
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
5
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 19090-93
(ИСО 5969-79)
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТЧИКИ ДЛЯ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Допуски
Taps for pipe cylindrical thread. Tolerances
ОКП 39 1300
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Беларусь |
Белстандарт |
|
Республика Кыргызстан |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикстандарт |
|
Туркменистан |
Туркменглавгосинспекция |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 19090-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 19090-73
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть, 1, 5, 8, приложение 3 |
Настоящий стандарт распространяется на метчики для трубной цилиндрической резьбы по ГОСТ 6357, а также - на метчики для внутренней цилиндрической резьбы по ГОСТ 6357, предназначенной для соединения с конической резьбой по ГОСТ 6211.
Требования настоящего стандарта являются обязательными, кроме пп.7.3, 8, 12, 13.
1. Обозначение резьбы - по ГОСТ 6357 и ГОСТ 6211:
 - трубная внутренняя цилиндрическая резьба, предназначенная для соединения с наружной цилиндрической резьбой по ГОСТ 6357;
- трубная внутренняя цилиндрическая резьба, предназначенная для соединения с наружной цилиндрической резьбой по ГОСТ 6357;
 - трубная внутренняя цилиндрическая резьба, предназначенная для соединения с наружной конической резьбой по ГОСТ 6211.
- трубная внутренняя цилиндрическая резьба, предназначенная для соединения с наружной конической резьбой по ГОСТ 6211.
2. Профиль резьбы гаек и обозначение размеров должны соответствовать указанным на черт.1.
Для резьбы серии
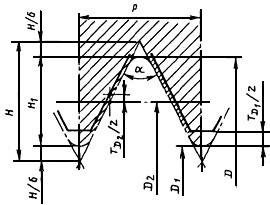
Для резьбы серии
 - наружный диаметр;
- наружный диаметр;  - внутренний диаметр;
- внутренний диаметр;  - средний диаметр;
- средний диаметр;  - шаг резьбы;
- шаг резьбы;
 - угол профиля резьбы;
- угол профиля резьбы;  - высота исходного треугольника;
- высота исходного треугольника;  - допуск на внутренний диаметр;
- допуск на внутренний диаметр;  - допуск на средний диаметр;
- допуск на средний диаметр;  - рабочая высота профиля;
- рабочая высота профиля;  ,
,  - срез вершин и впадин резьбы.
- срез вершин и впадин резьбы.
Черт.1
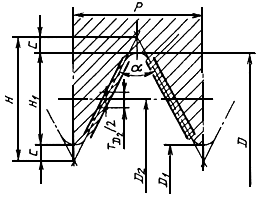
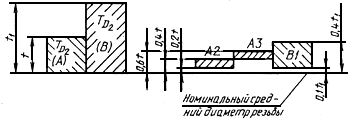
3. Профиль резьбы и обозначение размеров метчика должны соответствовать указанным на черт.2.
Для резьбы серии
Для резьбы серии
 - номинальный наружный диаметр метчика;
- номинальный наружный диаметр метчика;  - допустимый минимальный наружный
- допустимый минимальный наружный
диаметр метчика;  - нижнее отклонение наружного диаметра метчика;
- нижнее отклонение наружного диаметра метчика;  - номинальный
- номинальный
внутренний диаметр метчика;  - номинальный средний диаметр метчика;
- номинальный средний диаметр метчика;  - минимальный средний диаметр;
- минимальный средний диаметр;  - максимальный средний диаметр;
- максимальный средний диаметр;  - верхнее отклонение среднего диаметра;
- верхнее отклонение среднего диаметра;  - нижнее отклонение
- нижнее отклонение
среднего диаметра; - допуск на средний диаметр
Черт.2
4. Метчики должны изготовляться классов точности A1, A2, A3 и В1.
5. Предельные отклонения диаметров резьбы метчиков определяются посредством единицы допуска  , величина которой равна допуску среднего диаметра гайки , который установлен ГОСТ 6357 и ГОСТ 6211.
, величина которой равна допуску среднего диаметра гайки , который установлен ГОСТ 6357 и ГОСТ 6211.
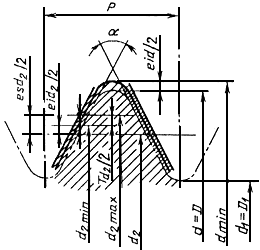
6. Схемы расположения полей допусков среднего диаметра резьбы метчика и гайки приведены на черт.3 и 4.
6.1. Для резьбы серии
Черт.3
Допуск на средний диаметр гайки - положительный односторонний с нулевым нижним отклонением.
Минимальное и максимальное значения среднего диаметра метчика больше минимально допустимого значения среднего диаметра гайки на величину, составляющую:
|
для класса точности A2 | |
|
| |
|
| |
|
для класса точности A3 | |
|
| |
|
| |
|
для класса точности В1 | |
|
| |
|
| |






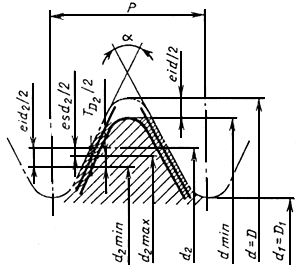
6.2. Для резьбы серии
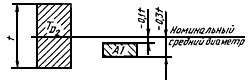
Черт.4
Допуск на средний диаметр гайки  - двусторонний с симметричным расположением.
- двусторонний с симметричным расположением.
Минимальное и максимальное значения среднего диаметра метчика больше минимально допустимого значения среднего диаметра гайки на величину, составляющую для метчика класса точности А1


7. Предельные отклонения наружного диаметра метчика
Минимальное значение наружного диаметра метчика больше допустимого минимального значения наружного диаметра гайки на величину, равную определенной части допуска на гайку.
Верхнее отклонение наружного диаметра метчика не регламентируется.
7.1. Для резьбы серии
Допуск на наружный диаметр гайки - положительный односторонний с нулевым нижним отклонением
Нижнее отклонение наружного диаметра метчиков классов точности А2, A3 и В1 больше на 0,3 минимального диаметра гайки

7.2. Для резьбы серии
Допуск на наружный диаметр гайки - двусторонний с симметричным расположением
Нижнее отклонение наружного диаметра метчиков класса точности А1 больше на 0,2 минимального диаметра гайки

7.3. Пример расчета резьбовой части метчика приведен в приложении 1.
8. Предельные отклонения наружного диаметра метчика, определяемого в зависимости от предельного отклонения среза и вершины и впадины резьбы, установленных ГОСТ 6357 и ГОСТ 6211, приведены в приложении 2.
9. Значения предельных отклонений диаметров метчика должны соответствовать:
для класса точности А1 - указанным в табл.1,
для классов точности А2, A3, В1 - указанным в табл.2.
Таблица 1
Размеры в мм
|
Обозначение |
Число шагов |
Шаг |
Наружный диаметр резьбы метчика А1 |
Средний диаметр резьбы метчика А1 | ||||||
|
|
|
|
|
|
|
|
|
| ||
|
|
28 |
0,907 |
7,723 |
-0,043 |
7,680 |
7,142 |
-0,043 |
7,099 |
-0,014 |
7,128 |
|
|
|
|
9,728 |
|
9,685 |
9,147 |
|
9,104 |
|
9,133 |
|
|
19 |
1,337 |
13,157 |
-0,063 |
13,094 |
12,301 |
-0,063 |
12,238 |
-0,021 |
12,280 |
|
|
|
|
16,662 |
|
16,599 |
15,806 |
|
15,743 |
|
15,785 |
|
|
14 |
1,814 |
20,955 |
-0,086 |
20,869 |
19,793 |
-0,086 |
19,707 |
-0,029 |
19,764 |
|
|
|
|
26,441 |
|
26,355 |
25,279 |
|
25,193 |
|
25,250 |
|
1 |
11 |
2,309 |
33,249 |
-0,109 |
33,140 |
31,770 |
-0,109 |
31,661 |
-0,037 |
31,733 |
|
1 |
|
|
41,910 |
41,801 |
40,431 |
40,322 |
40,394 | |||
|
1 |
|
|
47,803 |
|
47,694 |
46,324 |
|
46,215 |
|
46,287 |
|
2 |
59,614 |
|
59,505 |
58,135 |
|
58,026 |
|
58,098 | ||
|
2 |
|
|
75,184 |
-0,130 |
75,054 |
73,705 |
-0,130 |
73,575 |
-0,043 |
73,662 |
|
3 |
|
|
87,884 |
|
87,754 |
86,405 |
|
86,275 |
|
86,362 |
|
3 |
|
|
100,330 |
100,200 |
98,851 |
98,894 |
98,938 | |||
|
4 |
|
|
113,030 |
|
112,900 |
111,551 |
|
111,421 |
|
111,508 |
|
5 |
|
|
138,430 |
|
138,300 |
136,951 |
|
136,821 |
|
136,908 |
|
6 |
|
|
163,830 |
|
163,700 |
162,351 |
|
162,221 |
|
162,308 |







Таблица 2
Размеры в мм
|
|
Наружный диаметр резь- бы метчика А2, А3, В1 |
Средний диаметр резьбы метчика | ||||||||||||||||
|
класса точности A2 |
класса точности A3 |
класса точности В1 | ||||||||||||||||
|
Обо- |
Число |
Шаг резь- |
|
|
|
Номи- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
28 |
0,907 |
7,723 |
+0,032 |
7,755 |
7,142 |
+0,021 |
7,163 |
+0,043 |
7,185 |
+0,043 |
7,185 |
+0,064 |
7,206 |
+0,021 |
7,163 |
+0,086 |
7,228 |
|
|
|
|
9,728 |
|
9,760 |
9,147 |
|
9,168 |
|
9,190 |
|
9,190 |
|
9,211 |
|
9,168 |
|
9,233 |
|
|
19 |
1,337 |
13,157 |
+0,037 |
13,194 |
12,301 |
+0,025 |
12,326 |
+0,050 |
12,351 |
+0,050 |
12,351 |
+0,075 |
12,376 |
+0,025 |
12,326 |
+0,100 |
12,401 |
|
|
|
|
16,662 |
|
16,699 |
15,806 |
|
15,831 |
|
15,856 |
|
15,856 |
|
15,881 |
|
15,831 |
|
15,906 |
|
|
14 |
1,814 |
20,955 |
+0,043 |
20,998 |
19,793 |
+0,028 |
19,821 |
+0,057 |
19,850 |
+0,057 |
19,850 |
+0,085 |
19,878 |
+0,028 |
19,821 |
+0,114 |
19,907 |
|
|
22,911 |
22,954 |
21,749 |
21,777 |
21,806 |
21,806 |
21,834 |
21,777 |
21,863 | |||||||||
|
|
|
|
26,441 |
|
26,484 |
25,279 |
|
25,307 |
25,336 |
|
25,336 |
|
25,364 |
|
25,307 |
|
25,393 | |
|
|
|
|
30,201 |
|
30,244 |
29,039 |
|
29,067 |
29,096 |
|
29,096 |
|
29,124 |
|
29,067 |
|
29,153 | |
|
1 |
11 |
2,309 |
33,249 |
+0,054 |
33,303 |
31,770 |
+0,036 |
31,806 |
+0,072 |
31,842 |
+0,072 |
31,842 |
+0,108 |
31,878 |
+0,036 |
31,806 |
+0,144 |
31,914 |
|
1 |
|
|
37,897 |
|
37,951 |
36,418 |
|
36,454 |
|
36,490 |
|
36,490 |
|
36,526 |
|
36,454 |
|
36,562 |
|
1 |
|
|
41,910 |
41,964 |
40,431 |
40,467 |
40,503 |
40,503 |
40,539 |
40,467 |
40,575 | |||||||
|
1 |
|
|
44,323 |
|
44,377 |
42,844 |
|
42,880 |
|
42,916 |
|
42,916 |
|
42,952 |
|
42,880 |
|
42,988 |
|
1 |
|
|
47,803 |
|
47,857 |
46,324 |
|
46,360 |
|
46,395 |
|
46,395 |
|
46,432 |
|
46,360 |
|
46,468 |
|
1 |
|
|
53,746 |
|
53,800 |
52,267 |
|
52,303 |
|
52,339 |
|
52,339 |
|
52,375 |
|
52,303 |
|
52,411 |
|
2 |
|
|
59,614 |
|
59,668 |
58,135 |
|
58,171 |
|
58,207 |
|
58,207 |
|
58,243 |
|
58,171 |
|
58,279 |
|
2 |
65,710 |
+0,065 |
65,775 |
64,231 |
+0,043 |
64,274 |
+0,087 |
64,318 |
+0,087 |
64,318 |
+0,260 |
64,491 |
+0,043 |
64,274 |
+0,174 |
64,405 | ||
|
2 |
|
|
75,184 |
|
75,249 |
73,705 |
|
73,748 |
|
73,792 |
|
73,792 |
|
73,965 |
|
73,748 |
|
73,879 |
|
2 |
|
|
81,534 |
|
81,599 |
80,055 |
|
80,098 |
|
80,142 |
|
80,142 |
|
80,315 |
|
80,098 |
|
80,229 |
|
3 |
|
|
87,884 |
|
87,949 |
86,405 |
|
86,448 |
|
86,492 |
|
86,492 |
|
86,665 |
|
86,448 |
|
86,579 |
|
3 |
|
|
93,980 |
94,045 |
92,501 |
92,544 |
92,588 |
92,588 |
92,761 |
92,544 |
92,675 | |||||||
|
3 |
|
|
100,330 |
|
100,395 |
98,851 |
|
98,894 |
|
98,938 |
|
98,938 |
|
99,111 |
|
98,894 |
|
99,025 |
|
3 |
|
|
106,680 |
|
106,735 |
105,201 |
|
105,244 |
|
105,288 |
|
105,288 |
|
105,461 |
|
105,244 |
|
105,375 |
|
4 |
|
|
113,030 |
|
113,095 |
111,551 |
|
111,594 |
|
111,638 |
|
111,638 |
|
111,810 |
|
111,594 |
|
111,725 |
|
4 |
|
|
125,730 |
|
125,795 |
124,251 |
|
124,294 |
|
124,338 |
|
124,338 |
|
124,511 |
|
124,294 |
|
124,425 |
|
5 |
|
|
138,430 |
|
138,495 |
136,951 |
|
136,994 |
|
137,038 |
|
137,038 |
|
137,211 |
|
136,994 |
|
137,125 |
|
5 |
|
|
151,130 |
|
151,195 |
149,651 |
|
149,694 |
|
149,738 |
|
149,738 |
|
149,911 |
|
149,694 |
|
149,825 |
|
6 |
|
|
163,830 |
|
163,895 |
162,351 |
|
162,394 |
|
162,438 |
|
162,438 |
|
162,611 |
|
162,394 |
|
162,525 |











10. Предельные отклонения на половину угла профиля резьбы метчика  принимаются равными ±30' для всех размеров метчиков классов точности A1, A2 и A3;
принимаются равными ±30' для всех размеров метчиков классов точности A1, A2 и A3;
для метчиков класса точности В1 предельные отклонения на должны соответствовать указанным для размера резьбы:
От  до
до  ±40'
±40'
Св. до  ±35'
±35'
Св. до 6 ±30'
11. Предельные отклонения шага резьбы метчиков должны соответствовать указанным в табл.3.
Таблица 3
мм
|
Шаг резьбы |
Длина измерения |
Предельные отклонения шага резьбы, мкм, | |
|
|
A1, A2, A3 |
В1 | |
|
0,907 |
9 |
±8 |
±35 |
|
1,337 |
7 |
|
±45 |
|
1,814 |
±10 |
||
|
2,309 |
|
|
|
12. Рекомендации по назначению метчиков указаны в приложении 3.
ПРИЛОЖЕНИЕ
Справочное
Таблица 4
ПРИМЕР РАСЧЕТА РАЗМЕРОВ РЕЗЬБОВОЙ ЧАСТИ МЕТЧИКА
|
Обозначение метчика |
|
|
Характеристика метчика |
Номинальный наружный диаметр |
|
Минимальный наружный диаметр |
|
|
б) для класса точности A1 с резьбой |
|
|
Номинальный средний диаметр |
|
|
Минимальный средний диаметр |
|
|
б) для класса точности A1 с резьбой |
|
|
Максимальный средний диаметр |
|
|
б) для класса точности A1 с резьбой |
|
|
Внутренний диаметр |
He устанавливается (см. п.7) |
|
Предельное отклонение половины угла профиля ( |
±30' |
|
Предельное отклонение шага |
Для шага 1,814 мм - ±10 мкм |
 мм
мм мм
мм
 мм
мм мм
мм мм
мм
 мм
мм мм
мм мм
мм
 мм
мм мм
мм мм
мм
 мм
мм мм
мм
 мм
мм мм
мм
 мм
мм мм
мм
ПРИЛОЖЕНИЕ 2*
Рекомендуемое
_______________________
* Нумерация соответствует
оригиналу. - Примечание .
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ СРЕЗА ВЕРШИНЫ И ВПАДИНЫ РЕЗЬБЫ
Размеры в мм
|
Обозначение |
Число шагов |
Шаг |
Срез вершины и впадины резьбы | ||
|
|
Номин. |
Вершины |
Впадины | ||
|
От |
28 |
0,907 |
0,145 |
а) предельные отклонения С (А1) | |
|
Св. |
19 |
1,337 |
0,214 |
+0,015 |
0 |
|
Св. |
14 |
1,814 |
0,290 |
б) предельные отклонения | |
|
Св. |
11 |
2,309 |
0,369 |
-0,010 |
+0,025 |
|
|
|
|
|
-0,050 |
+0,075 |
ПРИЛОЖЕНИЕ 3
Справочное
РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ МЕТЧИКОВ
|
Класс точности метчика |
Класс точности нарезаемой резьбы |
|
А1 |
Для нарезания внутренней цилиндрической резьбы с допусками по ГОСТ 6211, предназначенной для соединения с трубной конической резьбой |
|
А2 и A3 |
Класс А по ГОСТ 6357 (для резьбы |
|
В1 |
Класс В по ГОСТ 6357 (для резьбы |

Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1995
Личный кабинет:
доступно после авторизации «Смотрю в зеркало и говорю: ну красивый!»: Филипп Киркоров...
«Смотрю в зеркало и говорю: ну красивый!»: Филипп Киркоров...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке