
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
19
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 13813-68
(ИСО 7799-85)
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТАЛЛЫ
Метод испытания на перегиб листов и лент толщиной менее 4 мм
Metalls. Bend test for sheets and strips thickness less then 4 mm
Дата введения 1969-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И.И.Голиков, И.А.Балакина, Л.Т.Тимошук, Е.Д.Соколов, Е.А.Курганова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 25.06.68
3. Стандарт полностью соответствует СТ СЭВ 479-88, ИСО 7799-85
4. ВЗАМЕН ОСТ 1688
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.2 |
6. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
7. ПЕРЕИЗДАНИЕ (январь 1999 года) с Изменениями N 1, 2, утвержденными в марте 1980 года, октябре 1989 года (ИУС 7-80, 1-90)
Настоящий стандарт устанавливает метод испытания на перегиб листов и лент толщиной менее 4 мм при температуре 20![]() °С.
°С.
Испытание состоит в многократном перегибе на 90° от исходного положения в одну и другую сторону образца прямоугольного сечения, закрепленного на зажимах прибора.
Стандарт полностью соответствует СТ СЭВ 479-88, ИСО 7799-85.
(Измененная редакция, Изм. N 2).
1. ПОДГОТОВКА ОБРАЗЦОВ К ИСПЫТАНИЮ
1.1. Места вырезки заготовок для образцов, их количество, направление продольной оси образцов по отношению к заготовке, величины пропусков при вырезке и механической обработке должны быть указаны в нормативно-технической документации на правила отбора заготовок и образцов или на металлопродукцию.
(Измененная редакция, Изм. N 2).
1.2. (Исключен, Изм. N 2).
1.3. Толщина образцов должна быть равна толщине испытуемого материала. При изготовлении образцов сохраняют прокатанную поверхность или покровный слой (полуду, оцинковку и т.п.).
1.4. Ширина образца должна быть равна 20![]() мм. При ширине полосы или ленты менее 20 мм ширина образца должна быть равна ширине материала в состоянии поставки.
мм. При ширине полосы или ленты менее 20 мм ширина образца должна быть равна ширине материала в состоянии поставки.
Для листов и лент из динамной и трансформаторной стали допускается проводить испытание на образце шириной ![]() (30±0,2) мм.
(30±0,2) мм.
(Измененная редакция, Изм. N 2).
1.5. (Исключен, Изм. N 1).
1.6. На поверхности образца не допускаются окалина, царапины, трещины и вмятины.
Кромки образцов не должны иметь трещин и заусенцев.
Допускается округление острых продольных кромок напильником.
При наличии указаний в нормативно-технической документации на металлопродукцию допускается поправка образцов.
(Измененная редакция, Изм. N 2).
2. АППАРАТУРА
2.1. Испытание на перегиб проводят на приборе, схема которого приведена на чертеже.
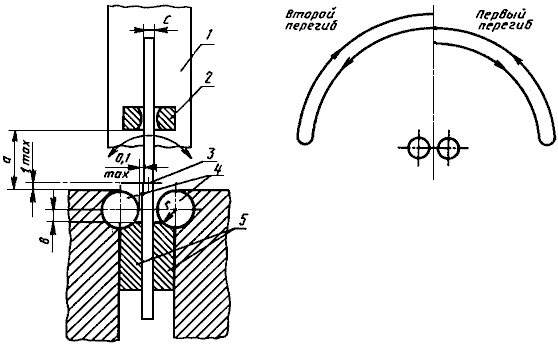
1 - изгибающий рычаг; 2 - поводок; 3 - ось вращения изгибающего рычага;
4 - опорные цилиндрические валики; 5 - сменные губки
(Измененная редакция, Изм. N 2).
2.2. Губки и валики прибора должны быть смешанными и иметь твердость не ниже HRC 61. Шероховатость поверхности валиков и губок после механической обработки должна быть не ниже ![]() <1,25 мкм по ГОСТ 2789.
<1,25 мкм по ГОСТ 2789.
2.3. Валики и губки прибора устанавливают таким образом, чтобы ось образца находилась в одной плоскости с осью рычага.
Оси валиков должны быть параллельными плоскости, проходящей через оси образца и рычага. Плоскость, проходящая через оси валиков, должна быть перпендикулярна к плоскости качения оси образца.
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Зазор между испытуемым образцом и валиком не должен превышать 0,1 мм.
2.5. Расстояние от верхней образующей валиков до центра вращения рычага ![]() должно быть равно (1±0,1) мм.
должно быть равно (1±0,1) мм.
2.4, 2.5. (Измененная редакция, Изм. N 2).
2.6. Прибор должен обеспечивать угол загиба образца на 90° ±3° вправо и влево от вертикали.
2.7. Прибор должен иметь на рычаге натяжное приспособление, обеспечивающее натяжение образца усилием ![]() 2% номинального значения временного сопротивления
2% номинального значения временного сопротивления ![]() испытуемого металла.
испытуемого металла.
(Измененная редакция, Изм. N 2).
2.8. Конструкция изгибающего рычага должна обеспечивать возможность изменения расстояния ![]() в пределах от 3 до 40 мм.
в пределах от 3 до 40 мм.
2.9. Прибор рекомендуется укомплектовывать губками с валиками следующих радиусов: 1,0; 1,5; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 7,5; 8,0; 10,0 мм.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Образец зажимают в губках прибора перпендикулярно к плоскости, проходящей через оси валиков. Верхний конец образца должен проходить через паз в поводке, закрепленном на рычаге прибора (исходное положение). Длина зажимаемого конца образца должна быть не менее высоты губок.
3.2. Перемещение образца в губках при испытании не допускается.
3.3. Первым перегибом считается загиб на 90° от вертикали в любую сторону (вправо и влево) и возвращение в вертикальное положение; вторым перегибом - загиб на 90° от вертикали в противоположную сторону и снова возвращение в вертикальное положение и т.д. (чертеж) до разрушения образца.
(Измененная редакция, Изм. N 1, 2).
3.4. Испытание на перегиб производят с такой скоростью, чтобы нагрев образца не повлиял на результаты испытания. Скорость испытания должна быть равномерной, не превышающей 60 перегибов в минуту.
3.5. Радиус валиков и расстояние ![]() от нижней кромки поводка до верхней образующей валиков устанавливают в соответствии с требованиями нормативно-технической документации на металлопродукцию. Если такие указания в стандартах отсутствуют, то параметры прибора определяют в зависимости от толщины испытуемого металла по таблице.
от нижней кромки поводка до верхней образующей валиков устанавливают в соответствии с требованиями нормативно-технической документации на металлопродукцию. Если такие указания в стандартах отсутствуют, то параметры прибора определяют в зависимости от толщины испытуемого металла по таблице.
мм
|
Толщина испытуемого материала |
Радиус валиков |
Ширина паза |
Расстояние | |
|
|
| |||
|
До 0,15 |
1,0 |
0,2 |
5 |
0,25 |
|
Св. 0,15 до 0,3 |
0,4 |
|
| |
|
Св. 0,3 до 0,5 |
2,5 |
0,6 |
10 |
|
|
Св. 0,5 до 0,1 |
4 |
1,1 |
15 |
|
|
" 1,0 до 1,5 |
1,6 |
|||
|
Св. 1,5 до 2,0 |
6 |
2,2 |
20 |
|
|
" 2,0 до 2,5 |
2,7 |
| ||
|
" 2,5 до 3,0 |
|
3,2 |
|
|
|
Св. 3,0 до 3,5 |
8 |
3,7 |
25 |
|
|
" 3,5 до 4,0 |
|
4,2 |
|
|
(Измененная редакция, Изм. N 1, 2).
3.6. При недостаточной жесткости образца допускается проводить испытание на перегиб с предварительным натяжением. Величина натяжения не должна превышать 2% временного сопротивления образца, если в стандартах на листы и ленты не установлены другие требования.
(Измененная редакция, Изм. N 1).
4. ОПРЕДЕЛЕНИЕ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
4.1. После испытания осматривают кромки и наружную поверхность в месте перегиба. Результаты испытания оценивают по следующим показателям:
а) достижению заданного числа перегибов без появления трещины;
б) по числу перегибов: до появления трещины на образце; до продвижения трещины до половины ширины образца; до полного разрушения образца.
Перегиб, при котором появилась трещина или образец разрушился до половины ширины, или образец разрушился полностью, - не учитывается при подсчете.
Критерии для оценки результатов испытания указываются в нормативно-технической документации на металлопродукцию. В случае отсутствия таких указаний испытание прекращают при появлении трещины.
4.2. В протоколе испытания указывают:
марку металла или маркировку образцов;
размеры образцов;
радиус валиков;
расстояние ![]() ;
;
величину предварительного натяга;
результаты испытания.
4.1, 4.2. (Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999
Личный кабинет:
доступно после авторизации На Кубани летом трудоустроят порядка 30 тысяч подростков
На Кубани летом трудоустроят порядка 30 тысяч подростков  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке