
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
26
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 30762-2001
Группа И29
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Методы измерений геометрических размеров, дефектов формы и поверхностей
Refractory products. Methods of measuring geometrical
dimensions, defects of shape and surfaces
МКС 81.080
ОКСТУ 1509
Дата введения 2002-09-01
Предисловие
1 РАЗРАБОТАН ОАО "Санкт-Петербургский институт огнеупоров" (ОАО "СпбИО"), Межгосударственным техническим комитетом по стандартизации МТК 9 "Огнеупоры"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 20 от 1 ноября 2001 г.)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Кыргызская Pecпублика |
Кыргызстандарт |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Главгосслужба "'Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3 В настоящем стандарте учтены требования международных стандартов ИСО 12678-1-96 "Изделия огнеупорные. Измерение размеров и поверхностных дефектов огнеупорных кирпичей. Часть 1. Размеры и соответствие чертежам" и ИСО 12678-2-96 "Изделия огнеупорные. Измерение размеров и поверхностных дефектов огнеупорных кирпичей. Часть 2. Дефекты углов, ребер и другие поверхностные дефекты"
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 14 марта 2002 г. N 97-ст межгосударственный стандарт ГОСТ 30762-2001 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 сентября 2002 г.
5 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт устанавливает методы измерений геометрических размеров, дефектов формы (разнотолщинности, скошенности, косоугольности, кривизны, овальности) и дефектов поверхностей (отбитости угла и ребра, размеров выплавки, впадины, раковины, трещины, посечки, участков без глазури и с выгоранием графита, выступа и остатка прибыли) огнеупорных изделий.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.4.026-76* Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
_______________
* На территории Российской Федерации действует ГОСТ Р 12.4.026-2001.
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 15136-78 Изделия огнеупорные. Метод измерения глубины отбитости углов и ребер
ГОСТ 20010-93 Перчатки резиновые технические. Технические условия
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения
СТ СЭВ 543-77 Числа. Правила записи и округления
3 Определения
В настоящем стандарте применяют термины по ГОСТ 28833, а также следующие термины с соответствующими определениями:
3.1 выступ: Дефект в виде возвышающегося над поверхностью огнеупорного изделия участка, образовавшегося в результате формования или обжига.
3.2 плашка: Поверхность изделия, ограниченная двумя наибольшими размерами.
3.3 торцовая поверхность: Поверхность изделия, ограниченная двумя наименьшими размерами.
3.4 ребровая поверхность: Поверхность изделия, ограниченная наибольшим и наименьшим размерами.
4 Средства измерений и вспомогательные устройства
4.1 В настоящем стандарте применяют следующие средства измерений и вспомогательные устройства:
4.1.1 Металлическая измерительная линейка ценой деления 1 мм по ГОСТ 427.
4.1.2 Металлическая измерительная рулетка ценой деления 1 мм по ГОСТ 7502.
4.1.3 Штангенциркуль со значением отсчета по нониусу 0,1 мм по ГОСТ 166.
4.1.4 Щупы по [1].
4.1.5 Клин для контроля зазоров (рисунок 1) диапазоном измерений от 1 до 16 мм и ценой деления 0,5 мм по [2].
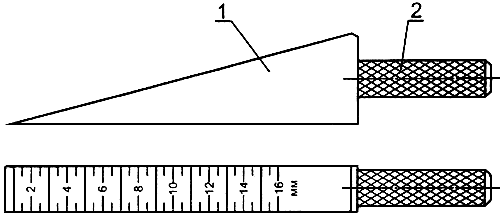
1 - клин; 2 - ручка
Рисунок 1 - Общий вид клина для контроля зазоров
Примечание - Отметка шкалы на клине соответствует толщине клина, т.е. расстоянию от отметки до нижней поверхности клина.
4.1.6 Измерительная лупа типа ЛИ по ГОСТ 25706.
4.1.7 Приспособление для контроля глубин и диаметров поверхностных дефектов (рисунок 2) по [3].
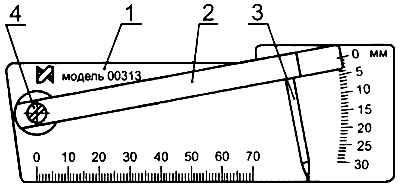
1 - основание; 2 - планка; 3 - измерительный стержень; 4 - ось
Рисунок 2 - Общий вид приспособления для контроля глубины и диаметра поверхностных дефектов
4.1.8 Поверочная стальная линейка по ГОСТ 8026.
4.1.9 Поверочная плита по ГОСТ 10905 или аттестованная металлическая плита.
4 1.10 Поверочные слесарные угольники типов УП или УШ по ГОСТ 3749.
4.1.11 Приспособление для контроля глубины отбитости угла или ребра по ГОСТ 15136.
4.1.12 Стальной слесарный молоток массой головки 100 г по ГОСТ 2310.
4.2 Допускается применять другие средства измерений и вспомогательные устройства, обеспечивающие требуемую точность измерений.
5 Условия проведения измерений
При проведении измерений должны быть выполнены следующие условия:
температура окружающего воздуха - от минус 45 °С до плюс 45 °С; для штангенциркуля - от минус 10 °С до плюс 40 °С;
относительная влажность воздуха - не более 98%.
6 Требования безопасности
6.1 Обезжиривание средств измерений и вспомогательных устройств проводят бензином в условиях, обеспечивающих безопасность обслуживающего персонала. При этом следует соблюдать правила пожарной безопасности, установленные для работы с легковоспламеняющимися жидкостями, к которым относится бензин.
6.1.1 В помещении, где проводят обезжиривание бензином средств измерений и вспомогательных устройств, должны быть предупредительные знаки и сигнальные цвета по ГОСТ 12.4.026, например: "Запрещается пользоваться открытым огнем", "Запрещается курить", "Запрещается пользоваться электронагревательными приборами".
Обезжиривание проводят в технических резиновых перчатках типа 2 по ГОСТ 20010.
7 Подготовка к проведению измерений
7.1 Отбор изделий для проверки геометрических размеров и внешнего вида проводят в соответствии с планами контроля по ГОСТ 8179 и нормативными документами на конкретную группу изделий.
7.1.1 Перед проведением измерений все грани изделий, отобранных по 7.1, очищают, при необходимости, от заусенцев, пузырей и налипших частиц огнеупорного материала. Очистку проводят трением одного изделия о другое или соскабливанием.
Проверяют наличие оплавленных пятен, образовавшихся за счет плавления различных примесей, для выявления под ними выплавок. По пятнам проводят двух- или трехразовое постукивание плоской стороной стального молотка.
Все выявленные таким способом выплавки измеряют в соответствии с 8.9.
7.2 Средства измерений и вспомогательные устройства должны быть подготовлены к работе в соответствии с нормативными документами (раздел 4).
8 Проведение измерений
8.1 Измерение геометрических размеров
8.1.1 Размеры измеряют металлической линейкой, рулеткой, штангенциркулем или аттестованными шаблонами и выражают в миллиметрах.
8.1.2 Измерение размеров изделий проводят следующим образом:
- длину и ширину прямоугольных изделий измеряют два раза: по одному измерению на двух параллельных поверхностях (ребровой и плашке соответственно), а толщину - четыре раза: по одному измерению на торцовых и ребровых поверхностях. Измерения проводят ориентировочно посередине каждой поверхности с отклонением от середины не более ±10 мм;
- размеры изделий другой конфигурации измеряют один раз ориентировочно посередине соответствующей грани с отклонением от середины не более ±10 мм, по соответствующему ребру или в месте, указанном на чертеже; изделий в форме тела вращения - по образующей;
- длину и ширину блочных изделий измеряют два раза: по два измерения ориентировочно посередине плашки с отклонением от середины не более ±10 мм, а толщину - четыре раза: по два измерения на двух ребровых поверхностях ориентировочно на расстоянии около 20 мм от ребер.
Допускается при необходимости указывать в нормативных документах на изделия другие места измерения размеров.
8.2 Измерение разнотолщинности
Разнотолщинность изделия в форме многогранника выражают в миллиметрах и измеряют:
- на устойчивом столбике из десяти изделий, уложенных друг на друга, как изображено на рисунке 3. Допускается проводить измерения на столбике из пяти изделий;
- на одном изделии.
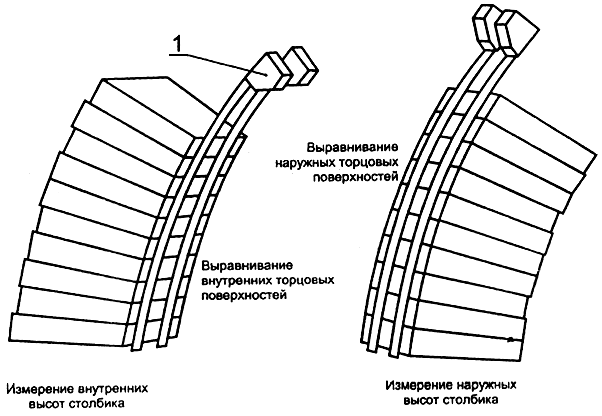
1 - рулетка или металлическая линейка
Рисунок 3 - Пример измерения разнотолщинности
Торцовые грани изделий в столбике выравнивают по измеряемым граням и с помощью рулетки или металлической линейки проводят по два измерения высоты столбика по внутренним и наружным торцовым поверхностям.
Измерения проводят ориентировочно на расстоянии 10 мм от ребер.
Разнотолщинность одного изделия в столбике из десяти (пяти) изделий равна разности наружной и внутренней высот, отнесенной к числу изделий в столбике.
Разнотолщинность одного изделия равна разности наружной и внутренней высот торцовых плоскостей, измеренных аналогично столбику.
При этом каждое полученное значение разнотолщинности не должно превышать норму, установленную в нормативных документах.
8.3 Измерение скошенности
Скошенность торцовых поверхностей изделий в форме тела вращения выражают в миллиметрах и измеряют с помощью поверочного угольника и щупа или клина.
Измерения проводят в двух взаимно перпендикулярных направлениях: угольник плотно прикладывают одной поверхностью к образующей изделия, другой - к его торцу и щуп или клин вводят в зазор.
Величину зазора определяют по показаниям клина или щупа относительно угольника и контролируемой поверхности.
8.4 Измерение косоугольности
Косоугольность выражают в миллиметрах и измеряют с помощью поверочного угольника, клина или щупа на поверхности стола.
Угольник плотно прикладывают к поверхностям изделия и измеряют клином или щупом зазор между угольником и контролируемой поверхностью.
Допускается измерять косоугольность путем измерения металлической линейкой двух диагоналей каждой противоположной поверхности изделия.
8.5 Измерение кривизны
8.5.1 Кривизну в миллиметрах измеряют следующими способами:
8.5.1.1 На поверочной или аттестованной металлической плите с использованием щупа или клина
Изделие посередине слегка прижимают к плите и клин вводят в зазор между изделием и плитой. Значение кривизны определяют по показаниям клина относительно вертикальной грани изделия.
При использовании щупа толщиной, превышающей на 0,1 мм норму по кривизне, указанную в нормативных документах на изделия, щуп не должен входить в зазор между плитой и изделием.
8.5.1.2 С помощью поверочной линейки, клина или щупа
Поверочную линейку устанавливают ребром по диагонали измеряемой поверхности, слегка прижимают посередине и клин или щуп вводят в зазор между линейкой и изделием.
Значение кривизны определяют по показаниям клина относительно поверочной линейки.
При использовании щупа толщиной, превышающей на 0,1 мм норму по кривизне, указанную в нормативных документах на изделия, щуп не должен входить в зазор между линейкой и изделием.
8.5.2 Допускается определять кривизну  , %, измеренную по 8.5.1, по следующей формуле
, %, измеренную по 8.5.1, по следующей формуле
 , (1)
, (1)
где  - величина зазора (кривизна), мм;
- величина зазора (кривизна), мм;
 - длина диагонали измеряемой поверхности или длина изделия, имеющего форму тела вращения, мм.
- длина диагонали измеряемой поверхности или длина изделия, имеющего форму тела вращения, мм.
Длину диагонали или длину изделия измеряют с помощью линейки или рулетки.
8.6 Измерение овальности
Овальность выражают в миллиметрах и определяют по наибольшей разности взаимно перпендикулярных диаметров, которые измеряют штангенциркулем или металлической линейкой.
При необходимости овальность может быть выражена в процентах как отношение наибольшей разности взаимно перпендикулярных диаметров к номинальному диаметру.
8.7 Измерение отбитости угла
8.7.1 Отбитость угла выражают в миллиметрах и измеряют следующими способами:
8.7.1.1 Измеряют глубину отбитости, характеризующуюся отрезком от вершины трехгранного утла до основания отбитого участка, с помощью приспособления по ГОСТ 15136.
8.7.1.2 Измеряют три отрезка, представляющие собой длины отбитых частей ребер  ,
,  и
и  (рисунок 4), следующим способом:
(рисунок 4), следующим способом:
клин последовательно прикладывают к граням изделия над отбитым углом (для фиксирования одного из концов измеряемых отрезков) и от него металлической линейкой измеряют соответственно отрезки , и .
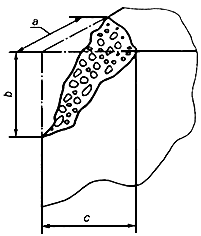
Рисунок 4 - Пример измерения отбитости угла
8.8 Измерение отбитости ребра
8.8.1 Отбитость ребра выражают в миллиметрах и измеряют следующими способами:
8.8.1.1 Измеряют глубину отбитости, характеризующуюся отрезком от вершины двугранного угла до основания отбитого участка, с помощью приспособления по ГОСТ 15136.
8.8.1.2 Измеряют три отрезка, представляющие собой длины отбитых частей по граням  и
и  и длину отбитости вдоль ребра
и длину отбитости вдоль ребра  (рисунок 5).
(рисунок 5).
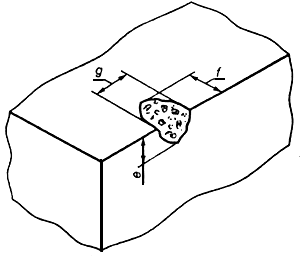
Рисунок 5 - Пример измерения отбитости ребра
Размер измеряют линейкой.
Размеры и измеряют с помощью клина и металлической линейки: клин последовательно плотно прикладывают к граням изделия над отбитым ребром (для фиксирования одного из концов измеряемых отрезков) и от него металлической линейкой измеряют соответствующие размеры.
8.9 Измерение выплавки, впадины, раковины, участков без глазури и с выгоранием графита
8.9.1 Диаметр выплавки или раковины выражают в миллиметрах и измеряют в месте ее максимального размера с помощью металлической линейки или приспособления по 4.1.7.
Допускается измерять диаметр в месте максимального и минимального размера выплавки или раковины и рассчитывать средний диаметр выплавки или раковины  , мм, по формуле
, мм, по формуле
 , (2)
, (2)
где  - максимальный диаметр, мм;
- максимальный диаметр, мм;
 - минимальный диаметр, мм.
- минимальный диаметр, мм.
8.9.2 Глубину выплавки, впадины, раковины, участков без глазури и с выгоранием графита измеряют приспособлением по 4.1.7 в соответствии с рисунком 6.
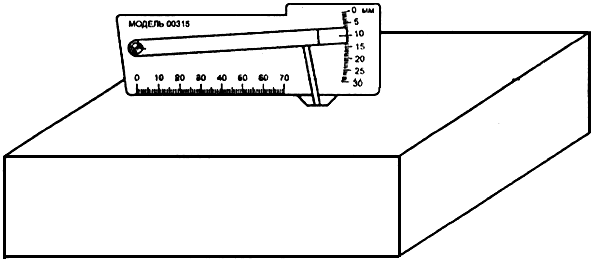
Рисунок 6 - Пример измерения глубины выплавки, впадины, раковины, участков без глазури и с выгоранием графита
8.10 Измерение размеров трещины (посечки)
Длину трещины (посечки) выражают в миллиметрах и измеряют металлической линейкой по прямой линии, соединяющей начало и конец трещины (посечки). Если трещина (посечка) переходит на другую поверхность, то ее длина будет равна сумме длин каждой поверхности.
Ширину трещины (посечки) измеряют измерительной лупой, шкалу которой располагают перпендикулярно к трещине (посечке). При этом на поверхность изделия вдоль шкалы вплотную к делениям помещают полоску белой бумаги.
8.11 Измерение размеров сетки посечек
Сетку посечек выражают в квадратных миллиметрах и вычисляют как площадь прямоугольника  , стороны которого проходят через крайние точки посечек (рисунок 7).
, стороны которого проходят через крайние точки посечек (рисунок 7).
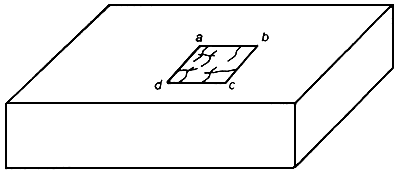
Рисунок 7 - Пример измерения сетки посечек
Стороны прямоугольника измеряют металлической линейкой.
8.12 Измерение высоты выступа и остатка прибыли
Высоту выступа и остатка прибыли измеряют с помощью поверочной линейки и двух клиньев и выражают в миллиметрах: линейку приводят в контакт с выступом и двумя клиньями, установленными на контролируемой поверхности, до получения одинаковых показаний на клиньях (рисунок 8).
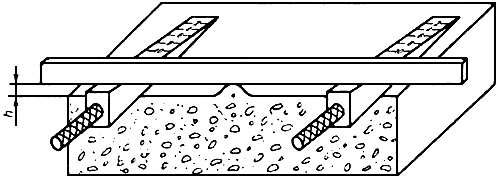
Рисунок 8 - Пример измерения высоты выступа
9 Обработка результатов измерений
9.1 За результат измерений размеров в случае многократных (более одного) измерений принимают среднеарифметическое значение измерений  , мм, которое рассчитывают по формуле
, мм, которое рассчитывают по формуле
 , (3)
, (3)
где  - единичное измерение;
- единичное измерение;
 - число измерений.
- число измерений.
При этом результат измерений считают удовлетворительным, если каждое измерение не превышает допускаемых предельных отклонений, указанных в нормативных документах на изделия.
9.2 За результат измерений принимают:
- для разнотолщинности - среднеарифметическое разности высот столбика или изделия;
- для скошенности - значение максимального зазора, уменьшенное на величину, равную произведению диаметра контролируемой торцовой поверхности на конусность изделия;
- для косоугольности - величину максимального зазора с учетом технологического конуса или максимальную разность между диагоналями;
- для кривизны, высоты выступа и остатка прибыли - величину максимального зазора;
- для размера сетки посечек - процентное соотношение площади прямоугольника, ограничивающего сетку, к площади контролируемой поверхности.
9.3 Числовое значение результата измерений должно оканчиваться цифрой того же разряда, что и соответствующее значение погрешности средств измерений.
Правила записи и округления результатов измерений - по СТ СЭВ 543.
10 Оформление результатов измерений
Результаты измерений оформляют записью в ведомости результатов контроля по ГОСТ 8179.
ПРИЛОЖЕНИЕ А
(справочное)
Библиография
[1] ТУ 2-034-00221197-011-91 Щупы. Технические условия (держатель подлинника ЗАО "Завод "Измерон", Санкт-Петербург)
[2] ТУ 4271-064-00221190-2000 Клинья для контроля зазоров (держатель подлинника ЗАО завод "Измерон", Санкт-Петербург)
[3] ТУ 4271-065-00221190-2000 Приспособление для контроля глубин и диаметров поверхностных дефектов (держатель подлинника ЗАО завод "Измерон", Санкт-Петербург)
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2002
Личный кабинет:
доступно после авторизации Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...
Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке