
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
16
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 5639-82
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛИ И СПЛАВЫ
Методы выявления и определения величины зерна
Steels and alloys. Methods for detection
and detеrmination of grain size
ОКСТУ 0909
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
E.А.Клыпин, Г.Г.Гулей, А.Е.Смирнова, В.С.Урусов, O.А.Глебова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.08.82 N 3394
3. ВЗАМЕН ГОСТ 5639-65
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обознaчение НТД, на который дана ссылка |
Номер подпункта, приложения |
|
Приложение 6 | |
|
ГОСТ 5535-76 |
2.1.2.2 |
|
ГОСТ 21120-75 |
Приложение 6 |
5. Ограничение срока действия снято по решению Межгосударственного совета по стандартизации, метрологии и сертификации (протокол 3-93 от 17.02.93)
6. ПЕРЕИЗДАНИЕ (январь 1994 г.) с Изменением N 1, утвержденным в марте 1987 г. (ИУС 6-87)
Настоящий стандарт устанавливает металлографические методы выявления и определения величины зерна сталей и сплавов.
Металлографическими методами определяют:
величину действительного зерна (после горячей деформации или любой термической обработки);
склонность зерна к росту - определением величины зерна аустенита после нагрева при температуре и времени выдержки, установленных нормативно-технической документацией на стали и сплавы;
кинетику роста зерен - определением величины зерна после нагрева в интервале температур и времени выдержки, установленных нормативно-технической документацией на стали и сплавы.
1. ОТБОР ОБРАЗЦОВ
1.1. Место отбора и количество образцов для определения величины зерна устанавливаются нормативно-технической документацией на стали и сплавы.
1.1.1. При отсутствии указаний отбор образцов для определения действительного зерна проводят произвольно; для определения склонности зерна к росту и кинетики роста отбор образцов проводят в месте отбора для механических испытаний.
1.1.2. При отсутствии указаний в нормативно-технической документации испытания проводят на одном образце.
1.2. Площадь сечения шлифа на образце должна быть не менее 1 см![]() .
.
Для металлопродукции толщиной менее 8 мм допускается изготовление шлифов площадью менее 1 см![]() .
.
Для определения склонности зерна к росту и кинетики роста зерна допускается отбор образцов от кованой ковшевой пробы при условии сопоставимости результатов испытаний с результатами готовой металлопродукции.
2. МЕТОДЫ ВЫЯВЛЕНИЯ ГРАНИЦ ЗЕРЕН
2.1. Границы зерен выявляются методами:
травления,
цементации,
окисления,
сетки феррита или цементита,
сетки перлита (троостита),
вакуумного термического травления.
Метод выбирают в зависимости от химического состава стали и цели испытания.
2.1.1. Метод травления
2.1.1.1. Метод травления применяют для выявления границ действительного зерна, а также границ зерен аустенита в углеродистых и легированных сталях, закаливающихся на мартенсит или бейнит, и сталях, в которых затруднено получение ферритной или цементитной сетки.
2.1.1.2. Выявление границ действительного зерна проводят на образцах без дополнительной термической обработки.
2.1.1.3. Для выявления границ зерен аустенита температуру нагрева, время выдержки и скорость охлаждения устанавливают нормативно-технической документацией на стали и сплавы.
Если температура нагрева и время выдержки не оговорены нормативно-технической документацией, то для низкоуглеродистых сталей температура должна быть (930±10) °С.
Для других сталей температура нагрева должна быть равна или на 20-30 °С выше температуры закалки, установленной нормативно-технической документацией.
Время выдержки должно быть не менее 1 ч и не более 3 ч.
Для более четкого выявления границ действительного и аустенитного зерна образцы подвергают отпуску: углеродистые и низколегированные стали - при 225-250 °С, легированные стали и сплавы - при 500 °С и выше в зависимости от химического состава.
2.1.1.4. С поверхности образца удаляют обезуглероженный слой, изготовляют микрошлиф и травят в реактивах, приведенных в приложении 1, или других, позволяющих четко выявить границы зерен.
Универсальный реактив для травления сталей - свежеприготовленный насыщенный при комнатной температуре водный раствор пикриновой кислоты с добавлением 1-10% поверхностно-активных веществ (ПАВ) типа Синтонол или моющих веществ - "Прогресс", "Астра", шампунь "Лада" или других алкилсульфонатных соединений.
Для более четкого выявления границ зерен следует проводить переполировки с последующим травлением и подогревом реактива до 50-70 °С.
2.1.2. Метод цементации
2.1.2.1. Метод цементации применяют для выявления зерен аустенита в сталях, предназначенных для цементации, и для углеродистых нецементируемых сталей с массовой долей углерода до 0,25%.
Границы зерен выявляются в цементированном слое в виде сетки вторичного цементита.
2.1.2.2. Образцы без следов окисления и обезуглероживания нагревают при температуре (930±10) °С в плотно закрытом ящике, наполненном свежим карбюризатором одного из составов:
60% древесного угля, 40% углекислого бария, 70% древесного угля, 30% углекислого натрия;
100% готового бондюжинского карбюризатора;
100% полукоксового карбюризатора по ГОСТ 5535-76.
Размер ящика выбирают в зависимости от количества образцов, расстояние между которыми в ящике должно быть не менее 20 мм.
Объем карбюризатора должен быть в 30 раз больше объема образцов.
Время выдержки после прогрева ящика 8 ч.
Образцы после цементации охлаждают вместе с ящиком до 600 °С с различной скоростью: углеродистую сталь не более 150 °С в час, легированную - не более 50 °С в час. Скорость охлаждения образцов ниже 600 °С в час не регламентируется.
2.1.2.3. Образцы после цементации разрезают пополам или с одной стороны удаляют поверхностный слой на глубину 2-3 мм и изготовляют микрошлифы.
Для выявления сетки цементита шлифы рекомендуется травить в одном из реактивов:
3-5%-ный раствор азотной кислоты в этиловом спирте;
5%-ный раствор пикриновой кислоты в этиловом спирте;
раствор пикрата натрия, состоящий из 2 г пикриновой кислоты, 25 г едкого натрия (каустической соды) и 100 см![]() воды (травление электролитическое, напряжение на зажимах ванны - 6-10 В, продолжительность травления - несколько секунд);
воды (травление электролитическое, напряжение на зажимах ванны - 6-10 В, продолжительность травления - несколько секунд);
кипящий раствор пикрата натрия (травление химическое, время травления 10-20 мин).
2.1.3. Метод окисления
2.1.3.1. Метод окисления применяют для конструкционных и инструментальных (углеродистых и легированных) сталей.
Границы зерен аустенита выявляются по сетке окислов.
2.1.3.2. Образцы с полированной поверхностью подвергают нагреву до определенной температуры и выдерживают в течение времени согласно п.2.1.1.3. Нагрев проводят в вакууме или в защитной атмосфере.
Для окисления шлифов после выдержки, не снижая температуры, в печь подают воздух в течение 30-60 с.
Допускается применять для защиты от окисления в процессе нагрева шлифов стружку из серого чугуна, древесно-угольный порошок, водный раствор тетраборнокислого натрия и др. при условии получения результатов по величине зерна, соответствующих полученным при методе травления.
(Измененная редакция, Изм. N 1).
2.1.3.3. После охлаждения в воде и полировки образца травят в одном из реактивов состава:
15 см![]() соляной кислоты, 75 см
соляной кислоты, 75 см![]() этилового спирта; 1 г пикриновой кислоты, 5 см
этилового спирта; 1 г пикриновой кислоты, 5 см![]() соляной кислоты, 100 см
соляной кислоты, 100 см![]() этилового спирта; 5 см
этилового спирта; 5 см![]() метанитробензолсульфокислоты, 10 см
метанитробензолсульфокислоты, 10 см![]() этилового спирта.
этилового спирта.
(Измененная редакция, Изм. N 1).
2.1.3.4. Перед охлаждением в воде шлиф допускается обработать в расплавленном водном растворе тетраборнокислого натрия (нагретом до температуры аустенизации) в течение 30-40 с. Границы зерен после обработки в водном растворе тетраборнокислого натрия выявляются без дополнительного травления.
2.1.4. Метод сетки феррита или цементита
2.1.4.1. Метод сетки феррита или цементита применяют для выявления границ зерен в доэвтектоидных (с массовой долей углерода до 0,6%) и заэвтектоидных сталях соответственно.
2.1.4.2. Образцы с любым состоянием поверхности подвергают нагреву до определенной температуры и времени согласно п.2.1.1.3.
Для образования ферритной или цементитной сетки по границам зерен образцы охлаждают до температуры 650 °С с различной скоростью в зависимости от марки стали.
Для углеродистых сталей с массовой долей углерода 0,5-0,6% скорость охлаждения 50-100 °С в час, для легированных и углеродистых заэвтектоидных - 20-30 ° С в час, для сталей с массовой долей углерода 0,25-0,5% - охлаждение на воздухе.
2.1.4.3. После термической обработки образец разрезают пополам или шлифовкой удаляют поверхностный слой (обезуглероженный), полируют и травят. Зерно аустенита по сетке феррита выявляют травлением в 4%-ном растворе азотной кислоты в этиловом спирте, по сетке цементита - травлением в реактивах, указанных в п.2.1.2.3.
2.1.5. Метод сетки перлита (троостита)
2.1.5.1. Метод выявления границ зерен по сетке перлита (троостита) применяют для углеродистых и низколегированных сталей, близких по составу к эвтектоидным. Границы зерен выявляются темнотравящейся сеткой перлита в переходной зоне образца.
2.1.5.2. Образцы с любым состоянием поверхности подвергают нагреву при определенной температуре и времени выдержки согласно п.2.1.1.3.
Для образования сетки перлита образцы охлаждают погружением в воду половины образца; вторая половина охлаждается на воздухе.
2.1.5.3. После термической обработки плоскость образца, перпендикулярную переходной зоне на высоте уровня воды, шлифуют до удаления обезуглероженного слоя, полируют и травят в реактивах (3-5%-ном растворе азотной кислоты в этиловом спирте или 5%-ном растворе пикриновой кислоты в этиловом спирте).
2.1.6. Метод вакуумного термического травления
2.1.6.1. Метод термического травления в вакууме с использованием высокотемпературных микроскопов рекомендуется для определения кинетики роста аустенитного зерна.
Метод основан на избирательном испарении металла по границам зерен при высоких температурах.
2.1.6.2. Образцы определенной формы и размеров (в зависимости от типа установки) с полированной поверхностью помещают в высокотемпературную камеру, создают вакуум 0,0133-0,00133 Па (10![]() -10
-10![]() мм рт. ст.) и нагревают до определенной температуры.
мм рт. ст.) и нагревают до определенной температуры.
Для подавления испарения металла с поверхности шлифа при высоких температурах (выше 900 °С) в камеру подают инертный газ (аргон, при избыточном давлении 0,03-0,05 МПа (0,3-0,5 атм.), предварительно очищенный от кислорода и влаги.
При определении зерна аустенита в сталях с повышенным содержанием легкоокисляющихся элементов (Аl, Сr и др.) рекомендуется использовать защитные экраны - геттеры из металлов, обладающих большим средством к кислороду (Та, Ti, Cd, Zr и др.).
2.1.6.3. Время выдержки должно быть не менее 20 мин, температура нагрева - не ниже 800 °С.
2.1.6.4. Оценка величины зерна проводится под микроскопом или на микрофотографиях.
3. МЕТОДЫ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ЗЕРНА
3.1. Зерна металлов - это отдельные кристаллы поликристаллического конгломерата, разделенные между собой смежными поверхностями, называемыми границами зерен. Зерна могут быть равноосными и неравноосными. При наличии двойников зернами считают кристаллы вместе с двойниками.
3.2. Величина зерна - средняя величина случайных сечений зерен в плоскости металлографического шлифа - определяется методами:
визуального сравнения видимых под микроскопом зерен с эталонами шкал, приведенных в обязательном приложении 2, с определением номера зерна;
подсчета количества зерен, приходящихся на единицу поверхности шлифа, с определением среднего диаметра и средней площади зерна;
подсчета пересечений границ зерен отрезками прямых с определением среднего условного диаметра в случае равноосных зерен, количества зерен в 1 мм![]() в случае неравноосных зерен;
в случае неравноосных зерен;
измерения длин хорд под микроскопом или с использованием микрофотографий с определением относительной доли зерен определенного размера;
ультразвуковым.
Указанные методы применяют для оценки величины зерна, имеющего форму, близкую к равноосной.
Метод подсчета пересечений границ зерен применяется для оценки величины зерна удлиненной формы.
В случае определения величины зерна в разнозернистой структуре средние размеры (диаметр, площадь зерна) не являются характеристиками оценки структуры.
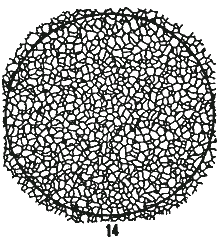
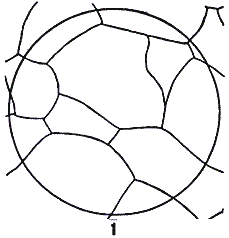
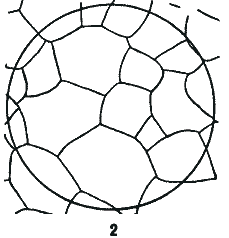
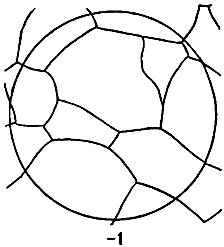
3.3. Метод определения величины зерна сравнением с эталонными шкалами
3.3.1. Величину зерна методом сравнения определяют при увеличении 100![]() . Допускается применение увеличения 90-105
. Допускается применение увеличения 90-105![]() .
.
После просмотра всей площади шлифа выбирают несколько типичных мест и сравнивают с эталонами, приведенными в шкалах приложения 2. Сравнение можно проводить, наблюдая изображение в окуляре микроскопа, на матовом стекле или фотоснимке.
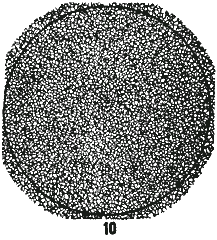
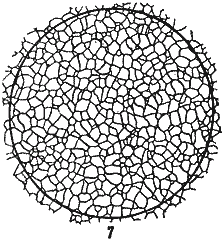
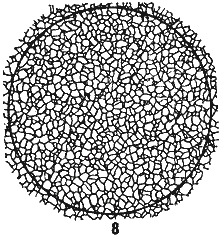
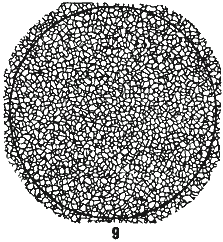
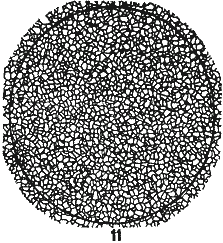
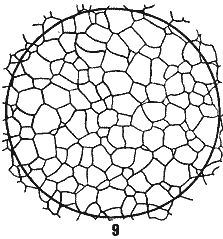
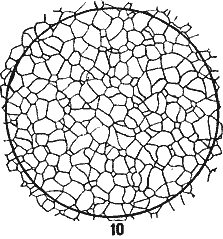
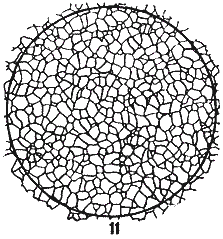
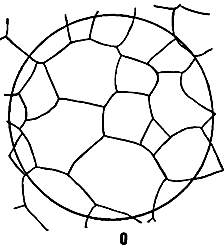
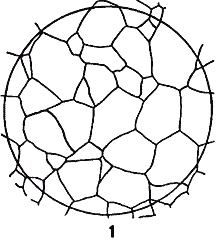
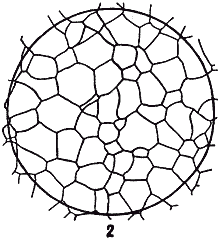
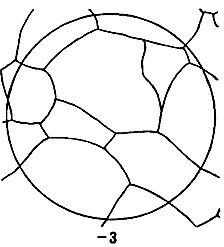
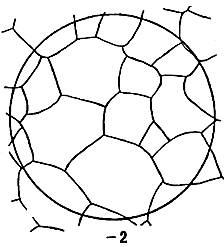
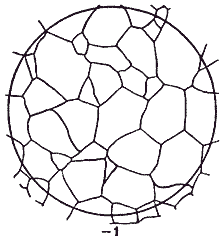
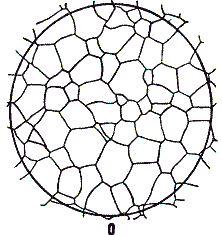
3.3.2. Шкалы 1-3 представлены десятью эталонами в виде схематизированной сетки, ограничивающей размеры зерен. Эталоны приведены в виде круга диаметром 79,8 мм, что соответствует площади 5000 мм![]() или натуральной площади на шлифе 0,5 мм
или натуральной площади на шлифе 0,5 мм![]() .
.
Эталоны составлены так, что при увеличении 100![]() номера зерен G соответствуют числовым показателям величины зерна по уравнению
номера зерен G соответствуют числовым показателям величины зерна по уравнению ![]() = 8 х 2
= 8 х 2![]() , где
, где ![]() - количество зерен на 1 мм
- количество зерен на 1 мм![]() площади шлифа.
площади шлифа.
3.3.3. Средние численные значения площади зерна, числа зерен в 1 мм![]() , диаметра и условного диаметра, а также числа зерен на площади в 1 мм
, диаметра и условного диаметра, а также числа зерен на площади в 1 мм![]() , соответствующие эталонам шкалы G (-3) - 14, приведены в табл. 1.
, соответствующие эталонам шкалы G (-3) - 14, приведены в табл. 1.
Таблица 1
|
|
Средняя площадь сечения зерна, |
|
Среднее число зерен в |
Средний |
Средний условный диаметр зерна | ||
|
|
мм |
минимальное |
среднее |
максимальное |
|
|
мм |
|
-3 |
1 |
0,75 |
1 |
1,5 |
1 |
1,0 |
0,875 |
|
-2 |
0,5 |
1,5 |
2 |
3 |
2,8 |
0,707 |
0,650 |
|
-1 |
0,25 |
3 |
4 |
6 |
8 |
0,5 |
0,444 |
|
0 |
0,125 |
6 |
8 |
12 |
22,6 |
0,353 |
0,313 |
|
1 |
0,0625 |
12 |
16 |
24 |
64 |
0,250 |
0,222 |
|
2 |
0,0312 |
24 |
32 |
48 |
181 |
0,177 |
0,157 |
|
3 |
0,0156 |
48 |
64 |
96 |
512 |
0,125 |
0,111 |
|
4 |
0,00781 |
96 |
128 |
192 |
1448 |
0,088 |
0,0783 |
|
5 |
0 00390 |
192 |
256 |
384 |
4096 |
0,062 |
0,0553 |
|
6 |
0,00195 |
384 |
512 |
768 |
11585 |
0,044 |
0,0391 |
|
7 |
0,00098 |
768 |
1024 |
1536 |
32768 |
0,031 |
0,0267 |
|
8 |
0,00049 |
1536 |
2048 |
3072 |
92682 |
0,022 |
0,0196 |
|
9 |
0,000244 |
3072 |
4096 |
6144 |
262144 |
0,015 |
0,0138 |
|
10 |
0,000122 |
6144 |
8192 |
12288 |
741485 |
0,011 |
0,0099 |
|
11 |
0,000061 |
12288 |
16384 |
24576 |
2097152 |
0,0079 |
0,0069 |
|
12 |
0,000030 |
24576 |
32768 |
49152 |
5931008 |
0,0056 |
0,0049 |
|
13 |
0,000015 |
49152 |
65536 |
98304 |
16777216 |
0,0039 |
0,0032 |
|
14 |
0,000008 |
98304 |
131072 |
96608 |
47449064 |
0,0027 |
0,0027 |
3.3.4. Шкалы 1 и 2 используют для оценки величины зерна во всех сталях и сплавах, шкалу 3 - для аустенитных, в которых после травления выявились двойники.
3.3.5. Если размер зерна в образце выходит за пределы эталонов шкал с номерами 1-10, пользуются другими увеличениями. Для перевода номера эталона при увеличении 100![]() пользуются табл. 2 или дополнительными шкалами 1, 2.
пользуются табл. 2 или дополнительными шкалами 1, 2.
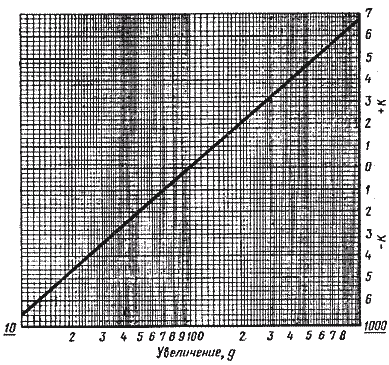
Таблица 2
|
Увели- чение |
Номера зерен при 100 | |||||||||||||||||
|
|
-3 |
-2 |
-1 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
25 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
- |
- |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
- |
- |
- |
- |
- |
- |
|
200 |
- |
- |
- |
- |
- |
- |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
- |
- |
|
400 |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
800 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
Если при оценке величины зерна применяют увеличение, отличающееся от указанных в табл. 2 и дополнительных шкалах 1, 2, то следует пользоваться графиком, приведенным на чертеже, позволяющим определить значение поправочного коэффициента ![]() для пересчета увеличения микроскопа
для пересчета увеличения микроскопа ![]() на увеличение 100
на увеличение 100![]()
![]() .
.
Номер зерна находят по формуле
![]() ,
,
где ![]() - номер зерна при увеличении микроскопа
- номер зерна при увеличении микроскопа ![]() .
.
3.3.6. За однородную структуру принимают структуру, соответствующую одному из эталонов шкалы. Такая структура оценивается одним номером.
Разнозернистой структурой считают структуру, в которой имеются зерна, отличающиеся от основного (преобладающего) номера, соответствующего определенному эталону шкалы, более чем на 1 номер и занимающую на шлифе площадь более 10%. Такая структура оценивается двумя или более номерами, которые записываются в порядке уменьшения занимаемых ими площадей, например: ![]() ,
, ![]() .
.
При необходимости указывают относительную площадь в процентах, занимаемую зернами каждого из этих номеров, например: ![]() (65%),
(65%), ![]() (35%).
(35%).
3.3.7. Расхождение оценок величины зерна методом сравнения должно быть не более одного номера.
3.4. Метод подсчета зерен
3.4.1. Метод заключается в определении количества зерен на единице поверхности шлифа (1 мм![]() ) и расчете средней площади зерна и среднего диаметра зерен.
) и расчете средней площади зерна и среднего диаметра зерен.
3.4.2. Подсчет зерен проводят на матовом стекле камеры микроскопа или на микрофотографиях, в которых поле зрения ограничивают одной из плоских фигур: окружностью диаметром 79,8 мм или квадратом со стороной 70,7 мм, или прямоугольником с размерами сторон 65х77, 60х83, 55х91 или 50х100 мм, что соответствует 0,5 мм![]() поверхности шлифа при увеличении 100
поверхности шлифа при увеличении 100![]() .
.
3.4.2.1. Подсчитывают число зерен, попавших внутрь выбранной фигуры (![]() ), и число зерен, пересеченных ее границами (
), и число зерен, пересеченных ее границами (![]() ) (см. приложение 3).
) (см. приложение 3).
Общее количество зерен (![]() ) на площади 0,5 мм
) на площади 0,5 мм![]() шлифа при увеличении 100
шлифа при увеличении 100![]() подсчитывают по формуле
подсчитывают по формуле
![]() - для круга;
- для круга;
![]() - для прямоугольника или квадрата.
- для прямоугольника или квадрата.
Количество зерен ![]() , приходящихся на 1 мм
, приходящихся на 1 мм![]() площади шлифа, определяют по формуле
площади шлифа, определяют по формуле ![]() .
.
3.4.2.2. При использовании другого увеличения, отличающегося от 100![]() , число зерен
, число зерен ![]() , приходящихся на 1 мм
, приходящихся на 1 мм![]() поверхности шлифа, определяют по формуле
поверхности шлифа, определяют по формуле
 ,
,
где ![]() - общее количество зерен, находящихся внутри фигуры, ограничивающей поле зрения на шлифе или фотографии при увеличении
- общее количество зерен, находящихся внутри фигуры, ограничивающей поле зрения на шлифе или фотографии при увеличении ![]() .
.
Увеличение подбирают из расчета, чтобы на поверхности было не менее 50 зерен.
3.4.2.3. Подсчет зерен проводят не менее чем в трех характерных местах шлифа и по полученным результатам рассчитывают среднее арифметическое значение.
3.4.2.4. Среднюю площадь сечения зерна (![]() ) в мм
) в мм![]() определяют по формуле
определяют по формуле
![]() .
.
3.4.2.5. Средний диаметр зерна (![]() ) в мм определяют по формуле
) в мм определяют по формуле
![]() .
.
3.4.2.6. Сравнением полученных значений ![]() ,
, ![]() и
и ![]() со значениями соответствующих параметров в табл. 1 определяют номер величины зерна G.
со значениями соответствующих параметров в табл. 1 определяют номер величины зерна G.
Пример подсчета количества зерен на единицу поверхности шлифа приведен в приложении 3.
3.4.2.7. Допускаемые расхождения результатов трех определений при подсчете количества зерен не должны превышать 50%.
3.5. Методы подсчета пересечений границ зерен
3.5.1. Метод состоит в подсчете зерен, пересеченных отрезком прямой, и определении среднего условного диаметра - в случае равноосных зерен или количества зерен в 1 мм![]() - в случае неравноосных зерен.
- в случае неравноосных зерен.
3.5.2. Подсчет пересечений зерен в обоих случаях проводят на матовом стекле микроскопа или микрофотографиях, на которых проводят несколько отрезков произвольной длины (например, 80 или 100 мм при увеличении 100![]() , что соответствует длине 0,8 или 1 мм на шлифе). Длину отрезков выбирают с таким расчетом, чтобы каждый из них пересекал не менее 10 зерен, при этом увеличение подбирают так, чтобы на исследуемой поверхности было не менее 50 зерен. Подсчитывают точки пересечений отрезков прямых линий с границами зерен. Зерна на концах прямой, не пересеченные ею целиком, принимают за одно зерно.
, что соответствует длине 0,8 или 1 мм на шлифе). Длину отрезков выбирают с таким расчетом, чтобы каждый из них пересекал не менее 10 зерен, при этом увеличение подбирают так, чтобы на исследуемой поверхности было не менее 50 зерен. Подсчитывают точки пересечений отрезков прямых линий с границами зерен. Зерна на концах прямой, не пересеченные ею целиком, принимают за одно зерно.
Определяют суммарную длину отрезков ![]() , выраженную в миллиметрах натуральной величины на шлифе, и суммарное число пересеченных зерен
, выраженную в миллиметрах натуральной величины на шлифе, и суммарное число пересеченных зерен ![]() .
.
Измерения проводят не менее чем в пяти характерных местах шлифа.
Допускаемые расхождения результатов пяти определений при подсчете пересечений должны быть не более 50%.
3.5.3. Подсчет количества пересечений равноосных зерен проводят на двух взаимно перпендикулярных отрезках прямых, проведенных в каждом из пяти мест шлифа (см. приложение 4).
Средний условный диаметр зерна (![]() ) в мм вычисляют по формуле
) в мм вычисляют по формуле
![]() ,
,
где ![]() - суммарная длина отрезков, мм;
- суммарная длина отрезков, мм;
![]() - общее число зерен, пересеченных отрезками длиной
- общее число зерен, пересеченных отрезками длиной ![]() .
.
3.5.4. Число неравноосных зерен в 1 мм![]() шлифа определяют на шлифах, изготовленных вдоль и поперек главной оси симметрии. В этом случае отрезки прямых проводят параллельно осям симметрии (см. приложение 4).
шлифа определяют на шлифах, изготовленных вдоль и поперек главной оси симметрии. В этом случае отрезки прямых проводят параллельно осям симметрии (см. приложение 4).
Среднее число неравноосных зерен (![]() ) в 1 мм
) в 1 мм![]() объема шлифа вычисляют по формуле
объема шлифа вычисляют по формуле
![]() ,
,
где 0,7 - коэффициент, учитывающий неравноосность зерен;
![]() - количество пересечений границ зерен на 1 мм длины в продольном направлении (вдоль оси вытянутых зерен);
- количество пересечений границ зерен на 1 мм длины в продольном направлении (вдоль оси вытянутых зерен);
![]() - количество пересечений границ зерен на 1 мм длины в поперечном направлении;
- количество пересечений границ зерен на 1 мм длины в поперечном направлении;
![]() - количество пересечений границ зерен на 1 мм длины в перпендикулярном направлении.
- количество пересечений границ зерен на 1 мм длины в перпендикулярном направлении.
3.5.5. Метод подсчета пересечений границ зерен в быстрорежущей стали (метод Снейдер-Графа) состоит в подсчете пересечений зерен и определении среднего их числа на отрезке 63,5 мм при увеличении 500![]() и на отрезке 127 мм при увеличении 1000
и на отрезке 127 мм при увеличении 1000![]() .
.
Определение величины зерен обычно проводят на закаленных образцах не менее чем в 5 местах шлифа.
Результатом определения является среднее количество пересеченных зерен.
Зависимость между средним числом пересеченных зерен на отрезке 63,5 мм при увеличении 500![]() или на отрезке 127 мм при увеличении 1000
или на отрезке 127 мм при увеличении 1000![]() , соответствующим номером зерна по шкале и условной классификацией величины зерна, приведена в табл. 3.
, соответствующим номером зерна по шкале и условной классификацией величины зерна, приведена в табл. 3.
Таблица 3
|
Среднее число пересеченных зерен |
Номер зерна |
Величина зерна |
|
15 и выше |
11-13 и выше |
Очень мелкие |
|
12-15 |
10 |
Мелкие |
|
9-11 |
9 |
Средние |
|
1-8 |
8-3 |
Крупные |
3.6. Метод измерения длин хорд
3.6.1. Метод основан на замере линейных размеров отрезков - хорд, отсекаемых в зернах прямыми линиями, и применяется для определения величины зерна в разнозернистой структуре.
3.6.2. Замер длин хорд проводят:
непосредственно под микроскопом при помощи окуляра с линейкой (метод подвижного шлифа) по одной или нескольким линиям в произвольном направлении на шлифе;
на микрофотографии, при этом соблюдают условия п.3.5.2.
Замер проводят не менее чем в пяти наиболее типичных полях зрения, при этом в каждом поле зрения проводят не менее трех прямых в произвольном направлении.
Общее количество измерений зависит от однородности величины зерна, требуемой точности и достоверности результатов.
Так, например, при принятой достоверности 90% и ошибке 10% общее количество пересеченных зерен должно быть не менее 250, при достоверности 90% и ошибке 5% - не менее 1000.
3.6.3. Значения длин хорд относят к определенной размерной группе. Рекомендуется величину линейных размеров в группах представлять в виде геометрического ряда с коэффициентом 1,45. В этом случае размерные группы соответствуют размерам зерен - номерам (G) по среднему условному диаметру.
Подсчитывают количество длин хорд каждого размера по всем линиям.
Определяют относительную долю зерен в процентах с определенной длиной хорды по формуле
![]() %,
%,
где ![]() - длина хорды, мм;
- длина хорды, мм;
![]() - количество зерен с длиной хорды
- количество зерен с длиной хорды ![]() ;
;
![]() - общая длина хорд, мм.
- общая длина хорд, мм.
![]() .
.
В соответствии с законами математической статистики могут быть также подсчитаны следующие параметры: средний условный диаметр (средний размер хорды ![]() ), среднеквадратическое отклонение от среднего (
), среднеквадратическое отклонение от среднего (![]() ), коэффициент вариации (
), коэффициент вариации (![]() ) и др. При этом средний условный диаметр не является характеристикой разнозернистой структуры (см. п.3.3.6).
) и др. При этом средний условный диаметр не является характеристикой разнозернистой структуры (см. п.3.3.6).
Пример определения величины зерна в разнозернистой структуре приведен в приложении 5.
3.7. Для определения величины зерна готовых изделий применяется ультразвуковой метод. Сущность метода, способ подготовки эталонных образцов, оборудование и методика контроля приведены в приложении 6.
3.8. Результаты выявления и определения величины зерна записывают в протокол, форма которого приведена в приложении 7.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РЕАКТИВЫ ДЛЯ ВЫЯВЛЕНИЯ ГРАНИЦ ЗЕРЕН В СТАЛЯХ И СПЛАВАХ МЕТОДОМ ТРАВЛЕНИЯ
|
Состав реактива |
Область применения |
Способ травления |
|
|
|
|
|
100 см |
Универсальный |
Химическое травление |
|
100 см |
Универсальный |
Химическое травление |
|
100 см |
Универсальный |
Химическое травление |
|
1-5 см |
Углеродистые стали |
Химическое травление |
|
2-5 г пикриновой кислоты, 100 см |
Углеродистые стали |
Химическое травление |
|
5 г пикриновой кислоты, 100 см |
Углеродистые стали |
Химическое травление |
|
2 г пикриновой кислоты, 2-4 см |
Углеродистые стали |
Химическое травление |
|
0,005-0,01% поваренной соли, 5-8% синтола, 2-4% сульфоамидопарафина, остальное - насыщенный водный раствор пикриновой кислоты |
Низко-, средне- и высокоуглеродистые стали |
Химическое травление |
|
10-15 см |
Высоколегированные, мартенситные и быстрорежущие стали |
Химическое травление от нескольких секунд до 10-30 мин |
|
20 см |
Быстрорежущие и высоколегированные стали |
Химическое травление 2-10 мин |
|
1,5 см |
Углеродистые, низколегированные и быстрорежущие стали |
Химическое травление |
|
50 см |
Стали аустенитного и мартенсито-аустенитного класса |
Химическое травление. Смачивание поверхности шлифа ватным тампоном |
|
10 см |
Аустенитные, мартенситные и мартенсито-ферритные и быстрорежущие стали, сплавы на никелевой основе |
Электролитическое травление: |
|
10 г щавелевой кислоты, 90 см |
Мартенситные и нержавеющие стали |
Электролитическое травление: |
|
Концентрированная азотная кислота |
Нержавеющие стали |
Электролитическое травление: |
|
15 г сернокислого железа, 85 см |
Мартенситные стали |
|
|
3 г хлористого железа, 10 см |
Аустенитные стали |
Химическое травление |
|
|
|
Электролитическое травление: |
|
60-90 см |
|
|
|
20 г медного купороса, 100 см |
Сплавы на никелевой и железо-никелевой основе |
Химическое травление, электролитическое травление: |
ПРИЛОЖЕНИЕ 2
Обязательное
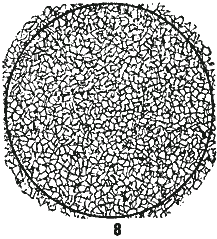
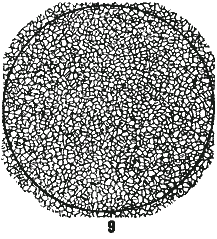
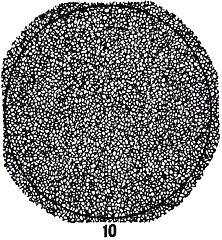
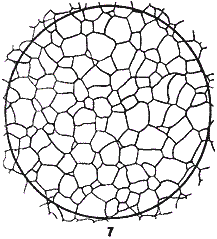
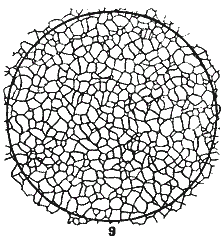
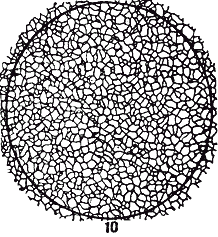
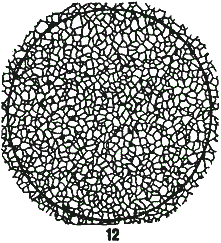
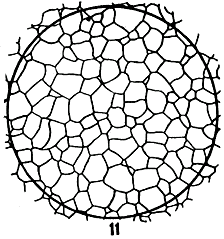
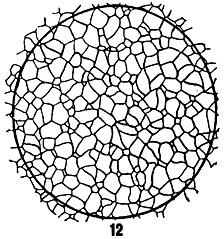
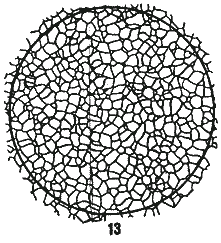
ШКАЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ЗЕРНА
Увеличение 100![]()
Шкала 1 (номера зерен 1-6)
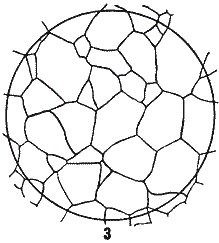
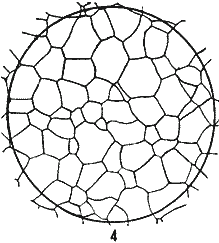
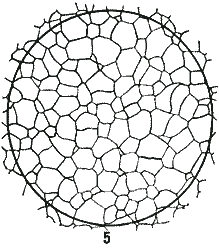
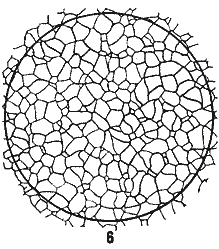
Шкала 1 (номера зерен 7-10)
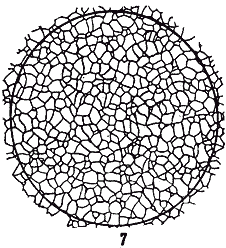
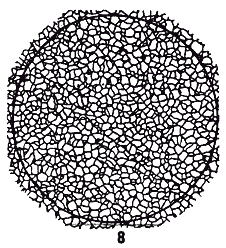
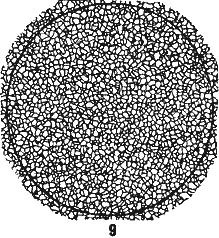
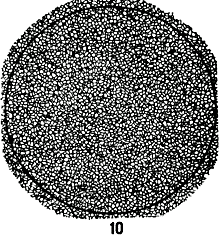
Шкала 2 (номера зерен 1-6)
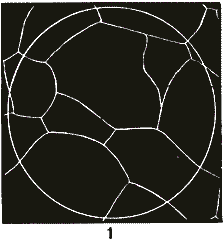
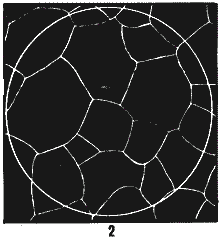
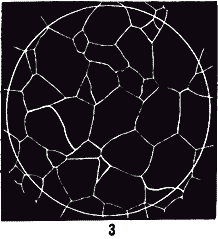
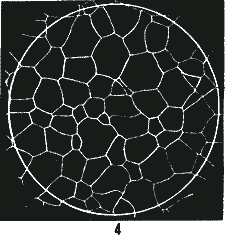
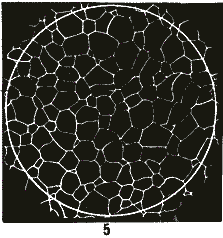
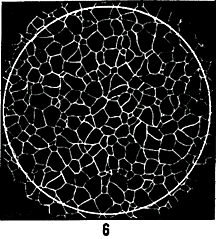
Шкала 2 (номера зерен 7-10)
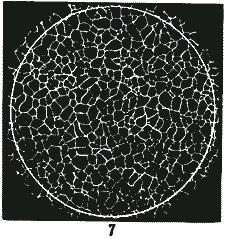
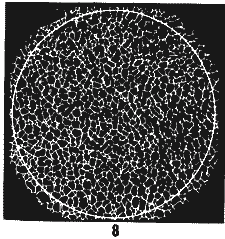
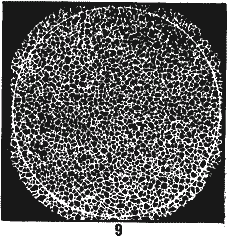
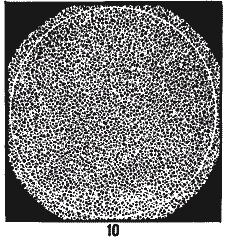
Шкала 3 (номера зерен 1-6)
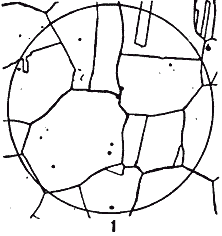
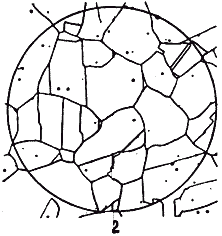
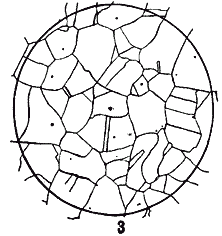
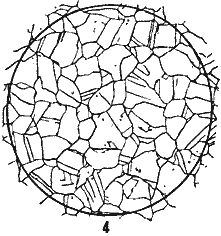


Шкала 3 (номера зерен 7-10)

ДОПОЛНИТЕЛЬНАЯ ШКАЛА 1 ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ МЕЛКОГО ЗЕРНА
Увеличение 100, 200, 400, 800 ![]()
 х100
х100

 х200
х200
 х400
х400
 х800
х800
ДОПОЛНИТЕЛЬНАЯ ШКАЛА 2 ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ КРУПНОГО ЗЕРНА
Увеличение 100, 50, 25 ![]()
х100
х50
х25
ПРИЛОЖЕНИЕ 3
Справочное
ПРИМЕР ПОДСЧЕТА КОЛИЧЕСТВА ЗЕРЕН НА ЕДИНИЦУ ПОВЕРХНОСТИ ШЛИФА И
РАСЧЕТА СРЕДНЕЙ ПЛОЩАДИ И СРЕДНЕГО ДИАМЕТРА ЗЕРНА
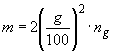
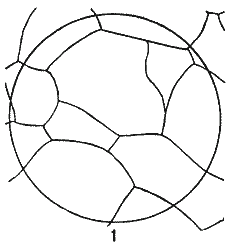
На чертеже приведено одно из трех наиболее характерных участков шлифа при увеличении 100![]() .
.
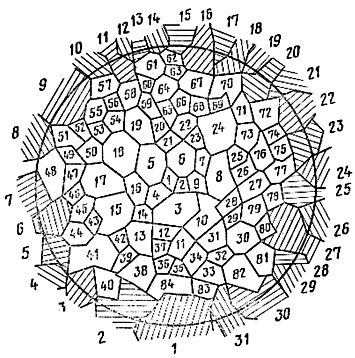
Диаметр окружности 79,8 мм.
Площадь на шлифе 0,5 мм![]() .
.
Запись результатов подсчета количества зерен в трех наиболее характерных участках шлифа при увеличении 100![]() .
.
|
|
Количество зерен |
|
|
|
| |
|
Номер поля зрения |
внутри окружности |
пересеченных окружностью |
Общее количество зерен на площади 0,5 мм |
Количество зерен на 1 мм |
Средняя площадь зерна |
Средний диаметр |
|
1 |
84 |
31 |
|
2·99,5=199 |
|
|
|
2 |
86 |
32 |
|
2·102 =204 |
|
|
|
3 |
79 |
31 |
|
2·94,5=189 |
|
|
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 4
Справочное
ПРИМЕРЫ ПОДСЧЕТА ПЕРЕСЕЧЕНИЙ ЗЕРЕН
Расчет среднего условного диаметра (равноосные зерна) представлен в виде табл. 1.
Таблица 1
|
Коли- чество полей зрения |
Общая длина отрезков при |
Число пересечений в каждом поле зрения на двух прямых |
Общее число пересечений |
Средний условный диаметр |
Номер зерна по шкале | ||||
|
|
|
1 |
2 |
3 |
4 |
5 |
|
|
|
|
5 |
5·2·0,6=6,0 |
35 |
37 |
39 |
37 |
41 |
188 |
|
7 |
Расчет количества зерен в 1 мм![]() шлифа (неравноосные зерна)
шлифа (неравноосные зерна)
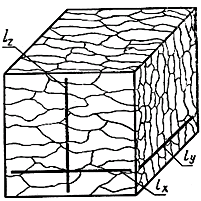
На чертеже представлена схема проведения прямых линий по трем направлениям на двух шлифах.
Запись результатов подсчета числа пересечений зерен в пяти наиболее характерных участках шлифа при увеличении 100![]() (длина линий 50 мм, что соответствует длине на шлифе 0,5 мм) приведена в табл. 2.
(длина линий 50 мм, что соответствует длине на шлифе 0,5 мм) приведена в табл. 2.
Таблица 2
|
Номер поля |
|
Количество зерен в 1 мм |
Номер | ||
|
зрения |
|
|
|
|
|
|
1 |
16 |
30 |
24 |
8064 |
- |
|
2 |
14 |
28 |
22 |
6036,8 |
- |
|
3 |
16 |
30 |
22 |
7392 |
- |
|
4 |
14 |
26 |
20 |
5096 |
- |
|
5 |
16 |
32 |
24 |
8601,6 |
- |
|
Среднее |
|
|
|
|
|
|
из 5 |
15,2 |
29,2 |
22,4 |
6959,41 |
5 |
Примечание. Если подсчет ведется при увеличении, отличающемся от 100![]() , то длину отрезков делят на применяемое увеличение, остальной расчет ведется как и при увеличении 100
, то длину отрезков делят на применяемое увеличение, остальной расчет ведется как и при увеличении 100![]() .
.
ПРИЛОЖЕНИЕ 5
Справочное
ПРИМЕР ОЦЕНКИ ВЕЛИЧИНЫ ЗЕРЕН В РАЗНОЗЕРНИСТОЙ СТРУКТУРЕ МЕТОДОМ
ИЗМЕРЕНИЯ ДЛИН ХОРД
На чертеже при увеличении 400![]() представлена одна из пяти микрофотографий с проведенными на ней произвольно тремя отрезками прямых, каждый длиной приблизительно 60 мм, так, чтобы концы отрезков заканчивались на границах зерен. Всего на пяти фотографиях проведено 15 отрезков суммарной длиной приблизительно 900 мм.
представлена одна из пяти микрофотографий с проведенными на ней произвольно тремя отрезками прямых, каждый длиной приблизительно 60 мм, так, чтобы концы отрезков заканчивались на границах зерен. Всего на пяти фотографиях проведено 15 отрезков суммарной длиной приблизительно 900 мм.
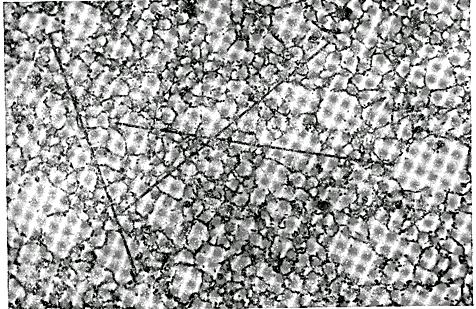
Протяженность и число линий в пяти полях зрения выбрано с учетом пересечений ~250 зерен.
Результаты измерений представлены в таблице.
|
Номер размерной группы |
Предельные размеры в группах |
Истинные размеры, мм |
Длина измеренных хорд |
Количество хорд данного размера |
|
|
Относитель- ная доля длин хорд, занимаемых данной размерной группой |
|
1 |
1,00-1,45 |
0,0025-0,0036 |
1,0 |
25 |
25 |
25 |
2,73 |
|
2 |
1,45-2,10 |
0,0036-0,0052 |
1,5 |
23 |
34,5 |
104,5 |
11,40 |
|
3 |
2,10-3,05 |
0,0052-0,0076 |
2,5 |
21 |
52,5 |
178,5 |
19,47 |
|
4 |
3,05-4,42 |
0,0076-0,0110 |
3,5 |
15 |
52,5 |
108,5 |
11,83 |
|
5 |
4,42-6,40 |
0,0110-0,0160 |
4,5 |
6 |
27 |
|
|
|
|
|
|
5,0 |
22 |
110 |
|
|
|
|
|
|
5,5 |
1 |
5,5 |
220,5 |
24,05 |
|
|
|
|
6,0 |
13 |
78 |
|
|
|
6 |
6,40-9,28 |
0,0160-0,0232 |
6,5 |
2 |
13 |
|
|
|
|
|
|
7,0 |
4 |
28 |
|
|
|
|
|
|
7,5 |
3 |
22,5 |
149 |
16,25 |
|
|
|
|
8,0 |
4 |
32 |
|
|
|
|
|
|
8,5 |
1 |
8,5 |
|
|
|
|
|
|
9,0 |
5 |
45 |
|
|
|
7 |
9,28-13,46 |
0,0232-0,0336 |
9,5 |
- |
- |
|
|
|
|
|
|
10,0 |
2 |
20 |
|
|
|
|
|
|
10,5 |
- |
- |
|
|
|
|
|
|
11,0 |
1 |
11 |
79,5 |
8,67 |
|
|
|
|
11,5 |
1 |
11,5 |
|
|
|
|
|
|
12 |
2 |
24 |
|
|
|
|
|
|
12,5 |
- |
- |
|
|
|
|
|
|
13 |
1 |
13 |
|
|
|
8 |
13,46-19,52 |
0,0336-0,0488 |
14,5 |
1 |
14,5 |
51,5 |
5,60 |
|
|
|
|
18 |
1 |
18 |
|
|
|
|
|
|
19 |
1 |
19 |
|
|
|
|
|
|
|
246 |
917 |
917 |
100 |
Из приведенных данных следует, что в структуре исследуемого металла присутствуют зерна с размером хорд от 0,0036 до 0,0232 мм. При этом наибольшее количество зерен (с учетом соседних групп) приходится на две размерные группы: 0,0110-0,0160 мм (![]() 9) и 0,0052-0,0076 мм (
9) и 0,0052-0,0076 мм (![]() 11).
11).
Полученные результаты используются для определения среднеквадратического отклонения (![]() ) от размера средней хорды и коэффициента вариации (
) от размера средней хорды и коэффициента вариации (![]() ), которые вычисляют по формуле
), которые вычисляют по формуле
 ,
,
где ![]() - общее количество всех измеренных хорд, равное
- общее количество всех измеренных хорд, равное ![]() ;
;
![]() - средняя длина хорды, вычисляемая по формуле
- средняя длина хорды, вычисляемая по формуле
![]() .
.
Коэффициент вариации вычисляется по формуле
ПРИЛОЖЕНИЕ 6
Рекомендуемое
УЛЬТРАЗВУКОВОЙ МЕТОД ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ЗЕРНА
1. Ультразвуковой метод, применяемый для определения средней величины зерна, основан на зависимости затухания ультразвуковых колебаний в поликристаллическом материале от размеров зерна.
2. Определение величины зерна проводится в рэлеевской области рассеяния ультразвука.
3. Частота ультразвуковых колебаний выбирается в соответствии с условием
![]() ,
,
где ![]() - длина волны ультразвуковых колебаний в материале, мм;
- длина волны ультразвуковых колебаний в материале, мм;
![]() - средний диаметр зерна, мм.
- средний диаметр зерна, мм.
4. Для определения величины зерна используют ультразвуковые структурные анализаторы, а также ультразвуковые дефектоскопы.
5. Величину зерна определяют по коэффициенту затухания эхоимпульсным методом по ГОСТ 21120-75 или относительным методом.
6. Для определения величины зерна ультразвуковым методом предварительно устанавливают зависимость затухания ультразвуковых колебаний от величины зерна на испытательных образцах.
7. Испытательные образцы должны быть изготовлены на предельно допустимые номера зерна в соответствии с обязательным приложением 2 и табл. 1 настоящего стандарта.
Испытательные образцы должны быть изготовлены на каждую марку стали или сплава, которые подвергают контролю ультразвуковым методом. Они должны иметь ту же толщину (или диаметр) и ту же чистоту поверхности, что и контролируемый металл.
8. Шероховатость ![]() контактной поверхности должна быть не более 2,5 мкм по ГОСТ 2789-73.
контактной поверхности должна быть не более 2,5 мкм по ГОСТ 2789-73.
ПРИЛОЖЕНИЕ 7
Рекомендуемое
ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания указывают:
марку стали или сплава;
метод выявления и определения величины зерна;
номер величины зерна;
средний диаметр, мм;
средний условный диаметр, мм;
среднюю площадь сечения зерна, мм![]() ;
;
количество зерен в 1 мм![]() .
.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1994
Личный кабинет:
доступно после авторизации Таможенники раскрыли организованную педагогом из Краснодара схему...
Таможенники раскрыли организованную педагогом из Краснодара схему...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке