
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
30
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
РД 50-572-90
РУКОВОДЯЩИЙ ДОКУМЕНТ ПО СТАНДАРТИЗАЦИИ
ИНСТРУКЦИЯ
Порядок разработки, утверждения и регистрации
промышленных каталогов и альбомов на технологическую оснастку
ОКСТУ 00011
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по управлению качеством продукции и стандартам
РАЗРАБОТЧИКИ
П.А.Шалаев; Л.К.Гирин; В.В.Меньшиков (руководитель темы); С.Д.Вайс; И.Д.Сигалова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.04.90 N 1002
3. Срок первой проверки 1993 г., периодичность проверки 5 лет.
4. ВЗАМЕН РД 50-572-85
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, приложения |
|
2.4.1 | |
|
ГОСТ 1.15 |
3.3 |
|
5.1 | |
|
4.2 | |
|
4.8 | |
|
Приамбула; 5.8 | |
|
5.1; 5.6 | |
|
ГОСТ 31.111.42 |
5.1; 5.6 |
|
5.1; 5.6 | |
|
5.1; 5.6 | |
|
5.1; 5.6 | |
|
5.1; 5.6 | |
|
5.6 | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
ГОСТ 5327 |
Приложение |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
Приложение | |
|
ГОСТ 15640 |
3.1 |
|
РД 50-533 |
5.1 |
|
Р 50-50 |
5.1 |
|
К 31.112.40 |
3.1; 5.7 |
|
А 31.0105.01 |
5.1 |
Инструкция устанавливает требования к структуре, содержанию, порядку разработки, изданию и распространению промышленных каталогов (каталогов) и промышленных альбомов (альбомов), входящих в соответствии с ГОСТ 31.0000.01 в состав государственного фонда документов на стандартную технологическую оснастку (ТО), а также порядок разработки и внесения ТО в каталоги и альбомы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Каталоги и альбомы являются основными документами, устанавливающими полные сведения о системах и целевых комплексах стандартной ТО для использования при проведении технологической подготовки производства, повышении технологической готовности предприятий, модернизации и замене изношенной в процессе эксплуатации ТО; их разрабатывают на основе государственных планов стандартизации и планов мероприятий по повышению уровня применения стандартной оснастки.
1.2. Каталоги разрабатываются на выпускаемую в виде товарной продукции ТО. Они устанавливают основные стандартные размеры, параметры и характеристики, определяющие совместимость, взаимособираемость и качество ТО, а также содержат сведения, достаточные для выбора, заказа, организации эксплуатации и технического обслуживания ТО.
1.3. Альбомы разрабатываются для изготовления в виде нетоварной продукции (для внутреннего потребления) ТО. Они устанавливают конструкцию, размеры, параметры, характеристики и технические требования, достаточные для выбора и изготовления ТО, организации ее эксплуатации и технического обслуживания с обеспечением сохранения заданных стандартных показателей.
1.4. Изготовление в виде товарной продукции ТО или ее частей, внесенных в каталоги и (или) альбомы, производится по рабочим чертежам, утвержденным в установленном порядке.
1.5. Калькодержателем рабочих чертежей на ТО, внесенную в каталоги и альбомы, является организация - разработчик ТО.
1.6. В случаях изготовления для внутреннего потребления ТО с отличающимися от включенной в состав альбома размерами или параметрами, нормами точности, техническими требованиями, ей присваивается специальное обозначение в порядке, установленном на предприятии-изготовителе (потребителе). Указанное исполнение оснастки считается специальным.
2. СТРУКТУРА И СОДЕРЖАНИЕ КАТАЛОГОВ И АЛЬБОМОВ
2.1. Каталоги и альбомы содержат сведения:
о целевых комплексах оснастки (например, "Станочные приспособления для обработки деталей типа фланцев");
о совокупности разновидностей оснастки для выполнения работ определенного вида (например, "Прецизионные оправки к шлифовальным станкам", "Штампы для разделительных операций");
о комплексе оснастки определенной системы для выполнения работ различных видов (например, "Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ", "Приспособления универсальные наладочные к металлорежущим станкам");
о комплексе оснастки различных систем для выполнения работ определенного вида на определенном оборудовании (например, "Приспособления для фрезерных работ к программным станкам");
о комплексе функциональных устройств для ТО определенного вида (например, "Средства механизации к станочным приспособлениям").
Для сокращения поисковых работ и удобства практического использования в состав альбомов необходимо включать документацию на все заимствованные и применяемые в конструкциях ТО, в схемах ее установки на оборудовании и подключения к пневмо- и (или) гидросистемам детали и сборочные единицы.
На покупные детали и сборочные единицы в альбоме приводят чертеж, основные размеры, параметры и сведения, достаточные для их выбора и заказа.
На прочие детали и сборочные единицы выполнение документации аналогично установленному для альбомов.
2.2. Каталог и альбом должен включать:
обложку, титульный лист, введение, основной текст и содержание.
2.3. В введении к каталогу и альбому приводят сведения о структуре, содержании разделов, периодичности издания и другие сведения, относящиеся к изданию.
2.4. Основной текст каталога и альбома должен состоять из наименования ТО и подразделов, устанавливающих: назначение, принцип действия и область применения; сведения об организации-разработчике и изготовителе; сведения об организации-калькодержателе (для каталогов); основные технические данные; комплектность (для каталогов); чертежи и схемы.
Число и последовательность подразделов основного текста каталога и альбома могут быть изменены при условии сохранения их содержания, установленного настоящей инструкцией.
2.4.1. Наименование изделия (модели, типа, конструкции) должно соответствовать установленному в распространяющихся на него государственных стандартах и (или) технических условиях. Для ТО, ранее не стандартизованной, наименование устанавливается при ее включении в каталог или альбом. В каталогах после наименования приводят обозначение высшей классификационной группы, к которой относится изделие по общесоюзному классификатору промышленной и сельскохозяйственной продукции (ОКП).
В альбомах наименование ТО или наименование сборочных единиц и деталей общего применения (имеющих самостоятельное обозначение) вносится в центральной части верхнего штампа.
Наименование составляющих ТО сборочных единиц и деталей указывается на поле соответствующего чертежа под верхним штампом (см. приложение).
После наименования помещают чертеж и (или) фотографию общего вида (в альбоме полный комплекс чертежей). Графическое изображение чертежей - по стандартам ЕСКД. Цифровой материал и спецификацию следует оформлять в виде таблиц - по ГОСТ 1.5. В каталогах в таблицах приводят обозначение внутривидовой группы общего кода ОКП (см. таблицу).
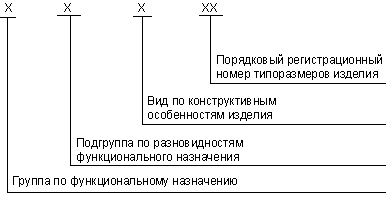
Пример кодирования. Деталь универсально-сборных приспособлений - планка кондукторная Г-образная, 39 6823 123 01, где: высшая классификационная группа (ВКГ ОКП): 39 - класс; 6 - подкласс; 8 - группа; 2 - подгруппа; 3 - вид (серия), внутривидовая группа: 1 - группа по функциональному назначению; 2 - подгруппа по разновидностям функционального назначения; 3 - вид по конструктивным особенностям изделия; 01 - порядковый регистрационный номер.
В альбомах в таблицах размеров и параметров ТО, а также в таблицах размеров и параметров деталей и сборочных единиц самостоятельного применения вводится дополнительная графа "применяемость".
СХЕМА КОДИРОВАНИЯ ИЗДЕЛИЯ ПО ОКП
(для каталогов)
Высшая классификационная группа
(ВКГ ОКП)
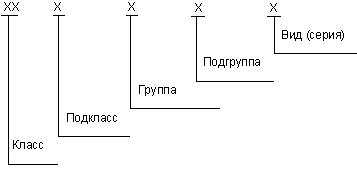
Внутривидовая группа
Размеры, мм
|
Код |
Код по МН 80-59 |
L |
B |
H |
|
|
|
12301 |
7050-4181 |
125,5 |
45,5 |
|
|
0,44 |
|
12304 |
7050-4182 |
162,5 |
65 |
|
|
1,03 |
Приводят краткое описание конструкции и ее основных узлов, сведения об исполнении (в альбомах - дополнительно технические требования), особенностях эксплуатации, указания о мере безопасности, обозначение стандартов, которым соответствует изделие. При необходимости приводят электрические, гидравлические и пневматические схемы.
В каталогах приводят телефоны и почтовые адреса организаций-поставщиков, условия заказа (поставки), проката.
Примеры оформления изделий в каталогах и альбомах приведены в приложении.
2.4.2. Подраздел "Назначение, принцип действия и область применения" содержит:
сведения, для каких целей предназначена ТО и в каких областях промышленности ее целесообразно использовать;
указания о классах точности ТО;
информацию о возможностях встраивания, механизации, механизации и автоматизации;
общий вид типовой обрабатываемой заготовки (обрабатываемой поверхности) с указанием предельных значений габаритных размеров.
2.4.3. Подраздел "Основные технические данные" содержит сведения об основных параметрах, характеризующих конструктивные, эксплуатационные, экономические особенности ТО и ремонтную сложность.
2.4.4. Подраздел "Комплектность" содержит:
номенклатуру и сведения о соединениях и соединительных деталях для выносных частей и о принадлежностях, запасных и сменных частях, входящих в комплект;
номенклатуру и сведения о других частях ТО, не входящих в комплект, с указанием условий их заказа (поставки).
2.4.5. Подраздел "Чертежи и схемы" содержит:
габаритные размеры рабочего пространства (чертеж), эскизы посадочных и присоединительных баз;
планы-схемы внешних подсоединений.
2.5. Номенклатуру ТО, помещенную в каталогах и альбомах, располагают по типовым группам, внутри групп - по подгруппам (типоразмерам), внутри подгрупп по возрастающему значению главного параметра.
Нумерация каталогов сквозная. Альбомы имеют двойную нумерацию: сквозную и, отдельно, самостоятельную, проставляемую в боковой части верхних штампов для учета комплектности чертежей сборочных единиц и входящих в их состав деталей.
3. ПОРЯДОК ВНЕСЕНИЯ ТО В КАТАЛОГИ И АЛЬБОМЫ
3.1. В каталоги и альбомы вносят:
вновь разработанную нестандартизованную ТО с установлением ее полного обозначения;
стандартную ТО с сохранением распространяющихся на нее стандартов и установленного ими полного обозначения (в случаях, когда стандарт не определяет классификационную часть полного обозначения ТО, она устанавливается в каталоге (альбоме) с указанием соответствия ТО этому стандарту);
стандартную ТО с отменой распространяющихся на нее стандартов и сохранением установленной ими классификационной части обозначения во вновь устанавливаемом полном обозначении.
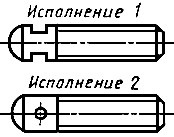
Например, внесенная в межотраслевой каталог на детали и сборочные единицы универсально-сборных приспособлений (УСП) стандартная круглая плита с крестообразным расположением пазов, имевшая полное обозначение 7081-0581 по ГОСТ 15640 в новом полном обозначении, установленном в каталоге, сохраняет свою классификационную часть.
Плита 7081-0581 К 31.112.40.
3.2. В альбомах обозначение документа вносится в боковую часть верхнего штампа.
Для ранее нестандартизованной ТО указывается обозначение альбома.
|
А 31.ХХХХ.ХХ-ХХ | ||
|
Наименование изделия |
| |
|
|
Лист |
Листов |
|
| ||
Для стандартной ТО указывается обозначение стандарта.
|
по ГОСТ ХХХХХ-ХХ | ||
|
Наименование изделия |
| |
|
|
Лист |
Листов |
|
| ||
Для ТО, внесенной с отменой распространяющегося на нее стандарта, указываются обозначения альбома и отмененного стандарта.
|
А 31.ХХХХ.ХХ-ХХ | ||
|
Наименование изделия |
Взамен ГОСТ ХХХХ-XX | |
|
|
Лист |
Листов |
|
| ||
При заимствовании ТО из других каталогов и (или) альбомов ее обозначение, присвоенное в первоисточнике, сохраняется.
3.3. Отмена стандартов на ТО оформляется в порядке, установленном ГОСТ 1.15, и производится одновременно с введением в действие заменяющих их каталогов и (или) альбомов.
3.4. В случаях, если потребность промышленности не покрывается запланированными объемами поставки, включенной в каталог стандартной ТО, отмена распространяющихся на эту ТО стандартов проводится только при условии разработки и введения в действие соответствующего альбома.
4. ПОРЯДОК РАЗРАБОТКИ, СОГЛАСОВАНИЯ И УТВЕРЖДЕНИЯ
КАТАЛОГОВ И АЛЬБОМОВ
4.1. Каталоги и альбомы разрабатываются в установленном порядке. Окончательные редакции представляются во ВНИИЭС на экспертизу.
4.2. Каталоги и альбомы утверждаются и вводятся в действие Всесоюзным научно-исследовательским институтом экспертизы стандартов (ВНИИЭС) и регистрируются Всесоюзным научно-исследовательским институтом технической информации, классификации и кодирования (ВНИИКИ) Государственного комитета СССР по управлению качеством продукции и стандартам в виде нормативно-производственных изданий общемашиностроительного применения.
4.3. Общие требования к проектам каталогов и альбомов по ГОСТ 7.4 и настоящей инструкции.
4.4. После утверждения каталогов и альбомов внесенная в них ТО считается стандартизованной.
4.5. Каталоги и альбомы утверждают без ограничения срока их действия.
4.6. Изменения и дополнения в каталоги и альбомы утверждает ВНИИЭС по представлению организаций авторов-разработчиков.
4.7. Обложки и титульные листы каталогов и альбомов должны выполняться по формам приложения.
4.8. Обозначение УДК на титульном листе каталогов и альбомов проставляют органы Госстандарта СССР.
4.9. Каталоги и альбомы издают форматами 60 84 1/8, 6084 1/4, 6090 1/16 или 6090 1/8.
84 1/8, 6084 1/4, 6090 1/16 или 6090 1/8.
Общий порядок подготовки к изданию и издание каталогов и альбомов по ГОСТ 7.22. Издание каталогов и альбомов - книжное (отдельными выпусками, брошюрами, книгами) и для обеспечения удобства изготовления - издание альбомов листовое (в папке).
4.10. В целях эффективного использования возможностей государственной системы стандартизации, работу по упорядочению государственных и упразднению отраслевых стандартов на ТО и созданию комплектов каталогов и альбомов предпочтительно проводить на основе межотраслевых комплексных программ по видам ТО (приспособления к металлорежущим станкам, инструмент, сборочно-сварочная оснастка и т.д.).
Для реализации указанного устанавливается следующий порядок работ:
первичные предложения формируются отраслевыми базовыми организациями (предприятиями) и представляются во ВНИИЭС;
для исключения дублирования и обеспечения возможности обмена техническими достижениями, оценка и отбор работ, включаемых в состав проекта программы, производится на конкурсной основе рабочей группой специалистов - представителей заинтересованных отраслей (состав рабочей группы формируется в установленном порядке);
формирование программы по результатам работ рабочей группы, представление на утверждение в Госстандарт СССР и рассылку утвержденной программы заинтересованным организациям осуществляет ВНИИЭС;
финансирование (кредитование) разработки документов производится в объемах и порядке, установленном в отрасли, к которой относится разработчик;
законченные документы представляются на экспертизу во ВНИИЭС в установленном порядке.
4.11. Сдача разработчиками в фонд принятых и утвержденных в установленном порядке документов производится при их регистрации с одновременным заключением с ВНИИЭС договоров (соглашений), устанавливающих объемы отчислений разработчикам в зависимости от прибыли, полученной от последующего распространения (продажи) документов.
ВНИИЭС осуществляет:
организацию рекламы и сервисного обеспечения каталогами и альбомами на ТО предприятий машиностроения;
организацию и координацию проведения работ по развитию и обновлению состава документов.
4.12. Тиражирование документов осуществляется на хозрасчетной основе мощностями Издательства стандартов, ВНИИЭС и других организаций.
4.13. Альбомы ТО - документы, выполненные на носителях данных, а также другие, приравненные к ним и носящие лицензионный признак, распространяются по заявкам предприятий и организаций и не подлежат открытой продаже через магазин стандартов.
Общая схема организации работ приведена на рис.1.
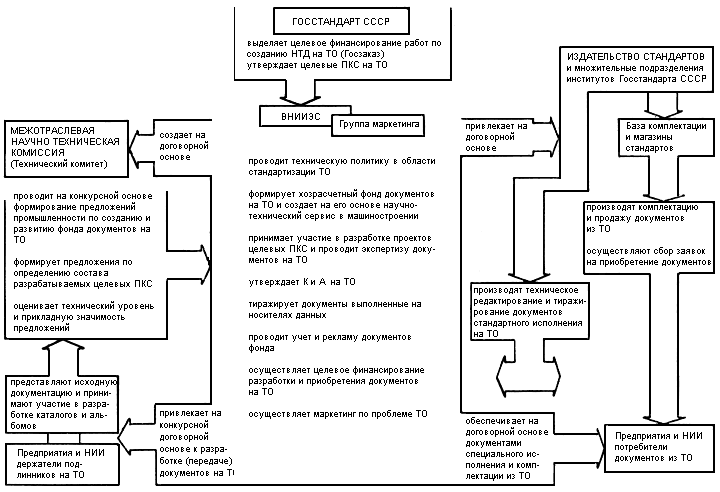
Рис.1. Общая схема организации работ
5. ПОРЯДОК РАЗРАБОТКИ ТО,
ПОДЛЕЖАЩЕЙ ВКЛЮЧЕНИЮ В СОСТАВ КАТАЛОГОВ И АЛЬБОМОВ
5.1. Разработку ТО, планируемой к включению в каталоги и альбомы, необходимо производить на основе применения стандартных правил и норм системного построения оснастки (рис.2).
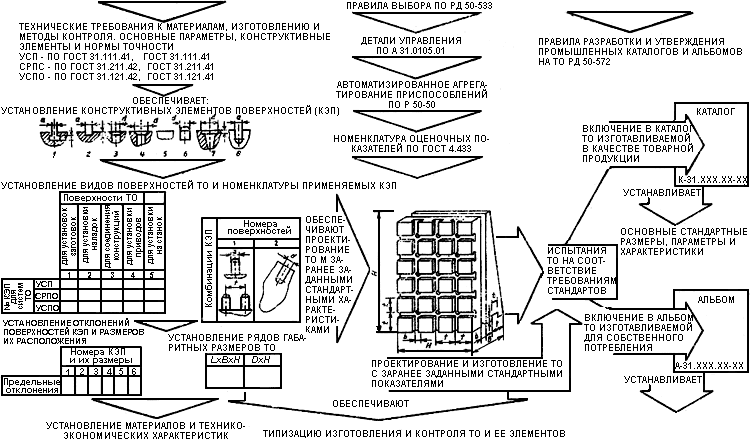
Рис.2. Пример системного построения универсально-сборной и сборно-разборной ТО
5.2. Системному построению подлежат разновидности и целевые комплексы ТО, имеющие общую специфику:
построение типажа, типоразмерных рядов, применяемых методов агрегатирования составных функциональных частей, применяемых конструктивных элементов стыковых соединений, а также правил и норм их расположения на стыковых, присоединительных и базовых поверхностей; технико-эксплуатационных характеристик, норм точности, применяемых материалов и покрытий, номенклатуры оценочных показателей.
5.2.1. Комплектование исходного типажа, определяющего состав разновидности или целевого комплекса ТО, должно проводиться с учетом:
специфики применения входящих в его состав конструкций ТО, определяемой различными методами обработки (изготовления) заготовок (изделий), разделением, концентрацией или совмещением операций, приспособленностью к различным организационным формам эксплуатации совместно с оборудованием;
взаимосвязей ТО с характеристиками конструктивной формы обрабатываемых заготовок и планируемой области распространения;
комплексности оснащения заданного производственного процесса и обеспечения уровня его автоматизации.
5.2.2. Выбор методов агрегатирования (блочно-модульный, блочный, подетальный, смешанный) должен обеспечивать эффективность эксплуатации ТО и высокую оборачиваемость составляющих ее частей в заданных диапазонах организационных форм и масштабах производства (специализированное, многономенклатурное, серийное, массовое и т.п.) с учетом уровня стабильности изделий и технологических процессов.
5.2.3. В основу агрегатирования необходимо закладывать возможность вычленения специальных частей ТО от унифицированных частей многократного применения с обеспечением их стыковки на основе применения стандартных присоединительных поверхностей.
5.2.4. Степень укрупнения агрегатируемых функциональных блоков и деталей ТО должна обосновываться оптимальным значением частоты их оборачиваемости в заданном временном интервале производственного процесса (числом замен, переналадок, сборок и разборок, а также частотой замены быстроизнашиваемых частей).
5.2.5. Геометрические, размерные, прочностные и точностные характеристики составляющих конструктивных элементов функциональных блоков и деталей устанавливаются из условий реализации заданных методов агрегатирования, обеспечения работоспособности и надежности конструкций ТО в соответствии с условиями эксплуатации и требованиями к стыковке и совместимости с оборудованием.
5.3. При разработке и стандартизации номенклатуры и величин устанавливаемых параметров для конкретных разновидностей и комплексов ТО, необходимо дополнительно учитывать специфические особенности ее назначения.
5.3.1. При разработке и стандартизации метода системного построения номенклатуры и значений используемых оценочных параметров для разновидностей штамповой оснастки необходимо обеспечить:
выбор исходного типажа ТО на основе анализа технологических характеристик получения изделий и их элементов при помощи указанной разновидности, возможности последовательности выполнения элементов изделий, концентрации и совмещения операций в отдельных штампах, входящих в состав комплекса;
применение метода агрегатирования с учетом вычленения специальных частей каждого входящего в разновидность ТО штампа (пуансона, матрицы, пуансона-матрицы, съемника, выталкивателя, фиксатора и др.) в виде сменных пакетов, а также с учетом возможности смены режущих частей в пакетах при перестройке на изготовление новой детали;
установление характеристик материалов и поверхностей обязательных для основных частей штампов с учетом надежности их эксплуатации в заданном временном интервале;
установление основных геометрических элементов соединений, правил и норм их расположения на поверхностях функциональных блоков и деталей, входящих в состав конструкций разновидностей ТО;
возможность применения пластмасс, клеевых соединений и др.
5.3.2. Стандартизованные правила, нормы и оценочные показатели системного построения режущего инструмента должны, как правило, распространяться на работы по созданию целевых комплексов инструментов (ЦКИ) для обработки заготовок на станках определенной группы (токарной, фрезерной группы и т.д.).
5.3.2.1. Правила, нормы и оценочные показатели должны обеспечивать:
установление эффективных методов обработки и применяемых инструментальных материалов для совокупности обрабатываемых поверхностей различных форм и размеров, а также свойств и характеристик обрабатываемых материалов, на которые распространяется создаваемый ЦКИ;
достаточность номенклатуры, типоразмеров и комплектности инструментов для реализации совокупности установленных методов обработки;
применение единообразных методов агрегатирования, обеспечивающих оптимальность изготовления, сборки, контроля, а также закрепления, эксплуатации и замены инструментов на оборудовании, их ремонта и восстановления;
повышение эффективности использования станков и улучшение экономических показателей механической обработки за счет нормирования и установления рекомендаций по выбору инструментального оснащения и интенсификации эксплуатации инструментов;
включение в состав ЦКИ достаточного количества вспомогательных инструментов, средств, устройств и комплектующих изделий, обеспечивающих эффективность его подготовки к эксплуатации (сборки, настройки, контроля) и эксплуатации (установки, зажима, смены, контроля состояния, настройки и размера) в производственных процессах с различным уровнем автоматизации.
5.3.2.2. При определении методов обработки и соответственно обеспечивающих их разновидностей конструктивного исполнения инструментов, марок применяемых инструментальных материалов и режимов резания, необходимо устанавливать экономически обоснованные эффективные области их применения при обработке номенклатуры поверхностей заданного качества и размеров, свойств обрабатываемого материала и масштабов производства.
5.3.2.3. Рекомендации по применению составляющих частей ЦКИ должны устанавливаться исходя из заданного периода стойкости инструмента и экономически обоснованного среднего значения срока службы.
5.3.2.4. При составлении рекомендаций к качеству обрабатываемых поверхностей для заданных материалов, известных форм стружки и процессов стружкообразования необходимо устанавливать соответствующие значения максимальных подач и значения радиусов при вершинах режущих кромок инструментальных материалов.
5.3.2.5. При установлении правил выбора и комплектования ЦКИ инструментальными материалами необходимо:
отдавать предпочтение основным маркам, как охватывающим наиболее широкую область применения;
применять дополнительные марки только для перекрытия областей, охватываемых основными марками;
применять специальные марки только в случае распространения ЦКИ на специальные условия эксплуатации с выполнением особых требований;
учитывать варианты оптимального конструктивного исполнения формы, использования отрицательных и положительных значений геометрии режущей части, влияние СОЖ и др.
5.3.2.6. При разработке правил построения состава инструментов, входящих в ЦКИ, необходимо устанавливать преимущество применения блочно-модульного агрегатирования их основных функциональных частей на основе следующего членения инструмента:
вспомогательная часть, обеспечивающая установку на станке (согласование со шпинделем или резцедержателем) основной или переходной частей, а также в случае необходимости неагрегатируемого цельного инструмента;
основная часть, предназначенная для закрепления инструментального материала и обеспечивающая процесс обработки;
переходная часть, обеспечивающая, в случае необходимости, как закрепление основной части, так и закрепление неагрегатируемых цельных инструментов различных видов.
5.3.2.7. Применяемые методы агрегатирования должны основываться на унификации и стандартизации конструктивных решений соединения функциональных частей инструментов и обеспечивать:
сокращение времени смены, крепления, наладки и замеров инструмента и его составных частей;
сокращение металлоемкости, количества и стоимости инструментов путем повышения оборачиваемости и интенсификации эксплуатации их составных частей;
возможность оперативного переноса инструментального оснащения операций или его частей на различные станки (рис.3);
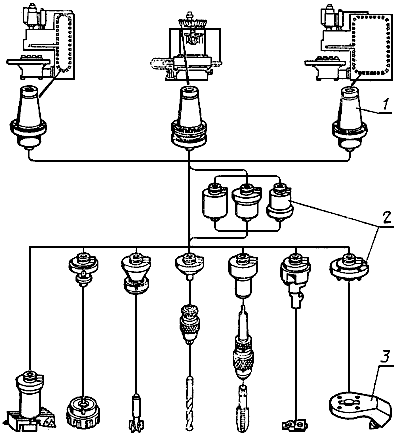
Рис.3. Пример блочно-модульного построения ЦКИ
для станков фрезерной группы:
1 - вспомогательные части, обеспечивающие согласование инструментов со шпинделями станков;
2 - переходные части, обеспечивающие агрегатирование инструментов для установленных случаев обработки;
3 - основные части инструментов, включая цельные инструменты
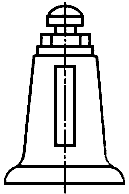
возможность агрегатирования режущих инструментов с внутренним подводом СОЖ (рис.4).
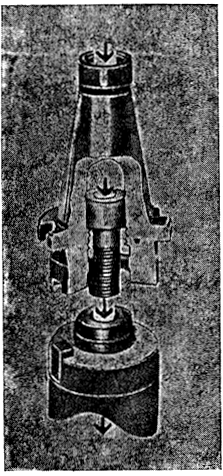
Рис.4. Пример типового конструктивного решения агрегатирования инструмента с внутренним подводом СОЖ
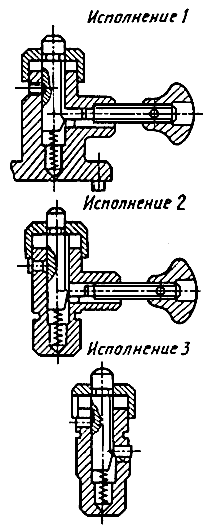
5.3.2.8. Правила построения номенклатуры и типоразмеров вспомогательных частей должны обеспечивать согласование этих частей с местами установки, в том числе со шпинделями и резцедержателями основных моделей металлорежущих станков, для оснащения которых планируется разрабатываемый ЦКИ (рис.5).
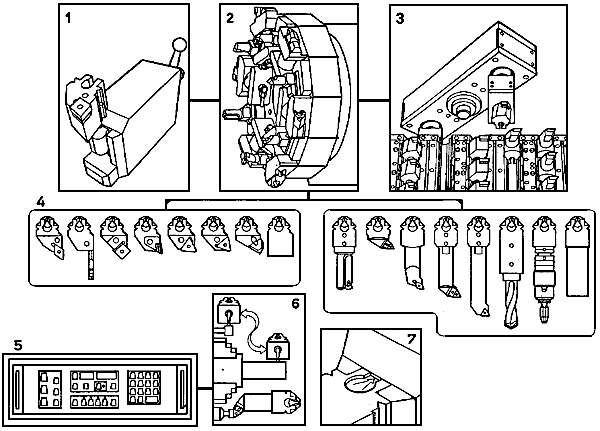
Рис.5. Пример установления стандартных присоединительных поверхностей,
обеспечивающих единство блочно-модульного метода агрегатирования в ЦКИ для станков токарной группы:
1 - блоки-державки для крепления инструмента (вспомогательные части);
2 - ручные и автоматические зажимные механизмы для размещения блок-державок;
3 - автооператоры для смены инструмента; 4 - основные части инструментов для обработки наружных и
внутренних поверхностей и их заготовок; 5 - средства контроля режущего инструмента;
6 - измерительные средства для автоматической настройки режущего инструмента и размерного контроля;
7 - стандартный конструктивный элемент соединения основных частей инструмента
5.3.2.9. Правила построения номенклатуры и типоразмеров переходных частей должны распространяться на удлинители, переходные втулки, патроны для крепления цельных инструментов и другие переходные части, обеспечивая возможность агрегатирования с ними основных частей инструментов и других устройств, входящих в состав ЦКИ, с целью придания им различных положений в пространстве.
5.3.2.10. Правила построения основных частей составных (агрегатируемых) инструментов и цельных инструментов ЦКИ должны предусматривать:
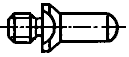
вычленение, унификацию и стандартизацию геометрических форм, размеров и способов закрепления инструментальных материалов (рис.6);
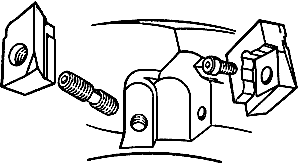
Рис.6. Пример унифицированного конструктивного решения установки съемного гнезда
для закрепления пластины в модульной фрезе
возможность использования быстросъемных модульных гнезд для закрепления режущих пластин, в том числе совместно со стружколомами и другими специальными элементами, оптимизирующими процессы резания с вычленением, унификацией и стандартизацией установочных поверхностей для размещения указанных модульных гнезд;
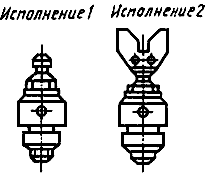
унификацию и стандартизацию быстросъемных модульных гнезд с количеством конструктивных исполнений, обеспечивающих их многократное типовое применение и в специальных инструментах, разрабатываемых и изготавливаемых потребителем для дополнительного использования (рис.7), в производственных процессах, на которые распространяется ЦКИ.
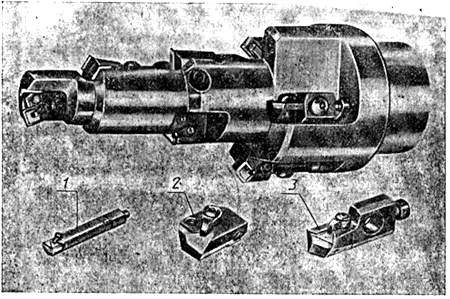
Рис.7. Применение унифицированных и стандартных сменных вставок в специальном инструменте:
1 - съемное гнездо в виде расточного резца с круглым хвостовиком и винтом для точной подналадки.
Закрепляется в отверстиях оправки;
2 - съемное гнездо в виде ложемента для установки в открытых гнездах оправки;
3 - съемное гнездо в виде резцовой вставки с регулировочными винтами для осевой и радиальной подналадки.
Устанавливаются в пазах многолезвийных оправок и фиксируются винтом
5.3.2.11. При разработке ЦКИ для применения на автоматических линиях, станках с ЧПУ, ПГ-модулях и ГПС, к включенным в его состав средствам автоматического контроля и подналадки в общем случае должны предъявляться следующие требования:
измерительные и контролирующие устройства, в случае необходимости, должны агрегатироваться со вспомогательными и (или) переходными частями инструментов на основе соответствия принятых для ЦКИ элементами стыковых соединений, способа установки и закрепления составных частей;
приборы и устройства должны обеспечивать контроль стабильности базирования устанавливаемых инструментов по осям х, у и z с последующим вводом данных в систему управления оборудования;
должен обеспечиваться контроль обрабатываемой поверхности заготовки. Измерительные преобразователи должны быть приспособлены к работе с высокой степенью повторяемости и обладать низкой инерционностью (малым временным срабатыванием);
должен обеспечиваться контроль целостности инструмента, выявление его износа, поломки и подача, в случае необходимости, сигнала на остановку станка для замены инструмента;
должна обеспечиваться автоматическая компенсация износа инструмента путем его подналадки.
5.4. Экспертизу разработанной конструкторской документации на ТО, подлежащей включению в каталоги и альбомы, осуществляют:
по поручению Министерства станкостроительной и инструментальной промышленности СССР головные организации по закрепленному виду технологической оснастки или предприятия, ответственные за специализированное производство ТО закрепленного вида.
5.5. Типаж, типоразмерный ряд, классы точности и соответствующие им значения допускаемых отклонений, материалы и их физико-механические свойства, применяемые конструктивные элементы соединений, их размеры и расположение на поверхностях определяются в зависимости от планируемой сферы применения ТО и должны соответствовать установленным стандартам на ТО.
5.6. При разработке ТО необходимо обеспечивать ее совместимость с системами стандартной ТО.
Правила проектирования:
универсальных специализированных наладочных приспособлений к металлорежущим и деревообрабатывающим станкам (УНП и СНП) по ГОСТ 31.0151.01;
деталей и сборочных единиц универсально-сборных приспособлений к металлорежущим станкам (УСП) по ГОСТ 31.111.41 и ГОСТ 31.111.42;
детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ (СРПС) по ГОСТ 31.211.41 и ГОСТ 31.211.42;
детали и сборочные единицы универсально-сборной переналаживаемой оснастки (УСПО) по ГОСТ 31.121.41 и ГОСТ 31.121.42.
5.7. Вновь разработанной и проверенной ТО на соответствие требованиям настоящего РД при включении в каталоги и альбомы присваивают полное обозначение в установленном порядке.
Например, плита 7081-0301 К 31.112.40.
5.8. Основные правила присвоения обозначений, регистрации и распространения каталогов и альбомов по ГОСТ 31.0000.01.
ПРИЛОЖЕНИЕ
Обязательное
Форма обложки промышленного каталога (альбома)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ
КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
__________________________________________________________________
наименование каталога (альбома)
Каталог (альбом)
31.ХХХХ.ХХ-ХХ
обозначение
__________________________________
наименование города
____________________________________
наименование издательства
___________________________________
год издания
Форма титульного листа промышленного каталога (альбома)
Разработан
|
наименование организации-разработчика |
Исполнители:
|
ученые степени, звания, инициалы и фамилии исполнителей и соисполнителей |
Утвержден н введен в действие Всесоюзным научно-исследовательским институтом экспертизы стандартов (ВНИИЭС) приказом N ____________________ от "_____"_______________19___ г.
|
должность, инициалы и фамилия руководителя |
Срок введения установлен с "______"____________________19_____г.
Пример оформления изделия в каталоге
Планки кондукторные с боковыми пазами
код ВКГ ОКП 39 6823
Черт.8
Таблица
Внутривидовой
код группы ОКП
Размеры, мм
|
Код |
Обозначение |
L |
B |
H |
A |
A |
d |
|
h |
Масса, |
|
2.115.01 |
7050-0181 |
80 |
|
|
60 |
25 |
|
|
|
0,11 |
|
2.115.02 |
7050-0182 |
95 |
10 |
|
75 |
35 |
6 |
|
|
0,14 |
|
2.115.03 |
7050-0183 |
110 |
|
30 |
90 |
|
|
15 |
10 |
0,17 |
|
2.115.04 |
7050-0184 |
96 |
|
75 |
25 |
|
|
|
0,13 | |
|
2.115.05 |
7050-0185 |
111 |
12 |
90 |
|
|
|
|
0,16 | |
|
2.115.06 |
7050-0186 |
141 |
|
120 |
35 |
8 |
|
|
0,19 | |
|
2.115.07 |
7050-0187 |
171 |
|
150 |
45 |
|
|
|
0,22 | |
|
3.115.01 |
7050-2471 |
100 |
15 |
|
|
|
12 |
0,38 | ||
|
3.115.02 |
7050-2472 |
|
18 |
|
|
12 |
15 |
0,44 | ||
|
3.115.03 |
7050-2473 |
130 |
15 |
|
90 |
|
8 |
|
12 |
0,46 |
|
3.115.04 |
7050-2474 |
|
18 |
45 |
|
30 |
12 |
30 |
15 |
0,58 |
|
3.115.05 |
7050-2475 |
160 |
15 |
|
120 |
|
8 |
|
12 |
0,63 |
|
3.115.06 |
7050-2476 |
|
18 |
|
|
|
12 |
|
15 |
0,77 |
|
3.115.07 |
7050-2477 |
190 |
15 |
|
150 |
45 |
8 |
|
12 |
0,78 |
|
3.115.08 |
7050-2478 |
|
18 |
|
|
|
12 |
|
15 |
1,00 |
|
3.115.09 |
7050-2479 |
220 |
15 |
|
180 |
50 |
8 |
|
12 |
1,21 |


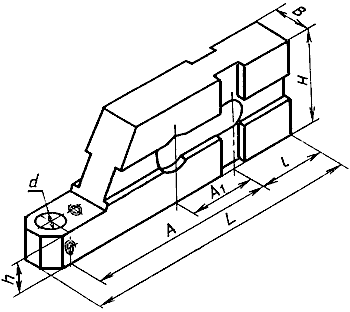
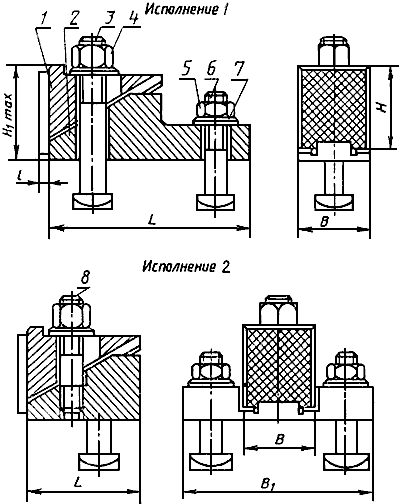
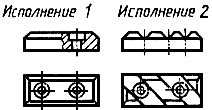
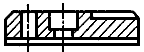
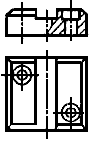
Пример оформления изделия в альбоме
|
по ГОСТ 13153 | ||
|
Зажимы клиновые. |
| |
|
|
Лист 1 |
Листов 3 |
|
| ||
|
по ГОСТ 13153 | |||||||||||||||||||
|
Зажимы клиновые. |
| ||||||||||||||||||
|
|
Лист 2 |
Листов 3 | |||||||||||||||||
|
Размеры, мм | |||||||||||||||||||
|
Обозначе- |
При- ме- няем. |
Ис- |
Ши- рина |
|
|
H |
H |
L |
За- жим- ной ход |
Масса, |
Дет.1 |
Дет.2 | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
Количество | ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
1 | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
Обозначение деталей | ||||||||
|
7015-0011 |
|
1 |
|
|
- |
|
|
90 |
|
0,705 |
|
7015-0011/002 | |||||||
|
0012 |
|
2 |
|
|
85 |
|
|
50 |
|
0,833 |
|
0012/002 | |||||||
|
0013 |
|
1 |
|
|
- |
|
|
100 |
|
1,044 |
|
0013/002 | |||||||
|
0014 |
|
2 |
|
|
100 |
|
|
55 |
|
1,316 |
|
0014/002 | |||||||
|
0015 |
|
1 |
|
|
- |
|
|
125 |
|
1,957 |
|
0015/002 | |||||||
|
0016 |
|
2 |
|
|
120 |
|
|
65 |
|
2,332 |
|
0016/002 | |||||||
|
0017 |
|
1 |
|
|
- |
|
|
150 |
|
3,717 |
|
0017/002 | |||||||
|
0018 |
|
2 |
|
|
145 |
|
|
80 |
|
4,397 |
|
0018/002 | |||||||
|
0019 |
|
1 |
|
|
- |
|
|
180 |
|
6,885 |
|
0019/002 | |||||||
|
7015-0020 |
|
2 |
|
|
170 |
|
|
100 |
|
8,369 |
|
7015-0020/002 | |||||||
|
| |||||||||||||||||||
|
Обозна- чение зажимов |
Дет.3 |
Дет.4 |
Дет.5 |
Дет.6 |
Дет.7 |
Дет.8 | |||||||||||||
|
|
Количество | ||||||||||||||||||
|
|
1 |
1 |
- |
n |
- |
n |
- |
n |
1 | ||||||||||
|
|
Обозначение деталей | ||||||||||||||||||
|
7015-0011 |
7002-2501 |
М10-6Н.6.05 |
М10-6Н.6.05 |
1 |
7002-2491 |
1 |
2.10.05.05 |
2 |
- | ||||||||||
|
0012 |
- |
|
|
2 |
|
2 |
|
3 |
М10-8gх40.66.05 | ||||||||||
|
0013 |
2531 |
М12-6Н.6.05 |
М12-6Н.6.05 |
1 |
2521 |
1 |
2.12.05.05 |
2 |
- | ||||||||||
|
0014 |
- |
|
|
2 |
|
2 |
|
3 |
М12-8gх40.66.05 | ||||||||||
|
0015 |
2563 |
М16-6Н.6.05 |
М16,6Н.6.05 |
1 |
2555 |
1 |
2.16.05.05 |
2 |
- | ||||||||||
|
0016 |
- |
|
|
2 |
|
2 |
|
3 |
М16-8gх40.66.05 | ||||||||||
|
0017 |
2599 |
М20-6Н.6.05 |
М20,6Н.6.05 |
1 |
2591 |
1 |
2.20.05.05 |
2 |
- | ||||||||||
|
0018 |
- |
|
|
2 |
|
2 |
|
3 |
М20-8gх40.66.05 | ||||||||||
|
0019 |
7002-2629 |
М24-6Н.6.05 |
М24,6Н.6.05 |
1 |
7002-2621 |
1 |
2.24.05.05 |
2 |
- | ||||||||||
|
7015-0020 |
- |
|
|
2 |
|
2 |
|
3 |
М24-8gх40.66.05 | ||||||||||
|
Зажим 7015-0011 ГОСТ 13153 | |||||||||||||||||||



|
по ГОСТ 13153 | |||||||||||||
|
Зажимы клиновые. |
| ||||||||||||
|
|
Лист 3 |
Листов 3 | |||||||||||
|
Размеры в мм | |||||||||||||
|
Обозначения |
В
|
В |
|
|
|
|
|
|
|
|
|
Масса, кг, не | |
|
7015-0011/001 |
32 |
16 |
36 |
50 |
6 |
14 |
18 |
12 |
32 |
6 |
|
0,199 | |
|
0013/001 |
36 |
20 |
45 |
55 |
9 |
18 |
22 |
14 |
35 |
|
|
0,297 | |
|
0015/001 |
45 |
25 |
55 |
65 |
10 |
20 |
30 |
18 |
40 |
|
|
0,513 | |
|
0017/001 |
55 |
32 |
70 |
80 |
14 |
24 |
35 |
24 |
50 |
|
|
0,960 | |
|
7015-0019/001 |
65 |
40 |
90 |
100 |
20 |
30 |
45 |
28 |
63 |
|
|
1,799 | |
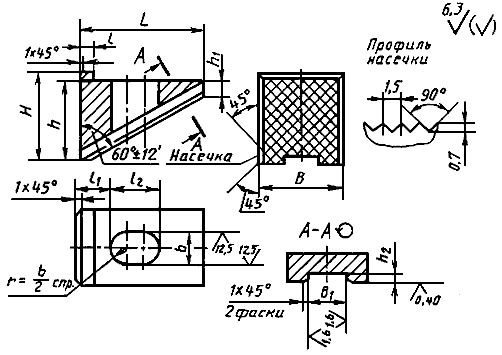
|
Клин 7015-0011/001 ГОСТ 13153 1. Материал - сталь марки 45 по ГОСТ 1050. | |||||||||||||




 .
.Пример оформления содержания альбома
|
Содержание | |||
|
По номеру |
Наименование |
Эскиз |
Стр. |
|
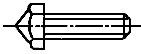
Опоры постоянные с плоской головкой для станочных приспособлений |
|
9 | |
|
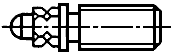
Опоры постоянные со сферической головкой для станочных приспособлений |
|
11 | |
|
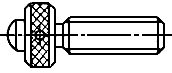
Опоры постоянные с насеченной головкой для станочных приспособлений |
|
12 | |
|
Опоры шаровые |
|
14 | |
|
Опоры регулируемые с шаровой головкой |
|
15 | |
|
Опоры регулируемые для станочных приспособлений |
|
16 | |
|
Опоры регулируемые с шестигранной головкой для станочных приспособлений |
|
20 | |
|
Опоры регулируемые с круглой головкой для станочных приспособлений |
|
22 | |
|
Опоры регулируемые усиленные для станочных приспособлений |
|
24 | |
|
Опоры постоянные высокие |
|
25 | |
|
Подпорки винтовые для станочных приспособлений |
|
27 | |
|
Подпорки винтовые встроенные для станочных приспособлений |
|
30 | |
|
Опоры самоустанавливающиеся для станочных приспособлений |
|
36 | |
|
Пластины опорные для станочных приспособлений |
|
42 | |
|
Опоры под нажимные винты для прихватов |
|
44 | |
|
Опоры для эксцентрики и нажимные винты для станочных приспособлений |
|
45 | |

Текст документа сверен по:
официальное издание
Госстандарт СССР -
М.: Издательство стандартов, 1991
Личный кабинет:
доступно после авторизации Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...
Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке