
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
апреля
18
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 9000-81
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ МЕНЕЕ 1 мм
Допуски
Basic norms of interchangeability.
Metric screw thread for diameters less than 1 mm.
Tolerances
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 15 июня 1981 г. N 2945
ВЗАМЕН ГОСТ 9000-73 (в части разд. 2)
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 0,25 до 0,9 мм по ГОСТ 8724-81, основными размерами по ГОСТ 24705-81 и устанавливает допуски и предельные отклонения для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 837-78.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
![]() - наружный диаметр наружной резьбы;
- наружный диаметр наружной резьбы;
![]() - внутренний диаметр наружной резьбы;
- внутренний диаметр наружной резьбы;
![]() - средний диаметр наружной резьбы;
- средний диаметр наружной резьбы;
![]() - наружный диаметр внутренней резьбы;
- наружный диаметр внутренней резьбы;
![]() - внутренний диаметр внутренней резьбы;
- внутренний диаметр внутренней резьбы;
![]() - средний диаметр внутренней резьбы;
- средний диаметр внутренней резьбы;
![]() - шаг резьбы;
- шаг резьбы;
![]() - высота исходного треугольника;
- высота исходного треугольника;
![]() - наибольший радиус впадины наружной резьбы;
- наибольший радиус впадины наружной резьбы;
![]() ,
, ![]() ,
, ![]() ,
, ![]() - допуски диаметров
- допуски диаметров ![]() ,
, ![]() ,
, ![]() ,
, ![]() ;
;
![]() - верхнее отклонение диаметров наружной резьбы;
- верхнее отклонение диаметров наружной резьбы;
![]() - верхнее отклонение диаметров внутренней резьбы;
- верхнее отклонение диаметров внутренней резьбы;
![]() - нижнее отклонение диаметров наружной резьбы;
- нижнее отклонение диаметров наружной резьбы;
![]() - нижнее отклонение диаметров внутренней резьбы;
- нижнее отклонение диаметров внутренней резьбы;
![]() - наименьшая рабочая высота профиля;
- наименьшая рабочая высота профиля;
![]() - наибольшая рабочая высота профиля.
- наибольшая рабочая высота профиля.
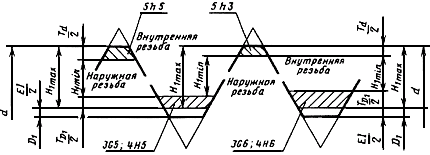
1.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.1.
Положения полей допусков наружной резьбы
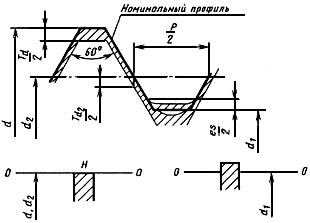
Положения полей допусков внутренней резьбы
|
С основным отклонением G |
С основным отклонением Н |
|||
|
|
||||
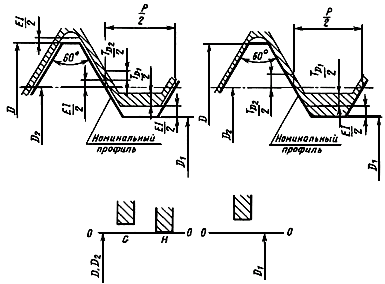
Черт.1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.1.
Таблица 1
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
|
3; 5 |
|
|
5 | |
|
Внутренняя резьба |
|
3; 4 |
|
|
5; 6 |
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров ![]() и
и ![]() не устанавливаются.
не устанавливаются.
1.4. Положения полей допусков диаметров резьбы, определяемые основными отклонениями, приведены на черт.1 и в табл.2.
Таблица 2
|
Вид резьбы |
Диаметр резьбы |
Степень точности |
|
Наружная резьба |
|
h |
|
|
h | |
|
|
* | |
|
Внутренняя резьба |
|
G; H |
|
|
G; H | |
|
|
* |
_________________
* Буквенные обозначения не предусмотрены.
2. ОБОЗНАЧЕНИЯ
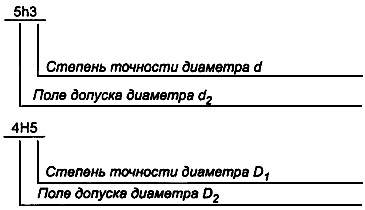
2.1. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (степени точности и основного отклонения), помещаемого на первом месте, и степени точности диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра для внутренней резьбы).
Например:
2.2. В условном обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: M0,5 - 5h3;
М0,5 - 4Н5.
2.3. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например: M0,5 - 4H5/5h3.
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.3.
Таблица 3
|
Шаг |
Наружная резьба |
Внутренняя резьба | |||||
|
Степень точности | |||||||
|
3 |
5 |
5 |
3 |
4 |
5 |
6 | |
|
Допуск, мкм | |||||||
|
|
|
|
| ||||
|
0,075 |
16 |
- |
20 |
14 |
20 |
17 |
- |
|
0,08 |
16 |
- |
20 |
14 |
20 |
17 |
- |
|
0,09 |
18 |
- |
22 |
16 |
22 |
22 |
- |
|
0,1 |
20 |
- |
24 |
18 |
24 |
26 |
38 |
|
0,125 |
20 |
32 |
26 |
18 |
26 |
35 |
55 |
|
0,15 |
25 |
40 |
28 |
20 |
28 |
46 |
66 |
|
0,175 |
25 |
45 |
32 |
22 |
32 |
53 |
73 |
|
0,2 |
30 |
50 |
36 |
26 |
36 |
57 |
77 |
|
0,225 |
30 |
50 |
40 |
30 |
40 |
61 |
81 |
Примечание. Числовые значения допусков установлены эмпирически.
4. ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров ![]() ,
, ![]() ,
, ![]() и
и ![]() должны соответствовать указанным в табл.4.
должны соответствовать указанным в табл.4.
Таблица 4
|
Шаг |
Наружная резьба |
Внутренняя резьба | |
|
Диаметр резьбы | |||
|
|
|
| |
|
Основное отклонение, мкм | |||
|
|
| ||
|
h |
G |
H | |
|
0,075 |
0 |
+6 |
0 |
|
0,08 |
0 |
+6 |
0 |
|
0,09 |
0 |
+6 |
0 |
|
0,1 |
0 |
+6 |
0 |
|
0,125 |
0 |
+8 |
0 |
|
0,15 |
0 |
+8 |
0 |
|
0,175 |
0 |
+10 |
0 |
|
0,2 |
0 |
+10 |
0 |
|
0,225 |
0 |
+10 |
0 |
Примечание. Числовые значения основного отклонения G установлены эмпирически.
4.2. Числовые значения основных отклонений диаметров ![]() и
и ![]() должны соответствовать указанным в табл.5.
должны соответствовать указанным в табл.5.
Таблица 5
|
Шаг |
Наружная резьба |
Внутренняя резьба |
|
Диаметр резьбы | ||
|
|
| |
|
Основное отклонение, мкм | ||
|
|
| |
|
0,075 |
+9 |
+9 |
|
0,08 |
+10 |
+10 |
|
0,09 |
+11 |
+11 |
|
0,1 |
+12 |
+12 |
|
0,125 |
+15 |
+15 |
|
0,15 |
+18 |
+18 |
|
0,175 |
+21 |
+21 |
|
0,2 |
+25 |
+25 |
|
0,225 |
+28 |
+28 |
Примечания:
1. Основные отклонения, указанные в табл.5, не зависят от основных отклонений среднего диаметра резьбы.
2. Основные отклонения, указанные в табл.5, определяют внутренний диаметр резьбы по линии плоского среза на расстоянии 0,320744 Н (см. приложение 2).
5. ФОРМА ВПАДИНЫ РЕЗЬБЫ
5.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии 0,32 ![]() от вершины исходного треугольника.
от вершины исходного треугольника.
Реальный профиль впадины наружной резьбы следует располагать в зоне между линиями плоского среза на расстоянии 0,32 ![]() и
и ![]() от вершины исходного треугольника (черт.2).
от вершины исходного треугольника (черт.2).

Черт.2
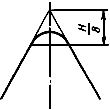
5.2. При закругленной форме впадины резьбы радиус закругления не должен превышать ![]() (черт.2).
(черт.2).
Числовые значения наибольшего радиуса закругления впадины наружной резьбы (![]() ) должны соответствовать указанным в табл.6.
) должны соответствовать указанным в табл.6.
Таблица 6
|
Шаг |
|
|
0,075 |
0,015 |
|
0,08 |
0,016 |
|
0,09 |
0,018 |
|
0,1 |
0,020 |
|
0,125 |
0,025 |
|
0,15 |
0,030 |
|
0,175 |
0,035 |
|
0,2 |
0,040 |
|
0,225 |
0,045 |
5.3. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии ![]() от вершины исходного треугольника (черт.3).
от вершины исходного треугольника (черт.3).
6 ПОЛЯ ДОПУСКОВ И ПОСАДКИ
6.1 Поля допусков наружной и внутренней резьбы и их сочетания в посадках должны соответствовать указанным в табл.7.
Таблица 7
|
Наружная резьба |
Внутренняя резьба |
Посадка |
|
Поле допуска |
||
|
5h3 |
3G5 |
3G5/5h3 |
|
3G6 |
3G6/5h3 | |
|
4Н5 |
4H5/5h3 | |
|
4Н6 |
4H6/5h3 | |
|
5h5 |
3G5 |
3G5/5h5 |
|
4Н5 |
4H5/5h5 | |
Примечания:
1. Предельные отклонения наружной и внутренней резьбы приведены в приложении 1.
2. Предельные значения рабочей высоты профиля ![]() приведены в приложении 3.
приведены в приложении 3.
ПРИЛОЖЕНИЕ 1
Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РЕЗЬБЫ
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл.1, предельные отклонения диаметров внутренней резьбы - указанным в табл.2.
Таблица 1
|
Номи- нальный диаметр резьбы |
Шаг |
Поле допуска наружной резьбы | |||||||||
|
5h3 |
5h5 | ||||||||||
|
Диаметр резьбы | |||||||||||
|
|
|
|
|
|
| ||||||
|
Предельные отклонения, мкм | |||||||||||
|
|
|
|
|
|
|
|
|
|
| ||
|
0,25 |
0,075 |
0 |
-16 |
0 |
-20 |
+9 |
- |
- |
- |
- |
- |
|
0,3 |
0,08 |
0 |
-16 |
0 |
-20 |
+10 |
- |
- |
- |
- |
- |
|
0,35 |
0,09 |
0 |
-18 |
0 |
-22 |
+11 |
- |
- |
- |
- |
- |
|
0,4 |
0,1 |
0 |
-20 |
0 |
-24 |
+12 |
- |
- |
- |
- |
- |
|
0,45 |
0,1 |
0 |
-20 |
0 |
-24 |
+12 |
- |
- |
- |
- |
- |
|
0,5 |
0,125 |
0 |
-20 |
0 |
-26 |
+15 |
0 |
-32 |
0 |
-26 |
+15 |
|
0,55 |
0,125 |
0 |
-20 |
0 |
-26 |
+15 |
0 |
-32 |
0 |
-26 |
+15 |
|
0,6 |
0,15 |
0 |
-25 |
0 |
-28 |
+18 |
0 |
-40 |
0 |
-28 |
+18 |
|
0,7 |
0,175 |
0 |
-25 |
0 |
-32 |
+21 |
0 |
-45 |
0 |
-32 |
+21 |
|
0,8 |
0,2 |
0 |
-30 |
0 |
-36 |
+25 |
0 |
-50 |
0 |
-36 |
+25 |
|
0,9 |
0,225 |
0 |
-30 |
0 |
-40 |
+28 |
0 |
-50 |
0 |
-40 |
+28 |
Примечание. Нижнее отклонение диаметра ![]() не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
Таблица 2
|
Номи- нальный диаметр резьбы |
Шаг |
Поле допуска внутренней резьбы | |||||||||||||||||||
|
3G5 |
3G6 |
4Н5 |
4Н6 | ||||||||||||||||||
|
Диаметр резьбы | |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Предельные отклонения, мкм | |||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
0,25 |
0,075 |
+6 |
+20 |
+6 |
+26 |
+9 |
- |
- |
- |
- |
- |
0 |
+20 |
0 |
+26 |
+9 |
- |
- |
- |
- |
- |
|
0,3 |
0,08 |
+6 |
+20 |
+6 |
+27 |
+10 |
- |
- |
- |
- |
- |
0 |
+20 |
0 |
+27 |
+10 |
- |
- |
- |
- |
- |
|
0,35 |
0,09 |
+6 |
+22 |
+6 |
+33 |
+11 |
- |
- |
- |
- |
- |
0 |
+22 |
0 |
+33 |
+11 |
- |
- |
- |
- |
- |
|
0,4 |
0,1 |
+6 |
+24 |
+6 |
+38 |
+12 |
+6 |
+24 |
+6 |
+50 |
+12 |
0 |
+24 |
0 |
+38 |
+12 |
0 |
+24 |
0 |
+50 |
+12 |
|
0,45 |
0,1 |
+6 |
+24 |
+6 |
+38 |
+12 |
+6 |
+24 |
+6 |
+50 |
+12 |
0 |
+24 |
0 |
+38 |
+12 |
0 |
+24 |
0 |
+50 |
+12 |
|
0,5 |
0,125 |
+8 |
+26 |
+8 |
+50 |
+15 |
+8 |
+26 |
+8 |
+70 |
+15 |
0 |
+26 |
0 |
+50 |
+15 |
0 |
+26 |
0 |
+70 |
+15 |
|
0,55 |
0,125 |
+8 |
+26 |
+8 |
+50 |
+15 |
+8 |
+26 |
+8 |
+70 |
+15 |
0 |
+26 |
0 |
+50 |
+15 |
0 |
+26 |
0 |
+70 |
+15 |
|
0,6 |
0,15 |
+8 |
+28 |
+8 |
+64 |
+18 |
+8 |
+28 |
+8 |
+84 |
+18 |
0 |
+28 |
0 |
+64 |
+18 |
0 |
+28 |
0 |
+84 |
+18 |
|
0,7 |
0,175 |
+10 |
+32 |
+10 |
+74 |
+21 |
+10 |
+32 |
+10 |
+94 |
+21 |
0 |
+32 |
0 |
+74 |
+21 |
0 |
+32 |
0 |
+94 |
+21 |
|
0,8 |
0,2 |
+10 |
+36 |
+10 |
+82 |
+25 |
+10 |
+36 |
+10 |
+102 |
+25 |
0 |
+36 |
0 |
+82 |
+25 |
0 |
+36 |
0 |
+102 |
+25 |
|
0,9 |
0,225 |
+10 |
+40 |
+10 |
+89 |
+28 |
+10 |
+40 |
+10 |
+109 |
+28 |
0 |
+40 |
0 |
+89 |
+28 |
0 |
+40 |
0 |
+109 |
+28 |
Примечание. Верхнее отклонение диаметра ![]() не устанавливается.
не устанавливается.
ПРИЛОЖЕНИЕ 2
Справочное
ВЗАИМОЗАМЕНЯЕМОСТИ РЕЗЬБЫ ПО ГОСТ 9000-81 С МИНИАТЮРНОЙ РЕЗЬБОЙ ПО ИСО/Р 1501-70
В рекомендации ИСО/Р 1501-70 для миниатюрных резьб (с диаметрами от 0,25 до 1,4 мм) предусмотрен специальный номинальный профиль резьбы (см. чертеж), отличающийся от номинального профиля метрической резьбы увеличенным срезом по внутреннему диаметру (0,320744![]() вместо 0,25
вместо 0,25![]() ). В связи с этим миниатюрные резьбы по ИСО/Р 1501-70 обозначаются буквой
). В связи с этим миниатюрные резьбы по ИСО/Р 1501-70 обозначаются буквой ![]() , например:
, например: ![]() 0,5. Номинальному профилю соответствует увеличенный номинальный внутренний диаметр резьбы (
0,5. Номинальному профилю соответствует увеличенный номинальный внутренний диаметр резьбы (![]() вместо
вместо ![]() ) и больший радиус закругления впадины наружной резьбы (
) и больший радиус закругления впадины наружной резьбы (![]() вместо
вместо ![]() ).
).
|
Номинальный профиль по ГОСТ 9150-81 (профиль |
Номинальный профиль по ИСО/Р 1501-70 (профиль |
|||
|
|
||||
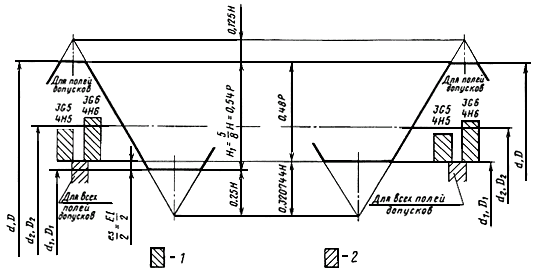
1 - поле допуска внутреннего диаметра внутренней резьбы;
2 - поле допуска внутреннего диаметра наружной резьбы
В ГОСТ 9150-81 для резьб с диаметрами от 0,25 до 0,9 мм принят тот же номинальный профиль и обозначение буквой М, что и для метрических резьб с диаметром от 1 до 600 мм. Это обеспечивает единство номинального профиля и обозначений для всех метрических резьб.
Несмотря на различие номинальных профилей, между миниатюрными резьбами по ИСО/Р 1501-70 и метрическими резьбами по государственным стандартам в диапазоне диаметров от 0,25 до 0,9 мм обеспечивается полная взаимозаменяемость за счет того, что:
1. Диаметры и шаги резьб полностью совпадают.
2. Различие в высоте номинальных профилей ![]() и
и ![]() b ГОСТ 9000-81 компенсируется смещением положения полей допусков по внутреннему диаметру
b ГОСТ 9000-81 компенсируется смещением положения полей допусков по внутреннему диаметру ![]() и
и ![]() , (см. черт.1) на величину отклонения
, (см. черт.1) на величину отклонения
![]() . (1)
. (1)
За счет этого допускается увеличение радиуса впадины наружной резьбы до ![]() .
.
3. Допуски по всем диаметрам резьбы, основные отклонения по диаметрам ![]() и
и ![]() и обозначения полей допусков приняты в соответствии с ИСО/Р 1501-70.
и обозначения полей допусков приняты в соответствии с ИСО/Р 1501-70.
Таким образом, резьбы по ИСО/Р 1501-70, обозначаемые буквой ![]() , и резьбы по ГОСТ 9000-81, обозначаемые буквой
, и резьбы по ГОСТ 9000-81, обозначаемые буквой ![]() , при одном и том же диаметре, шаге и поле допуска имеют одни и те же предельные диаметры и, следовательно, полностью взаимозаменяемы.
, при одном и том же диаметре, шаге и поле допуска имеют одни и те же предельные диаметры и, следовательно, полностью взаимозаменяемы.
ПРИЛОЖЕНИЕ 3
Справочное
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ РАБОЧЕЙ ВЫСОТЫ ПРОФИЛЯ
Предельные значения рабочей высоты профиля ![]() , соответствующие посадкам, установленным в настоящем стандарте, приведены на чертеже и в таблице.
, соответствующие посадкам, установленным в настоящем стандарте, приведены на чертеже и в таблице.
|
Посадки |
3G5 . 4Н5 |
3G6. 4H6 |
3G5. 4H5 | |||
|
Шаг |
Рабочая высота профиля, мкм | |||||
|
|
|
|
|
|
|
|
|
0,075 |
19,5 |
36 |
- |
- |
- - |
- |
|
0,08 |
22 |
38,5 |
- |
- |
- |
- |
|
0,09 |
23 |
43 |
- |
- |
- |
- |
|
0,1 |
25 |
48 |
19 |
48 |
- |
- |
|
0,125 |
32,5 |
60 |
22,5 |
60 |
26,5 |
60 |
|
0,15 |
36,5 |
72 |
26,5 |
72 |
29 |
72 |
|
0,175 |
45 |
84 |
35 |
84 |
35 |
84 |
|
0,2 |
52,5 |
96 |
42,5 |
96 |
42,5 |
96 |
|
0,225 |
62,5 |
108 |
52,5 |
108 |
52,5 |
108 |
Текст документе сверен по:
официальное издание
Метрические резьбы: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
Личный кабинет:
доступно после авторизации На Кубани летом трудоустроят порядка 30 тысяч подростков
На Кубани летом трудоустроят порядка 30 тысяч подростков  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке