
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
20
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 8682-93
(ИСО 383-76)
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Посуда лабораторная стеклянная
ШЛИФЫ КОНИЧЕСКИЕ ВЗАИМОЗАМЕНЯЕМЫЕ
Laboratory glassware. Interchangeable conical ground V-joints
МКС 71.040.20
ОКП 43 2500
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 8682-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
4 ВЗАМЕН ГОСТ 8682-70
5 ПЕРЕИЗДАНИЕ
0 Введение
Настоящий стандарт распространяется на конические стеклянные шлифы и обеспечивает взаимозаменяемость между ними независимо от места их изготовления.
Для достижения взаимозаменяемости необходимо, чтобы каждое из следующих требований было выполнено, включая соответствующие допуски:
a) конусность;
b) наибольший диаметр шлифа;
c) длина пришлифованного участка;
d) чистота обработки поверхности.
Номинальные размеры, указанные ниже, выбраны из рядов соединений, широко использующихся во многих странах; ряд наибольших диаметров шлифов представляет собой наиболее приемлемое приближение к  40/3 рядам номеров (5, 7. . . , 100), установленных ГОСТ 8032.
40/3 рядам номеров (5, 7. . . , 100), установленных ГОСТ 8032.
С практической точки зрения, в связи с трудностью измерения отшлифованных участков обработанных соединений, желательно применять систему калибров для проверки основных размеров.
Определение этих размеров в соответствии с разделом 6 является существенной частью настоящего стандарта, но система калибров, приведенная в приложении А, признанная на практике вполне удовлетворительной, не является единственной для применения в этом случае.
Испытание на герметичность, приведенное в приложении В, обычно применяют при испытании шлифов, его включение в настоящий стандарт не исключает применения других испытаний, которые могут быть более приемлемыми для особых целей.
Особое внимание уделяют методу пневматической калибровки.
1 Назначение и область применения
Настоящий стандарт определяет основные геометрические требования к взаимозаменяемости в отношении четырех рядов конических стеклянных шлифов лабораторного применения.
Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
3 Конусность
Конус шлифов должен быть таким, чтобы приращение диаметра соответствовало десяти приращениям осевой длины с допуском ±0,006 на приращение диаметра, т.е. конус (1,00±0,006)/10.
Примечание - Современное производство в основном использует более жесткие допуски, чем указанные выше, но из-за отсутствия экспериментальных данных невозможно уменьшить установленную величину.
4 Наибольший диаметр шлифа
Наибольший диаметр шлифа выбирают из ряда: 5,0; 7,5; 10,0; 12,5; 14,5; 18,8; 21,5; 24,0; 29,2; 34,5; 40,0; 45,0; 50,0; 60,0; 71,0; 85,0; 100,0 мм.
5 Длина пришлифованного участка
Длину пришлифованного участка ( ) в миллиметрах рассчитывают по формуле
) в миллиметрах рассчитывают по формуле
 ,
,
где  - константа (постоянная величина);
- константа (постоянная величина);
 - наибольший диаметр шлифа, мм.
- наибольший диаметр шлифа, мм.
Вычисленную длину округляют до целого числа.
Четыре ряда шлифов, внесенных в таблицу 1, получены при использовании значений 2, 4, 6, 8 константы .
Ряд  является предпочтительным.
является предпочтительным.
Таблица 1 - Ряды шлифов
В миллиметрах
|
Наибольший диаметр шлифа |
Длина пришлифованной зоны | |||
|
|
|
|
| |
|
5,0 |
- |
9 |
13 |
18 |
|
7,0 |
- |
11 |
16 |
22 |
|
10,0 |
- |
13 |
19 |
25 |
|
12,5 |
- |
14 |
21 |
28 |
|
14,5 |
8* |
15 |
23 |
30 |
|
18,8 |
9 |
17 |
26 |
35 |
|
21,5 |
- |
19 |
28 |
37 |
|
24,0 |
10 |
20 |
29 |
39 |
|
29,2 |
11 |
22 |
32 |
43 |
|
34,5 |
12 |
23 |
35 |
47 |
|
40,0 |
13 |
- |
38 |
- |
|
45,0 |
13 |
- |
40 |
- |
|
50,0 |
14 |
- |
42 |
- |
|
60,0 |
15* |
- |
46 |
- |
|
71,0 |
- |
- |
51 |
- |
|
85,0 |
18* |
- |
55 |
- |
|
100,0 |
- |
- |
60 |
- |
|
___________________ | ||||



6 Допуски на диаметр и длину
Диаметр и длина пришлифованной зоны должны быть такими, чтобы при наложении ее на плоскость размерной формы, показанной на рисунке 1, верхние и нижние границы пришлифованной поверхности совпадали с участками высоты  и
и  соответственно; значения , , и для каждого отдельного соединения берут из таблицы 2. В особых случаях пришлифованная поверхность может превышать эти значения при условии, что длина всегда входит в эту пришлифованную часть.
соответственно; значения , , и для каждого отдельного соединения берут из таблицы 2. В особых случаях пришлифованная поверхность может превышать эти значения при условии, что длина всегда входит в эту пришлифованную часть.
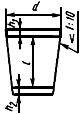
Рисунок 1
Таблица 2 - Размеры и допуски (см. раздел 6 и рисунок 1)
|
Номи- |
|
Ряд |
Ряд |
Ряд |
Ряд | ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
5,0 |
5,1±0,008 |
- |
- |
- |
8 |
2 |
2 |
12 |
2 |
2 |
17 |
2,5 |
2,0 |
|
7,5 |
7,6±0,008 |
- |
- |
- |
10 |
2 |
2 |
15 |
2 |
2 |
21 |
2,5 |
2,0 |
|
10,0 |
10,1±0,008 |
- |
- |
- |
12 |
2 |
2 |
18 |
2 |
2 |
24 |
2,5 |
2,0 |
|
12,5 |
12,6±0,010 |
- |
- |
- |
13 |
2 |
2 |
20 |
2 |
2 |
27 |
2,5 |
2,0 |
|
14,5 |
14,6±0,010 |
7*** |
2,0*** |
2,0*** |
14 |
2 |
2 |
22 |
2 |
2 |
29 |
2,5 |
2,0 |
|
18,8 |
18,9±0,015 |
8 |
2,5 |
2,0 |
16 |
2 |
2 |
25 |
2 |
2 |
34 |
2,5 |
2,0 |
|
21,5 |
21,6±0,015 |
- |
- |
- |
18 |
2 |
2 |
27 |
2 |
2 |
36 |
2,5 |
2,0 |
|
24,0 |
24,1±0,015 |
9 |
2,5 |
2,0 |
19 |
2 |
2 |
28 |
2 |
2 |
38 |
2,5 |
2,0 |
|
29,2 |
29,3±0,015 |
10 |
2,5 |
2,0 |
21 |
2 |
2 |
31 |
2 |
2 |
40 |
2,5 |
3,5 |
|
34,5 |
34,6±0,015 |
11 |
2,5 |
2,0 |
22 |
2 |
2 |
34 |
2 |
2 |
43 |
2,5 |
3,5 |
|
40,0 |
40,1±0,015 |
11 |
2,5 |
2,5 |
- |
- |
- |
37 |
2 |
2 |
- |
- |
- |
|
45,0 |
45,1±0,015 |
11 |
2,5 |
2,5 |
- |
- |
- |
39 |
2 |
2 |
- |
- |
- |
|
50,0 |
50,1±0,015 |
12 |
2,5 |
2,5 |
- |
- |
- |
41 |
2 |
3 |
- |
- |
- |
|
60,0 |
60,1±0,015 |
12*** |
2,5*** |
2,5*** |
- |
- |
- |
45 |
2 |
3 |
- |
- |
- |
|
71,0 |
71,1±0,020 |
- |
- |
- |
- |
- |
- |
50 |
2 |
3 |
- |
- |
- |
|
85,0 |
85,1±0,020 |
13*** |
2,5*** |
2,5*** |
- |
- |
- |
54 |
2 |
3 |
- |
- |
- |
|
100,0 |
100,0±0,020 |
- |
- |
- |
- |
- |
- |
59 |
2 |
3 |
- |
- |
- |
|
_________________ | |||||||||||||
|
** Допуск на | |||||||||||||
|
*** Размеры для калибров, используемых для потребностей народного хозяйства. | |||||||||||||
 и
и
Система калибров для определения соответствия шлифов данным пределам приведена в приложении А.
7 Окончательная обработка поверхности
Параметр шероховатости  по ГОСТ 2789 шлифованной поверхности не должен превышать 1 мкм и предпочтительно должен быть менее 0,5 мкм.
по ГОСТ 2789 шлифованной поверхности не должен превышать 1 мкм и предпочтительно должен быть менее 0,5 мкм.
8 Обозначение
Для удобства при ссылках на шлифы, отвечающие требованиям настоящего стандарта на герметичность, рекомендуется пользоваться обозначением, состоящим из следующих размеров, выраженных в миллиметрах:
наибольший диаметр шлифа: 7,5; 12,5; 14,5; 18,8; 21,5; 29,2; 34,5; округляют до 7; 12; 14; 19; 21; 29; 34 соответственно, и
значение пришлифованного участка отделяют наклонной или горизонтальной чертой.
Пример: 19/26 или  .
.
Пример условного обозначения шлифа конического (КШ) диаметром 18,8 мм и высотой 9 мм для потребностей народного хозяйства:
Шлиф КШ 19/9 ГОСТ 8682-93
ПРИЛОЖЕНИЕ А
(рекомендуемое)
Система калибров для диаметра и длины конических шлифов
Предлагаемые калибры изготовляют из закаленной стали или другого соответствующего материала. Калибрами для муфт являются конические пробки со ступенькой на каждом конце, а калибрами для кернов служат конические кольца со ступенькой на каждом конце (см. рисунки 2 и 3).
Калибры для муфт
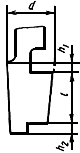
Рисунок 2
Калибры для кернов
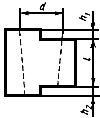
Рисунок 3
Конический полуугол каждого калибра равен 2°51'45"±15" (синус соответствующего угла равен 0,04994±0,00007).
Для каждого размера керна или муфты требуется отдельный калибр. Размеры калибров даны в таблице 2 настоящего стандарта. Когда муфта или керн подогнан под соответствующий калибр, они должны находиться в таком положении, чтобы верхние и нижние концы пришлифованного участка полностью лежали в пределах ступенек с высотой  и соответственно.
и соответственно.
В особых случаях пришлифованная поверхность может превышать внешний предел ступеньки на меньшем конце при условии, что она тоже доходит до внутреннего предела ступеньки на большом конце.
ПРИЛОЖЕНИЕ В
(обязательное)
Испытание на герметичность конических шлифов
Испытание на герметичность проводят на сухих шлифах, наблюдая за скоростью повышения давления в предварительно разреженной системе, связанной с атмосферой через дающее утечку соединение.
Принципиальная схема установки общей емкостью системы приблизительно 1,5 дм показана на рисунке 4.
показана на рисунке 4.
Установка для испытания конических шлифов на герметичность
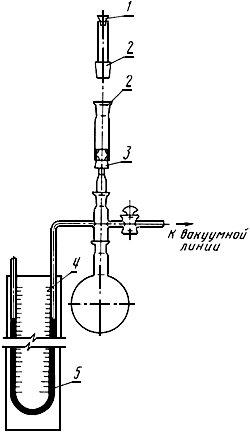
1 - резиновая пробка; 2 - испытуемый шлиф; 3 - резиновая пробка или трубка по размеру испытуемого соединения; 4 - шкала с диапазоном измерения давления приблизительно от 350 до 760 мм рт.ст. (45-100 кПа), с ценой деления 1 мм (0,133 кПа); 5 - ртутная  -образная манометрическая трубка
-образная манометрическая трубка
Рисунок 4
Важно, чтобы все соединения в испытательной установке не давали утечки, и сама установка была проверена перед присоединением к испытуемому соединению. Утечка, обнаруженная во время проверки, должна быть незначительной по сравнению с утечкой, наблюдаемой во время испытания.
Степень чистоты пришлифованной поверхности - важный фактор, влияющий на скорость утечки. Составные элементы сначала протирают тканью, пропитанной соответствующим растворителем, например циклогексаном, затем опускают в этот растворитель и сушат. Частички, прилипшие к поверхности, удаляют щеткой из верблюжьего волоса.
Затем составные элементы помещают по очереди в установку, в разреженную систему, в вертикальном положении.
На соединение влияет только атмосферное давление. При показании ртутного манометра выше 380 мм (50,54 кПа) запорный кран закрывают и через 1 мин снимают показания шкалы. Через 5 мин показания шкалы снимают повторно.
После уравнивания внутреннего и внешнего давлений составной элемент поворачивают по оси на 90° и затем испытание повторяют.
Примечание - При испытании кернов и муфт, отвечающих этим геометрическим требованиям при условиях, указанных выше, увеличение давления в системе в течение 5 мин не превышает 10 мм рт.ст. (1,33 кПа) при общей емкости 1,5 дм. При общих емкостях, отличных от 1,5 дм, соответствующее максимальное повышение давления обратно пропорционально емкости.
Текст документа сверен по:
официальное издание
Посуда и оборудование лабораторные.
Технические условия. Методы испытаний: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации MBAND в обновленном составе выйдет на сцену “Новой Фабрики звезд”, а...
MBAND в обновленном составе выйдет на сцену “Новой Фабрики звезд”, а...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке