных хвостов целесообразно, чтобы пятна прилегания на примыкающей к перу лопатки зоне хвоста (зона ![]() на рисунке Г.1) занимали не менее 75% поверхности и их количество (3 пятна на 1 см
на рисунке Г.1) занимали не менее 75% поверхности и их количество (3 пятна на 1 см![]() ) вдвое превышало количество пятен на дальней от пера зоне хвоста (зона
) вдвое превышало количество пятен на дальней от пера зоне хвоста (зона ![]() на рисунке Г.1). Такое прилегание хвостов лопаток друг к другу создает большую жесткость заделки. Опорные поверхности необходимо проверять по краске и щупом 0,03 мм. Плотное взаимоприлегание хвостов лопаток и прилегание их к поверхностям паза диска обеспечивают расчетную частоту собственных колебаний лопаток и пакетов.
на рисунке Г.1). Такое прилегание хвостов лопаток друг к другу создает большую жесткость заделки. Опорные поверхности необходимо проверять по краске и щупом 0,03 мм. Плотное взаимоприлегание хвостов лопаток и прилегание их к поверхностям паза диска обеспечивают расчетную частоту собственных колебаний лопаток и пакетов.
7.4.13 Расклепать торец заклепок или начеканить материал диска на торец штифтов с помощью гидродомкрата. На лопатках с Т-образным хвостом прочеканить или прокатать торцы лопаток с обеих сторон лопатки (рисунок Г.1) так, чтобы щуп 0,03 мм не проходил между лопатками и диском. Особенно тщательно должна быть проверена сторона выхода пара, препятствующая осевым колебаниям лопаток.
7.8.11 Перенести упоры на новое место, закрепить их и облопатить весь диск, выполняя указания пп.7.8.4, 7.8.5, 7.8.8, 7.8.9. При несовпадении отверстий отдельных лопаток с отверстиями диска допускается регулировка пакета утолщенными ![]() или утоненными
или утоненными ![]() лопатками (рис.66 - номер рисунка по технологической инструкции). Утолщенные
лопатками (рис.66 - номер рисунка по технологической инструкции). Утолщенные ![]() хвосты обрабатываются до совпадения отверстий в теле диска и лопатки; между лопатками
хвосты обрабатываются до совпадения отверстий в теле диска и лопатки; между лопатками ![]() ставятся прокладки из нержавеющего листа толщиной 0,5 мм. Прокладка должна быть утоплена ниже хвостов двух соседних лопаток для возможности последующей зачеканки и предотвращения выхода ее из-за центробежных сил.
ставятся прокладки из нержавеющего листа толщиной 0,5 мм. Прокладка должна быть утоплена ниже хвостов двух соседних лопаток для возможности последующей зачеканки и предотвращения выхода ее из-за центробежных сил.
Допускается нанесение хромированного покрытия (толщиной до 0,2 мм) на торцы хвостовиков лопаток для устранения минусового зазора относительно отверстий.
9.3.10 Гребни на бандажной ленте интенсивно изнашиваются окалиной, деформируются от задеваний. При ремонте роторов требуется правка гребней и их восстановление, которое может быть выполнено по технологии, разработанной или согласованной с заводом-изготовителем турбины, с помощью приварки на место изношенных гребней нержавеющей ленты ![]() =3 мм, свальцованной на ребро.
=3 мм, свальцованной на ребро.
На плоской бандажной ленте часты следы от задеваний усов надбандажных уплотнений. В этом случае могут быть модернизированы радиальные надбандажные уплотнения приваркой той же ленты ![]() =3 мм с переходом на использование осерадиальных уплотнителей с увеличенными до 3-4 мм радиальными зазорами.
=3 мм с переходом на использование осерадиальных уплотнителей с увеличенными до 3-4 мм радиальными зазорами.
14.5 Вместо пайки стеллитовых пластин возможна приварка их к лопаткам по технологии завода-изготовителя турбины.
|
УТВЕРЖДАЮ: | |
|
_____________________________ ГРЭС | |
|
Главный инженер_____________ _______________ | |
|
"______" _________________________20_________г. |
Акт-формуляр на переоблопачивание ротора (статора)
|
|
Наименование |
Фамилия И.О. |
Подпись |
Договор N ____________ | |||||||||||||||
|
Заказчик |
|
|
|
| |||||||||||||||
|
Исполнитель |
|
|
|
от "_____" __________20____г. | |||||||||||||||
|
Турбина | |||||||||||||||||||
|
Ст.N |
Тип |
Мощность |
Завод-изготовитель |
Примечание | |||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
Количество ступеней _______________ | |||||||||||||||||||
|
Номер или |
Ци- линдр |
Количество лопаток |
Количество пакетов |
Количество лопаток в пакете |
Диаметр поставленных заклепок, мм |
Натяг на |
Примечание | ||||||||||||
|
|
|
новые |
старые |
новые |
старые |
новые |
старые |
от __ |
от __ |
от __ |
|
| |||||||
|
|
|
|
|
|
|
|
|
до __ |
до __ |
до__ |
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
Сроки ремонта | |||||||||||||||||||
|
Плановый |
Фактический |
Причина несоответствия сроков | |||||||||||||||||
|
с______ |
с_______ |
| |||||||||||||||||
|
до_____ |
до______ |
| |||||||||||||||||
|
Оценка работ по переоблопачиванию: ________________ |
Приложение: _________листов | ||||||||||||||||||
|
Номер ступени |
Тип крепления лопатки |
Количество поврежденных лопаток |
Наличие бандажа |
Количество рядов проволоки |
Примечание | ||||||
|
|
|
шт. |
% |
|
|
| |||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
|
Старые лопатки | |||||||||||
|
Номер лопаток |
Завод-изготовитель |
Причина замены |
Документ-основание |
Наработка, ч |
Конструкция замковой лопатки | ||||||
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
| ||||||
|
Новые лопатки | |||||||||||
|
Номер лопаток |
Завод-изготовитель |
Материал |
Обнаруженные дефекты |
Время устранения дефектов, чел.ч | |||||||
|
|
|
|
|
| |||||||
|
|
|
|
|
| |||||||
|
|
|
|
|
| |||||||
|
Старый бандаж | |||||||||||
|
Состояние |
Способ восстановления |
Примечание | |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
Новый бандаж | |||||||||||
|
Материал |
Примечание | ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
Старая проволока | |||||||||||
|
Состояние |
Способ восстановления |
Примечание | |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
Новая проволока | |||||||||||
|
Материал |
Примечание | ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
|
| ||||||||||
|
Стеллитовые накладки | |||||||||||
|
Состояние |
Способ восстановления |
Примечание | |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
|
|
| |||||||||
|
|
Фамилия И.О. |
Подпись |
Дата |
| |||||||
|
Заказчик |
|
|
|
| |||||||
|
Исполнитель |
|
|
|
| |||||||
Приложение Д
(справочное)
ШКАЛЫ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ
|
По максимальным размерам |
По плотности распределения язв | ||
|
Классификационная группа |
Максимальный диаметр язв, мм |
Классификационная группа |
Плотность язв, шт/см |
|
1 балл |
0,1 |
А |
До 2 |
|
2 балл |
0,1-0,5 |
Б |
2-10 |
|
3 балл |
0,5-1,0 |
В |
10-100 |
|
4 балл |
1,0-2,0 |
Г |
Более 100 |
|
5 балл |
2,0-4,0 |
|
|
|
6 балл |
Общая коррозия с потерей профиля |
|
|
Приложение Е
(обязательное)
КОНТРОЛЬ ТРАВЛЕНИЕМ МЕТАЛЛА ЛОПАТОК ИЗ ХРОМИСТЫХ СТАЛЕЙ ПАРОВЫХ ТУРБИН
(разработано на основе информационного письма АО "ЛМЗ" N 510-753-190
и инструкции АО "ТМЗ" N 25203.00/59)
Настоящая инструкция устанавливает порядок и правила проведения травления металла лопаток паровых турбин в сборе на роторе с целью выявления трещин, зон подкалки и других дефектов.
1 Материалы
Необходимые для обезжиривания и травления материалы приведены в таблице E.1.
Таблица E.1
|
Наименование |
Марка |
Стандарт или ГОСТ |
|
Кислота соляная |
Техническая |
ГОСТ 1382-69 |
|
Железо хлорное |
Техническое |
ГОСТ 11159-65 |
|
Кислота азотная |
Техническая |
ГОСТ 701-68 |
|
Хромпик |
Чистый |
ГОСТ 4220-75 |
|
Соль поваренная |
Чистая |
ГОСТ 4233-77 |
|
Сода кальцинированная (натрий углекислый) |
Техническая |
ГОСТ 10689-70 |
|
Сода питьевая (натрий двууглекислый) |
Чистая |
ГОСТ 4201-66 |
|
Тринатрийфосфат |
Чистый |
|
|
Эмульгатор |
ОП-7 |
ГОСТ 8433-57 |
|
Бензин |
Б-70 |
ГОСТ 1012-72 |
2 Состав реактивов и их приготовление
2.1 Для обезжиривания и травления лопаток применяются следующие реактивы (Таблица Е.2).
2.2 Для приготовления реактива N 1 (для обезжиривания) следует взвесить необходимое количество тринатрийфосфата и эмульгатора ОП-7, в половину объема горячей воды добавить расчетное количество тринатрийфосфата, отдельно в небольшом количестве (100 мл) горячей воды растворить эмульгатор и полученный раствор слить в воду с растворенным тринатрийфосфатом, добавить остальную горячую воду.
Таблица Е.2
|
Номер реактива |
Реактив |
Состав реактива |
|
1 |
Для обезжиривания |
30 г/л тринатрийфосфата, 3-5 г/л эмульгатора, 1 л |
|
2 |
Водный раствор соляной кислоты и хлорного железа |
1 часть |
|
3 |
Водный раствор азотной и соляной кислот с хромпиком |
100 мл |
|
4 |
Водный раствор азотной кислоты и поваренной соли |
50% объема конц. |
2.3 Для приготовления реактива N 2 следует взвесить хлорное железо, развести его водой в соотношении 1:1; отмерить необходимое количество соляной кислоты и вылить ее тонкой струей в раствор хлорного железа. Реактив используется непосредственно после приготовления.
2.4 Для приготовления реактива N 3 следует взвесить хромпик, развести его в необходимом количестве воды, отмерить нужное количество соляной и азотной кислот и вылить их поочередно тонкой струей в раствор хромпика.
2.5 Для приготовления реактива N 4 необходимо влить тонкой струей азотную кислоту в насыщенный водный раствор поваренной соли, предварительно приготовленный.
3 Подготовка к травлению и осмотру деталей и поверхности лопаток
3.1 Травление и осмотр лопаток производятся без разлопачивания диска.
3.2 Травление и осмотр лопаток могут производиться на роторе:
а) извлеченном из цилиндра и установленном на специальных подставках;
б) в цилиндре со снятой крышкой.
3.3 Во всех указанных случаях для проведения операций травления и контроля возводятся деревянные помосты.
3.4 Для безопасного выполнения работ по травлению и осмотру ротора, извлеченного из цилиндра, лестницы должны иметь надежные упоры, предохраняющие от скольжения.
3.5 Поверхность лопаток, подлежащая травлению, должна иметь шероховатость не ниже 1,25 (ГОСТ 2789-73 и ГОСТ 2305-73).
3.6 Контролируемый участок пера лопатки зачищают в продольном направлении шлифовальными машинками с последующей полировкой войлочным кругом.
3.7 Травление лопаток на извлеченном из цилиндра роторе следует проводить только в нижнем положении для того, чтобы реактив не затекал в пазы между лопатками. При травлении лопаток в корпусе цилиндра под ротор должны быть подставлены специальные поддоны для сбора реактивов и промывных вод.
4 Порядок травления и осмотра
4.1 Поверхность лопатки, подлежащая травлению, обезжиривается бензином или реактивом N 1 (см. таблицу Е.2).
4.2 Травление контролируемой поверхности проводится путем периодического (примерно в течение 10 мин) протирания ее ватным тампоном, смоченным в одном из реактивов N 2, 3, 4, приведенных в таблице Е.2, до приобретения равномерного серебристо-матового оттенка и исчезновения металлического блеска. Если по истечении 10 мин поверхность лопаток не протравилась, травильный раствор необходимо заменить свежим или другим.
4.3 После травления лопатки нейтрализуются 5%-ным раствором тринатрийфосфата или кальцинированной соды, промываются холодной, а затем горячей водой и высушиваются фильтровальной бумагой.
4.4 Осмотр лопаток должен проводиться дважды в связи с тем, что трещины, возникающие вследствие эрозионного износа, могут быть очень тонкими.
Первый осмотр проводится через 1,5 ч после травления и второй - после выдержки в течение 12 ч.
4.5 Лопатки после травления осматриваются с помощью сферического зеркала и лупы.
4.6 После проведения контроля протравленные поверхности лопаток следует зашлифовать тонкой наждачной шкуркой.
5 Оценка результатов контроля
5.1 На контролируемых поверхностях не допускаются трещины, волосовины, другие дефекты в виде несплошностей, а также зоны подкалки и прижоги.
На протравленной поверхности зоны подкалки имеют более темный цвет, чем неповрежденный металл.
При обнаружении дефектов в виде несплошностей и подкаленных зон лопатки бракуются.
5.2 Результаты контроля лопаток оформляются в виде заключения.
6 Нейтрализация раствора после травления
6.1 Отработавший травильный раствор перед сливом в канализацию нейтрализуется путем разбавления водой в 2-3 раза и ввода кальцинированной соды в виде порошка до прекращения выделения пузырьков углекислого газа.
6.2 После нейтрализации травильный раствор сливают в канализацию.
7 Требования правил безопасности
7.1 В период травления и осмотра лопаток на роторе не должны производиться: проворачивание ротора без согласования с работниками, осуществляющими контроль; высверливание заклепок; сварочные работы; удаление лопаток из колес и облопачивание ступеней, а также работы, сопровождающиеся выделением пыли.
7.2 Места расположения роторов должны быть хорошо освещены. Кроме того, для осмотра лопаток после травления необходимо обеспечить местное освещение переносными лампами.
7.3 Запрещается распознавать крепкие кислоты по запаху, так как при этом можно обжечь лицо, дыхательные пути и оболочку носа и глаз.
7.4 Реактивы приготавливаются только при наличии вытяжной вентиляции.
7.5 При составлении водных растворов кислот необходимо вливать тонкой струей кислоту в воду или в насыщенный раствор поваренной соли. В противном случае вследствие выделения большого количества тепла и паров при растворении кислоты может произойти взрыв.
7.6 Реактив для травления должен храниться в бутылях, закрытых стеклянными пробками.
7.7 Травление лопаток следует производить в резиновых перчатках, фартуке и защитных очках, чтобы избежать попадания кислоты в глаза, на кожу и одежду.
7.8 При работах по обезжириванию и травлению лопаток строго запрещается курить и применять открытый огонь на расстоянии ближе 5 м от места работы.
7.9 В случае попадания кислоты на кожу пораженное место необходимо сразу промыть большим количеством воды и затем 10%-ным раствором соды (натрий двууглекислый).
7.10 При попадании кислоты в рот или глаза необходимо прополоскать рот и промыть глаза водой и 2%-ным раствором питьевой соды (натрий двууглекислый) и обратиться к врачу.
Приложение Ж
(справочное)
МЕТОДИКА ДИАГНОСТИРОВАНИЯ ДИСКРЕТНО-ФАЗОВЫМ
МЕТОДОМ РАБОЧИХ ЛОПАТОК В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
1 Задачи, решаемые методом
При диагностике рабочих лопаток в процессе эксплуатации с помощью дискретно-фазового метода выявляются отклонения от нормы параметров состояния рабочих лопаток и цельнофрезерованного бандажа:
- амплитуд колебаний вершин лопаток;
- статических координат вершин лопаток.
2 Сущность метода
Сущность дискретно-фазового метода диагностики и контроля состояния рабочих лопаток заключается в определении амплитуд колебаний вершин лопаток и их статических координат с использованием для этого сигналов от датчиков:
- периферийного;
- опорного импульса.
Периферийный датчик устанавливается над вершиной рабочей лопатки в козырьке диафрагмы без выступа в проточную часть турбоагрегата. Датчик опорного сигнала дает один импульс за один оборот.
Принимаемые сигналы подвергаются обработке, в результате чего устанавливаются:
- размах колебаний вершин лопаток;
- положение вершины лопатки на ступени.
3.Применяемая аппаратура и требования к ее характеристикам
В настоящее время программы обработки сигналов по дискретно-фазовому методу разработаны и реализованы в комплексах программно-аппаратурных средств НПП "МЕРА", НПП "Электрум" и НПО "ЦКТИ".
Техническое требование к программно-аппаратурным средствам для обработки измерительных сигналов по дискретно-фазовому методу:
точность определения амплитуд колебаний вершин лопаток и цельнофрезерованного бандажа - не менее 0,1 мм.
4 Порядок проведения работ по диагностике лопаток фазодискретным методом
4.1 На турбоагрегате устанавливается аппаратура (датчики, программно-аппаратурные средства, соединительные линии).
4.2 На режимах холостого хода, синхронизации, малорасходных, частичных и номинальных нагрузок, срывах вакуума, колебаниях реактивной нагрузки определяются параметры состояния рабочих лопаток.
4.3 Контролируются параметры состояния рабочих лопаток в процессе эксплуатации агрегата. Данные архивируются.
4.4 При изменении параметров состояния рабочих лопаток в процессе эксплуатации в случае их отклонений от типовых предельных значений выдаются рекомендации по останову турбоагрегата, профилактическому осмотру лопаточного аппарата, ограничениям в несении агрегатом электрических и тепловых нагрузок.
5 Нормы контроля
Нормы контроля состояния лопаточного аппарата формируются для каждого типа турбоагрегата индивидуально. На первом этапе набирается статистика параметров состояния рабочих лопаток для контролируемой ступени. Далее контролируется отклонение параметров состояния рабочих лопаток от среднестатистического уровня. Обработанные результаты принимаются за нормативные.
Например, по данным ВТИ по двум турбоагрегатам 250 МВт (ТМЗ) и одному турбоагрегату 300 МВт (ЛМЗ) типовой уровень состояния контролируемых ступеней составляет:
- средние амплитуды колебаний небандажированных вершин лопаток в режимах частичных и номинальных нагрузок - до 1,7 мм;
- средние статические смещения координат вершин небандажированных лопаток - до 3 мм;
- средние амплитуды аксиальных колебаний цельнофрезерованного бандажа в режимах частичных и номинальных нагрузок - до 0,7 мм;
- средние статические смещения координат цельнофрезерованного бандажа - до 0,5 мм.
Приложение З
(обязательное)
УКАЗАНИЕ ПО РЕМОНТУ РАБОЧИХ ЛОПАТОК ПАРОВЫХ ТУРБИН,
РАБОТАЮЩИХ ВО ВЛАЖНОМ ПАРЕ
(на основе информационных писем АО "ЛМЗ" и АО "ТМЗ")
Известно, что входные и выходные кромки лопаток последних ступеней подвергаются эрозионному износу.
Эрозия выходных кромок начинается от корня лопаток и распространяется по высоте на 400-550 мм (для турбин К-300-240, К-500-240, К-800-240 АО "ЛМЗ" эта высота может достигать 600-650 мм). Ширина эрозии на наружной поверхности составляет 10-15 мм. Процесс эрозионного износа выходных кромок идет значительно интенсивнее при работе турбины с увеличенной влажностью за последней ступенью.
Эрозия входных кромок начинается от периферии лопаток и распространяется по высоте на 300-500 мм. На некоторых лопатках встречается сквозная эрозия входных кромок, имеющая вид промывов за стеллитовыми пластинами.
1 Значительную опасность для рабочих лопаток последних ступеней представляет эрозия входной кромки ниже стеллитовых пластин. В этом месте, при эрозионном разрушении на глубину до ![]() =5
=5![]() 6 мм, может возникнуть усталостная трещина с последующим ее развитием и поломкой лопатки (глубину эрозии следует считать от входной кромки лопатки с учетом стеллитовой пластинки), рисунок 3.1.
6 мм, может возникнуть усталостная трещина с последующим ее развитием и поломкой лопатки (глубину эрозии следует считать от входной кромки лопатки с учетом стеллитовой пластинки), рисунок 3.1.
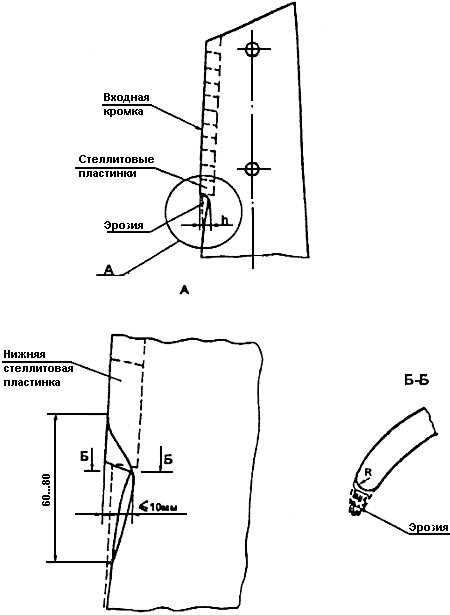
Рисунок 3.1 - Ремонт эрозионно изношенной входной кромки лопатки
ниже стеллитовых пластин (для К-300-240-1 ЛМЗ)
Для предупреждения возможных поломок рабочих лопаток последних ступеней должны проводиться осмотр и ремонт входных кромок. Ремонту подлежат лопатки, имеющие эрозионные промывы входных кромок ниже стеллитовых пластинок на величину, оговоренную заводом-изготовителем турбины для лопаток конкретной конструкции. Для лопаток последних ступеней турбин К-300-240-1 ЛМЗ эта величина составляет 5-6 мм и более.
2 Ремонт эродированных входных кромок лопаток ниже стеллитовых пластин рекомендуется вести в следующем порядке.
2.1 Плавно опилить входные кромки рабочих лопаток ниже последней стеллитовой пластинки, выбрав эрозионное разрушение и захватив при этом слой чистого металла толщиной до 0,5 мм.
2.2 Допускается выборка входной кромки (для лопаток последних ступеней К-300-240-1 ЛМЗ) на глубину не более 10 мм (глубину выборки считать от входной кромки с учетом стеллитовой пластинки) (см. рисунок 3.1).
2.3 Зона опиловки по высоте лопатки может составлять 60-80 мм. Обеспечить плавность по высоте входной кромки в направлении вершины лопатки нужно за счет обработки нижней стеллитовой пластинки.
2.4 Скруглить входные кромки лопатки в месте дополнительной обработки.
2.5 Место выборки заполировать с шероховатостью 0,4-0,8 мкм и провести контроль травлением входных кромок всех лопаток с вогнутой стороны в районе стеллитовых пластинок и в месте дополнительной обработки согласно инструкции по травлению. Допускается контроль входных кромок методами MПД, ВТК, ЦД или УЗК.
2.6 Если будут обнаружены на лопатках трещины, полная выборка которых превысит допускаемую заводом-изготовителем турбины величину (для лопаток последних ступеней турбин К-300-240-1 ЛМЗ она составляет 10 мм), то лопатки в этом случае подлежат замене.
3 Работы, связанные с ремонтом выходных кромок лопаток последних ступеней ЧНД, должны производиться в следующем порядке.
3.1 Осмотреть выходные кромки всех рабочих лопаток последних ступеней НД с целью выявления эрозионного износа и дефектов, связанных с механическими повреждениями, радиусов закруглений на кромках и др. Все замеченные дефекты заносятся в формуляр. Последующие осмотры должны проводиться в каждый текущий и капитальный ремонты.
3.2 Рабочие лопатки, имеющие эрозионный износ, при котором минимальная толщина кромки составляет не менее 1,5±0,1 мм, что соответствует глубине промыва примерно 0,5±0,1 мм в зоне от 300 мм по высоте, 0,4±0,1 мм в зоне от 300 мм и выше, допускается к дальнейшей эксплуатации (рисунки 3.2, 3.3) с обязательным проведением ультразвукового или вихретокового контроля выходных кромок в соответствии с утвержденными методиками.
Примечание - Цифры приведены в качестве примера для лопаток последних ступеней турбин К-300-240-1 ЛМЗ.
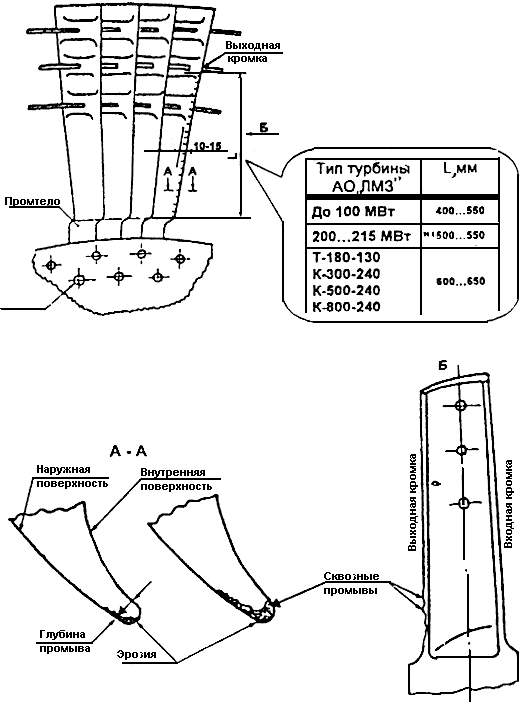
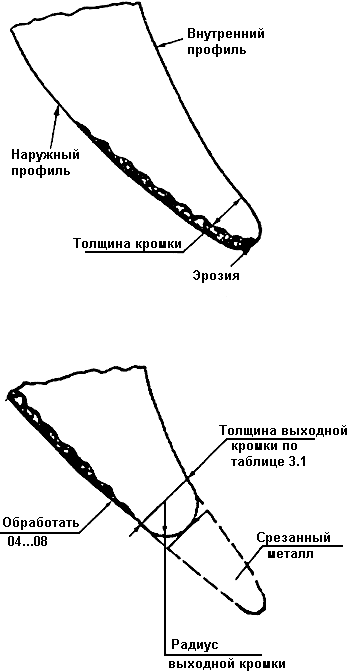
Рисунок 3.3 - Подрезка и обработка выходной кромки
3.3 Рабочие лопатки, имеющие глубину промыва выходной кромки больше указанных в п.3.2 величин, а также рабочие лопатки, имеющие сквозную эрозию выходных кромок, подлежат замене или ремонту. Ремонту подлежат также лопатки, имеющие дефекты, указанные в п.3.1.
3.4 Решение о ремонте выходных кромок рабочих лопаток указывается в формуляре осмотра.
3.5 Ремонт эродированных выходных кромок рабочих лопаток проводится в следующем порядке:
3.5.1 Механически обрабатывают (подрезают) выходные кромки с торца до заданной толщины. Они должны быть выдержаны согласно таблице 3.1.
Таблица 3.1 - Допустимые размеры лопаток, прошедших ремонт выходных кромок
|
Тип турбины |
Расстояние от |
Толщина выходной кромки после |
Длина |
|
|
Для турбин АО "ЛМЗ" | ||||
|
До 100 МВт |
80 ("а") |
2,2 |
97 |
|
|
К-50-90-1 (2), |
165 |
2,0 |
91 |
|
|
К-100-90-2(5), |
330 |
1,5 |
81 |
400-550 |
|
К-50-90-3(4), |
465 ("в") |
1,4 |
73 |
|
|
К-100-90-6(7), |
|
|
|
|
|
ПТ-60-90, |
|
|
|
|
|
ПТ-60-130, |
|
|
|
|
|
ПТ-80-130 |
|
|
|
|
|
От 200 до 215 МВт |
20 ("а") |
2,3 |
100 |
|
|
К-210-130-3, |
70 |
2,2 |
97 |
|
|
К-200-130-1, |
170 |
2,0 |
92 |
500-550 |
|
К-215-130 |
220 |
1,9 |
90 |
|
|
|
320 |
1,7 |
90 |
|
|
|
500 ("в") |
1,4 |
90 |
|
|
Т-180-130, |
20 ("а") |
2,0 |
108 |
|
|
K-300-240-1(3), |
115 |
2,0 |
102 |
|
|
К-500-240, |
270 |
1,8 |
97 |
600-650 |
|
K-800-240-3(1,2), |
375 |
1,7 |
98 |
|
|
К-800-240-5 |
530 |
1,5 |
105 |
|
|
|
635 ("в") |
1,4 |
110 |
|
|
Для турбин АО "ТМЗ" | ||||
|
Т-100/120-130, |
25 |
2,3 |
101 |
|
|
Т-50/60-130, |
50 |
2,3 |
98 |
|
|
ПТ-50/60-130/7 |
86 |
2,1 |
96 |
|
|
|
122 |
2,0 |
94 |
|
|
|
158 |
1,8 |
93 |
|
|
|
194 |
1,6 |
93 |
|
|
|
234 |
1,6 |
94 |
|
|
|
247,5 |
2,5 |
96 |
|
|
|
275 |
1,2 |
95 |
|
|
|
300 |
1,0 |
95 |
|
|
|
323,4 |
1,0 |
95 |
|
|
|
360 |
1,0 |
95 |
|
|
Т-250/300-240 |
670 |
|
127 |
|
|
|
810 |
|
120 |
|
|
|
880 |
|
115 |
|
|
|
940 |
|
111 |
|
3.5.2 Закругляют углы подрезанной выходной кромки и одновременно удаляют эродированный слой с наружной поверхности профиля на расстоянии до 3 мм от выходной кромки. На остальной поверхности эродированный слой рекомендуется не удалять.
3.5.3 Полируют вдоль оси лопатки обработанную часть выходной кромки с шероховатостью 0,4-0,8 мкм.
3.6 Выступающие из плоскости колеса выходные кромки лопаток от корневого сечения до высоты ![]() (см. таблицу 3.1) путем опиловки приводят в эту плоскость. Для контроля этой операции можно использовать линейку, прикладывая ее одновременно к 4-5 лопаткам и добиваясь ее качания в пределах 1 мм (рисунок 3.4).
(см. таблицу 3.1) путем опиловки приводят в эту плоскость. Для контроля этой операции можно использовать линейку, прикладывая ее одновременно к 4-5 лопаткам и добиваясь ее качания в пределах 1 мм (рисунок 3.4).
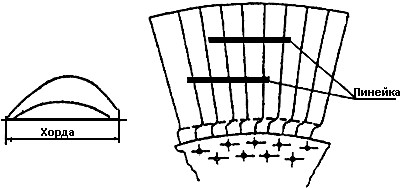
Рисунок 3.4 - Контроль положения выходных кромок в осевом направлении и измерение хорды
3.7 Длина хорд сечений лопаток (см. рисунок 3.4), на которых проводилась опиловка выходных кромок, должна быть не менее величин, указанных в таблице 3.1.
3.8 Входные и выходные кромки могут обрабатываться при помощи шлифмашины ИП 2009 (ШР-06) следующим режущим инструментом: борфрезой цилиндрической ![]() 12
12![]()
![]() 16 МН N 2189-61, шлифовальными кругами:
16 МН N 2189-61, шлифовальными кругами:
|
ПП |
24А 25-40 СМК; |
|
ПП |
24А 25-40 СМК; |
|
ПП |
14А 40-50 СМБ; |
|
ПП |
14А 40-50 СМБ ГОСТ 2424-83, |
гибкими резиновыми кругами с внедренным в них абразивом. Можно также использовать войлочные круги ![]() 30-40 мм с наклеенным на них с помощью мездрового клея шлифзерна 12, 20.
30-40 мм с наклеенным на них с помощью мездрового клея шлифзерна 12, 20.
Для контроля получаемой после обработки выходной кромки следует использовать радиусные шаблоны N 1 ...6,0 ТУ 2-034-228-88.
3.9 При шлифовании прижоги на выходных кромках лопаток не допускаются.
3.10 После окончания работ по опиловке выходных кромок все лопатки на колесе подвергаются окончательному дефектоскопическому контролю методами МПД, ВТК или ЦД. В сомнительных случаях отдельные лопатки или вся ступень должны быть подвергнуты контролю методом травления.
3.11 Если после опиловки выходных кромок размер хорды сечений лопаток имеет меньшую величину, чем указанная в таблице 3.1, а также в случае обнаружения в результате контроля трещин, эти лопатки должны быть заменены.
3.12 Если выходные кромки во время ремонта срезаны до предельных величин, необходимо предусмотреть замену этих лопаток при последующих ремонтах.
ПРИЛОЖЕНИЕ И
(рекомендуемое)
ФОРМУЛЯРЫ ПО РЕМОНТУ И РЕЗУЛЬТАТАМ КОНТРОЛЯ ЛОПАТОК
1 Общие сведения о турбине
Энергосистема _________________________________________________________________________
Электростанция ________________________________________________________________________
Турбина _______________________________________________________________________________
(тип турбины, завод-изготовитель)
Станционный номер ________________________;
Заводской номер __________________________;
Год изготовления __________________________;
Год пуска ________________________________;
Наработка на момент обследования: наработка __________________________ч;
количество пусков ____________
Расчетные параметры на входе
В ЦВД
давление _________________________ МПа;
температура _________________________°С,
В ЦСД
давление _________________________ МПа;
температура _________________________°С,
В ЦНД
давление _________________________ МПа;
температура _________________________°С,
Начальник ПТО __________________________________________________________
(ф.и.о., подпись)
2 Сведения о сборке ступеней турбины
|
Тип ротора |
Номер ступени |
Предприятие, проводившее облопачивание |
Дата облопачивания |
Сопроводительные документы |
|
|
|
|
|
|
Начальник ПТО ______________________________________________________
(ф.и.о., подпись)
Начальник КТЦ ______________________________________________________
(ф.и.о., подпись)
3 Сведения о повреждениях рабочих лопаток турбины
|
Тип |
Номер ступени |
Дата повреждения |
Описание повреждений |
Причина повреждения |
Решение |
|
|
|
|
|
|
|
Начальник ПТО ______________________________________________________
(ф.и.о., подпись)
Начальник КТЦ ______________________________________________________
(ф.и.о., подпись)
4 Сведения о ремонтах поврежденных лопаток
|
Тип ротора |
Номер ступени |
Дата ремонта |
Предприятие, проводившее ремонт |
Объем ремонта |
Сопроводительный документ |
|
|
|
|
|
|
|
Начальник ПТО ______________________________________________________
(ф.и.о., подпись)
Начальник КТЦ ______________________________________________________
(ф.и.о., подпись)
5 Результаты контроля лопаток
|
Тип ротора |
Номер ступени |
Наработка, ч/пуски |
Визуальный осмотр |
Результаты дефектоскопического контроля | |||||
|
|
|
|
Коррозия, балл |
Механи- ческие повре |
Эрозия и состояние защитных пластин |
Состояние бандажа и проволоки |
Метод контроля |
Зона распо |
Размеры трещин, мм |
|
|
|
|
|
|
|
|
|
|
|
Начальник лаборатории металлов ______________________________________
(ф.и.о., подпись)
Начальник КТЦ ______________________________________________________
(ф.и.о., подпись)
6 Результаты вибрационных испытаний
Испытания пакетов лопаток
|
Ступень N |
Ступень N |
Ступень N | ||||||
|
Номер пакета |
|
|
Номер пакета |
|
|
Номер пакета |
|
|
|
1 |
|
|
1 |
|
|
1 |
|
|
|
2 |
|
|
2 |
|
|
2 |
|
|
|
3 |
|
|
3 |
|
|
3 |
|
|
|
Всего лопаток _______ |
Всего лопаток ________ |
Всего лопаток _______ | ||||||
Результаты испытаний пакетов лопаток
|
Параметр |
Ступень N | ||||
|
|
| ||||
|
1. |
|
|
|
|
|
|
2. |
|
|
|
|
|
|
3. |
|
|
|
|
|
|
4. |
|
|
|
|
|
|
5. |
|
|
|
|
|
|
… |
|
|
|
|
|
Испытания системы диск - лопатки
|
Номер ступени |
|
|
|
|
|
| ||||||||
|
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
Руководитель службы, проводившей измерения ___________________________
(ф.и.о., подпись)
Начальник КТЦ _____________________________________________________
(ф.и.о., подпись)
ПРИЛОЖЕНИЕ К
(рекомендуемое)
ПРОГРАММЫ АТТЕСТАЦИОННЫХ ИСПЫТАНИЙ
1 Испытания на усталость образцов на воздухе и в коррозионных средах
1.1 Испытания на усталость проводят в соответствии с ГОСТ 25.502-79, ГОСТ 25.507-85 при комнатной температуре. Базы испытаний образцов: 10![]() циклов - при испытании на воздухе, 5·10
циклов - при испытании на воздухе, 5·10![]() циклов - при испытании в коррозионно-активной среде.
циклов - при испытании в коррозионно-активной среде.
1.2 При аттестации новых материалов и технологий изготовления лопаток результаты испытаний на усталость сравниваются с соответствующими результатами испытаний, применяемых для данных конструкций лопаточных сталей, термообработанных на проектную категорию прочности.
При аттестации новых защитных покрытий сравниваются результаты испытаний на усталость непокрытых и покрытых по предлагаемой технологии образцов из применяемых лопаточных сталей.
1.3 При аттестации новых материалов и технологий изготовления лопаток при любом виде испытаний рекомендуется испытывать не менее двух партий образцов из плавок металла с максимальной и минимальной кратковременной прочностью.
1.4 При аттестации новых защитных покрытий при испытаниях на усталость на воздухе и в коррозионно-активной среде испытываются по две серии образцов, изготовленных из лопаточных сталей - 12х13Ш, 20х13Ш или 15х11МФШ, термообработанных на КП40-КП70. На образцы одной из двух серий наносится аттестуемое защитное покрытие. Качество подготовки поверхности этих образцов должно соответствовать условиям технологического процесса при нанесении данного покрытия на лопатки. Качество подготовки поверхности непокрытых образцов другой серии должно соответствовать требованиям, предъявляемым к обработке поверхности лопаток.
1.5 В качестве среды при испытаниях на коррозионную усталость используют насыщенный раствор ![]() с рН 7-8. Удельная электропроводимость воды, используемой для приготовления раствора, не должна превышать 0,07 мкСм/см при содержании кислорода не более 10 мкг/кг.
с рН 7-8. Удельная электропроводимость воды, используемой для приготовления раствора, не должна превышать 0,07 мкСм/см при содержании кислорода не более 10 мкг/кг.
Допускается также применение в качестве среды для коррозионно-усталостных испытаний водного раствора 10% ![]() +10%
+10% ![]() .
.
1.6 По результатам испытаний на усталость строятся кривые усталости. Устанавливаются предел выносливости при испытаниях на воздухе или условный предел выносливости на базе 5·10![]() циклов испытаний в коррозионной среде и параметры уравнения, описывающего наклонный участок кривой усталости.
циклов испытаний в коррозионной среде и параметры уравнения, описывающего наклонный участок кривой усталости.
2 Испытания стойкости к каплеударной эрозии
2.1 Испытания проводят на специальной установке, обеспечивающей следующие параметры взаимодействия образцов с монодисперсными каплями жидкости, в качестве которой используется турбинный конденсат:
|
- скорость соударения образца с каплей |
200-600 м/с; | ||
|
- диаметр капель, соударяющихся с образцом |
100-1000 мкм; | ||
|
- давление в камере соударения |
0,01-1,0 кг/см | ||
|
- регулярность соударения образца с каплями заданного размера (отклонение от заданного диаметра капель ±10%) и постоянство интервала между соударениями. | |||
2.2 Сравнительные испытания проводят на 5-10 образцах из применяемых лопаточных сталей и 5-10 образцах из предлагаемого материала или на 5-10 образцах из применяемой стали без покрытия и 5-10 образцах из этой же стали с аттестуемым покрытием.
2.3 Продолжительность испытаний образцов из применяемых материалов должна обеспечивать образование на их поверхности четких эрозионных промывов, при которых потеря веса испытанных образцов должна превышать погрешность его измерения не менее чем в 5 раз (определяется экспериментально).
Продолжительность испытаний образцов из аттестуемых материалов или защитных покрытий должна совпадать с продолжительностью испытаний образцов из применяемых лопаточных сталей.
2.4 Эрозионная стойкость при экспресс-испытаниях аттестуемых материалов и покрытий оценивается по коэффициенту эрозионной стойкости ![]() , определяемого как:
, определяемого как:
![]() ,
,
где ![]() ,
, ![]() ;
;
![]() и
и ![]() - вес образцов сравниваемых серий до начала испытаний;
- вес образцов сравниваемых серий до начала испытаний;
![]() и
и ![]() - вес образцов сравниваемых серий после испытаний.
- вес образцов сравниваемых серий после испытаний.
После испытания изучается внешний вид образцов, описывается характер их эрозионного износа.
3 Испытания коррозионной стойкости
3.1 Стойкость к питтингообразованию исследуется по методике ВТИ (А.С.SU N 1623412 А1).
3.2 Испытания проводят на 8-10 пластинах размером 50x20x2 мм для каждого рассматриваемого состояния. Качество подготовки поверхности образцов из новых материалов должно соответствовать качеству поверхности лопаток, образцов с защитными покрытиями - соответствующим технологическим нормам.
3.3 В ходе испытания для заданного диапазона температуры, времени и рН определяют критическую для рассматриваемого состояния концентрацию хлоридов питтингообразования. Рекомендуется определять критическую концентрацию для температуры от 50 до 90 °С и рН от 3 до 10. Результаты испытания образцов с покрытием сравниваются с соответствующими характеристиками используемой лопаточной стали.
4 Исследование деформационной способности защитного покрытия
4.1 Испытания проводят на 5 усталостных образцах.
4.2 Образцы устанавливаются в захваты разрывной машины и нагружаются до напряжения в рабочем сечении, соответствующего 70% предела текучести используемой лопаточной стали.
4.3 После нагружения образцы извлекаются из захватов и погружаются на 10 суток в раствор, состав которого описан в п.1.5.
4.4 По истечении указанного срока рабочие поверхности образцов осматриваются для выявления коррозионных повреждений. После этого проводятся их испытания на коррозионную усталость при напряжении, соответствующем условному пределу выносливости, определенному при испытаниях по п.1.
5 Испытания на усталость натурных лопаток или модельных образцов
5.1 Испытания на усталость натурных лопаток или модельных образцов проводят для аттестации новых лопаточных материалов, новых технологий изготовления или ремонта лопаток с применением сварки.
5.2 При аттестации технологии ремонта с применением сварки на модельных образцах последние изготавливаются из той же стали и той же категории прочности, что и ремонтируемые лопатки.
5.3 Изготавливаются 5 моделей из традиционной лопаточной стали установленной категории прочности и по 5 - для каждой аттестуемой технологии (из нового материала, изготовленных по новой технологии, с предлагаемой ремонтной заваркой).
Примечание - За идентичность сварочных технологий, новых технологий изготовления и новых лопаточных материалов на моделях и лопатках отвечает предприятие-разработчик этих материалов и технологий.
5.4 Испытания натурных лопаток или моделей проводят на воздухе на специальной установке для испытаний на усталость при знакопеременном изгибе. Сравнивается сопротивление усталости (значения предела выносливости) натурных лопаток или моделей, изготовленных из традиционных материалов по принятой технологии, и лопаток или моделей, изготовленных с применением аттестуемой разработки. База усталостных испытаний - до 10![]() циклов.
циклов.
5.5 Испытания проводят до образования макротрещин глубиной более 1 мм. После испытания из рабочей части натурной лопатки или модельного образца в районе трещины изготавливается поперечный шлиф, на котором исследуются характер и зона образования трещины, траектория ее развития.
6 Оформление результатов испытаний
6.1 Предприятие, проводившее аттестационные испытания, оформляет заключение, в котором приводятся описания программы испытаний, используемого оборудования, результатов испытаний и дается предварительная оценка предлагаемой разработки. К заключению прикладываются протоколы испытаний.
6.2 Заключение по аттестационным испытаниям вместе с остальными документами передается в специализированную организацию для оформления экспертного заключения о возможности и целесообразности внедрения предлагаемой разработки на ТЭС.
ПРИЛОЖЕНИЕ Л
(справочное)
ПЕРЕЧЕНЬ ОСНОВНЫХ НОРМАТИВНЫХ ДОКУМЕНТОВ
1 Правила технической эксплуатации электрических станций и сетей Российской Федерации. - М.: СПО "ОРГРЭС", 1996.
2 ГОСТ 25.502-79. Методы механических испытаний металлов. Методы испытаний на усталость.
3 ГОСТ 25.507-85. Металлы. Метод испытания на многоцикловую и малоцикловую усталость.
4 ГОСТ 27.002-89. Надежность в технике. Основные понятия. Термины и определения.
5 ГОСТ 24278-89. Установки турбинные паровые стационарные для привода электрических генераторов ТЭС. Общие технические требования.
6 ГОСТ 28969-91. Турбины паровые стационарные малой мощности. Общие технические условия.
7 ГОСТ 20911-89. Техническая диагностика. Термины и определения.
8 ГОСТ 1497-85. Металлы. Методы испытания на растяжение.
9 ГОСТ 9454-78. Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
10 ГОСТ 18661-73. Сталь. Измерение твердости методом ударного отпечатка.
11 ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия.
12 ГОСТ 23207-78. Сопротивление усталости. Основные термины, определения и обозначения.
13 ГОСТ 5639-82. Стали и сплавы. Методы выявления и определения величины зерна.
14 ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования.
15 ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
16 ГОСТ 20415-82. Контроль неразрушающий. Методы акустические. Общие положения.
17 ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
18 ГОСТ 24450-80. Контроль неразрушающий магнитный. Термины и определения.
19 ГОСТ 14782-86. Контроль неразрушающий. Соединения сварные. Методы ультразвуковые.
20 ГОСТ 18968-73. Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин.
21 ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
22 ГОСТ 16504-81. Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения.
23 ОСТ 108.020.03-82. Заготовки лопаток турбин и компрессоров штампованные из коррозионно-стойкой и жаропрочной стали. Общие технические условия.
24 ОСТ 34-70-690-96. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации.
25 ОСТ 108.901.102-78. Котлы, турбины и трубопроводы. Методы определения жаропрочности металлов.
26 ОСТ 108.004-101-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
27 ОСТ 21105-87. Контроль неразрушающий. Методы акустические. Общие положения.
28 РД 10-262-98, РД 153-34.1-17.421-98. Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций.
29 РД 34.17.401-95. Инструкция по объему и порядку проведения входного контроля металла энергооборудования с давлением 9 МПа и выше до ввода его в эксплуатацию.
30 РД 34.17.424-87. Методические указания по расследованию причин повреждения металла лопаточного аппарата и дисков паровых турбин электростанций.
31 РД 34.30.507-92. Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода.
32 РД 34.17.453-98. Инструкция по ультразвуковому контролю металла лопаток паровых турбин.
33 РД 34.17.449-97. Методика вихретокового контроля лопаток паровых турбин тепловых электрических станций дефектоскопом "Зонд ВД-96".
34 Технологическая инструкция по замене лопаток паровых турбин. - М.: СПО "Союзтехэнерго", 1987.
35 Информационное письмо АО "ЛМЗ" N 510-753-190. Указание по осмотру, контролю и ремонту роторов, рабочих колес, дисков, рабочих лопаток и корпусов низкого давления паровых турбин АО "ЛМЗ".
36 Информационное письмо АО "ТМЗ" N ТМТ-116035. Инструкция по обследованию эрозионного износа рабочих лопаток 23(26), 24(27), 25(28) ступеней турбин Т-175/210-130, Г-185/220-130-2, ПT-135/165-130, ПТ-140/165-130-2.
37 Информационное письмо АО "ТМЗ" N ТМТ-115985. Инструкция по обследованию эрозионного износа рабочих лопаток последней ступени турбин ПТ-50/60-130/7 (24 ст.), Т-50/60-130 (25 ст.), Т-60/65-130 (25 ст.), Т-100/120-130,(25 [27] ст.), Т-100/120-130-2 (25 [27] ст.). Т-100/120-130-3 (25 [27] ст.), Т-110/120-130-4 (25 [27] ст.), Т-110/120-130-5 (25 [27] ст.), Т-116/125-130-7 (25 [27] ст.), Т-118/125-130-8 (25 [27] ст.), Т-115/125-130-1ТП (25 ст.), ПТ-90/120-130/10-1 (25 ст.).
38 Информационное сообщение N 156 АО "ТМЗ" N ТМТ-116326. Инструкция по обследованию эрозионного износа рабочих лопаток последних ступеней турбин Т-250/300-240.
39 Информационное письмо АО ТМЗ N 25203.00159. Инструкция. Контроль травлением выходных кромок лопаток последних ступеней низкого давления паровых турбин.
40 Инструкция АО "КТЗ" N 101-М-049 И. Инструкция по облопачиванию колес роторов.
41 Инструкция АО "КТЗ" N 09574-10. Инструкция по проведению вибрационных испытаний облопачивания.
42 СРД-98. Проверка состояния лопаточного аппарата паровых турбин (п.2.1)
43 СРД-98. Предотвращение повреждений рабочих лопаток последних ступеней паровых турбин из-за эрозии их выходных кромок (п.2.3).
44 Технологические процессы ХЦКБ на перелопачивание рабочих лопаток ступеней роторов турбин следующих типов:
К 160-130 ХТГЗ
К-300-240 ХТГЗ
К-500-240-2 ХТГЗ
К-220-44 ХТГЗ
К-500-65/3000 ХТГЗ
К-500-60/1500 ХТГЗ
К-750-65/3000 ХТГЗ
К-200-130 ЛМЗ
К-300-240 ЛМЗ
К-500-240-2 ЛМЗ
К-500-240-4 ЛМЗ
К-800-240-2 ЛМЗ
К-800-240-3 ЛМЗ
К-800-240-5 ЛМЗ
К-1000-60/3000 ЛМЗ
Т-100-130 ТМЗ
Р-100-130 ТМЗ
ПТ-135(140)/185-130/15 ТМЗ
ПТ-140/165-130/15-3 TM3
T-250/300-240 TM3
ОР-12ПМ КТЗ - приводная турбина питательного насоса
К-160-08В
РТ-300Х-08Б
РТ-500Х-08
РТ-220-08
РТА-500Х-08
380091ХФ.01102.00008
381411.01102.00310
380091ХВ.01102.00008
РТ-300Л-08А
РТ-500Л-08
388511.02188.00458
PT-800-08
PT-800/3-08
381411.01102.00336
381411.01102.00341
381411.01102.00385
388511.02188.00434
388511.02188.00425
388511.02188.00484
388511.02188.00562
РВТ-300Л-49
45 А. С. СССР N 595521 опубликовано в БИ. - 1978. - N 8.
46 Ямпольский Р.Г., Аркадьев Д.А., Темкин С.Г. Исследование работы хвостового соединения с клином лопаток паровых турбин // Проблемы прочности. - 1984. - N 4. - С. 119- 122.
47 Аркадьев Д.А., Темкин С.Г., Дерябина Г.Н. Исследование демпфирующей способности хвостовиков с клином лопаток турбин // Энергомашиностроение. - 1989. - N 3. - С. 19- 21.
Текст документа сверен по:
официальное издание
М.: РАО "ЕЭС России", 2001
Личный кабинет:
доступно после авторизации «Смотрю в зеркало и говорю: ну красивый!»: Филипп Киркоров...
«Смотрю в зеркало и говорю: ну красивый!»: Филипп Киркоров...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке