
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
19
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 17366-80
Группа Д82
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БОЧКИ СТАЛЬНЫЕ СВАРНЫЕ ТОЛСТОСТЕННЫЕ ДЛЯ ХИМИЧЕСКИХ ПРОДУКТОВ
Технические условия
Steel welded thick-walled barrels for chemical products. Specifications
ОКП 14 1523, 14 1526
Срок действия с 01.01.82
до 01.01.97
_______________________________
* Ограничение срока действия снято
по протоколу N 7-95 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11, 1995 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минхимпромом СССР
ИСПОЛНИТЕЛИ
В.Г.Ламбрев, М.Л.Михель, Н.С.Фролов, Г.Г.Жукова, Г.А.Линарт, Г.Г.Карталова, Т.А.Суконко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20.02.80 N 815
3. Стандарт соответствует СТ СЭВ 3733-82 в части технических требований и методов испытаний
4. Взамен ГОСТ 17366-71
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 9.032-74 |
2.20; 6.12 |
|
2.20 | |
|
ГОСТ 9.402-80 |
2.19 |
|
3.1 | |
|
ГОСТ 15.001-88 |
5.7 |
|
2.2 | |
|
ГОСТ 380-88 |
2.2 |
|
2.2 | |
|
2.2 | |
|
2.2 | |
|
2.14 | |
|
ГОСТ 2930-62 |
7.1 |
|
6.4 | |
|
2.21 | |
|
2.6 | |
|
2.2 | |
|
ГОСТ 6745-79 |
2.19 |
|
2.5; 6.5 | |
|
6.6 | |
|
2.2 | |
|
2.6 | |
|
2.5 | |
|
2.5 | |
|
1.2 | |
|
7.1; 7.4 | |
|
7.7 | |
|
ГОСТ 15979-70 |
2.6 |
|
6.11 | |
|
ГОСТ 18573-86 |
7.3 |
|
Вводная часть | |
|
2.2 | |
|
2.2 | |
|
ГОСТ 19906-74 |
2.17; 6.9 |
|
1.3 | |
|
Вводная часть | |
|
7.2; 7.4 |
6. ПЕРЕИЗДАНИЕ (июль 1992 г.) с изменениями N 1, 2, утвержденными в ноябре 1985 г. и марте 1989 г., (ИУС 2-86, 7-89)
7. Срок действия продлен до 01.01.97 Постановлением Госстандарта N 807 от 05.04.90
Настоящий стандарт распространяется на стальные сварные толстостенные бочки, предназначенные для упаковывания, транспортирования и хранения опасных грузов, относящихся по ГОСТ 19433-81 к классам 6 и 8, а также низкокипящих жидких химических продуктов, создающих при температуре 60 °С избыточное давление до 0,33 МПа (3,3 кгс/см![]() ), изготовляемые для нужд народного хозяйства и для поставки на экспорт.
), изготовляемые для нужд народного хозяйства и для поставки на экспорт.
Бочки, предназначенные для упаковывания, транспортирования и хранения опасных химических продуктов, поставляемых на экспорт, должны соответствовать требованиям ГОСТ 26319-84.
Применение бочек для других жидких продуктов устанавливают в стандартах или другой нормативно-технической документации на эти продукты.
(Измененная редакция, Изм. N 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Бочки должны изготовляться двух типов:
I - с резьбовым наливно-сливным устройством;
II - с фланцевым наливно-сливным устройством.
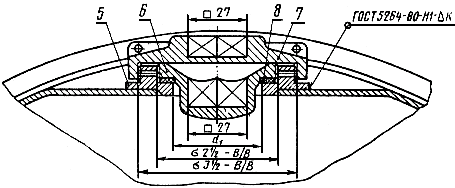
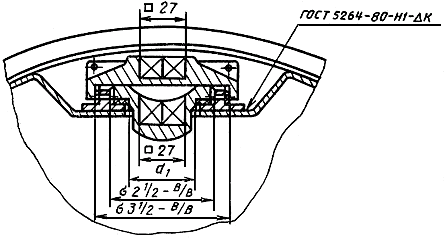
1.2. Конструкции, основные параметры и размеры бочек должны соответствовать указанным на чертеже и в табл.1.
Стальная сварная толстостенная бочка
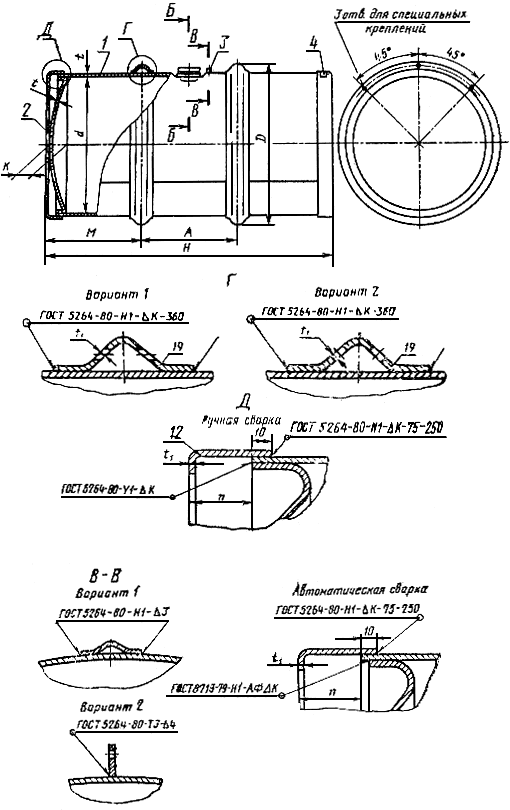
Б-Б
Наливно-сливное устройство, тип I
Вариант 1
Вариант 1а
Вариант 2
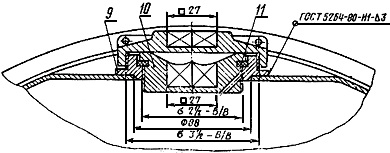
Наливно-сливное устройство, тип II
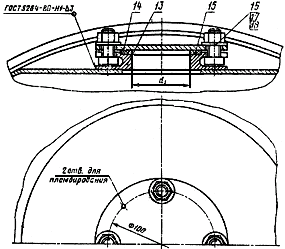
Вариант пломбирования горловины
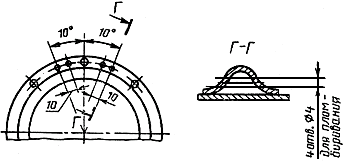
1 - обечайка; 2 - днище; 3 - ушко для пломбирования; 4 - ярлык для нанесения маркировки;
5, 9 - резьбовая горловина; 6, 10 - пробка; 7 - колпак; 8, 11, 15 - прокладка; 12 - концевой обруч;
13 - фланцевая горловина; 14 - фланец; 16 - болт М12х25.36 по ГОСТ 7798-70;
17 - гайка М12.4 по ГОСТ 5915-70; 18 - шайба 12 по ГОСТ 11371-78; 19 - обруч катания
Примечание. Допускается вместо трубной резьбы применять метрическую.
Таблица 1
Размеры в мм
|
Тип бочек |
Вмес- ти- мость, л |
|
|
|
|
|
|
|
|
|
|
Испыта- тельное давление |
Рабочее давление |
Масса, кг, не более | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
МПа |
кгс/см |
МПа |
кгс/см |
|
|
I и II |
110 |
448 |
484 |
780 |
2 |
2 |
46 |
260 |
260 |
35±2 |
55 |
0,15 |
1,5 |
0,1 |
1 |
29,0 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
0,3 |
3 |
0,2 |
2 |
40,0 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
0,45 |
4,5 |
0,3 |
3 |
50,0 |
|
I и II |
275 |
560 |
600 |
1235 |
2 |
3 |
58 |
400 |
440 |
40±2 |
|
0,15 |
1,5 |
0,1 |
1 |
56,0 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
0,3 |
3 |
0,2 |
2 |
77,0 |
|
|
|
|
|
|
4 |
|
|
|
|
|
|
0,45 |
4,5 |
0,3 |
3 |
98,0 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
0,49 |
4,95 |
0,33 |
3,3 |
118,0 |
Примечание. Допускается изготовлять обручи катания и концевые обручи из металла толщиной, равной толщине обечайки.
Примеры условных обозначений
Сварная толстостенная бочка типа I с наливно-сливным устройством варианта 1, вместимостью 110 дм![]() , толщиной стенки 2 мм:
, толщиной стенки 2 мм:
БСТ I-1 110-2 ГОСТ 17366-80
То же, варианта 2, вместимостью 110 дм![]() , толщиной стенки 2 мм:
, толщиной стенки 2 мм:
БСТ I-2 110-2 ГОСТ 17366-80
То же, типа II вместимостью 275 дм![]() , толщиной стенки 3 мм:
, толщиной стенки 3 мм:
БСТ II 275-3 ГОСТ 17366-80
1.3. Предельные отклонения размеров, не указанные в табл.1 и на чертеже, должны быть не ниже: Н14, h14, ±![]() по ГОСТ 25347-82 для деталей, подвергающихся механической обработке.
по ГОСТ 25347-82 для деталей, подвергающихся механической обработке.
1.2; 1.3. (Измененная редакция, Изм. N 1, 2).
1.4. Бочки не являются мерой вместимости для определения количества упаковываемых продуктов.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бочки должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Детали бочек должны быть изготовлены из материалов, по качеству не ниже указанных:
а) обечайки, днища, ушки для пломбирования, таблички для нанесения маркировки, фланцы - из листовой холоднокатаной по ГОСТ 19904-90 и горячекатаной стали по ГОСТ 19903-74 нормальной точности и плоскостности, марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2 по ГОСТ 380-71;
б) обручи катания и концевые обручи - из стальной низкоуглеродистой холоднокатаной ленты, нагартованной или полунагартованной нормальной точности по ГОСТ 503-81, марок 08 пс, 10 пс, 08, 10, горячекатаной стальной ленты по ГОСТ 6009-74 марок БСт2, БСт3, первой или второй категории всех степеней раскисления по ГОСТ 380-71.
По согласованию с потребителем допускается изготовлять обручи из листовой холоднокатаной и горячекатаной стали по ГОСТ 19904-74 и ГОСТ 19903-74 нормальной точности плоскостности, марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2 по ГОСТ 380-71;
в) горловины - из листовой горячекатаной стали по ГОСТ 19903-74, марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2 по ГОСТ 380-88 или прокатной полосовой стали по ГОСТ 103-76, марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2 по ГОСТ 380-71, или из стального литья тех же марок.
Допускается изготовлять горловины из поковок по ГОСТ 8479-70, группы 1, марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2;
г) пробки и колпаки - из отливок серого чугуна марки Сч 15 по ГОСТ 1412-85 или из стали (литье или поковка) марок ВСт2сп2, ВСт3сп2, ВСт2пс2, ВСт3пс2 по ГОСТ 380-88.
По согласованию с потребителем допускается изготовлять пробки и колпаки из алюминиевых сплавов и пластмасс, стойких к упакованным продуктам;
д) прокладка - из паронита по ГОСТ 481-80 или из других материалов, стойких к упакованным продуктам, согласованных с потребителем.
(Измененная редакция, Изм. N 1).
2.3. Обечайки и днища должны быть изготовлены из цельных заготовок.
2.4. Обечайки бочек должны быть изготовлены с одним продольным сварным швом, выполненным встык и расположенным на расстоянии не менее 250 мм от наливно-сливного отверстия (по дуге).
2.5. Сварка продольных швов обечаек, приварка днищ, горловины, обручей катания и концевых обручей должны производиться электродуговой сваркой (ручной - электродами типа Э-42 или Э-46 по ГОСТ 9467-75 или автоматической - под слоем плавленного сварочного флюса марок ОСЦ-45 и АН-348-А по ГОСТ 9087-81) или в среде защитных газов. Бочки с толщиной стенок 2 мм разрешается варить шовной контактной и газовой сварками. Одновременно со сваркой продольных швов обечаек должны быть сварены образцы для проверки прочности сварных швов на статическое растяжение по ГОСТ 6996-66.
2.6. Швы сварных соединений при ручной электродуговой сварке должны быть выполнены по ГОСТ 5264-80, при автоматической и полуавтоматической - по ГОСТ 8713-79, при шовной контактной - по ГОСТ 15979-79.
Предел прочности сварных швов на растяжение должен быть не менее нижнего предела прочности основного материала.
2.7. Сварные швы бочек не должны иметь наплывов и прожогов металла, подрезов, незаваренных кратеров, наружных трещин шва и околошовной зоны, выплесков и непроваров корня шва.
2.8. Сварные швы бочек с толщиной стенок 4-5 мм не должны иметь непроваров, газовых пор, шлаковых и металлических включений, трещин в шве сварного соединения и околошовной зоне, несплавления кромок.
2.9. Корпуса и днища бочек не должны иметь более четырех местных вмятин и выпуклостей глубиной более 5 мм и площадью менее 3 см![]() на каждый миллиметр глубины вмятины. По окружности борта днищ бочек не должно быть гофр глубиной более 20% толщины металла на длине более чем
на каждый миллиметр глубины вмятины. По окружности борта днищ бочек не должно быть гофр глубиной более 20% толщины металла на длине более чем ![]() длины окружности.
длины окружности.
2.10. Местные зазоры между обручами катания и концевыми обручами и обечайкой не должны превышать 5 мм, при этом общая длина зазоров не должна превышать ![]() длины окружности бочки. В зоне продольного шва обечайки на расстоянии по 100 мм в обе стороны допускается зазор 8 мм между обручами катания и обечайкой.
длины окружности бочки. В зоне продольного шва обечайки на расстоянии по 100 мм в обе стороны допускается зазор 8 мм между обручами катания и обечайкой.
2.11. Отклонение обручей катания от плоскости, перпендикулярной к оси бочки, не должно превышать 15 мм на длине не более ![]() длины окружности бочки.
длины окружности бочки.
2.12. Кромки концевых обручей, горловины, колпаков и пробок не должны иметь заусенцев.
2.13. Чугунные отливки колпака и пробки не должны иметь заливов и пригара.
Не допускаются раковины на обработанных поверхностях пробок и колпаков.
На необработанных поверхностях не допускаются раковины глубиной более 3 мм и размером свыше 10 мм каждая. Раковин глубиной до 3 мм размером до 10 мм не должно быть более 5 шт. Раковины гнездового характера, влияющие на прочность деталей, не допускаются.
2.14. Уплотнительные поверхности горловины, пробки и фланца должны быть гладкими, ровными без раковин и трещин.
Параметры шероховатости поверхности - не ниже ![]() =80 мкм по ГОСТ 2789-73.
=80 мкм по ГОСТ 2789-73.
2.15. Бочки должны быть герметичными при внутреннем избыточном давлении, указанном в табл.1.
2.16. Бочки, заполненные водой, должны выдерживать 2 удара при свободном падении с высоты 1,2 м.
(Измененная редакция, Изм. N 1).
2.17. Внутренняя поверхность бочек должна быть чистой и сухой. Требования и нормы к состоянию внутренней поверхности бочек устанавливаются технической документацией, утвержденной в установленном порядке.
По согласованию с потребителем внутренняя поверхность бочек должна быть законсервирована 30%-ным водным раствором азотистокислого натрия (нитрита натрия) по ГОСТ 19906-74.
По согласованию с потребителем допускается применять другие консерванты.
2.18. Наружные поверхности бочек, концевых обручей, обручей катания и колпаков должны окрашиваться после испытания бочек на герметичность.
2.19. Окраска бочек и их деталей должна производиться эмалью марки ГФ-1426 защитного цвета по ГОСТ 6745-79.
По согласованию с потребителем допускается окраска другими красками или эмалями, стойкими к воздействию упаковываемой продукции.
По согласованию с потребителем разрешается наружную поверхность бочек и их деталей не окрашивать.
2.19а. Подготовка поверхностей бочек и их деталей перед окрашиванием и условия проведения подготовительных работ должны соответствовать требованиям ГОСТ 9.402-80.
(Введен дополнительно, Изм. N 1).
2.20. Покрытие по внешнему виду должно соответствовать классу VII по ГОСТ 9.032-74. Условия эксплуатации покрытия должны соответствовать первой категории размещения и группе VI условий эксплуатации по ГОСТ 9.104-79.
(Измененная редакция, Изм. N 1).
2.21. Резьба на пробках, горловинах, колпаках и болтах должна быть очищена от следов коррозии и смазана синтетическим солидолом по ГОСТ 4366-76.
По требованию заказчика допускается применять другие смазочные масла или не смазывать резьбы на горловинах и пробках бочек.
(Измененная редакция, Изм. N 2).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Требования безопасности при производстве бочек должны соответствовать ГОСТ 12.3.002-75 и правилам техники безопасности, утвержденным в установленном порядке.
3.2. Открывание бочек, заполненных продуктом, должно производиться следующим образом:
кладут бочку наливно-сливным устройством вверх;
снимают колпак;
прочищают проволокой отверстия для сброса избыточного давления;
частично отворачивают пробку так, чтобы отверстия для сброса давления сообщались с атмосферой;
выворачивают пробку.
3.3. Лица, связанные с открыванием заполненных бочек, не должны находиться напротив отверстий для сброса избыточного давления и должны быть обеспечены средствами индивидуальной защиты.
4. КОМПЛЕКТНОСТЬ
4.1. Бочки должны поставляться комплектно. В комплект бочки типа I должны входить: бочка, пробка, колпак, прокладка. При поставках бочек без колпаков пробки должны иметь ушки для пломбирования. На бочки типа I с толщиной стенок 2-3 мм колпак должен устанавливаться по требованию потребителя.
В комплект бочки типа II должны входить: бочка, фланец, четыре болта с гайками, прокладка, четыре шайбы.
4.2. Бочки должны поставляться со специальными ключами для вскрытия пробок и колпаков из расчета один ключ на 10 бочек, а также с запасными деталями: пробками, колпаками, резьбовыми горловинами, фланцами, болтами, гайками и прокладками в количестве не менее 5% от поставляемых бочек. По согласованию с потребителем число ключей и запасных деталей может быть изменено.
По требованию потребителей ключи должны быть омеднены.
5. ПРАВИЛА ПРИЕМКИ
5.1. Бочки принимают партиями. Партией считают количество бочек одной вместимости, одного типа, оформленное одним документом о качестве, содержащим:
наименование предприятия-изготовителя и его товарный знак;
дату выпуска;
номер партии;
наименование и условное обозначение бочки;
количество штук в партии;
результаты испытаний.
5.2. Для проверки соответствия бочек требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
5.1; 5.2. (Измененная редакция, Изм. N 1).
5.3. Приемо-сдаточные испытания должны проводиться в объеме и последовательности, указанных в табл.2.
Таблица 2
|
Вид испытаний |
Объем выборки, % |
Номера пунктов | |
|
|
|
технических требований |
методов контроля |
|
1. Габаритные размеры |
5 от партии (но не менее пяти бочек) |
1.2 |
6.1 |
|
2. Состояние посадочных размеров концевых обручей и обручей катания |
5 от партии (но не менее пяти бочек) |
1.2; 2.10; 2.11 |
6.1 |
|
3. Расстояние от оси горловины до продольного шва обечайки |
5 от партии (но не менее пяти бочек) |
2.4 |
6.1 |
|
4. Качество резьбы приваренной горловины, пробки, колпака, гаек, болтов |
5 от партии (но не менее пяти бочек) |
1.2 |
6.1 |
|
5. Внешний вид |
100 |
2.1; 2.2; 2.3; 2.9; 2.12; 2.13; 2.18 |
6.2 |
|
6. Качество маркировки |
100 |
6.1 |
6.2 |
|
7. Качество внутренней поверхности |
100 |
2.17 |
6.2; 6.3 |
|
8. Качество окраски |
100 |
2.19 |
6.2 |
|
9. Защитные свойства лакокрасочных покрытий |
1 |
2.20 |
6.12 |
|
10. Качество смазки резьбовых соединений |
100 |
2.21 |
6.2 |
|
11. Состояние уплотнительных поверхностей горловины, пробки и фланца |
100 |
2.14 |
6.2 |
|
12. Качество сварных швов: |
|
|
|
|
а) наружные дефекты |
100 |
2.7 |
6.4 |
|
б) предел прочности продольного сварного шва на статическое растяжение |
1 от партии (по образцу "свидетелю") |
2.5; 2.6 |
6.5 |
|
в) рентгенографирование или гаммаграфирование сварных швов |
1 от партии |
2.8 |
6.6 |
|
г) размеры и засверливание сварных швов, соединяющих днище с обечайкой (с последующей заваркой засверленных отверстий и выпуском бочек) |
1 от партии |
2.6; 2.8 |
6.7 |
|
13. Герметичность бочек |
100 |
2.15 |
6.8; 6.9; 6.10 |
Примечание. Контроль качества сварных швов по подпунктам б, в, г проводят только для бочек с толщиной стенок 4-5 мм.
(Измененная редакция, Изм. N 1).
5.4. (Исключен, Изм. N 1).
5.5. Если при приемо-сдаточном контроле по пп.1-4, 9, 12 (б, в, г) будут обнаружены бочки, не соответствующее требованиям настоящего стандарта хотя бы по одному из показателей, то проводят повторный контроль по тем же пунктам на удвоенной выборке, взятой от той же партии.
По результатам повторного испытания партию считают соответствующей требованиям настоящего стандарта, если все бочки соответствуют требованиям настоящего стандарта.
(Измененная редакция, Изм. N 1, 2).
5.6. Клеймо технического контроля должно быть нанесено ударным способом или о помощью краски на одном из концевых обручей рядом с маркировкой.
5.7. Периодические испытания проводят на удар при свободном падении не реже одного раза в год. Для испытаний отбирают 3 бочки за период между испытаниями от партий, выдержавших приемо-сдаточные испытания.
Результаты периодических испытаний оформляют протоколом (ГОСТ 15.001-73).
(Измененная редакция, Изм. N 1).
5.8. (Исключен, Изм. N 1).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Контроль размеров бочек и их деталей проводят измерительными инструментами, обеспечивающими требуемую чертежами точность.
По согласованию с потребителем допускается контроль резьбы приваренной горловины производить по свинчиваемости с пробкой и колпаком.
(Измененная редакция, Изм. N 2).
6.2. Контроль внешнего вида бочек, маркировки, состояния внутренней поверхности, качества окраски, смазки резьбовых соединений, состояния уплотнительных поверхностей горловины, пробки и фланца проводят визуально без применения увеличительных приборов.
6.1; 6.2. (Измененная редакция, Изм. N 1).
6.3. Осмотр внутренней поверхности бочек проводят через горловину с помощью электрической лампочки, опускаемой внутрь бочек, и зеркала, позволяющего видеть все участки поверхностей бочек.
6.4. Контроль качества швов сварных соединений проводят внешним осмотром и измерениями для выявления наружных дефектов, воздушным или гидравлическим давлением по ГОСТ 3242-79 для выявления сквозных дефектов.
6.5. Определение предела прочности продольного сварного шва на статическое растяжение - по ГОСТ 6996-66.
6.6. Рентгенографированне и гаммаграфирование продольного сварного шва обечайки проводят по ГОСТ 7512-82.
6.7. Размеры и засверливание сварных швов, соединяющих днища с обечайкой, определяют в соответствии с требованиями Госгортехнадзора СССР.
6.8. Герметичность бочек проверяют пневматическим или гидравлическим давлением.
6.9. Гидравлическое испытание бочек должно проводиться 5%-ным или 30%-ным водным раствором азотистокислого натрия (нитрита натрия) по ГОСТ 19906-74, имеющим температуру не ниже 20 °С.
Бочки выдерживают под испытательным давлением, указанным в табл.1, в течение 5 мин, после чего давление снижают до рабочего. По требованию потребителя (заказчика) время выдержки бочек под испытательным давлением может быть увеличено до 40 мин. Сварные швы обстукивают при рабочем давлении медным молотком массой 0,5 кг легкими ударами и производят осмотр всей поверхности бочки.
Результаты испытаний считают удовлетворительными, если не обнаружена течь.
(Измененная редакция, Изм. N 1).
6.10. Пневматические испытания бочек проводят очищенным сжатым воздухом в специальных камерах.
В бочках создают испытательное давление, указанное в табл.1, и выдерживают в течение 5 мин, после чего давление снижают до рабочего.
По требованию потребителя (заказчика) время выдержки бочек под испытательным давлением может быть увеличено до 40 мин. Герметичность бочек проверяют при рабочем давлении по падению давления на манометре. Отсутствие падения давления на манометре в течение 5 мин (не менее) свидетельствует о герметичности бочек.
При падении давления на манометре давление в бочке снижают до 0,05 МПа (0,5 кгс/см![]() ), все швы обмыливают 0,5-1%-ным мыльным раствором и определяют негерметичные места.
), все швы обмыливают 0,5-1%-ным мыльным раствором и определяют негерметичные места.
6.11. Испытание бочек на удар при свободном падении проводят по ГОСТ 18425-73. Удары должны приходиться: первый - на обручи катания перпендикулярно оси бочки, второй - на концевой обруч (при этом бочку устанавливают под углом 30° к вертикали).
В результате испытаний не должно быть нарушений герметичности бочек, целостности деталей и сварных швов. Допускается деформация корпуса и обручей. После окончания испытания проверяют герметичность бочки по пп.6.9 и 6.10.
(Измененная редакция, Изм. N 1).
6.12. Качество исполнения лакокрасочного покрытия контролируют по ГОСТ 9.032-74.
7. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. На каждой бочке должна быть нанесена маркировка, характеризующая тару, по ГОСТ 14192-77 и содержащая:
наименование предприятия-изготовителя или его товарный знак;
условное обозначение бочки;
испытательное давление в МПа (кгс/см![]() );
);
месяц, год изготовления;
индекс прейскуранта и порядковый номер по прейскуранту.
Маркировку наносят выдавливанием (штампованием) на ярлык, который приваривают к одному из концевых обручей. Размер шрифта П08 - по ГОСТ 2930-62.
Допускается наносить маркировку на одном из концевых обручей до их приварки.
На бочки, предназначенные для упаковывания химических продуктов, поставляемых на экспорт, маркировку, характеризующую тару по ГОСТ 14192-77, не наносят.
7.2. Бочки транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Транспортирование бочек пакетами производят по ГОСТ 26663-85.
7.1; 7.2. (Измененная редакция, Изм. N 1).
7.3. Запасные детали (пробки, колпаки, резьбовые горловины, фланцы, болты, гайки и прокладки) и ключи должны быть упакованы в ящики по ГОСТ 18573-86 или в деревянные ящики повторного использования.
7.4. Транспортная маркировка должна соответствовать ГОСТ 14192-77.
(Измененная редакция, Изм. N 1).
7.5. (Исключен, Изм. N 1).
7.6. Бочки должны храниться комплектно с закрытыми горловинами.
7.7. Условия хранения 6 по ГОСТ 15150-69, допускается хранение в условиях 9 по ГОСТ 15150-69 на открытых площадках в сухом месте с твердым грунтом и уклоном для стока воды.
Бочки укладывают штабелями не более пяти ярусов.
Бочки нижнего яруса должны быть уложены на деревянные подкладки. Между ярусами также должны быть установлены прокладки.
(Измененная редакция, Изм. N 1).
7.8. При эксплуатации бочек не допускаются: сбрасывание заполненных бочек с транспортных средств и удары по деталям наливно-сливного устройства.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие бочек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок эксплуатации - 1,5 года для бочек с толщиной стенок 2-3 мм и 2 года для бочек с толщиной стенок 4-5 мм со дня ввода бочек в эксплуатацию.
Гарантийный срок хранения - 3 года для бочек с толщиной стенок 2-3 мм и 5 лет для бочек с толщиной стенок 4-5 мм с момента изготовления.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
|
Условное обозначение бочки |
Код ОКП |
|
БСТ 1-1 110-2 |
14 1523 3001 |
|
БСТ 1-1 110-3 |
14 1523 3004 |
|
БСТ 1-1 110-4 |
14 1523 3007 |
|
БСТ 1-2 110-2 |
14 1523 3002 |
|
БСТ 1-2 110-3 |
14 1523 3005 |
|
БСТ 1-1 275-3 |
14 1526 3006 |
|
БСТ 1-1 275-4 |
14 1526 3009 |
|
БСТ 1-1 275-5 |
14 1526 3012 |
|
БСТ 1-2 275-2 |
14 1526 3004 |
|
БСТ 1-2 275-3 |
14 1526 3007 |
|
БСТ 1-2 275-4 |
14 1526 3010 |
|
БСТ 1-2 110-4 |
14 1523 3008 |
|
БСТ 11 110-2 |
14 1523 3003 |
|
БСТ 11 110-3 |
14 1523 3006 |
|
БСТ 11 110-4 |
14 1523 3009 |
|
БСТ 1-1 275-2 |
14 1526 3003 |
|
БСТ 1-2 275-5 |
14 1526 3013 |
|
БСТ 11 275-2 |
14 1526 3005 |
|
БСТ 11 275-3 |
14 1526 3008 |
|
БСТ 11 275-4 |
14 1526 3011 |
|
БСТ 11 275-5 |
14 1526 3014 |
(Введено дополнительно, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1992
Личный кабинет:
доступно после авторизации В Минобороны РФ подтвердили крушение военного самолета на Ставрополье
В Минобороны РФ подтвердили крушение военного самолета на Ставрополье  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке