
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
26
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 4608-81
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ
Посадки с натягом
Basic norms of interchangeability.
Metric screw thread. Interference fits
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 16 июня 1981 г. N 2953
ВЗАМЕН ГОСТ 4608-65
ИЗДАНИЕ с Изменением N 1, утвержденным в апреле 1988 г. (ИУС 7-88)
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81 и устанавливает диаметры, шаги, допуски и предельные отклонения для посадок с натягом без применения элементов заклинивания.
Устанавливаемые настоящим стандартом посадки предназначаются для наружных резьб (резьба на ввинчиваемом конце шпильки) деталей из стали, сопрягаемых с внутренними резьбами в деталях из стали, высокопрочных и титановых сплавов, чугуна, алюминиевых и магниевых сплавов.
Допускается применение посадок по настоящему стандарту для других материалов сопрягаемых деталей. В этом случае требуется проверка посадки.
(Измененная редакция, Изм. N 1).
1. ДИАМЕТРЫ И ШАГИ
1.1. Диаметры и шаги резьб для посадок с натягами должны соответствовать указанным в табл.1.
Таблица 1
|
Номинальный диаметр резьбы |
Шаги | ||||||
|
Ряд 1 |
Ряд 2 |
Крупный |
Мелкие | ||||
|
3 |
2 |
1,5 |
1,25 |
1 | |||
|
5 |
- |
0,8 |
- |
- |
- |
- |
- |
|
6 |
- |
1 |
- |
- |
- |
- |
- |
|
8 |
- |
1,25 |
- |
- |
- |
- |
1 |
|
10 |
- |
1,5 |
- |
- |
- |
1,25 |
- |
|
12 |
- |
1,75 |
- |
- |
1,5 |
1,25 |
- |
|
- |
14 |
2 |
- |
- |
1,5 |
- |
- |
|
16 |
- |
2 |
- |
- |
1,5 |
- |
- |
|
- |
18 |
2,5 |
- |
2 |
1,5 |
- |
- |
|
20 |
- |
2,5 |
- |
2 |
1,5 |
- |
- |
|
- |
22 |
2,5 |
- |
2 |
1,5 |
- |
- |
|
24 |
- |
3 |
- |
2 |
- |
- |
- |
|
- |
27 |
3 |
- |
2 |
- |
- |
- |
|
30 |
- |
- |
- |
2 |
- |
- |
- |
|
- |
33 |
- |
- |
2 |
- |
- |
- |
|
36 |
- |
- |
3 |
- |
- |
- |
- |
|
- |
39 |
- |
3 |
- |
- |
- |
- |
|
42 |
- |
- |
3 |
- |
- |
- |
- |
|
|
45 |
- |
3 |
- |
- |
- |
- |
При выборе диаметров резьб следует предпочитать первый ряд второму. Основные размеры резьб - по ГОСТ 24705-81.
2. ДЛИНЫ СВИНЧИВАНИЯ
2.1. Длины свинчивания должны соответствовать указанным в табл.2.
Таблица 2
|
Материал детали с внутренней резьбой |
Длина свинчивания |
|
Сталь, высокопрочные и титановые сплавы |
От 1 |
|
Чугун |
От 1,25 |
|
Алюминиевые и магниевые сплавы |
От 1,5 |
Допускаются другие длины свинчивания. В этих случаях применение посадок по настоящему стандарту требует дополнительной проверки.
(Измененная редакция, Изм. N 1).
3. ОСНОВНЫЕ ОТКЛОНЕНИЯ И ДОПУСКИ
3.1. Расположение полей допусков наружной и внутренней резьбы должно соответствовать указанному на черт.1.
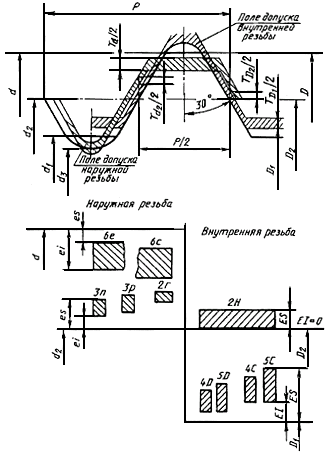
![]() - нижнее отклонение диаметров наружной резьбы;
- нижнее отклонение диаметров наружной резьбы; ![]() - нижнее отклонение диаметров внутренней резьбы;
- нижнее отклонение диаметров внутренней резьбы; ![]() - верхнее отклонение диаметров наружной резьбы;
- верхнее отклонение диаметров наружной резьбы; ![]() - верхнее отклонение диаметров внутренней резьбы;
- верхнее отклонение диаметров внутренней резьбы; ![]() - допуск диаметров резьбы (диаметр резьбы дается в индексе)
- допуск диаметров резьбы (диаметр резьбы дается в индексе)
Черт.1
Отклонения отсчитываются от номинального профиля резьбы, показанного на черт.1 утолщенной линией, в направлении, перпендикулярном к оси резьбы.
(Измененная редакция, Изм. N 1).
3.2. Основные отклонения и степени точности резьбы должны соответствовать указанным в табл.3.
Таблица 3
|
Вид резьбы |
Диаметры резьбы |
Основные отклонения при шагах Р, мм |
Степени точности | |
|
до 1,25 мм |
св. 1,25 мм |
|||
|
Наружная резьба |
Наружный |
е |
с |
6 |
|
Средний |
n; p; r |
2; 3 | ||
|
Внутренняя резьба |
Наружный |
Н |
- | |
|
Средний |
Н |
2 | ||
|
Внутренний |
D |
С |
4; 5 | |
3.3. Числовые значения основных отклонений наружного и среднего диаметров наружной резьбы и внутреннего диаметра внутренней резьбы должны соответствовать указанным в табл.4.
Таблица 4
|
|
Наружная резьба |
Внутренняя резьба | |||||
|
Шаг |
Диаметры резьбы | ||||||
|
|
|
|
| ||||
|
|
Основные отклонения, мкм | ||||||
|
|
|
|
| ||||
|
|
е |
с |
n |
p |
r |
D |
С |
|
0,8 |
-60 |
- |
+34 |
+48 |
+71 |
+90 |
- |
|
1 |
-60 |
- |
+38 |
+53 |
+80 |
+90 |
- |
|
1,25 |
-63 |
- |
+42 |
+56 |
+85 |
+95 |
- |
|
1,5 |
- |
-140 |
+45 |
+63 |
+95 |
- |
+140 |
|
1,75 |
- |
-145 |
+50 |
+67 |
+100 |
- |
+145 |
|
2 |
- |
-150 |
+53 |
+75 |
+112 |
- |
+150 |
|
2,5 |
- |
-160 |
+63 |
+85 |
+125 |
- |
+160 |
|
3 |
- |
-170 |
+71 |
+95 |
+140 |
- |
+170 |
(Измененная редакция, Изм. N 1).
3.4. Числовые значения основных отклонений среднего и наружного диаметра внутренней резьбы, допусков внутреннего диаметра внутренней резьбы и допусков наружного диаметра наружной резьбы - по ГОСТ 16093-81.
3.5. Числовые значения допусков среднего диаметра наружной и внутренней резьбы должны соответствовать указанным в табл.5.
Таблица 5
|
Номинальный диаметр резьбы |
Шаг |
Степени точности | ||
|
2 |
3 |
2 | ||
|
Допуски, мкм | ||||
|
|
| |||
|
Св. 2,8 до 5,6 |
0,8 |
38 |
|
50 |
|
|
1 |
45 |
60 | |
|
Св. 5,6 до 11,2 |
1,25 |
18 |
По ГОСТ 16093-81 |
63 |
|
|
1,5 |
53 |
|
71 |
|
|
1,25 |
53 |
|
71 |
|
Св. 11,2 до 22,4 |
1,5 |
56 |
|
75 |
|
|
1,75 |
60 |
80 | |
|
|
2 |
63 |
|
85 |
|
|
2,5 |
67 |
|
90 |
|
Св. 22,4 до 45 |
2 |
67 |
90 | |
|
|
3 |
80 |
|
106 |
(Измененная редакция, Изм. N 1).
3.6. Расчетные формулы основных отклонений и допусков приведены в приложении.
(Введен дополнительно, Изм. N 1).
4. ФОРМА ВПАДИНЫ НАРУЖНОЙ РЕЗЬБЫ
4.1. Форма впадины наружной резьбы должна быть закругленной.
Для резьбы с шагом ![]() 1 мм допускается плоскосрезанная форма впадины.
1 мм допускается плоскосрезанная форма впадины.
4.2. Требования к выполнению закругленной и плоскосрезанной впадины наружной резьбы - по ГОСТ 16093-81.
4.1, 4.2. (Измененная редакция, Изм. N 1).
5. ПОЛЯ ДОПУСКОВ И ПОСАДКИ
5.1. Поля допусков резьбы и их сочетания в посадках должны соответствовать указанным в табл.7 и на черт.3.
Таблица 7*
_______________
* Черт.2 и табл.6. (Исключены, Изм. N 1).
|
Материал детали с внутренней резьбой |
Поля допусков |
Посадки |
Дополнительные условия сборки | |||
|
наружной резьбы |
внутренней резьбы |
|||||
|
при шагах Р |
при шагах Р |
|||||
|
до 1,25 мм |
свыше 1,25 мм |
до 1,25 мм |
свыше 1,25 мм |
|||
|
Чугун и алюминиевые сплавы |
2г |
2H5D |
2H5C |
2H5D |
2H5C |
- |
|
Чугун, алюминиевые и магниевые сплавы |
3р(2) |
2H5D(2) |
2H5C(2) |
2H5D(2) |
2H5C(2) |
Сортировка на две группы |
|
Сталь, высокопрочные и титановые сплавы |
3n(3) |
2H4D(3) |
2Н4С(3) |
2H4D(3) 3n(3) |
2H4C(3) |
Сортировка на три группы |
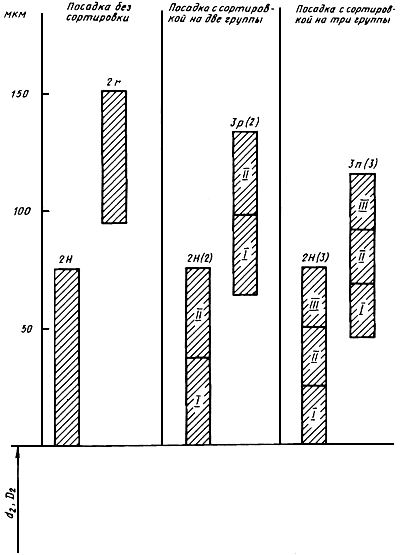
I, II, III - номера сортировочных групп. Расположение полей допусков среднего диаметра (пример для резьбы М 14х1,5)
Черт.3
5.2. Обозначения полей допусков и посадок - по ГОСТ 16093-81.
Дополнительно в скобках указывается число сортировочных групп.
Поле допуска наружного диаметра наружной резьбы в обозначении не указывается.
Пример условного обозначения посадки резьбы номинальным диаметром 12 мм, с крупным шагом:
М12-2Н5С(2)/3р(2)
5.3. Посадки ![]() ,
, ![]() ,
, ![]() ,
, ![]() должны осуществляться с сортировкой наружной и внутренней резьбы на группы по среднему диаметру. Сортировка на группы должна производиться по собственно среднему диаметру в средней части длины резьбы.
должны осуществляться с сортировкой наружной и внутренней резьбы на группы по среднему диаметру. Сортировка на группы должна производиться по собственно среднему диаметру в средней части длины резьбы.
Сборка резьбового соединения должна осуществляться из резьбовых деталей одноименных сортировочных групп, например, по схеме, показанной на черт.4.
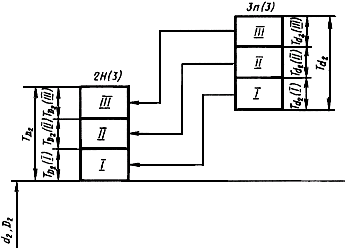
![]() - поле допуска среднего диаметра наружной резьбы;
- поле допуска среднего диаметра наружной резьбы;
![]() - поле допуска среднего диаметра внутренней резьбы;
- поле допуска среднего диаметра внутренней резьбы;
![]() (1),
(1), ![]() (II),
(II), ![]() (III) - поля допусков групп наружной резьбы;
(III) - поля допусков групп наружной резьбы;
![]() (I),
(I), ![]() (II),
(II), ![]() (III) - поля допусков групп внутренней резьбы, I, II, III - номера сортировочных групп
(III) - поля допусков групп внутренней резьбы, I, II, III - номера сортировочных групп
Черт.4
5.4. Допускается применение посадок, образованных полями допусков наружной резьбы 3р и 3n без сортировки на группы в сочетании с полями допусков внутренней резьбы 2H5D и 2Н5С по настоящему стандарту, ЗН6Н по ГОСТ 24834-81 и полями допусков внутренней резьбы по ГОСТ 16093-81.
Указанные посадки относятся к переходным и их применение требует дополнительной проверки и в необходимых случаях дополнительных элементов заклинивания.
Для внутренней резьбы в таких посадках допускается назначение полей допусков, образованных сочетанием полей допусков среднего диаметра по ГОСТ 24834-81 или ГОСТ 16093-81 с полями допусков внутреннего диаметра 5D (при ![]() до 1,25 мм) или 5С (при
до 1,25 мм) или 5С (при ![]() cв. 1,25 мм) по настоящему стандарту, например, 3H5D, ЗН5С, 5H5D, 5Н5С.
cв. 1,25 мм) по настоящему стандарту, например, 3H5D, ЗН5С, 5H5D, 5Н5С.
(Измененная редакция, Изм. N 1).
6. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
6.1. Предельные отклонения диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.8-10.
Таблица 8
Предельные отклонения для посадок ![]() ,
, ![]()
|
|
|
Наружная резьба |
Внутренняя резьба | |||||||
|
Номинальный диаметр |
Шаг |
Диаметры резьбы | ||||||||
|
|
|
|
|
|
|
| ||||
|
|
|
Предельные отклонения, мкм | ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 2,8 до 5,6 |
0,8 |
-60 |
-210 |
+109 |
+71 |
0 |
+50 |
0 |
+250 |
+90 |
|
|
1 |
-60 |
-240 |
+125 |
+80 |
0 |
+60 |
0 |
+280 |
+90 |
|
Св. 5,6 до 11,2 |
1,25 |
-63 |
-275 |
+133 |
+85 |
0 |
+63 |
0 |
+307 |
+95 |
|
|
1,5 |
-140 |
-376 |
+148 |
+95 |
0 |
+71 |
0 |
+376 |
+140 |
|
|
1,25 |
-63 |
-275 |
+138 |
+85 |
0 |
+71 |
0 |
+307 |
+95 |
|
|
1,5 |
-140 |
-376 |
+151 |
+95 |
0 |
+75 |
0 |
+376 |
+140 |
|
Св. 11,2 до 22,4 |
1,75 |
-145 |
-410 |
+165 |
+100 |
0 |
+80 |
0 |
+410 |
+145 |
|
|
2 |
-150 |
-430 |
+175 |
+112 |
0 |
+85 |
0 |
+450 |
+150 |
|
|
2,5 |
-160 |
-495 |
+192 |
+125 |
0 |
+90 |
0 |
+515 |
+160 |
|
Св. 22,4 до 45 |
2 |
-150 |
-430 |
+179 |
+112 |
0 |
+90 |
0 |
+450 |
+150 |
|
|
3 |
-170 |
-545 |
+220 |
+140 |
0 |
+106 |
0 |
+570 |
+170 |
Таблица 9
Предельные отклонения для посадок ![]() ,
, ![]()
|
|
|
Наружная резьба |
Внутренняя резьба | |||||||||
|
Номинальный диаметр резьбы |
Шаг |
Диаметры резьбы | ||||||||||
|
|
|
|
|
|
|
| ||||||
|
|
|
Предельные отклонения, мкм | ||||||||||
|
|
|
|
|
|
Граница |
|
|
|
Граница |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Св. 2,8 до 5,6 |
0,8 |
-60 |
-210 |
+96 |
+72 |
+48 |
0 |
+50 |
+25 |
0 |
+250 |
+90 |
|
|
1 |
-60 |
-240 |
+109 |
+81 |
+53 |
0 |
+60 |
+30 |
0 |
+280 |
+90 |
|
Св. 5,6 до11,2 |
1,25 |
-63 |
-275 |
+116 |
+86 |
+56 |
0 |
+63 |
+31 |
0 |
+307 |
+95 |
|
|
1,5 |
-140 |
-376 |
+130 |
+96 |
+63 |
0 |
+71 |
+35 |
0 |
+376 |
+140 |
|
|
1,25 |
-63 |
-275 |
+123 |
+89 |
+56 |
0 |
+71 |
+35 |
0 |
+307 |
+95 |
|
|
1,5 |
-140 |
-376 |
+134 |
+98 |
+63 |
0 |
+75 |
+37 |
0 |
+376 |
+140 |
|
Св. 11,2 до 22,4 |
1,75 |
-145 |
-410 |
+142 |
+104 |
+67 |
0 |
+80 |
+40 |
0 |
+410 |
+145 |
|
|
2 |
-150 |
-430 |
+155 |
+115 |
+75 |
0 |
+85 |
+42 |
0 |
+450 |
+150 |
|
|
2,5 |
-160 |
-495 |
+170 |
+127 |
+85 |
0 |
+90 |
+45 |
0 |
+515 |
+160 |
|
Св. 22,4 до 45 |
2 |
-150 |
-430 |
+160 |
+117 |
+75 |
0 |
+90 |
+45 |
0 |
+450 |
+150 |
|
|
3 |
-170 |
-545 |
+195 |
+145 |
+95 |
0 |
+106 |
+53 |
0 |
+570 |
+170 |
Таблица 10
Предельные отклонения для посадок ![]() ,
, ![]()
|
|
|
Наружная резьба |
Внутренняя резьба | |||||||||||
|
Номинальный |
|
Диаметры резьбы | ||||||||||||
|
|
Шаг |
|
|
|
|
| ||||||||
|
|
Предельные отклонения, мкм | |||||||||||||
|
|
|
|
|
|
Граница групп |
|
|
|
Граница групп |
|
|
| ||
|
|
|
|
|
|
III и II |
II и I |
|
|
|
III и II |
II и I |
|
|
|
|
Св. 2,8 до 5,6 |
0,8 |
-60 |
-210 |
+82 |
+66 |
+50 |
+34 |
0 |
+50 |
+33 |
+16 |
0 |
+215 |
+90 |
|
|
1 |
-60 |
-240 |
+94 |
+75 |
+56 |
+38 |
0 |
+60 |
+40 |
+20 |
0 |
+240 |
+90 |
|
Св. 5,6 до 11,2 |
1,25 |
-63 |
-275 |
+102 |
+82 |
+62 |
+42 |
0 |
+63 |
+42 |
+21 |
0 |
+265 |
+95 |
|
|
1,5 |
-140 |
-376 |
+112 |
+89 |
+67 |
+45 |
0 |
+71 |
+47 |
+23 |
0 |
+330 |
+140 |
|
|
1,25 |
-63 |
-275 |
+109 |
+86 |
+64 |
+42 |
0 |
+71 |
+47 |
+23 |
0 |
+265 |
+95 |
|
|
1,5 |
-140 |
-376 |
+116 |
+92 |
+68 |
+45 |
0 |
+75 |
+50 |
+25 |
0 |
+330 |
+140 |
|
Св. 11,2 до 22,4 |
1,75 |
-145 |
-410 |
+125 |
+109 |
+75 |
+50 |
0 |
+80 |
+54 |
+27 |
0 |
+357 |
+145 |
|
|
2 |
-150 |
-430 |
+133 |
+106 |
+79 |
+53 |
0 |
+85 |
+56 |
+28 |
0 |
+386 |
+150 |
|
|
2,5 |
-160 |
-495 |
+148 |
+119 |
+91 |
+63 |
0 |
+90 |
+60 |
+30 |
0 |
+440 |
+160 |
|
Св. 22,4 до 45 |
2 |
-150 |
-430 |
+138 |
+109 |
+81 |
+53 |
0 |
+90 |
+60 |
+30 |
0 |
+386 |
+150 |
|
|
3 |
-170 |
-545 |
+171 |
+137 |
+104 |
+71 |
0 |
+106 |
+70 |
+35 |
0 |
+485 |
+170 |
(Измененная редакция, Изм. N 1).
6.2. Допуски среднего диаметра резьбы деталей, сортируемых на группы, не включают диаметральных компенсаций отклонений шага и угла наклона боковой стороны профиля.
Допуски среднего диаметра резьбы деталей, не сортируемых на группы, являются суммарными.
6.3. Верхнее отклонение внутреннего диаметра наружной резьбы по дну впадины ![]() равно верхнему отклонению среднего диаметра наружной резьбы
равно верхнему отклонению среднего диаметра наружной резьбы ![]() . Нижнее отклонение диаметра
. Нижнее отклонение диаметра ![]() определяется с учетом основного отклонения среднего диаметра
определяется с учетом основного отклонения среднего диаметра ![]() и наименьшего допускаемого среза впадины наружной резьбы.
и наименьшего допускаемого среза впадины наружной резьбы.
Примечание. Требования п.6.3 не подлежат обязательному контролю при приемке изделий, если это не оговорено особо.
6.4. Верхнее отклонение внутреннего диаметра наружной резьбы равно верхнему отклонению среднего диаметра наружной резьбы ![]() .
.
6.5. Верхнее отклонение наружного диаметра внутренней ![]() не устанавливается.
не устанавливается.
6.3-6.5. (Измененная редакция, Изм. N 1).
6.6. Предельные отклонения шага и угла наклона боковой стороны профиля приведены в табл.12.
Таблица 12*
_______________
* Табл.11. (Исключена, Изм. N 1).
|
|
Предельные отклонения | |
|
Шаг |
шага, мкм |
угла наклона боковой стороны |
|
0,8 |
±12 |
±50' |
|
1 |
||
|
1,25 |
|
|
|
1,5 |
±16 |
±45' |
|
1,75 |
|
|
|
2 |
±20 |
±40' |
|
2,5 |
||
|
3 |
±24 |
±35' |
Предельные отклонения шага относятся к длинам свинчивания, не превышающим указанных в табл.2.
6.7. Отклонение формы наружной и внутренней резьбы, определяемое разностью между наибольшим и наименьшим действительными средними диаметрами на длине свинчивания не должно превышать 25% от допуска среднего диаметра.
Обратная конусность не допускается.
Примечание. Предельные отклонения по табл.12 и п.6.7 не подлежат обязательному контролю, если это не оговорено особо.
(Измененная редакция, Изм. N 1).
6.8. Предельные отклонения диаметров резьбы по настоящему стандарту относятся к размерам деталей до нанесения защитного покрытия.
После нанесения защитного покрытия средний диаметр наружной резьбы не должен быть более чем ![]() мм, а средний диаметр внутренней резьбы не должен быть менее чем номинальный размер
мм, а средний диаметр внутренней резьбы не должен быть менее чем номинальный размер ![]() .
.
Для резьб деталей, не сортируемых на группы, указанные требования относятся к приведенному среднему диаметру.
Допускается устанавливать другие требования к размерам резьбы после нанесения защитного покрытия. В этих случаях применение посадок требует дополнительной проверки.
(Введен дополнительно, Изм. N 1).
Разд. 7. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ
Обязательное
РАСЧЕТНЫЕ ФОРМУЛЫ ОСНОВНЫХ ОТКЛОНЕНИЙ И ДОПУСКОВ
1. Числовые значения основных отклонений рассчитаны по следующим формулам:
для наружного диаметра наружной резьбы
![]() при
при ![]() =1,5-2 мм; (1)
=1,5-2 мм; (1)
значения ![]() при
при ![]() =2,5 и 3 мм установлены эмпирически; для среднего диаметра наружной резьбы
=2,5 и 3 мм установлены эмпирически; для среднего диаметра наружной резьбы
![]() ; (2)
; (2)
![]() ; (3)
; (3)
![]() ; (4)
; (4)
для внутреннего диаметра внутренней резьбы
![]() ; (5)
; (5)
![]() при
при ![]() 1,5-2 мм. (6)
1,5-2 мм. (6)
Значения ![]() при
при ![]() 2,5 и 3 мм установлены эмпирически.
2,5 и 3 мм установлены эмпирически.
В формулах (1)-(6) ![]() - в мм,
- в мм, ![]() и
и ![]() - в мкм.
- в мкм.
Числовые значения основных отклонений, рассчитанные по формулам (1)-(6), округлены до ближайших предпочтительных чисел ряда ![]() 40 по ГОСТ 8032-84.
40 по ГОСТ 8032-84.
2. Числовые значения допусков средних диаметров наружной и внутренней резьбы рассчитаны по следующим формулам:
![]() ; (7)
; (7)
![]() ; (8)
; (8)
где ![]() - среднее геометрическое крайних значений интервалов номинальных диаметров резьбы по ГОСТ 16093-81, в мм,
- среднее геометрическое крайних значений интервалов номинальных диаметров резьбы по ГОСТ 16093-81, в мм, ![]() - в мм,
- в мм, ![]() - в мкм.
- в мкм.
После обозначения допуска диаметра резьбы в скобках указана степень точности.
Числовые значения допусков, рассчитанные по формулам (7) и (8), округлены до предпочтительных чисел, принятых в системе допусков метрической резьбы по ГОСТ 16093-81.
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1).
Текст документе сверен по:
официальное издание
Метрические резьбы: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
Личный кабинет:
доступно после авторизации Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...
Компьютерное зрение сможет точнее выявлять рак по характеру клеточного...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке