
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
19
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 24998-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ ВЕНТИЛЕЙ И БАЛЛОНОВ ДЛЯ ГАЗОВ
Допуски
Gauges for taper thread of valves and gas-bags. Tolerances
МКС 17.040.30
ОКП 39 3177
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.11.81 N 4990
3. Стандарт полностью соответствует СТ СЭВ 2649-80
4. ВЗАМЕН ГОСТ 9909-70 в части калибров
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 3.2, 6.1 |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 года (ИУС 5-90)
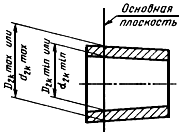
Настоящий стандарт распространяется на резьбовые и гладкие калибры для конической резьбы вентилей и баллонов для газов по ГОСТ 9909 и устанавливает виды калибров, профиль, длину рабочей части, допуски и формулы для расчета размеров резьбовых и гладких калибров.
Стандарт полностью соответствует СТ СЭВ 2649.
(Измененная редакция, Изм. N 1).
1. ВИДЫ КАЛИБРОВ
1.1. Калибры должны изготовляться видов:
Калибры для наружной резьбы
1 - калибр-кольцо резьбовой конусный (черт.3);
2 - калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца (черт.5);
3 - калибр-кольцо гладкий конусный (черт.4);
4 - калибр-пробка гладкий конусный контрольный для гладкого конусного калибра-кольца (черт.6)
Калибры для внутренней резьбы
5 - калибр-пробка резьбовой конусный (черт.5);
6 - калибр-пробка гладкий конусный (черт.6).
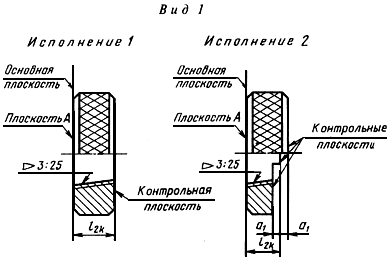
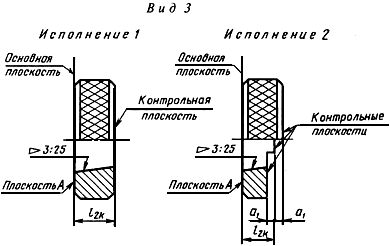
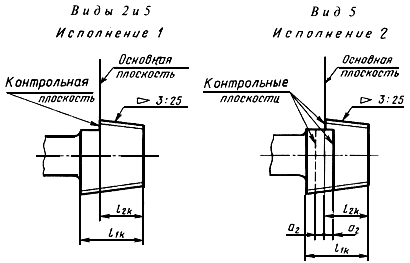
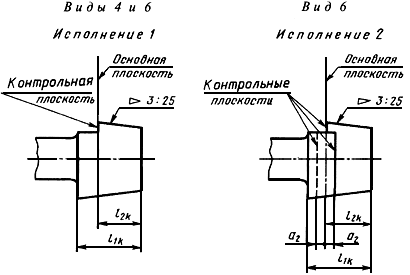
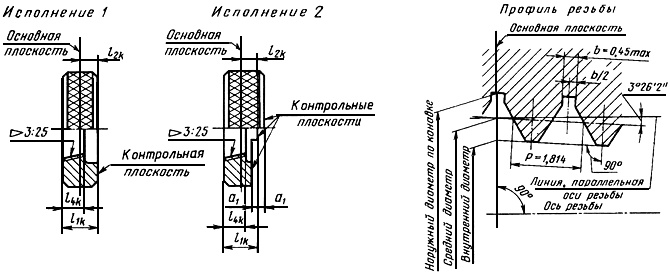
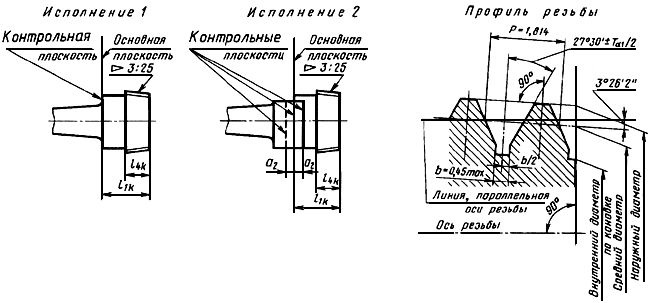
1.2. Калибры видов 1, 3, 5 и 6 должны изготовляться в следующих исполнениях:
1 - калибр (пробка или кольцо) с контрольной плоскостью, соответствующей номинальному положению основной плоскости резьбы;
2 - калибр (пробка или кольцо) с контрольными плоскостями, соответствующими номинальному положению основной плоскости, а также наибольшему и наименьшему предельным размерам осевого смещения основной плоскости резьбы.
Исполнение 2 является предпочтительным.
Калибры видов 2 и 4 должны изготовляться только в исполнении 1.
(Измененная редакция, Изм. N 1).
1.3. Условное обозначение калибра должно состоять из вида калибра, исполнения и обозначения резьбы.
Для калибров видов 2 и 4 исполнение не указывается.
Например:
для калибра вида 5, исполнения 2:
5/2-W 19,2;
для калибра вида 2:
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
|
|
- расстояние между двумя соседними контрольными плоскостями калибра-кольца; |
|
|
- расстояние между двумя соседними контрольными плоскостями калибра-пробки; |
|
|
- ширина канавки резьбового калибра-кольца и калибра-пробки; |
|
|
- конусность; |
|
|
- номинальный наружный диаметр наружной резьбы в основной плоскости; |
|
|
- номинальный внутренний диаметр наружной резьбы в основной плоскости; |
|
|
- номинальный средний диаметр наружной резьбы в основной плоскости; |
|
|
- номинальный наружный диаметр внутренней резьбы в основной плоскости; |
|
|
- номинальный внутренний диаметр внутренней резьбы в основной плоскости; |
|
|
- номинальный средний диаметр внутренней резьбы в основной плоскости; |
|
|
- средний диаметр калибра-пробки в основной плоскости; |
|
|
- средний диаметр калибра-кольца в основной плоскости; |
|
|
- нижнее отклонение среза вершины и впадины наружной резьбы; |
|
|
- верхнее отклонение среза вершины и впадины наружной резьбы; |
|
|
- нижнее отклонение среза вершины и впадины внутренней резьбы; |
|
|
- верхнее отклонение среза вершины и впадины внутренней резьбы; |
|
|
- допуск гладкого конусного калибра-пробки для внутренней резьбы; |
|
|
-допуск гладкого конусного калибра-кольца для наружной резьбы; |
|
|
- допуск гладкого конусного контрольного калибра-пробки для гладкого конусного калибра-кольца; |
|
|
- рабочая длина резьбы; |
|
|
- длина наружной резьбы от торца до основной плоскости; |
|
|
- длина рабочей части калибра-пробки; |
|
|
- базовое расстояние калибра-кольца и калибра-пробки; |
|
|
- шаг резьбы; |
|
|
- допуск среднего диаметра резьбового конусного контрольного калибра-пробки; |
|
|
- допуск шага резьбы калибра; |
|
|
- допуск среднего диаметра резьбового конусного калибра-пробки; |
|
|
- допуск среднего диаметра резьбового конусного калибра-кольца; |
|
|
- допуск угла наклона боковой стороны резьбы калибра; |
|
|
- величина среднедопустимого износа резьбового конусного калибра; |
|
|
- величина среднедопустимого износа гладкого конусного калибра-пробки; |
|
|
- величина среднедопустимого износа гладкого конусного калибра-кольца; |
|
|
- осевое смещение основной плоскости наружной и внутренней конических резьб относительно номинального расположения; |






















(Измененная редакция, Изм. N 1).
3. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
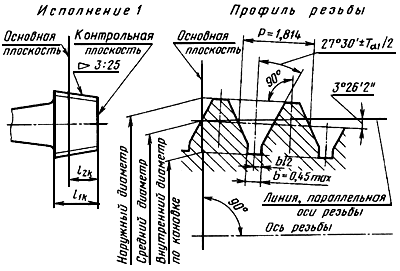
3.1. Калибры-пробки видов 2 и 5 должны иметь профиль резьбы в соответствии с черт.1, калибр-кольцо вида 1 - в соответствии с черт.2.
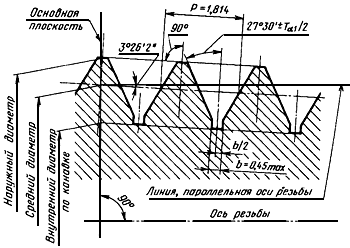
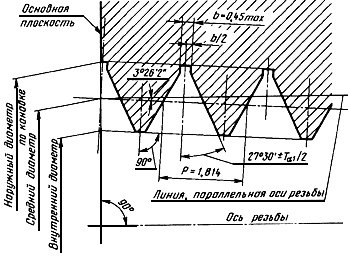
Черт.2
Форма канавки произвольная.
Примечания:
1. Биссектриса угла профиля перпендикулярна к образующей конуса.
2. Шаг резьбы определяется по линии, параллельной образующей конуса.
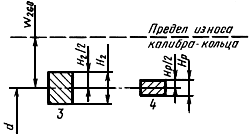
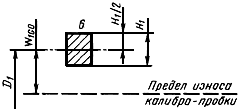
3.2. Длины рабочей части калибров должны соответствовать указанным на черт.3-6 и в табл.1.
Калибры-кольца резьбовые конусные
Калибры-кольца гладкие конусные
Калибры-пробки резьбовые конусные
Калибры-пробки гладкие конусные
Черт.6
Таблица 1
|
Номер вида калибра |
|
|
|
| |||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. |
|
|
1; 3 |
|
|
- |
- |
|
|
- |
|
2; 4 |
- |
- |
- |
- |
|
- |
|
|
5; 6 |
- |
- |
|
|
|
- |
|




Примечания:
1. Размеры  ,
,  ,
,  - по ГОСТ 9909.
- по ГОСТ 9909.
2. Для калибров видов 2, 4, 5 и 6 размер  является справочным.
является справочным.
3. Размер  является наибольшим и не должен быть менее
является наибольшим и не должен быть менее  .
.
(Измененная редакция, Изм. N 1).
4. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
4.1. Допуски и расположение полей допусков среднего диаметра резьбы калибров для контроля наружной резьбы должны соответствовать указанному на черт.7, для контроля внутренней резьбы - на черт.8.
Примечание. Цифры у полей допусков на черт.7, 8, 10 и 11 обозначают номера видов калибров.
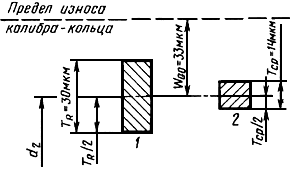
Черт.8
4.2. Предельные отклонения угла наклона боковой стороны резьбы калибров  (черт.1 и 2). Значение
(черт.1 и 2). Значение  составляет 11'.
составляет 11'.
4.3. Допуск шага резьбы калибра ( ) составляет 5 мкм.
) составляет 5 мкм.
Примечания:
1. Значение относится к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
4.4. Отклонение конуса, включающее отклонение угла конуса и отклонение от прямолинейности образующей (линии среднего диаметра и отклонение от круглости в любом сечении), должно находиться в пределах поля допуска среднего диаметра резьбы калибра.
Поле допуска среднего диаметра резьбы калибра указано на черт.9.
Черт.9
4.1-4.4. (Измененная редакция, Изм. N 1).
4.5. Отклонения от совпадения плоскости А калибра-кольца вида 1 с измерительной плоскостью контрольного калибра-пробки вида 2 составляют для нового калибра ±0,058 мм; для изношенного калибра +0,208 мм.
5. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
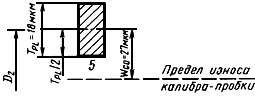
5.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы должно соответствовать указанному на черт.10, внутреннего диаметра внутренней резьбы - указанному на черт.11.
Черт.11
5.2. Допуски и величины, определяющие положение полей допусков и предел износа калибров, должны соответствовать указанным в табл.2.
Таблица 2
Размеры в мкм
|
|
|
|
|
|
Отклонение от совпадения плоскости | |
|
Для нового калибра |
Для изношенного калибра | |||||
|
10 |
10 |
4 |
22 |
20 |
±29 |
+154 |
|
20 |
10 |
±42 |
+125 | |||
 калибра вида 3 с контрольной плоскостью калибра вида 4
калибра вида 3 с контрольной плоскостью калибра вида 4
Примечание. Калибры с допусками  =10 мкм и
=10 мкм и  =4 мкм изготовляются по требованию заказчика.
=4 мкм изготовляются по требованию заказчика.
(Измененная редакция, Изм. N 1).
5.3. Отклонение конуса, включающее отклонение угла конуса, отклонение от прямолинейности образующей и отклонение от круглости в любом сечении, должно находиться в пределах поля допуска калибра-кольца или калибра-пробки.
6. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
6.1. Размеры наружного, среднего и внутреннего диаметра резьбы калибров должны рассчитываться по формулам, указанным в табл.3.
Таблица 3
|
Номер вида калибра |
Диаметр калибра в основной плоскости | ||||||
|
Наружный |
Средний |
Внутренний | |||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Предел износа |
Номин. |
Пред. откл. | |
|
1 |
|
- |
|
|
|
|
|
|
2 |
|
|
|
|
- |
|
- |
|
5 |
|
|
|
|
|
|
- |









 по канавке, не более
по канавке, не более




 по канавке, не более
по канавке, не более
Примечания:
1. Значения  ,
,  ,
,  и
и  - по ГОСТ 9909.
- по ГОСТ 9909.
2. В формулах должны приниматься абсолютные значения , , и .
3. Размер и предельные отклонения среднего диаметра калибра-кольца вида 1 указаны для координирования полей допусков контрольного калибра вида 2 и контроля калибра-кольца измерительными приборами.
7. РАСЧЕТ ГЛАДКИХ КАЛИБРОВ
7.1 Размеры диаметров гладких калибров должны рассчитываться по формулам, указанным в табл.4.
Таблица 4
|
Номер вида калибра |
Диаметр калибра | ||
|
Номин. |
Предельные отклонения |
Предел износа | |
|
3 |
|
|
|
|
4 |
|
|
- |
|
6 |
|
|
|





Примечание. Размер и предельные отклонения калибра-кольца вида 3 указаны для координирования поля допуска контрольного калибра вида 4 и контроля калибра-кольца измерительными приборами.
ПРИЛОЖЕНИЕ 1
Обязательное
ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
1. Резьбовые конусные калибры видов 1 и 5 для контроля осевого смещения основной плоскости резьбы.
При свинчивании резьбового конусного калибра исполнения 1 с контролируемой конической резьбой его контрольная плоскость должна совпадать с торцом изделия. Допускаемые отклонение не должны превышать ±1,5 мм.
При свинчивании резьбового конусного калибра исполнения 2 с контролируемой конической резьбой торец изделия должен находиться между контрольными плоскостями калибра или совпадать с одной из них.
2. Гладкие конусные калибры видов 3 и 6 для контроля отклонений среза вершин резьбы.
Гладкие конусные калибры применяются только в сочетании с резьбовыми конусными калибрами. При этом отклонение одноименных контрольных плоскостей гладкого и резьбового калибров по отношению к торцу изделия не должно превышать ±0,6 мм.
3. Контрольный резьбовой конусный калибр-пробка вида 2 для контроля резьбового конусного калибра-кольца вида 1.
При свинчивании калибра-пробки с калибром-кольцом контрольная плоскость контрольного калибра должна совпадать с плоскостью А калибра-кольца. Допускаемые отклонения - в соответствии с п.4.5 настоящего стандарта.
4. Контрольный гладкий конусный калибр-пробка вида 4 для контроля гладкого конусного калибра-кольца вида 3.
Контрольный калибр-пробка должен входить в калибр-кольцо. При этом контрольная плоскость контрольного калибра должна совпадать с плоскостью А калибра-кольца. Допускаемые отклонения - в соответствии с п.5.2 настоящего стандарта.
ПРИЛОЖЕНИЕ 2
Обязательное
ИСПОЛНИТЕЛЬНЫЕ РАЗМЕРЫ КАЛИБРОВ
1. Размеры и предельные отклонения резьбовых калибров должны соответствовать указанным в табл.1, гладких калибров - в табл.2.
Таблица 1
Размеры в мм
|
Номер вида калибра |
Обозна- |
Диаметры резьбы калибра в основной плоскости |
|
|
|
| |||||||||
|
|
Наружный |
Средний |
Внутренний |
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
||||||
|
|
Но- |
Пред. откл. |
Но- |
Пред. |
Предел износа |
Но- |
Пред. |
||||||||
|
1 |
W19,2 |
19,250 не менее |
- |
18,036 |
±0,015 |
18,069 |
17,220 |
±0,030 |
1,375 |
-0,060 |
- |
- |
16,000 |
±0,035 |
- |
|
W27,8 |
27,850 не менее |
26,636 |
26,669 |
25,820 |
1,375 |
17,667 |
|||||||||
|
W30,3 |
30,350 не менее |
29,136 |
29,169 |
28,320 |
1,375 |
17,667 |
|||||||||
|
2 |
W19,2 |
18,864 |
±0,018 |
18,036 |
±0,007 |
- |
16,872 не более |
- |
- |
- |
- |
- |
16,000 |
- |
23 |
|
W27,8 |
27,464 |
26,636 |
25,472 не более |
17,667 |
|||||||||||
|
W30,3 |
29,964 |
29,136 |
27,972 не более |
17,667 |
|||||||||||
|
5 |
W19,2 |
18,855 |
±0,027 |
18,036 |
±0,009 |
18,009 |
16,822 не более |
- |
- |
- |
1,425 |
-0,060 |
16,000 |
- |
23 |
|
W27,8 |
27,455 |
26,636 |
26,609 |
25,422 не более |
1,425 |
17,667 |
|||||||||
|
W30,3 |
29,955 |
29,136 |
29,109 |
27,922 не более |
1,425 |
17,667 |
|||||||||

Таблица 2
Размеры в мм
|
Номер |
Обозначение резьбы |
Диаметры калибра в основной плоскости |
|
|
|
| |||||
|
Номин. |
Пред. откл. |
Предел износа |
Номин. |
Пред. откл. |
Номин. |
Пред. |
Номин. |
Пред. откл. |
|||
|
3 |
W19,2 |
19,200 |
±0,010 |
19,220 |
1,375 |
-0,060 |
- |
- |
16,000 |
±0,035 |
- |
|
W27,8 |
27,800 |
27,820 |
17,667 |
||||||||
|
W30,3 |
30,300 |
30,320 |
17,667 |
||||||||
|
4 |
W19,2 |
19,200 |
±0,005 |
- |
- |
- |
- |
- |
16,000 |
- |
23 |
|
W27,8 |
27,800 |
17,667 |
|||||||||
|
W30,3 |
30,300 |
17,667 |
|||||||||
|
6 |
W19,2 |
16,872 |
±0,005 |
16,850 |
- |
- |
1,425 |
-0,060 |
16,000 |
- |
23 |
|
W27,8 |
25,472 |
25,450 |
17,667 |
||||||||
|
W30,3 |
27,972 |
27,950 |
17,667 |
||||||||
________________
* По требованию заказчика калибры должны изготовляться с предельными отклонениями ±0,005 мкм для вида 3 и ±0,002 мкм для вида 4.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ РЕЗЬБОВЫХ КОНУСНЫХ КАЛИБРОВ
ДЛЯ КОНТРОЛЯ НАРУЖНОЙ РЕЗЬБЫ НА УЧАСТКЕ  И ВНУТРЕННЕЙ РЕЗЬБЫ
И ВНУТРЕННЕЙ РЕЗЬБЫ
НА УЧАСТКЕ 
1. Калибры для контроля наружной резьбы на участке и внутренней резьбы на участке должны изготовляться видов:
7 - калибр-кольцо резьбовой конусный для участка резьбы (черт.1);
8 - калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца вида 7 (черт.2);
9 - калибр-пробка резьбовой конусный для участка резьбы (черт.3).
2. Основные размеры и предельные отклонения калибров должны соответствовать указанным на черт.1-3 и в табл.1.
Калибр-кольцо резьбовой конусный для участка резьбы
Вид 7
Черт.1
Калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца вида 7
Вид 8
Черт.2
Калибр-пробка резьбовой конусный для участка резьбы
Вид 9
Черт.3
Таблица 1
Размеры в мм
|
Номер вида калибра |
Обозна- |
Диаметры резьбы калибра |
|
|
|
|
| |||||||||
|
Наружный |
Средний |
Внутренний |
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
||||||
|
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
|||||||||||
|
7 |
W19,2 |
19,250 не менее |
- |
18,036 |
±0,015 |
17,220 |
±0,030 |
1,375 |
-0,060 |
- |
- |
24 |
±0,105 |
16,000 |
±0,009 |
9,8 |
|
W27,8 |
27,850 не менее |
- |
26,636 |
±0,015 |
25,820 |
±0,030 |
1,375 |
-0,060 |
- |
- |
26 |
17,667 |
10,1 | |||
|
W30,3 |
30,350 не менее |
- |
29,136 |
±0,015 |
28,320 |
±0,030 |
1,375 |
-0,060 |
- |
- |
26 |
17,667 |
10,1 | |||
|
8 |
W19,2 |
18,864 |
±0,018 |
18,036 |
±0,008 |
16,872, не более |
- |
- |
- |
- |
- |
24 |
- |
16,000 |
±0,009 |
- |
|
W27,8 |
27,464 |
±0,018 |
26,636 |
±0,008 |
25,472, не более |
- |
- |
- |
- |
- |
26 |
- |
17,667 |
- | ||
|
W30,3 |
29,964 |
±0,018 |
29,136 |
±0,008 |
27,972, не более |
- |
- |
- |
- |
- |
26 |
- |
17,667 |
- | ||
|
9 |
W19,2 |
15,979 |
±0,027 |
15,160 |
+0,005 |
13,946, не более |
- |
- |
- |
1,425 |
-0,060 |
24 |
±0,035 |
- |
- |
6,8 |
|
W27,8 |
24,340 |
±0,027 |
23,521 |
±0,005 |
22,307, не более |
- |
- |
- |
1,425 |
26 |
- |
- |
10,1 | |||
|
W30,3 |
26,840 |
±0,027 |
26,021 |
±0,005 |
24,807, не более |
- |
- |
- |
1,425 |
26 |
- |
- |
10,1 | |||

ПРИЛОЖЕНИЯ 1-3. (Измененная редакция, Изм. N 1).
3. При свинчивании калибра-пробки вида 8 с калибром-кольцом вида 7 их контрольные плоскости должны совпадать. Допускаемые отклонения - в соответствии с п.4.5 настоящего стандарта.
4. При свинчивании резьбовых конусных калибров видов 7 и 9 исполнения 1 с контролируемой резьбой их контрольная плоскость должна совпадать с торцом изделия. Допускаемое отклонение не должно превышать ±1,5 мм.
5. При свинчивании резьбовых конусных калибров видов 7 и 9 исполнения 2 с контролируемой резьбой торец изделия должен находиться между контрольными плоскостями или совпадать с одной из них.
Текст документа сверен по:
официальное издание
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации На Кубани летом трудоустроят порядка 30 тысяч подростков
На Кубани летом трудоустроят порядка 30 тысяч подростков  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке