
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
3
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 9399-81
Группа Г18
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛАНЦЫ СТАЛЬНЫЕ РЕЗЬБОВЫЕ
НА ![]() 20-100 МПа (200-1000 кгс/см
20-100 МПа (200-1000 кгс/см![]() )
)
Технические условия
Threaded steel flanges for Pn 20-100 МРа (200-1000 kgf/cm![]() ).
).
Specifications
ОКП 41 8411
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
РАЗРАБОТЧИКИ
Е.Я.Нейман, Л.Ф.Березин (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.02.81 N 1137
3. ВЗАМЕН ГОСТ 9399-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.9 | |
|
2.2 | |
|
4.4 | |
|
2.2 | |
|
ГОСТ 7564-97 |
4.7 |
|
4.7 | |
|
ГОСТ 9012-59 |
4.3 |
|
4.5 | |
|
5.6 | |
|
ГОСТ 16093-81 |
2.7 |
|
ГОСТ 20072-74 |
2.2 |
|
ГОСТ 24643-81 |
2.8 |
|
ГОСТ 24705-81 |
2.7 |
|
ГОСТ 28338-89 |
2.10 |
5. Проверен в 1990 г. Ограничение срока действия снято Постановлением Госстандарта от 26.02.91 N 176
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 1, 2, утвержденными в июле 1986 г., феврале 1991 г. (ИУС 10-86, 5-91)
Настоящий стандарт распространяется на стальные резьбовые фланцы, применяемые в химической и нефтехимической промышленностях для арматуры, соединительных частей и трубопроводов с линзовым уплотнением на ![]() 20-100 МПа (200-1000 кгс/см
20-100 МПа (200-1000 кгс/см![]() ) и
) и ![]() 6-200 мм с температурой от минус 50 до плюс 510 °С.
6-200 мм с температурой от минус 50 до плюс 510 °С.
Требования, установленные в разд.1-4, являются обязательными.
(Измененная редакция, Изм. N 2).
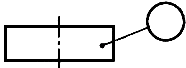
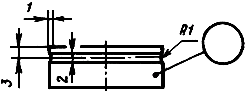
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
Конструкция и размеры фланцев должны соответствовать указанным на чертеже и в табл.1.

Таблица 1
Размеры в мм
|
|
|
|
|
с |
|
|
Масса, кг, |
|
М14х1,5 |
|
|
|
|
|
|
0,40 |
|
М16х1,5 |
|
|
|
|
|
|
0,38 |
|
М24х2 |
95 |
60 |
|
|
|
|
0,95 |
|
М33х2 |
105 |
68 |
|
|
|
|
1,10 |
|
М42х2 |
115 |
80 |
25 |
2,0 |
|
|
1,60 |
|
М48х2 |
135 |
95 |
30 |
|
22 |
|
2,60 |
|
M56x3 |
|
|
|
|
|
|
4,50 |
|
M64x3 |
|
|
|
|
|
|
4,25 |
|
М80х3 |
200 |
145 |
40 |
2,5 |
29 |
|
7,10 |
|
М100х3 |
225 |
170 |
50 |
|
|
6 |
10,50 |
|
М110х3 |
245 |
185 |
|
|
|
|
14,00 |
|
М125х4 |
260 |
195 |
|
|
36 |
|
15,00 |
|
М135х4 |
290 |
220 |
65 |
3,0 |
|
|
22,80 |
|
М155х4 |
300 |
235 |
70 |
|
39 |
|
23,20 |
|
М175х6 |
330 |
255 |
80 |
|
42 |
|
31,65 |
|
М190х6 |
|
305 |
85 |
|
|
8 |
55,30 |
|
М215х6 |
|
315 |
95 |
4,0 |
|
|
55,85 |
|
М240х6 |
460 |
360 |
105 |
|
55 |
|
84,55 |
|
М265х6 |
480 |
380 |
|
|
|
|
106,10 |
|
М295х6 |
570 |
460 |
|
|
|
10 |
164,20 |
Примечания:
1. Размер М16х1,5 допускается только для присоединительных видов арматуры, линзовых отводов и диафрагм.
2. Номинальные диаметры резьбы шпилек под размер ![]() указаны в приложении 1.
указаны в приложении 1.
Пример условного обозначения фланца с резьбой М33х2 из стали марки 38ХА:
Фланец М33 х2-38 ХА ГОСТ 9399-81
(Измененная редакция, Изм. N 2)
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фланцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Марки сталей для изготовления фланцев и параметры их применения должны соответствовать указанным в табл.2.
Таблица 2
|
Марка |
Обозначение |
Предельные параметры применения | |
|
|
|
Температура, °С |
Условное давление |
|
35, 40, 45 |
От минус 40 |
32(320) | |
|
30Х |
От минус 50 |
63(630) | |
|
40Х, 38ХА, 35ХМ, 30ХМА |
|
От минус 50 |
80(800) |
|
25Х1МФ, 25Х2М1Ф, 20Х3МВФ |
ГОСТ 20072 |
От минус 50 |
100(1000) |
Примечание. Стали марок 35, 40, 45 допускается применять на ![]() до 63 МПа (630 кгс/см
до 63 МПа (630 кгс/см![]() ) для фланцев толщиной до 35 мм.
) для фланцев толщиной до 35 мм.
2.3. Фланцы должны изготовляться из сортового проката, штампованных заготовок или поковок.
2.4. Заготовки для фланцев должны быть подвергнуты термической обработке (закалке и отпуску). Режимы термической обработки приведены в приложении 2.
2.5. Механические свойства сталей в термически обработанном состоянии при температуре 20 °С должны соответствовать указанным в табл.3.
Таблица 3
|
|
Условный предел текучести |
Временное сопротивление |
Относительное удлинение |
Ударная вязкость |
Твердость, | ||||
|
|
не менее | ||||||||
|
35, 40, 45 |
275(28) |
530(54) |
16 |
|
156-197 | ||||
|
30Х |
392(40) |
618(63) |
|
|
187-229 | ||||
|
38XA, 40Х |
|
|
15 |
59(6) |
| ||||
|
30ХМА, 35ХМ |
|
|
|
|
| ||||
|
25Х1МФ |
|
|
13 |
|
| ||||
|
25Х2М1Ф |
667(68) |
785(80) |
12 |
49(5) |
248-293 | ||||
|
20Х3МВФ |
|
|
14 |
59(6) |
| ||||
Примечание. Допускается применять стали марок, разрешенные Госгоргехнадзором СССР, если их механические свойства не ниже указанных в табл.3.
(Измененная редакция, Изм. N 1).
2.6. Сдаточными характеристиками являются: временное сопротивление, условный предел текучести, относительное удлинение и ударная вязкость.
2.7. Резьба метрическая - по ГОСТ 24705 с полем допуска 6Н по ГОСТ 16093.
2.8. Отклонения от перпендикулярности торцевых поверхностей к оси резьбы - по XII степени точности ГОСТ 24643.
2.9. Условные давления - по ГОСТ 356.
2.10. Условные проходы - по ГОСТ 28338.
2.11. Поверхности фланцев не должны иметь трещин, раковин, плен, заусенцев и других дефектов, снижающих их прочность.
2.12. Поверхность резьбы должна быть чистой и не должна иметь заусенцев и вмятин, препятствующих ввинчиванию проходного калибра.
3. ПРАВИЛА ПРИЕМКИ
3.1. Каждый фланец должен подвергаться внешнему осмотру на соответствие требованиям пп.2.10 и 2.11.
3.2. Фланцы должны подвергаться проверке размеров на соответствие пп.2.1, 2.7 и 2.9.
3.3. Фланцы должна предъявляться к приемке партиями. Партия должна состоять из фланцев одного размера, изготовленных из одной партии заготовок, прошедших совместную термическую обработку.
3.4. Проверку фланцев на соответствие требованиям п.2.5 следует проводить на основании результатов испытаний каждой партии заготовок.
3.5. Партии заготовок должны составлять из металла одной плавки и одной садки при термической обработке.
3.6. Испытания заготовок на твердость должны проводиться в объеме 100% от партии.
3.7. Один процент заготовок от партии, но не менее двух фланцев с нижними и верхними значениями твердости в данной партии должны подвергаться испытаниям на соответствие требованиям п.2.5. Допускается производить отбор заготовок с промежуточными значениями твердости. В этом случае твердость является сдаточной характеристикой.
(Измененная редакция, Изм. N 2).
3.8. При числе заготовок в партии менее 20 допускается определение механических свойств проводить на одной заготовке, при этом твердость также является сдаточной характеристикой.
3.9. Число образцов от каждой заготовки должно быть три: один на растяжение и два на ударную вязкость.
3.10. При получении неудовлетворительных результатов хотя бы по одному из показателей, следует проводить повторные испытания удвоенного числа образцов из тех же заготовок или других этой же партии с той же твердостью только по виду испытаний, давших неудовлетворительный результат.
3.11. Партию считают годной, если повторные испытания дали положительные результаты.
При получении неудовлетворительных результатов повторных испытаний партию заготовок допускается предъявлять к приемке вновь после испытания заготовок с последующим уровнем твердости.
3.12. Заготовки с твердостью, не обеспечивающей получение механических свойств, указанных в табл.3, допускается предъявлять к сдаче после повторной термической обработки с проведением соответствующих испытаний.
Число повторных термических обработок не должно быть более двух. Дополнительный отпуск не считают повторной термической обработкой.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний осмотр следует проводить визуально.
4.2. Размеры фланцев следует проверять универсальными измерительными инструментами.
(Измененная редакция, Изм. N 2).
4.3. Испытание на твердость по Бринеллю - по ГОСТ 9012.
4.4. Испытание на растяжение - по ГОСТ 1497.
4.5. Испытание на ударную вязкость - по ГОСТ 9454 для образца типа 1.
4.6. Механические испытания проводят на тангенциальных или продольных образцах. Допускается образцы для механических испытаний вырезать из специальной пробы того же сечения, как и заготовки фланцев, прошедших совместную термическую обработку.
(Измененная редакция, Изм. N 2).
4.7. Отбор проб для механических испытаний заготовок из сортового проката - по ГОСТ 7564, поковок - по ГОСТ 8479.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка фланцев в зависимости от марки стали и место маркировки должны соответствовать указанным в табл.4.
Таблица 4
|
Марка стали |
Маркировка |
|
35, 40, 45, 30Х |
|
|
40Х, 38ХА, 30ХМА, 35ХМ |
|
|
25Х1МФ, 25Х2М1Ф, 20Х3МВФ |
|

(Измененная редакция, Изм. N 2).
5.2. На наружной цилиндрической поверхности каждого фланца должны быть нанесены:
- товарный знак предприятия-изготовителя;
- обозначение резьбы;
- номер партии;
- марка стали.
Маркирование производят ударным способом. Высота знаков маркировки - 4 мм.
5.3. Знаки маркировки должны быть отчетливо видны невооруженным глазом.
5.4. Партия фланцев должна сопровождаться паспортом, удостоверяющим соответствие фланцев требованиям настоящего стандарта.
Паспорт должен содержать:
- наименование предприятия-изготовителя;
- обозначение резьбы фланца;
- число фланцев;
- номер партии;
- марку стали;
- обозначение настоящего стандарта;
- результаты проведенных испытаний (с указанием даты);
- штамп ОТК.
5.5. (Исключен, Изм. N 1).
5.6. Требования к упаковке и транспортированию - по ГОСТ 12816.
5.7. Фланцы должны храниться в закрытом помещении.
ПРИЛОЖЕНИЕ 1
Справочное
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД ШПИЛЬКИ
|
Номинальный диаметр резьбы шпильки |
Диаметр отверстия |
|
М14 |
16 |
|
М16 |
18 |
|
М20 |
22 |
|
М22 |
24 |
|
М27 |
29 |
|
М30 |
33 |
|
М33 |
36 |
|
М36 |
39 |
|
М39 |
42 |
|
М45 |
48 |
|
М52 |
55 |
|
М56 |
59 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РЕЖИМЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК
|
|
Температура |
Охлаждающая |
Температура нагрева, °С |
Охлаждающая среда |
|
|
при закалке |
при отпуске | ||
|
35 |
860-880 |
|
|
|
|
40 |
850-870 |
|
560-640 |
Воздух |
|
45 |
840-860 |
|
|
|
|
30Х |
|
Вода или масло |
580-620 |
|
|
38ХА |
850-870 |
|
|
Вода |
|
40Х |
|
|
|
|
|
30ХМА |
850-880 |
|
520-570 |
|
|
35ХМ |
840-870 |
|
530-580 |
|
|
25Х1МФ |
930-950 |
|
620-660 |
Воздух |
|
20Х3МВФ |
1030-1060 |
Масло |
660-680 |
|
|
25Х2М1Ф |
Двойная нормализация: |
Воздух |
680-700 |
|
Примечание. Температуру нагрева уточняет предприятие-изготовитель.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1998
Личный кабинет:
доступно после авторизации В аэропорту г. Сочи пресечен незаконный вывоз валюты
В аэропорту г. Сочи пресечен незаконный вывоз валюты  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке