
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
25
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 9338-80
Группа Д72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАРАБАНЫ ФАНЕРНЫЕ
Технические условия
Plywood drums. Specifications
ОКП 53 7335
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной промышленности СССР
РАЗРАБОТЧИКИ
И.Н.Ганцовский; О.А.Лебедева; Э.В.Симаева; М.В.Шестак; В.Н.Кладов; Н.Ф.Мороз; Л.Л.Лихачева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.01.80 N 168
3. ВЗАМЕН ГОСТ 9338-74
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, |
Номер пункта, подпункта, приложения |
|
5.3 | |
|
5.3 | |
|
2.9, 5.1 | |
|
2.5 | |
|
2.11 | |
|
2.15 | |
|
2.2, 2.3, 3.1 | |
|
3.1 | |
|
2.21 | |
|
2.2 | |
|
Приложение 4 | |
|
2.10 | |
|
Приложение 3 | |
|
2.8 | |
|
5.3 | |
|
2.10 | |
|
2.5 | |
|
2.20 | |
|
5.4 | |
|
2.4а, 2.20 | |
|
6.1 | |
|
5.5 | |
|
2.4а | |
|
5.4 | |
|
5.6 | |
|
5.6 | |
|
2.4а | |
|
5.6, 6.1, Приложение 4 | |
|
2.15 | |
|
2.15 | |
|
2.5 | |
|
5.6 | |
|
5.6, 6.1 | |
|
6.2 |
5. Ограничение срока действия снято Постановлением Госстандарта СССР от 12.05.91 N 633
6. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в мае 1984 г., в ноябре 1985 г., в мае 1991 г. (ИУС 9-84, 2-86, 8-91)
Настоящий стандарт распространяется на фанерные барабаны для грузов массой до 200 кг, предназначенные для упаковывания, хранения и транспортирования сыпучей пастообразной и брикетированной химической продукции, пластичных смазочных материалов, лекарственно-технического сырья и лекарственных средств в порошках, яичного порошка, сушеных фруктов и овощей, молока цельного сухого и концентратов киселя на плодовых и ягодных экстрактах, а также на фанерные барабаны, предназначенные для упаковывания продукции, поставляемой для экспорта.
Требования пп.1.1, 1.2, 1.3, 2.22 и разд.4 и 5 являются обязательными. Требования остальных пунктов являются рекомендуемыми.
(Измененная редакция, Изм. N 3).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Барабаны должны изготовляться с фанерным остовом и доньями из фанеры или древесины и соответствовать типам:
1 - с одинарным остовом и доньями по исполнениям А, Б, В, Г (черт.1 и 2);
2 - с двойным остовом и доньями по исполнениям А, Б, В, Г (черт.1 и 2).
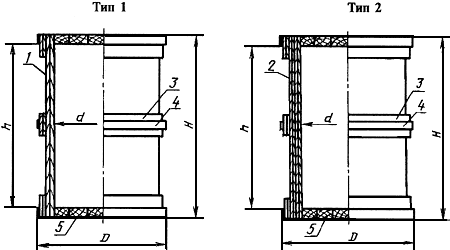
1 - одинарный фанерный остов; 2 - двойной фанерный остов; 3 - фанерный обруч;
4 - металлический обруч; 5 - дощатое дно
Черт.1
(Измененная редакция, Изм. N 1).
1.2. Донья барабанов изготовляют по одному из исполнений, приведенных на черт.2.
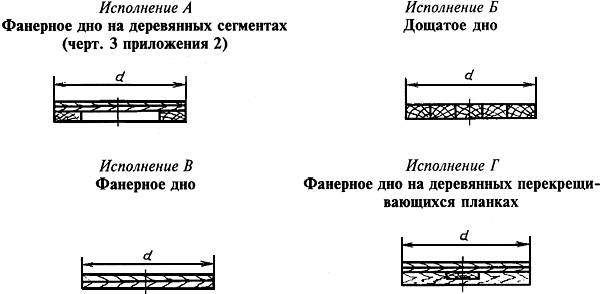
Черт.2
1.3. Размеры фанерных барабанов должны соответствовать указанным в табл.1.
Таблица 1
Размеры, мм
|
Но- мер бара- бана |
Тип бара- бана |
Испол- нение доньев |
Вмести- мость, дм |
Код ОКП |
Количество обручей |
Диаметр барабана |
Высота барабана |
Объем древесины деталей барабана в чистоте, м | ||||
|
фа- нер- ных |
метал- личес- ких |
внут- рен- ний |
наруж- ный |
внут- рен- няя |
наруж- ная |
древе- сины |
фане- ры | |||||
|
1 |
1 |
Б (А, В) |
40 |
53 7335 0201 |
2 |
2 |
310 |
326 |
520 |
558 |
0,0029 |
0,0029 |
|
2-1 |
1 |
В (А, Б, Г) |
40 |
53 7335 0301 |
2 |
2 |
335 |
351 |
442 |
500 |
- |
0,0044 |
|
2-2 |
2 |
Б |
43 |
53 7335 0601 |
3 |
3 |
346 |
370 |
462 |
500 |
0,0036 |
0,0051 |
|
3 |
1 |
А (Б, В, Г) |
50 |
53 7335 0101 |
3 |
3 |
354 |
370 |
514 |
560 |
0,0014 |
0,0043 |
|
4-1 |
1 |
Б (А, В) |
60 |
53 7335 0202 |
2 |
2 |
460 |
476 |
362 |
400 |
0,0063 |
0,0032 |
|
4-2 |
1 |
Б (А, В, Г) |
60 |
53 7335 0203 |
2 |
2 |
335 |
351 |
690 |
728 |
0,0033 |
0,0039 |
|
5-1 |
1 |
А (Б, В, Г) |
66 |
53 7335 0102 |
3 |
3 |
354 |
370 |
674 |
720 |
0,0014 |
0,0051 |
|
5-2 |
2 |
В |
62 |
53 7335 0402 |
3 |
3 |
346 |
370 |
662 |
720 |
- |
0,0087 |
|
5-2 |
2 |
Г (А, Б) |
62 |
53 7335 0501 |
3 |
3 |
346 |
370 |
662 |
720 |
0,0009 |
0,0078 |
|
6-1 |
1 |
А (Б, В, Г) |
93 |
53 7335 0103 |
3 |
3 |
419 |
435 |
674 |
720 |
0,0023 |
0,0061 |
|
6-2 |
2 |
В |
87 |
53 7335 0403 |
3 |
3 |
411 |
435 |
662 |
720 |
- |
0,0104 |
|
6-2 |
2 |
Г (А, Б) |
87 |
53 7335 0502 |
3 |
3 |
411 |
435 |
662 |
720 |
0,0010 |
0,0094 |
|
7 |
1 |
Б (А, В, Г) |
110 |
53 7335 0204 |
2 |
2 |
450 |
466 |
690 |
728 |
0,0060 |
0,0051 |



Примечание. Размеры барабанов рассчитаны с учетом толщины фанеры 4 мм.
(Измененная редакция, Изм. N 2, 3).
1.4. Размеры деталей и развертки барабанов приведены в приложении 1.
1.5. Для продукции с упаковочной плотностью не более 0,8 кг/дм должны применяться барабаны типа 1 с доньями по исполнению В.
должны применяться барабаны типа 1 с доньями по исполнению В.
1.6. Барабаны, предназначенные для упаковывания пластичных смазочных материалов, должны изготовляться с отверстием под деревянную пробку в одном из доньев.
1.7. Предельные отклонения от размеров барабанов и их деталей указаны в приложении 3.
1.8. Перечень продукции, рекомендуемой для упаковывания в барабаны, приведен в приложении 4.
1.9. Пример условного обозначения фанерного барабана номер 3, типа 1 с дном по исполнению Б:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Барабаны должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Для изготовления остова и доньев барабанов применяют фанеру по ГОСТ 3916.1 всех марок не ниже сорта ВВ/С и по ГОСТ 3916.2 всех марок не ниже сорта ВХ/СХ.
Допускается донья барабанов изготовлять из древесно-волокнистой плиты марки Т групп А и Б по ГОСТ 4598.
Толщина фанеры должна быть 3-4 мм, древесно-волокнистой плиты - 3,2 мм.
(Измененная редакция, Изм. N 1, 3).
2.3. Для изготовления остова и доньев барабанов, предназначенных для химической продукции, упакованной в металлические барабаны, должна применяться фанера по ГОСТ 3916.1 всех марок и сортов.
(Измененная редакция, Изм. N 1, 2, 3).
2.4. Материалы, применяемые для изготовления барабанов для пищевых продуктов, должны быть согласованы с Министерством здравоохранения СССР.
2.4а. Барабаны N 1-3, предназначенные для упаковывания яичного порошка, сушеных фруктов и овощей, молока цельного сухого и концентратов киселя на плодовых и ягодных экстрактах, применяют с мешками-вкладышами из полиэтилена, которые изготовляют в соответствии с требованиями ГОСТ 19360 или другой нормативно-технической документации; из пленки или рукавов пленки по ГОСТ 10354, толщиной не более 0,1 мм из нестабилизированного полиэтилена высокого давления марки 15803-020 или других марок по ГОСТ 16337.
Горловину мешка-вкладыша сваривают или туго перевязывают двойным узлом с перегибами.
(Введен дополнительно, Изм. N 3).
2.5. Для изготовления деревянных деталей доньев барабанов должны применяться пиломатериалы мягких лиственных пород и березы по ГОСТ 2695. Допускается для изготовления этих деталей применять пиломатериалы хвойных пород по ГОСТ 8486 и ГОСТ 24454.
Толщина дощатых доньев и сегментов должна быть 19 мм.
Ширина деревянных деталей доньев должна быть не менее 50 мм, ширина сегментов в зависимости от вместимости барабанов - 50-70 мм в соответствии с черт.3 приложения 2.
(Измененная редакция, Изм. N 3).
2.6. Показатели качества древесины деревянных деталей должны соответствовать требованиям, указанным в табл.2.
Таблица 2
|
Порок древесины по |
Норма ограничения пороков | |
|
в досках дна |
в сегментах и планках | |
|
1. Сучки: |
Допускаются размером и в количестве не более: | |
|
а) сросшиеся и частично сросшиеся, здоровые, светлые, темные и с трещинами |
1/2 ширины доски |
1/3 ширины детали |
|
в том числе сшивные, проходящие по пласти |
1/4 толщины детали | |
|
б) несросшиеся здоровые светлые, темные и с трещинами |
1/3 ширины доски не более 4 шт. на 100 мм длины |
1/4 ширины детали |
|
2. Трещины пластевые, кромочные, торцовые: |
||
|
а) глубокие |
Допускаются глубиной не более 1/4 ширины и длиной не более 1/4 длины доски или планки и сегмента | |
|
б) сквозные |
Допускаются общей длиной не более 1/4 длины доски - в досках шириной более 50 мм, 1/10 - в досках шириной до 50 мм, при условии расположения не ближе 20 мм от кромок досок |
Не допускаются |
|
3. Пороки строения древесины: |
| |
|
а) наклон волокон |
Допускается, если отклонение волокон от прямого направления не превышает 10% | |
|
б) прорость |
Допускается не более: | |
|
2/5 ширины и 1/3 длины доски |
1/3 длины и ширины планки | |
|
4. Грибные поражения: |
||
|
ядровая гниль, заболонная гниль и наружная трухлявая гниль |
Не допускается | |
|
5. Биологические повреждения: |
||
|
червоточина глубокая и сквозная |
Допускается с диаметром ходов до 10 мм, если они расположены под углом от 90 до 60° к пласти в общем числе учитываемых сучков | |
Примечания:
1. Пороки древесины по ГОСТ 2140, не указанные в табл.2, допускаются.
2. В местах расположения сучков забивка скоб и гвоздей не допускается.
3. В планках и сегментах отверстия от несросшихся, табачных, загнивших и гнилых сучков и глубокой червоточины, диаметром свыше 10 мм должны быть заделаны деревянными пробками на клею или специальными мастиками.
(Измененная редакция, Изм. N 1, 3).
2.7. Влажность досок и планок должна быть не более 22% и не менее 12%.
2.8. Параметр шероховатости поверхности дощатых деталей барабанов  должен быть: для древесины лиственных пород - не более 1000 мкм, для древесины хвойных пород - не более 1250 мкм по ГОСТ 7016.
должен быть: для древесины лиственных пород - не более 1000 мкм, для древесины хвойных пород - не более 1250 мкм по ГОСТ 7016.
(Измененная редакция, Изм. N 1, 3).
2.9. Наружный остов барабанов типов 1 и 2 должен быть изготовлен из цельного листа фанеры, скрепляемого внахлестку.
Величина нахлестки фанеры для барабанов типа 1 должна быть 70 мм, для типа 2 - 60 мм.
В барабанах N 1, 4 и 7 для химической продукции, упакованной в металлические барабаны, допускается величина нахлестки остова 60 мм.
В барабанах типа 1 с дном по исполнению Б, применяемых для упаковывания химической продукции в металлических барабанах, места нахлестки фанеры должны быть скреплены полосками из стальной ленты шириной не более 30 мм, изготовленными из такого же металла, что и обручи.
Допускается изготовлять остовы барабанов типа 1 под красители из двух листов - для барабана N 3, из двух-трех листов - для барабанов N 5-1, при этом листы фанеры должны быть скреплены встык скобами с помощью полос фанеры, расположенных с внутренней стороны остова.
Шаг скобы должен быть равен 25 мм; ширина скрепляющих полос должна равняться величине нахлестки остова.
2.10. Внутренний остов у барабанов типа 2 вкладывают без крепления. Продольные швы наружного остова барабана и стык кромок внутреннего остова должны располагаться диаметрально противоположно.
Допускается для внутреннего остова в барабанах N 2-2 типа 2 применять вместо фанеры картон толщиной 0,9-1,5 мм не ниже марки В по ГОСТ 7933 с обязательной пропиткой кромок битумным лаком БТ-577 по ГОСТ 5631.
В барабанах с двойным фанерным остовом для густотертых красок допускается вкладывать внутренний фанерный остов с нахлестом 70 мм.
(Измененная редакция, Изм. N 1, 2).
2.11. Наружный остов и обручи к нему должны быть скреплены скобами, изготовленными из светлой термически необработанной проволоки диаметром 0,9-1,2 мм по ГОСТ 3282.
Скобы располагают в шахматном порядке. Расстояние между скобами в каждом ряду должно быть 100 мм, скобы располагают от кромок фанеры на расстоянии 5-10 мм.
Длина спинки скобы должна быть 10-15 мм. Длина ножек скобы должна равняться толщине сшиваемых деталей с припуском 4-5 мм на загиб.
Допускается остовы и обручи к ним крепить гвоздями, забиваемыми с наружной стороны.
Концы скоб должны быть загнуты и утоплены, концы гвоздей - загнуты.
2.12. Ширина фанерных обручей в барабанах типа 1 должна быть равна 60, типа 2 - 40 мм.
Количество фанерных обручей в барабанах, предназначенных для упаковывания химической продукции в металлических барабанах, должно быть равно 2, для остальной продукции - 3.
Фанерные обручи должны крепиться к остову так, чтобы торец обруча прилегал к торцу нахлестки остова.
Торцовые обручи должны быть расположены заподлицо с торцами остова, а средний обруч должен располагаться на середине высоты остова.
2.13. Фанерные донья (исполнение В) должны быть прикреплены к остову четырьмя фанерными поясками шириной 25 мм, которые располагают в соответствии с черт.4 приложения 2.
Каждую пару поясков прибивают к остову восьмью гвоздями или проволочными скобами, расположенными равномерно по окружности остова, концы гвоздей или скоб должны быть загнуты на торцовых обручах или на поясках.
В барабанах исполнения В допускается:
- устанавливать между поясками перпендикулярно волокнам фанерного дна поддонную планку толщиной 25 и шириной 40 мм, которую прибивают двумя гвоздями в каждый торец планки;
- применять фанерные пояски шириной 40 мм, при этом наружная высота барабана типа 4-1 должна быть 430 мм.
2.14. Фанерные обручи и пояски должны быть скреплены внахлестку.
Величина нахлестки должна равняться величине нахлестки остова барабана, за исключением барабана N 4-1 типа 1, для которого величина нахлестки обруча должна быть 35 мм.
2.13, 2.14. (Измененная редакция, Изм. N 1).
2.15. Металлические обручи изготовляют из стальной ленты шириной 20 мм и толщиной 0,3-0,4 мм по ГОСТ 3560, листовой стали толщиной 0,4 мм по ГОСТ 19903 или черной жести, изготовленной по нормативно-технической документации.
Концы обручей соединяют внахлестку электросваркой или "взамок".
Допускается концы металлических обручей прибивать внахлестку гвоздями через поддонную планку.
Величина нахлестки металлических обручей должна быть для:
- электросварки - 20;
- "замка" - 30;
- гвоздей - 50 мм.
Крайние металлические обручи располагают заподлицо с торцами фанерного торцового обруча, средние - по центру фанерных обручей и прибивают четырьмя гвоздями размером 1,6x25 мм или 1,8x32 мм.
Металлические обручи допускается применять составными из двух отрезков, соединенных внахлестку электросваркой или "взамок".
(Измененная редакция, Изм. N 1, 3).
2.16. Доски доньев по кромкам должны быть соединены при помощи шпилек диаметром 2,0-2,5 и длиной 30-40 мм, изготовленных по нормативно-технической документации.
Шпильки вбивают в одну из кромок досок по две штуки на расстоянии 130-150 мм.
Допускаются другие виды соединений досок по кромкам в соответствии с нормативно-технической документацией.
(Измененная редакция, Изм. N 2).
2.17. Перекрещивающиеся планки соединяют между собой с зарезкой на половину толщины, толщина планок должна быть 25, ширина 50 мм.
2.18. Сегменты прибивают к фанерному дну тремя гвоздями или скобами.
Перекрещивающиеся планки прибивают к дну четырьмя гвоздями или скобами.
При этом концы скоб должны быть загнуты и утоплены, концы гвоздей загнуты.
2.19. Донья исполнений А, Б и Г прибивают к остову через фанерные обручи восемью гвоздями:
- исполнение А - по два гвоздя в каждый сегмент;
- исполнение Б - гвозди располагают равномерно по окружности;
- исполнение Г - по два гвоздя в торцы планок.
2.19а. Барабаны N 2-2 типа 2, предназначенные для упаковывания свинцового глета, сурика, паст и густотертых красок, должны изготовляться с дощатым дном толщиной 25 мм, обшитым с одной стороны фанерой, на трех фанерных поясках шириной 25 мм. При этом дощатое дно крепится к наружному фанерному дну восемью гвоздями или проволочными скобами.
В барабанах N 2-2 типа 2, предназначенных для упаковывания густотертых красок и паст, допускается применять:
- двойное фанерное дно с фанерными поясками;
- двойное фанерное дно с наружными фанерными поясками, при этом внутренний остов должен быть высотой 434 мм.
(Введен дополнительно, Изм. N 2).
2.20. В барабанах, предназначенных для упаковывания пластичных смазок и густотертых красок, места сопряжения доньев с остовом должны быть уплотнены прокладкой из упаковочной двухслойной бумаги марок Б-70, В-70, по ГОСТ 8828, шириной 50-60 мм.
Допускается применять полиэтиленовую пленку марок Т, Н по ГОСТ 10354, толщиной 0,5-0,8 мм и шириной 140-150 мм на клеях, изготовленных по нормативно-технической документации.
(Измененная редакция, Изм. N 2).
2.21. При изготовлении барабанов применяют гвозди по ГОСТ 4034 следующих размеров:
П 1,6x25 - П 1,8x32 - для соединения фанерных доньев с сегментами и планками;
П 1,8x32 - П 2,0x40 - для крепления поясков к остову;
П 2,0x45 - П 2,2x50 - для крепления дощатого дна, сегментов и планок к остову;
П 2,5x60 - для крепления поддонной планки к остову.
2.22. Нормы механической прочности барабанов при испытаниях:
на сопротивление ударам при свободном падении
Барабаны сбрасывают с высоты ( ) в сантиметрах, определяемой по формуле
) в сантиметрах, определяемой по формуле
 ,
,
где  - масса барабана с упакованной в него продукцией, кг.
- масса барабана с упакованной в него продукцией, кг.
на сопротивление сжатию
Нагрузка, которую должны выдерживать барабаны при давлении на остов, должна быть не менее 2000 кгс/м (19,6 кн/м).
(19,6 кн/м).
(Измененная редакция, Изм. N 1, 2).
3. ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К БАРАБАНАМ, ПРЕДНАЗНАЧЕННЫМ
ДЛЯ ПРОДУКЦИИ, ПОСТАВЛЯЕМОЙ В СТРАНЫ С ТРОПИЧЕСКИМ КЛИМАТОМ
3.1. Для изготовления остова и доньев барабанов применяют фанеру по ГОСТ 3916.1 не ниже сорта ВВ/С и по ГОСТ 3916.2 не ниже сорта ВХ/СХ.
(Измененная редакция, Изм. N 1, 3).
3.2. Остовы барабанов изготовляют из цельного листа фанеры.
3.3. Показатели качества древесины дощатых деталей должны соответствовать требованиям, предусмотренным в табл.2 с дополнениями согласно табл.3.
Таблица 3
|
Порок древесины |
Норма ограничения пороков древесины | |
|
в досках дна |
в сегментах и планках | |
|
Наклон волокон |
Допускается при отклонении волокон от прямого направления на 1 м, не более, %: | |
|
10 |
7 | |
|
Кармашек |
Допускается не более 4 шт. на 1 м длины | |
|
Рак |
Допускается протяжением до | |
 длины детали
длины детали
Примечание. Сквозные трещины и червоточина с диаметром ходов свыше 10 мм в досках дна не допускаются.
(Измененная редакция, Изм. N 1).
4. ПРАВИЛА ПРИЕМКИ
4.1. Приемку барабанов производят партиями.
Партией считают количество барабанов одного размера и типа, оформленное одним документом о качестве, содержащим:
- наименование предприятия-изготовителя и (или) его товарный знак;
- тип и размер барабана;
- количество барабанов в партии;
- обозначение настоящего стандарта.
4.2. Для контроля качества отбирают 5% барабанов от партии, но не менее 50 шт.
Если в выборке более 2% барабанов не соответствуют требованиям настоящего стандарта, проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Если при повторном контроле в выборке окажется более 2% барабанов, не соответствующих требованиям настоящего стандарта, партию считают не соответствующей требованиям стандарта.
Разд.4. (Измененная редакция, Изм. N 2).
5. МЕТОДЫ КОНТРОЛЯ
5.1. Определение и измерение пороков древесины - по ГОСТ 2140.
Сучки измеряют:
- сросшиеся, частично сросшиеся и несросшиеся - по расстоянию между касательными к контуру сучка, проведенными параллельно продольной оси доски или планки;
- сшивные - по расстоянию между ребром и касательной к контуру поперечного сечения сучка, проведенной параллельно ребру доски или планки.
5.2. Визуально устанавливают соответствие типов барабанов требованиям настоящего стандарта, правильность сборки, отсутствие перекосов и выступающих скоб или гвоздей, качество фанеры, древесины, древесно-волокнистой плиты.
5.3. Размеры барабанов и деталей проверяют линейкой по ГОСТ 427, рулеткой по ГОСТ 7502* и штангенциркулем по ГОСТ 166 с погрешностью измерения не более: 1 мм - для внутренних и наружных размеров; 0,5 мм - для толщины деталей из досок; 0,1 мм - для толщины деталей из фанеры и древесно-волокнистой плиты.
_______________
* На территории Российской Федерации действует ГОСТ 7502-98. - Примечание .
5.4. Влажность древесины досок, планок и сегментов определяют по ГОСТ 16588, фанеры - по ГОСТ 9621.
(Измененная редакция, Изм. N 1).
5.5. Шероховатость поверхности деревянных деталей определяют по ГОСТ 15612.
5.6. Контроль механической прочности барабанов проводят: на сопротивление сжатию по ГОСТ 18211 или ГОСТ 25014 и на сопротивление удару при свободном падении - по ГОСТ 18425.
Для испытаний отбирают не менее трех барабанов для каждого вида испытаний.
Барабаны считают выдержавшими испытания, если после пяти сбрасываний и приложения сжимающей нагрузки не будет обнаружено повреждений остова и доньев, влияющих на сохранность продукции.
Испытания на удар при свободном падении и на штабелирование для барабанов, предназначенных для продукции, относящейся по ГОСТ 19433 к опасным грузам, проводят по ГОСТ 26319.
(Измененная редакция, Изм. N 2).
6. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На одном из доньев барабана наносится маркировка, характеризующая тару в соответствии с требованиями ГОСТ 14192 и содержащая:
- товарный знак;
- номер барабана и объем древесины деталей барабана в чистоте, м;
- объем барабана;
- обозначение настоящего стандарта.
Транспортная маркировка - по ГОСТ 14192.
Барабаны, предназначенные для продукции, поставляемой на экспорт, относящейся по ГОСТ 19433 к опасным грузам, должны иметь маркировку по ГОСТ 26319.
(Измененная редакция, Изм. N 2, 3).
6.2. Барабаны формируют в транспортные пакеты в соответствии с требованиями ГОСТ 26663. При этом одно из доньев должно быть прибито двумя гвоздями, предохраняющими дно от выпадания.
Барабаны перевозят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом из них.
(Измененная редакция, Изм. N 1, 3).
6.3. Барабаны хранят в крытых складских помещениях или под навесом в вертикальном положении.
Допускается хранить барабаны в штабелях на прокладках с укрытием водонепроницаемым материалом.
При укладке на землю под нижний ряд должны быть положены прокладки высотой не менее 100 мм.
ПРИЛОЖЕНИЕ 1
Справочное
РАЗМЕРЫ ДЕТАЛЕЙ БАРАБАНОВ
Размеры, мм
|
|
|
|
|
Обручи |
Сегменты | |||||||||||
|
Остов |
Дно дощатое
|
фанер- |
метал- лические |
длина |
| |||||||||||
|
Но- мер бара- бана |
Тип бара- бана |
Испол- нение донь- |
Вмести- мость, дм |
Длина развер- |
Ширина (вы- сота) |
Диа- метр |
Тол- щина |
Дли- на |
Ши- |
Дли- на |
Ши- |
наи- боль- шая |
наи- мень- шая |
Ши- ри- |
Тол- щи- | |
|
1 |
1 |
Б |
40 |
1055 |
558 |
309 |
19 |
1063 |
60 |
1113 |
20 |
- |
- |
- |
- | |
|
2-1 |
1 |
В |
40 |
1135 |
500 |
334 |
- |
1143 |
60 |
1193 |
20 |
- |
- |
- |
- | |
|
2-2 |
2 |
Б |
43 |
наруж. |
1159 |
500 |
345 |
19 |
1167 |
40 |
1217 |
20 |
- |
- |
- |
- |
|
внутр. |
1095 |
500 |
345 |
- |
- |
- |
- |
- |
- |
- |
- |
- | ||||
|
3 |
1 |
А |
50 |
1194 |
560 |
353 |
- |
1202 |
60 |
1252 |
20 |
250 |
- |
50 |
19 | |
|
4-1 |
1 |
Б |
60 |
1527 |
400 |
459 |
19 |
1535 |
60 |
1585 |
20 |
- |
- |
- |
- | |
|
4-2 |
1 |
Б |
60 |
1135 |
728 |
334 |
19 |
1143 |
60 |
1193 |
20 |
- |
- |
- |
- | |
|
5-1 |
1 |
А |
65 |
1194 |
720 |
353 |
- |
1202 |
60 |
1252 |
20 |
250 |
- |
50 |
19 | |
|
5-2 |
2 |
В, Г |
62 |
наруж. |
1159 |
720 |
345 |
- |
1167 |
40 |
1217 |
20 |
- |
- |
- |
- |
|
внутр. |
1095 |
720 |
345 |
- |
- |
- |
- |
- |
- |
- |
- |
- | ||||
|
6-1 |
1 |
А |
93 |
1399 |
720 |
418 |
- |
1407 |
60 |
1457 |
20 |
296 |
278 |
70 |
19 | |
|
6-2 |
2 |
В, Г |
87 |
наруж. |
1363 |
720 |
410 |
- |
1371 |
40 |
1421 |
20 |
- |
- |
- |
- |
|
внутр. |
1299 |
720 |
410 |
- |
- |
- |
- |
- |
- |
- |
- |
- | ||||
|
7 |
1 |
Б |
110 |
1496 |
728 |
449 |
19 |
1504 |
60 |
1554 |
20 |
- |
- |
- |
- | |



Примечания:
1. Длина остова развернутая рассчитана с учетом допуска по диаметру барабана, величины нахлестки остова и трех толщин фанеры.
2. Длина фанерных обручей рассчитана с учетом двух толщин фанеры.
3. Длина металлических обручей рассчитана с учетом нахлестки при прибивке обруча гвоздями.
4. Допускается уменьшить величину нахлестки фанерного остова и обруча для барабана номер 4-1 типа 1.
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2, 3).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
КОНСТРУКЦИЯ СЕГМЕНТОВ К БАРАБАНАМ С ДОНЬЯМИ ИСПОЛНЕНИЯ А
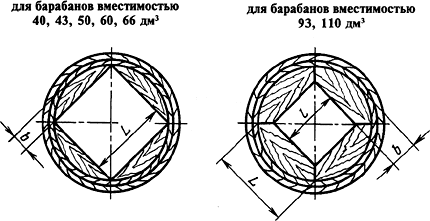
Черт.3
Крепление фанерного дна к остову фанерными поясками
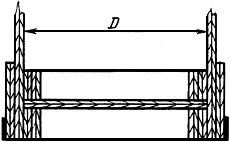
Черт.4
ПРИЛОЖЕНИЕ 2. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ РАЗМЕРОВ БАРАБАНОВ И ИХ ДЕТАЛЕЙ
|
Размеры барабанов и их деталей, мм |
Поля допусков, числовые значения предельных отклонений, мм |
Обозначение квалитетов |
|
1. Наружный диаметр: |
||
|
св. 250 до 315 |
+3 |
Н16 |
|
" 315 " 500 |
+4 |
Н16 |
|
2. Наружная высота остова: |
||
|
св. 315 до 500 |
±3 |
js17 |
|
" 500 " 800 |
±4 |
js17 |
|
3. Ширина фанерных обручей, поясков и нахлестки остова |
±2 |
js18 |
|
4. Длина планок и сегментов до 500 |
-2 |
h14 |
|
5. Толщина дощатых деталей |
±1 |
js17 |
|
6. Длина фанерных обручей и поясков св. 1000 до 1600 |
+3 |
Н14 |
Примечание. Поля допусков и числовые значения предельных отклонений приняты по ГОСТ 6449.1 с округлением до целого числа по максимальному значению интервала размеров.
ПРИЛОЖЕНИЕ 3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
ПРОДУКЦИЯ, РЕКОМЕНДУЕМАЯ ДЛЯ УПАКОВЫВАНИЯ В ФАНЕРНЫЕ БАРАБАНЫ
|
Номер барабана |
Наименование продукции |
|
1 |
Химическая продукция в металлических барабанах по ГОСТ 5044, пластичные смазочные материалы, сухие пигменты, красители и другая сыпучая и пастообразная химическая продукция и продукция, относящаяся к опасным грузам по ГОСТ 19433 |
|
2 |
Сушеные фрукты и овощи |
|
3 |
Красители, полупродукты для красителей и другая сыпучая и пастообразная химическая продукция, лекарственно-техническое сырье, лекарственные средства в порошках |
|
4 |
Химическая продукция в металлических барабанах по ГОСТ 5044 и продукция, относящаяся к опасным грузам по ГОСТ 19433 |
|
5 |
Красители и другая сыпучая и пастообразная химическая продукция, лекарственно-техническое сырье, лекарственные средства в порошках |
|
6 |
Красители и пигменты, лекарственные средства в порошках, лекарственно-техническое сырье |
|
7 |
Химическая продукция в металлических барабанах по ГОСТ 5044, сыпучая и пастообразная химическая продукция и продукция, относящаяся к опасным грузам по ГОСТ 19433 |
ПРИЛОЖЕНИЕ 4. (Измененная редакция, Изм. N 1, 2, 3).
Текст документа сверен по:
официальное издание
Тара деревянная, картонная и комбинированная.
Часть 4. Ящики, бочки и барабаны: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 1999
Личный кабинет:
доступно после авторизации Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...
Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке