
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
27
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 18219-90
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
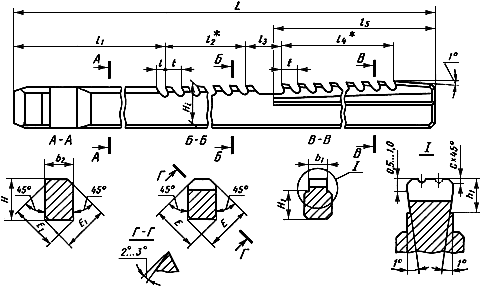
ПРОТЯЖКИ ШПОНОЧНЫЕ С ФАСОЧНЫМИ ЗУБЬЯМИ
Конструкция
Flat teeth key broaches. Design
ОКП 39 2350
Дата введения 1991-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ:
Л.В.Барон, А.Г.Ильвер, Г.Н.Осипова, И.Н.Зазулина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 01.02.1990 N 135
3. ВЗАМЕН ГОСТ 18219-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
5 | |
|
Вводная часть | |
|
12 | |
|
3, 7, 8 | |
|
3 | |
|
Вводная часть | |
|
ГОСТ 24071-80* |
Вводная часть |
________________
* На территории Российской Федерации действует ГОСТ 24071-97. Здесь и далее. - Примечание изготовителя базы данных.
Настоящий стандарт распространяется на протяжки универсального назначения для обработки шпоночных пазов шириной от 3 до 10 мм по ГОСТ 23360, ГОСТ 10748, ГОСТ 24071 со снятыми заусенцами.
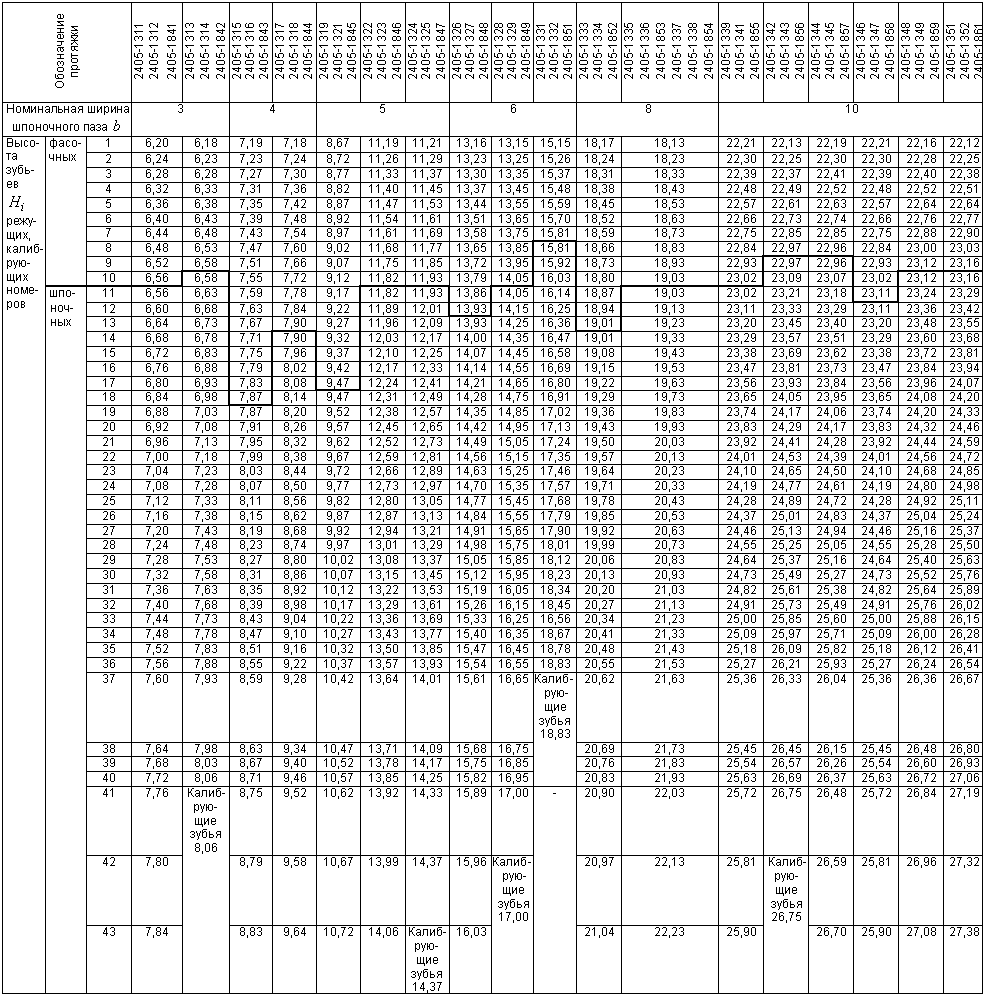
1. Конструкция и основные размеры протяжек должны соответствовать указанным на черт.1 и в табл.1 и 2.
_________________
* Размеры для справок.
Черт.1
Таблица 1
Размеры, мм
|
Обозна- |
При- |
Ширина шпоночного паза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чис- |
Но- | ||
|
Но- |
Поле допуска |
Но- |
Пред. откл. |
||||||||||||||||||
|
2405-1311 |
|
3 |
Js9 |
3,012 |
4 |
6,0 |
3,7 |
2,3 |
495 |
3,0 |
232 |
40,5 |
20 |
189 |
207,5 |
7,020 |
0,08 |
+0,04 |
4,5 |
53 |
1 |
|
2405-1312 |
|
D10 |
3,060 |
||||||||||||||||||
|
2405-1841 |
|
Р9 |
2,994 |
||||||||||||||||||
|
2405-1313 |
|
Js9 |
3,012 |
3,4 |
3,0 |
615 |
5,0 |
247 |
64,0 |
272 |
289,5 |
8,0 |
44 |
4 | |||||||
|
2405-1314 |
|
D10 |
3,060 |
||||||||||||||||||
|
2405-1842 |
|
Р9 |
2,994 |
||||||||||||||||||
|
2405-1315 |
|
4 |
Js9 |
4,015 |
6 |
7,0 |
3,8 |
620 |
3,3 |
233 |
85,0 |
270 |
287,0 |
8,993 |
5,0 |
73 |
1У | ||||
|
2405-1316 |
|
D10 |
4,078 |
||||||||||||||||||
|
2405-1843 |
|
Р9 |
3,988 |
||||||||||||||||||
|
2405-1317 |
|
Js9 |
4,015 |
3,3 |
3,8 |
780 |
7,0 |
253 |
120,0 |
370 |
392,0 |
10,0 |
51 |
6 | |||||||
|
2405-1318 |
|
D10 |
4,078 |
||||||||||||||||||
|
2405-1844 |
|
Р9 |
3,988 |
||||||||||||||||||
|
2405-1319 |
|
5 |
Js9 |
5,015 |
8 |
8,5 |
5,3 |
3,5 |
700 |
4,0 |
243 |
96,0 |
330 |
346,0 |
11,183 |
0,16 |
+0,06 |
6,0 |
73 |
2 | |
|
2405-1321 |
|
D10 |
5,078 |
||||||||||||||||||
|
2405-1845 |
|
Р9 |
4,988 |
||||||||||||||||||
|
2405-1322 |
|
Js9 |
5,015 |
11,0 |
6,8 |
4,5 |
760 |
6,0 |
273 |
81,0 |
369 |
391,0 |
12,887 |
9,0 |
52 |
5 8 | |||||
|
2405-1323 |
|
D10 |
5,078 |
||||||||||||||||||
|
2405-1846 |
|
Р9 |
4,988 |
||||||||||||||||||
|
2405-1324 |
|
Js9 |
5,015 |
5,8 |
5,5 |
855 |
8,0 |
283 |
108,0 |
25 |
420 |
444,0 |
12,0 |
46 |
8 | ||||||
|
2405-1325 |
|
D10 |
5,078 |
||||||||||||||||||
|
2405-1847 |
|
Р9 |
4,988 |
||||||||||||||||||
|
2405-1326 |
|
6 |
Js9 |
6,015 |
10 |
13,0 |
9,0 |
4,5 |
820 |
6,0 |
260 |
99,0 |
20 |
423 |
446,0 |
15,376 |
9,0 |
60 |
5 | ||
|
2405-1327 |
|
D10 |
6,078 |
||||||||||||||||||
|
2405-1848 |
|
Р9 |
5,988 |
||||||||||||||||||
|
2405-1328 |
Js9 |
6,015 |
7,5 |
6,0 |
945 |
10,0 |
294 |
126,0 |
25 |
476 |
505,0 |
15,451 |
14,0 |
45 |
9 | ||||||
|
2405-1329 |
|
D10 |
6,078 |
||||||||||||||||||
|
2405-1849 |
|
Р9 |
5,988 |
||||||||||||||||||
|
2405-1331 |
|
Js9 |
6,015 |
15,0 |
7,5 |
985 |
11,0 |
329 |
96,0 |
512 |
540,0 |
16,738 |
16,0 |
40 |
10 | ||||||
|
2405-1332 |
|
D10 |
6,078 |
||||||||||||||||||
|
2405-1851 |
|
Р9 |
5,988 |
||||||||||||||||||
|
2405-1333 |
|
8 |
Js9 |
8,018 |
12 |
18,0 |
13,0 |
5,0 |
930 |
6,0 |
274 |
108,0 |
20 |
513 |
533,0 |
20,370 |
9,0 |
71 |
5 | ||
|
2405-1334 |
|
D10 |
8,098 |
||||||||||||||||||
|
2405-1852 |
|
Р9 |
7,985 |
||||||||||||||||||
|
2405-1335 |
|
Js9 |
8,018 |
11,0 |
7,0 |
1060 |
10,0 |
314 |
126,0 |
25 |
574 |
600,0 |
14,0 |
52 |
9 | ||||||
|
2405-1336 |
|
D10 |
8,098 |
||||||||||||||||||
|
2405-1853 |
|
Р9 |
7,985 |
||||||||||||||||||
|
2405-1337 |
|
Js9 |
8,018 |
10,0 |
8,0 |
1185 |
11,0 |
334 |
144,0 |
656 |
687,0 |
16,0 |
10 | ||||||||
|
2405-1338 |
|
D10 |
6,098 |
||||||||||||||||||
|
2405-1854 |
|
Р9 |
7,985 |
||||||||||||||||||
|
2405-1339 |
|
10 |
Js9 |
10,018 |
15 |
22,0 |
16,0 |
6,0 |
985 |
8,0 |
279 |
108,0 |
552 |
578,0 |
24,943 |
0,25 |
+0,08 |
12,0 |
57 |
8 | |
|
2405-1341 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1855 |
|
Р9 |
9,985 |
||||||||||||||||||
|
2405-1342 |
|
Js9 |
10,018 |
14,0 |
8,0 |
1070 |
11,0 |
334 |
112,0 |
576 |
604,0 |
16,0 |
45 |
10 | |||||||
|
2405-1343 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1856 |
|
Р9 |
9,985 |
||||||||||||||||||
|
2405-1344 |
|
Js9 |
10,018 |
13,0 |
9,0 |
1255 |
12,0 |
369 |
126,0 |
30 |
702 |
735,0 |
18,0 |
48 |
11 | ||||||
|
2405-1345 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1857 |
|
Р9 |
9,985 |
||||||||||||||||||
|
2405-1346 |
|
Js9 |
10,018 |
16,0 |
6,0 |
1070 |
8,0 |
279 |
120,0 |
25 |
624 |
651,0 |
25,034 |
12,0 |
64 |
8 | |||||
|
2405-1347 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1858 |
|
Р9 |
9,985 |
||||||||||||||||||
|
2405-1348 |
|
Js9 |
10,018 |
14,0 |
8,0 |
1155 |
11,0 |
334 |
128,0 |
640 |
673,0 |
16,0 |
50 |
10 | |||||||
|
2405-1349 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1859 |
|
Р9 |
9,985 |
||||||||||||||||||
|
2405-1351 |
|
Js9 |
10,018 |
13,0 |
9,0 |
1215 |
12,0 |
349 |
144,0 |
30 |
666 |
697,0 |
18,0 |
47 |
11 | ||||||
|
2405-1352 |
|
D10 |
10,098 |
||||||||||||||||||
|
2405-1861 |
|
Р9 |
9,985 |
||||||||||||||||||











 наим.
наим. 

Примечания:
1. В протяжках, применяемых для ответственных шпоночных соединений, по указанию заказчика вместо фаски  выполняется закругление радиусом
выполняется закругление радиусом  .
.
2. Размер  (0,5...1) мм.
(0,5...1) мм.
Пример условного обозначения протяжки длиной  930 мм для обработки шпоночного паза шириной
930 мм для обработки шпоночного паза шириной  8 мм D10 в детали из стали и алюминиевых сплавов:
8 мм D10 в детали из стали и алюминиевых сплавов:
Протяжка 2405-1334.I ГОСТ 18219-90
То же, в детали из чугуна, бронзы, латуни:
Протяжка 2405-1334.II ГОСТ 18219-90
То же, протяжки с откорректированной шириной режущей части:
Протяжка 2405-1334.KII ГОСТ 18219-90
Таблица 2
Размеры, мм
Продолжение табл.2
Размеры, мм
Допускается по требованию заказчика корректировка размеров  (табл.1).
(табл.1).
2. Размеры отверстия и протягиваемого паза, усилия протягивания должны соответствовать указанным на черт.2 и в табл.3.
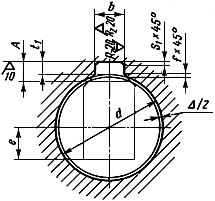
 - максимальный припуск на протягивание;
- максимальный припуск на протягивание;
 - припуск на шлифование отверстия
- припуск на шлифование отверстия
 ;
;
 - высота хвостовика по табл.1.
- высота хвостовика по табл.1.
Черт.2
Таблица 3
Размеры, мм
|
Обозна- |
Ширина шпоночного паза |
|
|
|
|
|
|
Длина протягивания |
Усилие | ||||
|
Но- |
Поле допус- |
Но- |
Пред. откл. |
Не бо- |
Не |
Сталь и алюми- |
Чугун, бронза, латунь |
||||||
|
2405-1311 |
3 |
Js9 |
1,4 |
+0,1 |
0,16 |
0,08 |
8,5-10,0 |
2,04 |
0,2 |
0,15-0,25 |
11-20 |
11-30 |
2230 |
|
2405-1312 |
D10 |
||||||||||||
|
2405-1841 |
P9 |
||||||||||||
|
2405-1313 |
Js9 |
21-30 |
21-45 |
2150 (220) | |||||||||
|
2405-1314 |
D10 |
||||||||||||
|
2405-1842 |
P9 |
||||||||||||
|
2405-1315 |
4 |
Js9 |
1,8 |
10,5-12,0 |
2,83 |
0,3 |
0,20-0,30 |
14-22 |
14-30 |
2980 (305) | |||
|
2405-1316 |
D10 |
||||||||||||
|
2405-1843 |
P9 |
||||||||||||
|
2405-1317 |
Js9 |
23-36 |
23-50 |
3320 (340) | |||||||||
|
2405-1318 |
D10 |
||||||||||||
|
2405-1844 |
P9 |
||||||||||||
|
2405-1319 |
5 |
Js9 |
2,3 |
0,25 |
0,16 |
13,0-17,0 |
3,48 |
0,20-0,40 |
17-28 |
17-40 |
4460 (455) | ||
|
2405-1321 |
D10 |
||||||||||||
|
2405-1845 |
P9 |
||||||||||||
|
2405-1322 |
Js9 |
15,0-17,0 |
3,35 |
0,4 |
0,20-0,30 |
29-48 |
29-70 |
6990 (715) | |||||
|
2405-1323 |
D10 |
||||||||||||
|
2405-1846 |
P9 |
||||||||||||
|
2405-1324 |
Js9 |
39-65 |
39-80 |
7760 (790) | |||||||||
|
2405-1325 |
D10 |
||||||||||||
|
2405-1847 |
P9 |
||||||||||||
|
2405-1326 |
6 |
Js9 |
2,8 |
18,0-22,0 |
3,88 |
0,3 |
0,20-0,40 |
20-40 |
20-56 |
6990 (715) | |||
|
2405-1327 |
D10 |
||||||||||||
|
2405-1848 |
P9 |
||||||||||||
|
2405-1328 |
Js9 |
3,98 |
0,4 |
41-62 |
41-90 |
9240 (945) | |||||||
|
2405-1329 |
D10 |
||||||||||||
|
2405-1849 |
P9 |
||||||||||||
|
2405-1331 |
Js9 |
20,0-22,0 |
3,81 |
0,20-0,30 |
51-85 |
51-125 |
11910 (1215) | ||||||
|
2405-1332 |
D10 |
||||||||||||
|
2405-1851 |
P9 |
||||||||||||
|
2405-1333 |
8 |
Js9 |
3,3 |
+0,2 |
24,0-30,0 |
4,72 |
0,20-0,40 |
25-48 |
25-70 |
13820 (1410) | |||
|
2405-1334 |
D10 |
||||||||||||
|
2405-1852 |
P9 |
||||||||||||
|
2405-1335 |
Js9 |
44-70 |
44-110 |
14740 (1505) | |||||||||
|
2405-1336 |
D10 |
||||||||||||
|
2405-1853 |
P9 |
||||||||||||
|
2405-1337 |
Js9 |
51-100 |
51-130 |
17230 (1755) | |||||||||
|
2405-1338 |
D10 |
||||||||||||
|
2405-1854 |
P9 |
||||||||||||
|
2405-1339 |
10 |
Js9 |
0,40 |
0,25 |
32,0-38,0 |
4,79 |
25-48 |
25-70 |
14120 (1440) | ||||
|
2405-1341 |
D10 |
||||||||||||
|
2405-1855 |
P9 |
||||||||||||
|
2405-1342 |
Js9 |
49-78 |
49-125 |
17690 (1805) | |||||||||
|
2405-1343 |
D10 |
||||||||||||
|
2405-1856 |
P9 |
||||||||||||
|
2405-1344 |
Js9 |
57-115 |
57-160 |
24770 (2525) | |||||||||
|
2405-1345 |
D10 |
||||||||||||
|
2405-1857 |
P9 |
||||||||||||
|
2405-1346 |
Js9 |
3,8 |
30,0-38,0 |
5,42 |
0,20-0,50 |
25-48 |
25-70 |
14120 (1440) | |||||
|
2405-1347 |
D10 |
||||||||||||
|
2405-1858 |
P9 |
||||||||||||
|
2405-1348 |
Js9 |
49-78 |
49-125 |
17690 (1805) | |||||||||
|
2405-1349 |
D10 |
||||||||||||
|
2405-1859 |
P9 |
||||||||||||
|
2405-1351 |
Js9 |
57-105 |
57-140 |
23150 (2360) | |||||||||
|
2405-1352 |
D10 |
||||||||||||
|
2405-1861 |
P9 |
||||||||||||




3. Наибольшие расчетные усилия протягивания  указаны для обработки деталей из стали I-V групп обрабатываемости по ГОСТ 20365.
указаны для обработки деталей из стали I-V групп обрабатываемости по ГОСТ 20365.
Для определения усилия протягивания для закаленных сталей и других материалов величину следует умножить на коэффициент  , указанный в табл.4 ГОСТ 18217.
, указанный в табл.4 ГОСТ 18217.
4. Размер фаски или соответствующего ей радиуса  и предельные отклонения относятся к калибрующим зубьям, на режущих зубьях эти размеры не регламентируются.
и предельные отклонения относятся к калибрующим зубьям, на режущих зубьях эти размеры не регламентируются.
5. Размеры хвостовиков протяжек - по ГОСТ 4043, тип 2.
6. Неуказанные предельные отклонения размеров: Н16, h16, ± .
.
7. Форма и размеры профиля зубьев протяжек в соответствии с номером профиля табл.1 указаны в приложении к ГОСТ 18217.
8. Размеры и расположение стружкоделительных канавок указаны в приложении 2 к ГОСТ 18217.
9. Задний угол режущих зубьев протяжек должен быть 3°, калибрующих зубьев 1°.
10. Передний угол зубьев протяжек должен быть 15° для обработки стали и алюминиевых сплавов, 5° для обработки чугуна, бронзы, латуни.
11. Допускается срезка последнего калибрующего зуба на высоту профиля с оставлением задней поверхности шириной  .
.
12. Технические требования - по ГОСТ 16491.
Личный кабинет:
доступно после авторизации Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...
Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке