
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
мая
3
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ВНТП-21-86
-----------------
МЦМ СССР
НОРМЫ
ТЕХНОЛОГИЧЕСКОГО ПРОЕКТИРОВАНИЯ ФЛОТАЦИОННЫХ
ФАБРИК ДЛЯ РУД ЦВЕТНЫХ МЕТАЛЛОВ
Дата введения 1987-01-01
РАЗРАБОТАНЫ: Всесоюзным ордена Трудового Красного Знамени научно-исследовательским и проектным институтом механической обработки полезных ископаемых "МЕХАНОБР"
руководитель темы - заведующий лабораторией проектных исследований, к.т.н. В.Ф.Баранов
ВНЕСЕНЫ Всесоюзным ордена Трудового Красного Знамени научно-исследовательским и проектным институтом механической обработки полезных ископаемых "МЕХАНОБР"
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Управление проектных работ МЦМ СССР
|
Л.Г.Болотин |
|||
|
инициалы и фамилия исполнителя |
|||
С введением в действие ![]() утрачивают силу нормы технологического проектирования флотационных фабрик для руд цветных металлов
утрачивают силу нормы технологического проектирования флотационных фабрик для руд цветных металлов ![]()
Данные о согласовании:
УТВЕРЖДЕНЫ протоколом Министерства цветной металлургии от 28.02.86 г. N 97
по согласованию с ГКНТ СССР от 27.02.86 г. N 45-343
по согласованию с ГОССТРОЕМ СССР от 27.02.86 г. N ДП-1011-20/3
по согласованию с ГОСГОРТЕХНАДЗОРОМ СССР от 19.02.86 г. N 07-20/62
1. ВВЕДЕНИЕ
Настоящие ведомственные нормы технологического проектирования предназначены для обязательного применения при разработке проектов строительства новых, расширения, реконструкции и технического перевооружения действующих обогатительных флотационных фабрик на всех стадиях проектирования (ТЭО, проект, рабочий проект или рабочая документация) следующих подотраслей цветной металлургии:
а) медной,
б) свинцово-цинковой,
в) никель-кобальтовой,
г) вольфрамо-молибденовой.
2. КРАТКАЯ ХАРАКТЕРИСТИКА ПЕРЕРАБАТЫВАЕМОГО СЫРЬЯ И ПРОДУКЦИЯ ОБОГАТИТЕЛЬНЫХ ФАБРИК
2.1. Важнейшие промышленные типы месторождений основных металлов по классификации запасов приведены в табл.1. Руды металлов, указанных в табл.1, весьма разнообразны и изменчивы по химическому и минералогическому составам, характеру вкрапленности и текстурно-структурным особенностям, степени окисленности, крепости, дробимости, измельчаемости, обогатимости. Классификация руд по крупности и характеру вкрапленности рудных минералов приведена в табл.2. Классификация руд по крепости и абразивности приведена в табл.3.
Таблица 1
|
Металлы | |||
|
Медь |
Свинец, цинк |
Никель, кобальт |
Вольфрам, молибден |
|
1. Медистые песчаники |
1. Полиметаллические (медно-свинцово-цинковые) |
1. Сульфидные медно-никелевые: |
1. Скарновые: |
Таблица 2
|
По крупности вкрапленности | |||
|
Категория руд |
Относит. количество зерен по классам, % | ||
|
более 0,25 мм |
0,01-0,25 мм |
менее 0,01 мм | |
|
Крупнозернистые |
50 |
||
|
Среднезернистые |
50 |
||
|
Тонкозернистые |
50 | ||
Таблица 3
|
Категория руд |
Коэффициент крепости по шкале М.М.Протодьяконова |
Средневзвешенный показатель абразивности, мг |
|
Мягкие |
до 10 |
до 10 |
|
Средние |
10-14 |
от 10 до 30 |
|
Твердые |
14-18 |
от 30 до 45 |
|
Весьма твердые |
свыше 18 |
свыше 45 |
2.2. Основной продукцией, выпускаемой обогатительными флотационными фабриками, перерабатывающими руды цветных металлов, являются кондиционные флотационные концентраты и товарные промпродукты (промежуточные продукты). Номенклатура продукции проектируемой фабрики должна быть указана в задании на проектирование.
2.3. Технический уровень и качество выпускаемой обогатительной фабрикой продукции должны соответствовать действующим стандартам и быть на уровне лучших отечественных и зарубежных образцов.
3. РЕЖИМ РАБОТЫ ЦЕХОВ, ФАБРИКИ, УРОВЕНЬ ИСПОЛЬЗОВАНИЯ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
3.1. Режим работы оборудования флотационных фабрик (измельчение, флотация, обезвоживание) принимать непрерывным при 365 днях в году.
3.2. Коэффициенты использования ![]() * и фонды машинного времени при агрегатном методе ремонта на месте установки дробилок крупного дробления принимать по табл.4, дробилок среднего и мелкого дробления - по табл.5, стержневых и шаровых мельниц - по табл.6, мельниц полусамоизмельчения - по табл.7. Коэффициенты использования могут быть повышены при соответствующем увеличении коэффициента технического использования в ГОСТах или технических условиях на изготовление оборудования.
* и фонды машинного времени при агрегатном методе ремонта на месте установки дробилок крупного дробления принимать по табл.4, дробилок среднего и мелкого дробления - по табл.5, стержневых и шаровых мельниц - по табл.6, мельниц полусамоизмельчения - по табл.7. Коэффициенты использования могут быть повышены при соответствующем увеличении коэффициента технического использования в ГОСТах или технических условиях на изготовление оборудования.
_______________
* Отношение времени работы оборудования к времени принятого режима.
Таблица 4
|
Тип дробилки |
Коэффициент использования оборудования, |
Режим работы |
Фонд машинного времени, часов в год | |
|
дней в году |
часов в сутки |
|||
|
Конусные: |
По режиму подачи руды на фабрику, но не более | |||
|
при 7 дневной неделе |
0,8 |
365 |
24 |
7008 |
|
при 6 дневной неделе |
0,8 |
305 |
21 |
5124 |
|
Щековые: |
||||
|
при 7 дневной неделе |
0,75 |
365 |
24 |
6570 |
|
при 6 дневной неделе |
0,75 |
305 |
21 |
4803 |
Таблица 5
|
Компоновочное решение |
Коэффициент использования оборудования, |
Режим работы |
Фонд машинного времени, часов в год | |
|
дней в году |
часов в сутки |
|||
|
При отсутствии склада крупнодробленой руды |
0,75 |
По режиму работы корпуса крупного дробления | ||
|
При наличии склада крупнодробленой руды: |
|
| ||
|
при 6-ти дневной неделе |
0,8 |
305 |
21 |
5124 |
|
при 7-ми дневной неделе |
0,8 |
365 |
24 |
7008 |
Таблица 6
|
Схема измельчения |
Диаметр барабана мельниц, мм | |||||
|
До 3200 |
3600-4500 |
5000-6000 | ||||
|
|
часов в год |
|
часов в год |
|
часов в год | |
|
Одностадийное измельчение в шаровых мельницах |
0,95 |
8139 |
0,94 |
8053 |
0,93 |
7968 |
|
Двух- и трехстадийное измельчение в стержневых и шаровых мельницах |
0,9 |
7711 |
0,88 |
7539 |
0,87 |
7454 |
Таблица 7
|
Метод ремонта |
Диаметр барабана мельниц, мм | |||
|
|
до 7000 |
9000 и более | ||
|
|
|
часов в год |
|
часов в год |
|
Агрегатный |
0,8 |
6854 |
0,75 |
6426 |
|
Агрегатный технологической секции |
0,86 |
7368 |
0,86 |
7368 |
3.3. При технико-экономическом обосновании машиносменного способа ремонта коэффициенты использования мельниц принимать на 0,05 выше указанных в табл.6 и 7, но не более 0,98.
3.4. Режим работы цехов фильтрации и сушки принимать по режиму работы главного корпуса, режим отгрузки готовой продукции железнодорожным транспортом принимать при 365 рабочих днях в году и 24 часов в сутки. Уровень использования фильтрующих и сушильных агрегатов принимать 0,8.
3.5. Режим работы хвостового хозяйства принимать по п.3.1.
3.6. Режим работы цеха приготовления реагентов - по режиму работы главного корпуса (число дней в году) и одной рабочей смены в сутки продолжительностью 7 часов. При повышенных расходах реагентов, например, извести, соды, жидкого стекла и др. режим работы растворных участков принимать 2-х и 3-х сменным.
Примечание:
В таблицах 4, 5, 6, 7 значения ![]() приведены применительно к дроблению и измельчению руд средней крепости (см. табл.3). При дроблении и измельчении руд другой крепости значения
приведены применительно к дроблению и измельчению руд средней крепости (см. табл.3). При дроблении и измельчении руд другой крепости значения ![]() принимать с коэффициентом при дроблении руд:
принимать с коэффициентом при дроблении руд:
мягких - 1,05-1,08; твердых - 0,95; весьма твердых - 0,90.
При измельчении руд:
мягких - 1,02-1,04; твердых - 0,99; весьма твердых - 0,96.
4. ТЕХНОЛОГИЯ ПЕРЕРАБОТКИ, КОМПЛЕКСНОЕ ИСПОЛЬЗОВАНИЕ МИНЕРАЛЬНОГО СЫРЬЯ И ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССОВ ОБРАБОТКИ РУД И КОНЦЕНТРАТОВ
Общие положения
4.1. Основополагающим документом для разработки технологической схемы и разработки проектной документации обогатительных фабрик на всех стадиях проектирования является технологический регламент.
Состав, содержание, порядок разработки и утверждения технологического регламента изложены в отраслевой "Инструкции о порядке разработки, согласования и утверждения технологических регламентов и использования их при проектировании предприятий и объектов цветной металлургии", МЦМ СССР, 1985.
Усреднение качества руды
4.2. Усреднение качества руды на обогатительных фабриках в сменных и внутрисменных партиях необходимо предусматривать во всех случаях, когда колебания показателей качества от среднепланового (или другого базового уровня) в этих объемах превышают допустимый по технологическому регламенту уровень.
Усреднение качества руды на фабрике необходимо предусматривать в дополнение к мероприятиям по усреднению качества руды на руднике, как правило, на многослойных усреднительных 2-х штабельных складах, которые в зависимости от схемы рудоподготовки, принятой на фабрике, размещаются после операции крупного дробления (для схем полусамоизмельчения руды) или после мелкого дробления (для схем стандартного измельчения).
Рекомендуемые схемы усреднения для условий с разделением и без разделения на технологические сорта приведены на рис.1 и 2.
Рис.1. Принципиальные схемы усреднения руды для внутрисортового усреднения
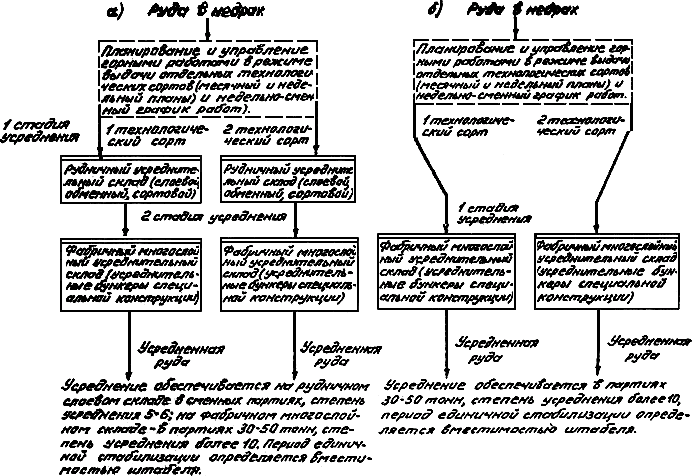
Рис.2. Принципиальные схемы усреднения руды для валового усреднения
4.3. Мероприятия по усреднению руды на руднике и фабрике должны быть комплексными, дополнять друг друга и обеспечивать снижение амплитуды колебаний всех показателей качества руды, оказывающих влияние на эффективность технологического процесса.
При селективной добыче и обогащении разных технологических сортов производится раздельное внутрисортовое усреднение, при валовой добыче и переработке производится усреднение общего потока руды.
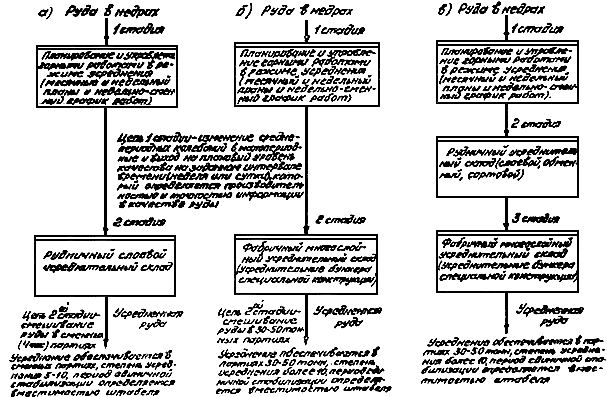
4.4. На горно-обогатительных предприятиях при валовом усреднении целесообразно применять 2-х и 3-х стадиальные схемы усреднения, имея в виду, что первой стадией усреднения является операция планирования и управления качеством руды в процессах горных работ. При двухстадиальной схеме - во второй стадии усреднения предусматривать фабричный усреднительный склад.
При трехстадиальной схеме - во второй стадии усреднения предусматривать рудничный слоевой (реже сортовой или обменный) усреднительный склад, в третьей стадии усреднения - фабричный усреднительный многослойный усреднительный склад.
При совместном применении рудничного и фабричного усреднения руды задача рудничного склада обеспечить длительный интервал стабилизации (неделя, декада) и усреднение руды в сменных партиях (с минимальной степенью усреднения); задача фабричного усреднительного склада при минимальной вместимости (6-9 смен) обеспечить усреднение руды в сменных и часовых партиях, включая партии 10-50 тонн с высоким внутриштабельным усреднением (степень усреднения не меньше 10).
В табл.8 приведена характеристика схем усреднения и ориентировочная вместимость фабричных усреднительных складов в зависимости от величины преобладающих частот колебаний качества руды в недрах.
Таблица 8
|
NN |
Преобладающие колебания показателей качества руды в недрах |
Усреднительная система |
Усреднительная система |
|
1 |
Короткопериодные колебания с периодами 0-3 смены |
На руднике не требуется мероприятий по усреднению руды |
Усреднительный склад со смесительной емкостью 2-9 смен |
|
2 |
Среднепериодные колебания с периодами 3-21 смена (с преобладающими колебаниями с периодами до 9-10 смен) |
Управление качеством руды на руднике, включая рудничные усреднительные склады для изменения спектра колебаний |
Усреднительный склад со смесительной емкостью 6-12 смен |
|
3 |
Длиннопериодные с преобладающими колебаниями с периодами больше 20-30 смен |
На руднике не требуется мероприятия по усреднению руды |
Усреднительный склад со смесительной емкостью до 21 смены. При переходе с одного штабеля на другой производится настрой процесса на новый текущий уровень качества |
|
4 |
Смешанные колебания, т.е. короткопериодные, среднепериодные и длиннопериодные колебания |
Управление качеством руды на руднике, включая рудничный усреднительный склад для изменения спектра колебаний |
|
4.5. В табл.9 приведены характеристика и область применения усреднительных складов: склады пп.1-3, как правило, применять как рудничные, склады пп.5-6 - как фабричные.
Таблица 9
|
NN |
Наименование и характеристика способов усреднения |
Область и особенности применения |
Эффективность усреднения величины партий руды, в которых производится усреднение |
Исходная информация |
|
1 |
Усреднительные сортовые (шихтовальные) склады с дозированием условных сортов руды |
Применяются в условиях выделения сортовых потоков руды и организации контроля (опробование) качества каждого сорта при усреднении руды по 1-2 показателям качества |
Обеспечивает уменьшение амплитуды и периода колебаний. Величина партий определяется организацией работ по опробованию руды и составляет от 100 тонн до сменной подачи. Степень усреднения 2-4 |
Требуется информация о качестве руды в отдельных партиях для разделения руды на сорта. Установка дозирования задается требованиями усреднения |
|
2 |
Усреднительные слоевые склады-смесители с разгрузкой руды из транспортных сосудов с формированием и разгрузкой штабелей экскаваторами |
Применяется, как правило, для крупнокусковой руды на транспортно-перегрузочных узлах и рудничных усреднительных складах |
Обеспечивает уменьшение амплитуды колебаний, величина партий, в которых производится усреднение, зависит от организации работ и количества слоев и, как правило, близка сменной подаче. Степень усреднения 2-8 |
Для определения параметров склада необходима информация об амплитудных и частотных характеристиках качества руды |
|
3 |
Усреднительные слоевые склады-смесители с формированием штабелей автосамосвалами и разгрузкой штабелей экскаваторами (автопогрузчиками) |
Применяется, как правило, для крупнокусковой руды на рудничных усреднительных складах |
Обеспечивает уменьшение амплитуды колебаний, величина партий, в которых производится усреднение, зависит от организации работ и количества слоев и, как правило, близка сменной подаче |
Для определения параметров склада необходима информация об амплитудных и частотных характеристиках качества руды |
|
4 |
Усреднительные штабельные многослойные склады-смесители, оборудованные заборными усреднительными машинами, включая роторные и обычные экскаваторы |
Обеспечивает надежное усреднение руды в партиях сменной переработки и в порциях до 30-50 тонн. Крупность руды для усреднительных заборных машин - 80 мм, для роторных экскаваторов - около 300 мм |
Величина партий, в которых производится усреднение, определяется количеством слоев и величиной заходки заборной машины и может достигать величины 30-50 тонн. Достигается любая степень усреднения в зависимости от количества слоев и от емкости штабеля |
Для определения параметров склада необходима информация об амплитудных и частотных характеристиках колебаний качества руды |
|
5 |
Система двухстадиального усреднения руды, включающие устройства по выделению и накоплению сортов руды (например, сортовые склады), звено весового дозирования сортов и усреднительные склады-смесители |
Применяются при широком частотном спектре колебаний и при высоких требованиях к однородности руды, когда среднештабельные показатели качества руды на длительных интервалах времени должны совпадать с плановыми показателями качества |
Обеспечивает изменение средне- и крупнопериодных колебаний в малопериодные (сокращение периода колебаний до 1-2 смен). Величина партий, в которых производится усреднение и эффективность усреднения аналогичны усреднительным складам-смесителям |
Аналогично п.4 |
4.6. При выборе и расчете усреднения производить определение глубины усреднения, степени усреднения и продолжительности периода стабилизации.
4.7. При расчете усреднения качества руды в качестве исходных данных использовать данные по оценке колебаний показателей качества руды в недрах (в потоке с рудника) в сменных партиях и суточных (с оценками распределения дисперсии по периодам колебаний 0-1, 1-3, 3-21 и более 21 смен).
Для вновь проектируемых фабрик в качестве исходных использовать данные интервальных проб геологической разведки 10-15 метров.
Для действующих фабрик дополнительно использовать данные опробования буровзрывных скважин и руды при подаче на фабрику.
4.8. Усреднение пульпообразных продуктов осуществлять следующими способами:
- объединение и смешивание нескольких потоков пульпы,
- применение механических смесителей или технологического оборудования, выполняющего функции смесителей, например, сгустителей,
- компенсационное усреднение пульпы путем ее накопления в различных емкостях и последующего смешивания,
- сдвиг фазы путем отсечения и задержки части пульпы.
Дробление
4.9. Максимальный размер куска в исходной руде, поступающей на фабрику, устанавливается организацией, проектирующей рудник.
Ширина пасти первичной дробилки должна быть на 10-15% больше размера наибольших кусков в питании.
4.10. Максимальная крупность кусков конечного продукта дробления, поступающего в измельчение, не должна превышать, как правило, следующие размеры: для мельниц рудного само- и полусамоизмельчения 300-350 мм; для стержневых мельниц 15-20 мм; для шаровых 10-13 мм.
4.11. Получение конечных продуктов дробления крупностью 15-20 мм и 10-13 мм достигается при работе обычных конусных дробилок (КМД) в замкнутом цикле с грохотами. Получение конечных продуктов дробления, близких к указанной крупности возможно также в открытом цикле при условии применения в дробилках КМД футеровок специальной конструкции (продукт порядка 20 мм) и инерционных дробилок (продукт мельче 10-12 мм).
4.12. На рис.3 приведены примеры трехстадиальных схем дробления с замкнутым циклом в последней стадии, рекомендуемых для применения на вновь проектируемых и реконструируемых фабриках при определенных конкретизированных условиях. Операция предварительного грохочения перед первой стадией дробления при наличии достаточного запаса в производительности дробилки, выбираемой по размеру максимального куска руды, необязательна.
Рис.3. Схемы стадиального дробления
4.13. Схемы дробления "а", "б", "в" имеют следующие технологические и эксплуатационные преимущества перед обычными - "традиционными" схемами:
- выделение перед второй стадией первичной мелочи - готового по крупности продукта (который может быть влажным и липким или сухим и пылящим) и вывод его кратчайшим путем из процесса нормализует работу всего последующего тракта дробления, грохочения и конвейерного транспорта, а также улучшает условия труда и сокращают число обслуживающего персонала;
- первичная мелочь, удаляемая из основного потока руды, при наличии в ней шламистого материала и растворимых солей, ухудшающих результаты обогащения, может направляться в самостоятельный цикл обработки;
- буферная емкость крупнодробленой руды обеспечивает непрерывную, в рациональном режиме, работу оборудования второй и третьей стадий дробления с максимальной равномерной производительностью, регулируемой автоматически.
Измельчение мелкодробленой руды стальной средой
4.14. Основные схемы измельчения стальной средой, рациональные для руд цветных и редких металлов, удовлетворяющие различным технологическим, экономическим и эксплуатационным требованиям, представлены на рис.4. Конечная крупность измельчения характеризуется верхним и нижним пределом, в соответствии с которыми условно различаются: крупное, среднее и тонкое измельчение руды (табл.10).
Рис.4. Схемы измельчения руд стальной средой
_______________
* Примечание: в стержневых мельницах.
Таблица 10
|
Пределы крупности |
Измельчение | ||
|
крупное |
среднее |
тонкое | |
|
верхний, мм |
+0,3 (+0,2) |
-0,3 (-0,2)+ |
-0,1 (-0,15) |
|
нижний, содержание класса -0,074 мм, в % |
50-60 |
60-85 |
85 |
Рудное само- и полусамоизмельчение
4.15. На рис.5 приведены схемы рудного само- и полусамоизмельчения, приемлемые, по данным современной мировой практики, как при крупном, так и при среднем измельчении руды.
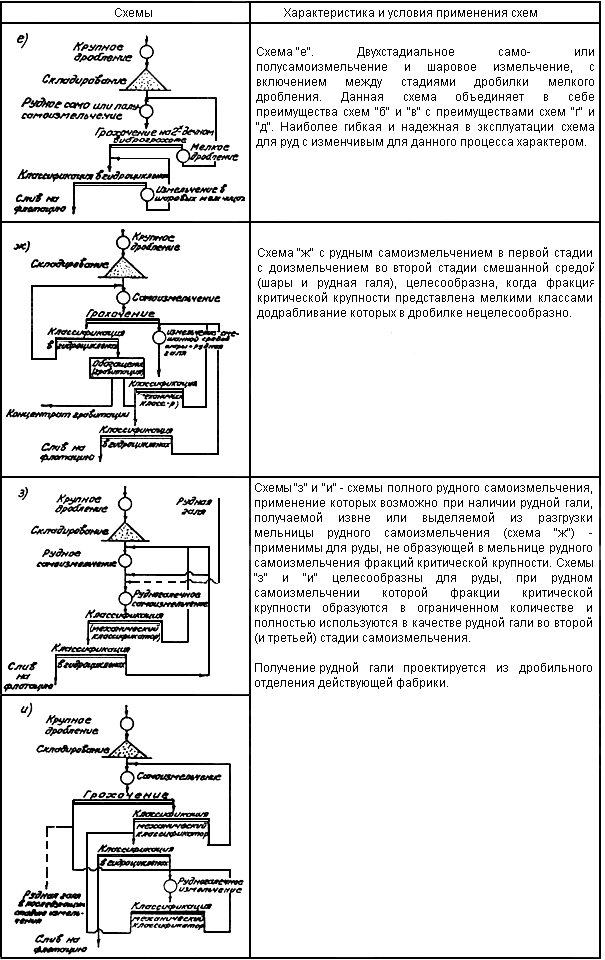
Продолжение Рис.5. Схемы рудного само- и полусамоизмельчения
4.16. В приведенных схемах не показаны операции предварительного грохочения руды перед крупным дроблением и грохочением крупнодробленой руды на фракции плюс и минус 100 мм перед рудным само- и полусамоизмельчением. Вопрос об операции грохочения перед крупным дроблением должен решаться в соответствии с п.4.12.
Флотация
4.17. Одностадиальные схемы флотации могут быть одноцикловыми или двухцикловыми, когда песковая и шламовая фракции флотируются раздельно. Одностадиальную схему с одним циклом флотации применять для монометаллических руд при следующих условиях:
- крупной вкрапленности и отсутствия склонности полезного минерала к ошламованию;
- возможности получения кондиционного концентрата и отвальных хвостов при крупном измельчении руды.
Для руд, содержащих много первичных шламов и растворимых солей, более целесообразно применение схемы с раздельной флотацией песковой и шламовой фракций.
4.18. Двухстадиальные схемы флотации, представленные на рис.6, могут быть одноцикловыми, двухцикловыми и трехцикловыми.

4.19. Флотация полиметаллических руд производится по более развитым и сложным схемам в зависимости от числа получаемых концентратов. На рис.7 представлены принципиальные схемы флотации полиметаллических руд, содержащих три полезных компонента. Эти же схемы без цикла, относящегося к флотации третьего минерала, сохраняются и для биметаллических (свинцово-цинковых, медно-цинковых) руд. Главное различие между схемами, представленными на рис.7. заключается в числе циклов, через которые проходит основной поток пульпы, содержащий пустую породу.
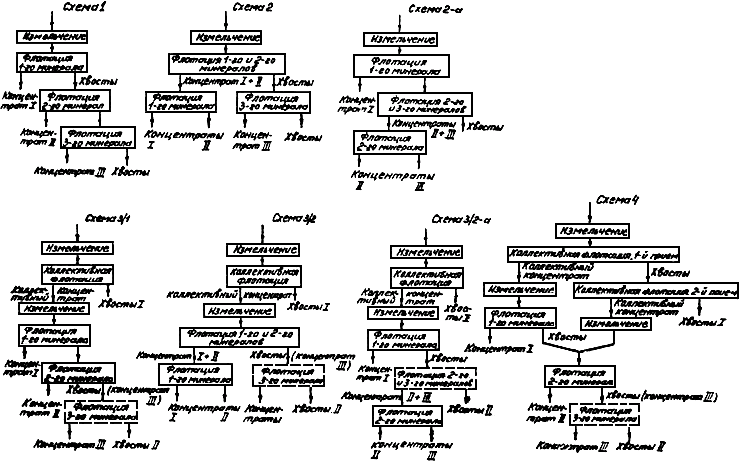
Рис.7. Принципиальные схемы флотации полиметаллических руд, содержащих три полезных компонента
4.20. Выбор принципиальной схемы флотации для отдельных типов полиметаллических руд производить в зависимости от минерального состава и содержания металлов. Экономические преимущества имеют схемы с предварительной коллективной флотацией: отвальные хвосты получаются при крупном измельчении руды, фронт флотомашин рудной флотации - наименьший, расход реагентов (депрессоров и активаторов) более низкий. Схему коллективной флотации следует принимать и при тонком измельчении руды (пример - свинцовая фабрика Алмалыкского ГМК).
4.21. Для руд, содержащих в свободном состоянии благородные металлы, следует применять гравитационные способы их извлечения в цикле измельчения (отсадку, концентрацию на шлюзах и др.).
4.22. При обработке небогатых руд, содержащих крупные агрегаты полезных минералов, а также руд, разубоженных при добыче боковыми породами, и руд из старых отвалов, применять перед флотацией для удаления части крупных отвальных хвостов процесс обогащения в тяжелых суспензиях (в отдельных случаях отсадку).
Обезвоживание
4.23. Для обезвоживания концентратов флотационных фабрик применять стандартную схему, включающую операции сгущения, фильтрации и сушки. При высокой плотности концентрата (45-50% твердого) фильтрацию проектировать без сгущения.
4.24. Для сгущения шламистых продуктов, содержащих твердое широкого диапазона крупности, применять схему обезвоживания, состоящую из операций сброса крупных фракций в гидроциклонах и последующего сгущения слива гидроциклонов в сгустителях. Сгущение продуктов, не содержащих крупных классов, производить по схеме обезвоживания, состоящей лишь из операций сгущения в сгустителях.
4.25. Обезвоживание продуктов, допускающих или требующих сброса шламов размером 15 мкр и крупнее, следует осуществлять по схеме с применением операции обесшламливания в гидроциклонах.
4.26. Переливы фильтров и фильтрат необходимо направлять в сгустители или другие аппараты для сгущения и обезвоживания, установленные перед фильтрацией, с целью предотвращения потерь концентратов. Сливы сгустителей концентрата или промпродуктов возвращать в процесс или направлять в специальные отстойники.
5. ВЫБОР И РАСЧЕТ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
5.1. Расчет технологического оборудования следует производить с учетом коэффициента неравномерности питания, значения которого для основных аппаратов приведены в табл.11.
Таблица 11
|
Наименование оборудования и условия его загрузки (питания) |
Коэффициент неравномерности питания, |
|
Дробилки всех стадий дробления, стержневые, шаровые, рудно-галечные мельницы и мельницы самоизмельчения при непосредственной загрузке из бункеров и автоматическом регулировании загрузки, флотомашины |
0,98 |
|
Дробилки крупного дробления при их загрузке "в завал" непосредственно из автомашин или из жел. дорожных вагонов, а также питателями из безъемкостных воронок |
0,95 |
|
Дробилки среднего и мелкого дробления при каскадном их расположении и загрузке непосредственно надрешетным продуктом грохота, при отсутствии склада или емких бункеров между корпусом крупного дробления и корпусом среднего и мелкого дробления |
0,95 |
|
Мельницы доизмельчения промежуточных продуктов при отсутствии буферных емкостей (сгустителей) и автоматического регулирования загрузки |
0,95 |
Дробилки
5.2. В первой стадии дробления применять щековые или конусные дробилки крупного дробления. Щековые дробилки следует принимать к установке при небольшой и средней производительности, а также в случае дробления влажных, глинистых и вязких руд. При большой производительности и для дробления плитняковых руд более выгодной будет установка конусных дробилок.
При количестве щековых дробилок самого большого типоразмера больше двух следует устанавливать конусные дробилки.
Окончательное решение в пользу того или другого типа дробилки принимать после технико-экономического сравнения.
5.3. Производительность дробилок ![]() крупного дробления определять по их техническим характеристикам с учетом поправочных коэффициентов на условия работы по формуле:
крупного дробления определять по их техническим характеристикам с учетом поправочных коэффициентов на условия работы по формуле:
![]() , т/ч,
, т/ч,
где ![]() - производительность дробилки при заданной разгрузочной щели, м
- производительность дробилки при заданной разгрузочной щели, м![]() /ч;
/ч; ![]() - насыпная плотность, т/м
- насыпная плотность, т/м![]() ;
; ![]() ,
, ![]() ,
, ![]() - поправочные коэффициенты на условия работы. Принимать по табл.12.
- поправочные коэффициенты на условия работы. Принимать по табл.12.
Таблица 12
|
Коэффициент |
Руда | ||||||||||||||||
|
Крепость по шкале М.М.Протодьяконова, единиц | |||||||||||||||||
|
|
мягкая |
средней твердости |
твердая |
весьма твердая | |||||||||||||
|
5-10 |
10-15 |
15-18 |
18-20 | ||||||||||||||
|
Поправочный |
1,2 |
1,0 |
0,95 |
0,90 | |||||||||||||
|
Влажность руды, % | |||||||||||||||||
|
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 | ||||||||||
|
Поправочный |
1 |
1 |
0,95 |
0,9 |
0,85 |
0,8 |
0,75 |
0,65 | |||||||||
|
Содержание крупных классов | |||||||||||||||||
|
5 |
10 |
20 |
25 |
30 |
40 |
50 |
70 |
75 |
80 | ||||||||
|
Поправочный |
1,10 |
1,08 |
1,05 |
1,04 |
1,03 |
1,0 |
0,97 |
0,95 |
0,92 |
0,89 | |||||||
5.4. Вторую и третью стадии дробления проектировать в конусных дробилках для среднего и мелкого дробления. В третьей стадии дробления возможна установка конусных инерционных дробилок КИД, обеспечивающих высокую степень дробления в открытом цикле.
5.5. Производительность конусных дробилок ![]() среднего и мелкого дробления принимать по их техническим характеристикам с учетом поправочных коэффициентов на условия работы по формуле:
среднего и мелкого дробления принимать по их техническим характеристикам с учетом поправочных коэффициентов на условия работы по формуле:
![]() , т/ч,
, т/ч,
где ![]() - производительность дробилки при заданной загрузочной щели, м
- производительность дробилки при заданной загрузочной щели, м![]() /ч:
/ч: ![]() - насыпная плотность, т/м
- насыпная плотность, т/м![]() ;
; ![]() ,
, ![]() - поправочные коэффициенты на условия работы. Принимать по табл.13.
- поправочные коэффициенты на условия работы. Принимать по табл.13.
Таблица 13
|
Коэффициент |
Руда | |||||||
|
Крепость по шкале М.М.Протодьяконова, единиц | ||||||||
|
|
мягкая |
средней твердости |
твердая |
весьма твердая | ||||
|
|
5-10 |
10-15 |
15-18 |
18-20 | ||||
|
Поправочный |
1,1 |
1,0 |
0,75 |
0,65 | ||||
|
Дробление с предварительным грохочением |
Дробление без предварительного грохочения | |||||||
|
Номинальная крупность питания в долях ширины приемного отверстия дробилки |
Номинальная крупность питания в долях ширины приемного отверстия дробилки | |||||||
|
Поправка на крупность, |
0,8 |
0,6 |
0,3 |
0,8 |
0,65 |
0,55 |
0,45 |
0,35 |
|
(для КСД и КМД |
1,0 |
1,05 |
1,1 |
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
Отношение размера ячейки сит грохота к номинальной крупности продукта в разгрузке дробилки | ||||||||
|
Поправка на замкнутый цикл дробления |
0,3 |
0,5 |
0,7 |
0,9 | ||||
|
(для КМД) |
1,4 |
1,3 |
1,2 |
1,1 | ||||
Грохоты
5.6. Для предварительного грохочения руды перед первой стадией дробления устанавливать колосниковые грохоты.
5.7. Для операций предварительного и контрольного грохочения в схемах дробления следует применять инерционные грохоты тяжелого типа.
При переработке руд с повышенной влажностью и глинистостью в операциях предварительного грохочения перед средним дроблением для выделения готового по крупности продукта использовать двухситные грохоты или каскад из 2-х односитных грохотов типа ГИТ.
5.8. Горизонтальные инерционные грохоты с самобалансным вибратором устанавливать для классификации в замкнутом цикле с мельницами рудного самоизмельчения, с мельницами со стальной дробящей средой при измельчении руд, содержащих легкошламующиеся полезные минералы, для промывки глинистых руд при их подготовке к процессу разделения в тяжелых суспензиях, а также для отмывки утяжелителя.
5.9. Для мокрого грохочения тонкоизмельченных руд редких металлов, например, оловянных, применять дуговые сита и грохоты тонкого грохочения.
5.10. Производительность инерционных грохотов по исходному материалу ![]() следует определять по формуле:
следует определять по формуле:
![]() , т/ч,
, т/ч,
где ![]() - полезная площадь сита, м
- полезная площадь сита, м![]() ;
; ![]() - базисная удельная объемная производительность, м
- базисная удельная объемная производительность, м![]() /м
/м![]() ·ч по табл.14;
·ч по табл.14; ![]() - насыпная плотность материала, т/м
- насыпная плотность материала, т/м![]() ;
; ![]() - поправочные коэффициенты на условия работы принимать по табл.14.
- поправочные коэффициенты на условия работы принимать по табл.14.
Таблица 14
|
NN |
Показатели |
Размер отверстий сетки, мм | |||||||||||||||||
|
3,2 |
4 |
5 |
6 |
8 |
10 |
12 |
16 |
20 |
25 |
32 |
40 |
50 |
60 |
80 |
100 | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 | ||
|
1 |
Базисная удельная объемная производительность |
|
|
|
|
|
|
|
|||||||||||
|
|
|
7,0 |
8,5 |
9,8 |
11,3 |
14,2 |
17,0 |
20 |
26 |
- |
- |
- |
- |
- |
- |
- |
- | ||
|
|
|
- |
- |
- |
- |
- |
- |
- |
- |
29 |
31 |
34 |
38 |
42 |
46 |
55 |
64 | ||
|
2 |
Требуемая эффективность грохочения |
65 |
70 |
75 |
80 |
85 |
90 |
92 |
94 |
94 |
95 |
95 |
96 |
95 |
98 |
98 |
- | ||
|
|
Поправочный коэффициент на эффективность |
2,25 |
2,0 |
1,75 |
1,50 |
1,25 |
1,0 |
0,9 |
0,8 |
0,8 |
0,75 |
0,75 |
0,7 |
0,7 |
0,6 |
0,6 |
- | ||
|
3 |
Вид просеивающей поверхности |
Проволочные сита |
Перфорированные (штампованные) листовые решета |
Сита из резины и полиуретана | |||||||||||||||
|
Форма отверстий |
Квадратные |
Прямо- |
Квадрат- |
Круг- |
Квадратные |
Щеле- |
|||||||||||||
|
Поправочный коэффициент |
1,0 |
1,2 |
0,85 |
0,7 |
0,9 |
1,2 |
|||||||||||||
|
4 |
Параметр механического режима грохота |
6000 |
|
8000 |
9000 |
10000 |
12000 |
||||||||||||
|
Поправочный коэффициент |
|
|
|
||||||||||||||||
|
5 |
Форма зерен и кусков |
Многогранная (дробленая руда) |
Округлая (песчано-гравийная смесь) |
Плитни- |
|||||||||||||||
|
Поправочвый коэффициент |
1,0 |
1,2 |
0,8 |
||||||||||||||||
|
6 |
Расположение сетки в двухситном грохоте |
Верхнее сито |
Нижнее сито |
||||||||||||||||
|
Поправочный коэффициент |
1,0 |
0,7 |
|||||||||||||||||
|
7 |
Способ грохочения |
Сухое грохочение |
Грохочение с орошением |
||||||||||||||||
|
Поправочный коэффициент |
1,0 |
1,25-1,40 |
|||||||||||||||||
Мельницы
5.11. Стержневые мельницы применять в 1-ой стадии измельчения при обработке руд, содержащих легкошламующиеся полезные минералы (полиметаллические, свинцово-цинковые руды), а также при измельчении руд, обогащаемых гравитационными процессами (руды редких металлов).
5.12. При одностадиальном измельчении мелкодробленой руды до крупности 55% (60%) -0,074 мм применять шаровые мельницы с разгрузкой через решетку или с центральной разгрузкой в зависимости от требований, предъявляемых к гранулометрическому составу продукта измельчения, крупности исходного питания и схемам классификации. В тех случаях, когда переизмельчение продукта является вредным для последующей его обработки, применять мельницы с решеткой.
5.13. При необходимости тонкого измельчения - во второй и третьей стадии рудного измельчения стальной средой и для доизмельчения промпродуктов - устанавливать шаровые мельницы с центральной разгрузкой. Для доизмельчения промпродуктов применять удлиненные шаровые мельницы с соотношением диаметра к длине равным 1 к 2![]() 2,5.
2,5.
5.14. Для обогатительных фабрик большой производительности при одностадиальном измельчении мелкодробленой руды (не крупнее 13 мм) в аппаратах большой мощности рекомендуется применять шаровые мельницы с центральной разгрузкой, оборудованные бутарами, обеспечивающими надежную работу насосов, сопряженных с гидроциклонами.
5.15. Расчет стержневых и шаровых мельниц следует производить по удельной производительности и эффективности измельчения. Удельная производительность определяется по исходной руде или по вновь образованному расчетному классу на единицу рабочего объема барабана мельницы. Эффективность измельчения определяется в тоннах вновь образованного расчетного класса на 1 кВт·ч затраченной энергии. Удельная производительность и эффективность измельчения принимаются по результатам исследований измельчаемости руды или, исходя из удельной производительности, по вновь образованному классу эталонной мельницы, если известно значение коэффициента измельчаемости руды, намечаемой к переработке на проектируемой фабрике, по отношению к руде, измельчаемой на действующей эталонной фабрике. При грубом и среднем помоле за расчетный принимается класс минус 0,074 мм, при тонком и весьма тонком измельчении - минус 0,044 мм.
5.16. Расчет мельниц следует производить раздельно перед каждой стадией обогащения. На производительность мельниц помимо измельчаемости руды влияет эффективность классификации, а также выход хвостов, если в замкнутом цикле измельчения производится и операция обогащения.
5.17. При наличии значения удельной производительности эталонной мельницы и при известном коэффициенте измельчаемости удельная производительность выбираемой при проектировании мельницы должна быть рассчитана по формуле:
![]() ,
,
где ![]() - удельная производительность проектируемой мельницы, т/м
- удельная производительность проектируемой мельницы, т/м![]() час;
час;
![]() - то же для эталонной мельницы, т/м
- то же для эталонной мельницы, т/м![]() час;
час;
![]() - коэффициент, учитывающий различие в измельчаемой эталонной руде и руде, намеченной к переработке;
- коэффициент, учитывающий различие в измельчаемой эталонной руде и руде, намеченной к переработке;
![]() - коэффициент, учитывающий различие в типе эталонной и проектируемой к установке мельницы. Принимать по табл.15;
- коэффициент, учитывающий различие в типе эталонной и проектируемой к установке мельницы. Принимать по табл.15;
![]() - коэффициент, учитывающий различие в диаметрах эталонной и проектируемой к установке мельниц. Принимать по табл.16;
- коэффициент, учитывающий различие в диаметрах эталонной и проектируемой к установке мельниц. Принимать по табл.16;
![]() - коэффициент, учитывающий различие в длинах эталонной и проектируемой к установке мельниц. Принимать по табл.17;
- коэффициент, учитывающий различие в длинах эталонной и проектируемой к установке мельниц. Принимать по табл.17;
![]() - коэффициент, учитывающий различие скорости вращения эталонной
- коэффициент, учитывающий различие скорости вращения эталонной ![]() и проектируемой к установке мельниц
и проектируемой к установке мельниц ![]() , определять по формуле
, определять по формуле ![]() , где
, где ![]() и
и ![]() - соответственно скорости в % от критической;
- соответственно скорости в % от критической;
![]() - коэффициент, учитывающий различия объемного заполнения эталонной
- коэффициент, учитывающий различия объемного заполнения эталонной ![]() и проектируемой к установке мельниц
и проектируемой к установке мельниц ![]() , определять по формуле
, определять по формуле ![]() , где
, где ![]() и
и ![]() - соответственно степени заполнения мельниц шарами;
- соответственно степени заполнения мельниц шарами;
![]() - коэффициент, учитывающий различие в крупности исходного и конечного продуктов измельчения эталонной и проектируемой к установке мельниц. Учитывать по табл.18.
- коэффициент, учитывающий различие в крупности исходного и конечного продуктов измельчения эталонной и проектируемой к установке мельниц. Учитывать по табл.18.
Таблица 15
|
Тип мельницы |
Относительная производительность, |
|
Мельница с решеткой по отношению к мельнице с центральной разгрузкой |
1,1 |
|
Мельница с центральной разгрузкой по отношению к мельнице с решеткой |
0,9 |
Таблица 16
|
|
| |||||||||
|
900 |
1200 |
1500 |
2100 |
2700 |
3200 |
3600 |
4000 |
4500 |
5500 | |
|
900 |
1,00 |
1,16 |
1,30 |
1,54 |
1,75 |
1,88 |
2,00 |
2,1 |
2,24 |
2,47 |
|
1200 |
0,87 |
1,00 |
1,12 |
1,32 |
1,46 |
1,63 |
1,73 |
1,83 |
1,94 |
2,14 |
|
1500 |
0,77 |
0,89 |
1,00 |
1,18 |
1,34 |
1,46 |
1,55 |
1,63 |
1,73 |
1,91 |
|
2100 |
0,65 |
0,76 |
0,85 |
1,00 |
1,11 |
1,23 |
1,3 |
1,38 |
1,46 |
1,62 |
|
2700 |
0,58 |
0,66 |
0,75 |
0,88 |
1,00 |
1,09 |
1,15 |
1,22 |
1,29 |
1,43 |
|
3200 |
0,53 |
0,61 |
0,68 |
0,74 |
0,42* |
1,00 |
1,06 |
1,12 |
1,19 |
1,31 |
|
3600 |
0,50 |
0,58 |
0,64 |
0,76 |
0,87 |
0,94 |
1,00 |
1,05 |
1,12 |
1,24 |
|
4000 |
0,47 |
0,55 |
0,61 |
0,72 |
0,82 |
0,89 |
0,95 |
1,00 |
1,06 |
1,17 |
|
4500 |
0,45 |
0,52 |
0,58 |
0,68 |
0,77 |
0,84 |
0,89 |
0,94 |
1,00 |
1,11 |
|
5500 |
0,4 |
0,47 |
0,52 |
0,62 |
0,7 |
0,76 |
0,81 |
0,85 |
0,9 |
1,00 |
________________
* Соответствует оригиналу. - Примечание .
Примечание: Коэффициент вычислен по формуле:
 ,
,
где ![]() - диаметр барабана проектируемой мельницы;
- диаметр барабана проектируемой мельницы;
![]() - диаметр барабана эталонной мельницы с учетом толщины футеровки.
- диаметр барабана эталонной мельницы с учетом толщины футеровки.
Таблица 17
|
|
Длина проектируемой мельницы, мм | |||||||||||||
|
900 |
1200 |
1500 |
1600 |
1800 |
2100 |
2200 |
2400 |
3100 |
3600 |
4000 |
4500 |
5500 |
6000 | |
|
900 |
1,00 |
0,96 |
0,93 |
0,92 |
0,90 |
0,88 |
0,87 |
0,86 |
0,83 |
0,81 |
0,80 |
0,79 |
0,76 |
0,75 |
|
1200 |
1,04 |
1,00 |
0,97 |
0,96 |
0,94 |
0,92 |
0,91 |
0,90 |
0,87 |
0,85 |
0,83 |
0,82 |
0,80 |
0,79 |
|
1500 |
1,08 |
1,03 |
1,00 |
0,99 |
0,97 |
0,95 |
0,94 |
0,93 |
0,90 |
0,86 |
0,86 |
0,85 |
0,82 |
0,81 |
|
1600 |
1,09 |
1,04 |
1,01 |
1,00 |
0,98 |
0,96 |
0,95 |
0,94 |
0,91 |
0,89 |
0,87 |
0,86 |
0,83 |
0,82 |
|
1800 |
1,11 |
1,06 |
1,03 |
1,02 |
1,00 |
0,98 |
0,97 |
0,96 |
0,92 |
0,90 |
0,89 |
0,87 |
0,85 |
0,83 |
|
2100 |
1,14 |
1,09 |
1,05 |
1,04 |
1,02 |
1,00 |
0,99 |
0,98 |
0,94 |
0,92 |
0,91 |
0,89 |
0,87 |
0,85 |
|
2200 |
1,14 |
1,10 |
1,06 |
1,05 |
1,03 |
1,01 |
1,00 |
0,99 |
0,95 |
0,93 |
0,91 |
0,90 |
0,87 |
0,86 |
|
2400 |
1,16 |
1,11 |
1,07 |
1,06 |
1,04 |
1,02 |
1,01 |
1,00 |
0,96 |
0,94 |
0,93 |
0,91 |
0,88 |
0,87 |
|
3100 |
1,20 |
1,15 |
1,12 |
1,10 |
1,08 |
1,06 |
1,05 |
1,04 |
1,00 |
0,98 |
0,96 |
0,95 |
0,92 |
0,91 |
|
3600 |
1,23 |
1,18 |
1,14 |
1,13 |
1,11 |
1,08 |
1,08 |
1,06 |
1,02 |
1,00 |
0,98 |
0,97 |
0,94 |
0,93 |
|
4000 |
1,25 |
1,20 |
1,16 |
1,15 |
1,13 |
1,10 |
1,09 |
1,08 |
1,04 |
1,02 |
1,00 |
0,98 |
0,95 |
0,94 |
|
4500 |
1,27 |
1,22 |
1,18 |
1,17 |
1,15 |
1,12 |
1,11 |
1,10 |
1,06 |
1,03 |
1,02 |
1,00 |
0,97 |
0,96 |
|
5500 |
1,31 |
1,26 |
1,22 |
1,20 |
1,18 |
1,16 |
1,15 |
1,13 |
1,08 |
1,07 |
1,05 |
1,03 |
1,00 |
0,99 |
|
6000 |
1,33 |
1,27 |
1,23 |
1,22 |
1,20 |
1,17 |
1,16 |
1,15 |
1,10 |
1,08 |
1,06 |
1,04 |
1,01 |
1,00 |
Примечание: Коэффициент вычислен по формуле:  ,
,
где ![]() - удельная производительность по вновь образованному расчетному классу крупности, т/м
- удельная производительность по вновь образованному расчетному классу крупности, т/м![]() /ч;
/ч;
![]() - длина мельницы, мм;
- длина мельницы, мм;
1, 2 - индексы, соответственно относящиеся к проектируемой и эталонной мельницам.
Таблица 18
|
Крупность исходного питания, мм |
Значение коэффициента | |||||
|
40 |
48 |
60 |
72 |
85 |
95 | |
|
40-0 |
0,77 |
0,81 |
0,83 |
0,81 |
0,80 |
0,78 |
|
20-0 |
0,89 |
0,90 |
0,92 |
0,89 |
0,86 |
0,82 |
|
10-0 |
1,02 |
1,03 |
1,00 |
0,93 |
0,90 |
0,85 |
|
5-0 |
1,15 |
1,13 |
1,05 |
0,95 |
0,91 |
0,85 |
|
3-0 |
1,19 |
1,16 |
1,06 |
0,95 |
0,91 |
0,88 |
Примечание: значения ![]() для промежуточных значений крупностей исходного и конечного продуктов рассчитывать интерполяцией.
для промежуточных значений крупностей исходного и конечного продуктов рассчитывать интерполяцией.
5.18. Содержание класса минус 0,074 мм в конечном продукте измельчения, в зависимости от его номинальной крупности при отсутствии конкретных данных, надлежит принимать по табл.19.
Таблица 19
|
Номинальная крупность, мм |
0,6 |
0,45 |
0,30 |
0,20 |
0,15 |
0,10 |
0,74 |
|
Содержание класса минус 0,074 |
25-30 |
30-40 |
45-50 |
55-60 |
70-75 |
85-90 |
95 |
5.19. Расчет проектируемых мельниц самоизмельчения производится по результатам полупромышленных или промышленных испытаний в мельницах диаметром не менее 1,8 м по формуле:
 ,
,
где ![]() ,
, ![]() - производительности проектируемой и эталонной мельниц, т/час;
- производительности проектируемой и эталонной мельниц, т/час;
![]() ,
, ![]() - внутренние диаметры проектируемой и эталонной мельниц, мм;
- внутренние диаметры проектируемой и эталонной мельниц, мм;
![]() ,
, ![]() - длины проектируемой и эталонной мельниц, м.
- длины проектируемой и эталонной мельниц, м.
![]() 0,85;
0,85;
![]() 2,6 - для крепких кристаллических руд;
2,6 - для крепких кристаллических руд;
![]() 2,5 - для руд средней крепости с наличием разрушенных вмещающих пород;
2,5 - для руд средней крепости с наличием разрушенных вмещающих пород;
![]() 2,3-2,4 - для весьма глинистых разрушенных пород.
2,3-2,4 - для весьма глинистых разрушенных пород.
Классификаторы
5.20. Применение механических (спиральных) классификаторов в силу их большой металлоемкости, высокой стоимости и значительных габаритов для использования в замкнутом цикле с шаровыми мельницами не допускается.
5.21. Классификаторы применять в операциях обезвоживания продуктов и при их отмывке от реагентов после десорбции реагентами.
5.22. При выборе типоразмера классификатора для работы в замкнутом цикле с мельницей мокрого самоизмельчения необходимо проверить возможность их самотечного сопряжения.
Гидроциклоны
5.23. В операциях поверочной классификации продуктов измельчения при крупности питания флотации 50% -0,074 мм и тоньше следует, главным образом, применять гидроциклоны, как аппараты, обеспечивающие снижение капитальных затрат на оборудование и строительство зданий обогатительных фабрик.
5.24. В операциях контрольной классификации при установке в 1-ом приеме классификаторов следует применять только гидроциклоны.
5.25. Гидроциклоны применять для деления питания флотации на песковую и шламовую фракции при раздельном обогащении песков и шламов, для обезвоживания продуктов обогащения, а также в операциях обесшламования и отмывки от реагентов.
Флотомашины
5.26. Поток пульпы, поступающей в операцию флотации, рассчитывать по следующей формуле:
 , м
, м![]() /мин,
/мин,
где ![]() - суточная производительность по твердому, т/сутки;
- суточная производительность по твердому, т/сутки;
![]() - весовое отношение Ж:Т в пульпе;
- весовое отношение Ж:Т в пульпе;
![]() - плотность твердой фазы, т/м
- плотность твердой фазы, т/м![]() .
.
5.27. Тип флотационной машины с учетом назначения операции, для которой производится расчет гранулометрической характеристики материала, условий применения, выбирать согласно требований табл.20.
Таблица 20
|
Объем каме- |
Исполнение флотационной машины |
Рекомендуемая производи- |
Время пребыва- |
Содержание класса |
Операция флотации |
Условия применения флотационных машин |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Механические флотомашины | ||||||
|
0,2 |
прямоточное |
от 0,15 до 0,4 |
до 1,0 |
40 и выше |
|
|
|
|
камерное |
до 0,15 |
более 1,0 |
" |
перечистные, селективные |
Новые и реконструируемые фабрики |
|
0,4 |
прямоточное |
от 0,3 до 0,8 |
до 1,0 |
" |
|
|
|
|
камерное |
до 0,3 |
более 1,0 |
" |
|
|
|
1,2 |
прямоточное |
от 1,0 до 2,5 |
до 1,0 |
" |
межцикловые, основные, контрольные |
Новые и реконструируемые фабрики при отсутствии на них воздуходувного хозяйства |
|
|
камерное |
до 1,0 |
более 1,0 |
" |
||
|
3,2 |
прямоточное |
от 3,0 до 6,0 |
до 1,0 |
" |
перечистные, селективные |
Новые и реконструируемые фабрики |
|
|
камерное |
до 3,0 |
более 1,0 |
|
||
|
6,3 |
прямоточное |
от 5,5 до 12,0 |
до 1,0 |
" |
межцикловые, основные, контрольные, перечистные, селективные |
На реконструируемых фабриках при отсутствии на них воздуходувного хозяйства. |
|
|
камерное |
до 5,5 |
более 1,0 |
" |
|
Новые и реконструируемые фабрики |
|
Пневмомеханические флотомашины | ||||||
|
1,6 |
прямоточное без перегородок |
от 1,6 до 3,2 |
до 1,0 |
60 и выше |
перечистные, селективные |
Новые фабрики. Реконструируемые фабрики с низким расположением кровли |
|
3,2 |
" |
от 3,0 до 8,0 |
до 1,0 |
" |
основные и контрольные |
|
|
6,3 |
" |
от 6,0 до 14,0 |
до 1,0 |
" |
| |
|
8,5 |
прямоточное без перегородок |
от 6,0 до 17,0 |
до 1,0 |
40 и выше |
|
|
|
8,5 |
прямоточное с перегородками |
до 6,0 |
более 1,0 |
" |
межцикловые, основные, контрольные |
Реконструируемые фабрики |
|
12,5 |
прямоточное без перегородок |
от 10,0 до 25,0 |
до 1,0 |
" |
" |
" |
|
12,5 |
прямоточное с перегородками |
до 10,0 |
более 1,0 |
|||
|
16 |
прямоточное с перегородками |
до 20,0 |
более 0,7 |
40 и выше (по данным фирмы Оутокумпу) |
Основные и контрольные |
Реконструируемые фабрики с низким расположением кровли. Фабрики, где требуется закрытое расположение камер. При обильном ценообразовании и подвижной пене |
|
25 |
прямоточное без перегородок |
от 25,0 до 50,0 |
до 1,0 |
40 и выше |
|
|
|
25 |
прямоточное с перегородками |
до 25,0 |
более 1,0 |
" |
межцикловые, основные, контрольные |
Новые и реконструируемые фабрики с высоким расположением кровли |
|
40 |
прямоточное без перегородок |
от 40,0 до 80,0 |
до 1,0 |
" |
" |
" |
|
40 |
прямоточное с перегородками |
до 40,0 |
более 1,0 |
" |
" |
" |
|
Пневматические флотомашины | ||||||
|
10 |
камерное |
до 3,0 |
|
60 и выше |
В основной и контрольной операциях флотации на рудах, время флотации которых позволяет устанавливать последовательно не более трех камер |
На фабриках с выходом пенного продукта более 5% |
|
40 |
камерное |
до 8,0 |
|
" |
| |
|
80 |
камерное |
до 8,0 |
|
" |
В голове процесса и для извлечения полезных компонентов из хвостов на фабриках с недостаточным фронтом флотации и ограниченной производственной площадью |
На фабриках с выходом пенного продукта менее 5% |
|
100 |
камерное |
до 8,0 |
|
" |
| |
5.28. Число ниток механических и пневмомеханических флотомашин принимать из условия обеспечения максимального потока пульпы в питании головной камеры.
Число ниток пневматических чановых машин определять, исходя из верхнего предела рекомендуемой их производительности, и установки в одной нитке, как правило, не более 3 камер.
5.29. По величине потока пульпы в головную камеру согласно объему камеры выбирать флотомашины для проектируемой фабрики.
5.30. Величину потока пульпы в головную камеру одной нитки определять по формуле
![]() , м
, м![]() /мин,
/мин,
где ![]() - число ниток.
- число ниток.
Для всесторонней оценки рекомендуется выполнить сравнительный расчет для вариантов установки импеллерных машин в одну или две нитки.
5.31. Для всех отобранных для расчета размеров флотомашин производить определение времени пребывания пульпы в головной камере ![]() по формуле
по формуле
![]() , мин,
, мин,
где ![]() - полезный объем камеры.
- полезный объем камеры.
5.32. Для механических флотационных машин на потоках питания, соответствующих ![]() более 1 мин, применять машины камерного исполнения, а на потоках со значениями
более 1 мин, применять машины камерного исполнения, а на потоках со значениями ![]() менее 1 мин - прямоточного исполнения.
менее 1 мин - прямоточного исполнения.
5.33. Для пневмомеханических флотомашин на потоке с* менее 1 мин применять машины без межкамерных перегородок, а при ![]() более 1 мин - машины с межкамерными перегородками, частично изолирующими камеры друг от друга.
более 1 мин - машины с межкамерными перегородками, частично изолирующими камеры друг от друга.
________________
* Текст соответствует оригиналу. - Примечание .
С учетом данных табл.20 (графа 3) для выбранных вариантов исполнения машин из расчета исключить размеры, которые по пропускной способности не соответствуют величине потока в головную камеру.
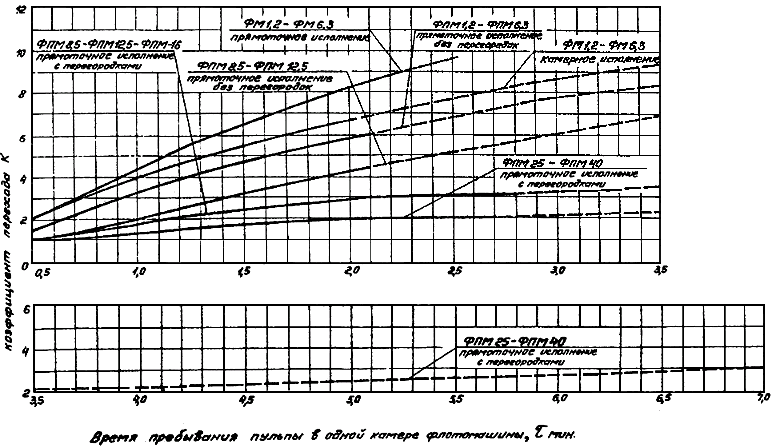
5.34. Для учета влияния типа и исполнения флотомашины, масштабов испытаний, при которых велись исследования на обогатимость (лабораторные, полупромышленные или промышленные) следует вводить коэффициент перехода от периодического режима флотации к непрерывному - ![]() . Он определяется по зависимостям рис.8, полученным на основании обобщения промышленных данных эксплуатации механических и пневмомеханических флотомашин различных размеров при переработке руд цветных и редких металлов для операций межцикловой, основной и контрольной флотации. Сплошные части этих кривых отражают усредненные данные более 50 промышленных испытаний. Пунктирные части кривых построены методом экстраполяции.
. Он определяется по зависимостям рис.8, полученным на основании обобщения промышленных данных эксплуатации механических и пневмомеханических флотомашин различных размеров при переработке руд цветных и редких металлов для операций межцикловой, основной и контрольной флотации. Сплошные части этих кривых отражают усредненные данные более 50 промышленных испытаний. Пунктирные части кривых построены методом экстраполяции.
Рис.8. Зависимость ![]() от
от ![]() для флотационных машин различных типов
для флотационных машин различных типов
5.35. С учетом коэффищиента ![]() время флотации в промышленных машинах в непрерывном режиме
время флотации в промышленных машинах в непрерывном режиме ![]() принимать:
принимать:
![]() ,
,
где ![]() - время флотации в лабораторной периодической машине механического типа, мин.
- время флотации в лабораторной периодической машине механического типа, мин.
5.36. При реконструкции фабрик с установкой других типов машин время флотации подсчитывать по формуле:
![]() ,
,
где ![]() - требуемое после реконструкции время флотации, мин;
- требуемое после реконструкции время флотации, мин; ![]() - фактическое время флотации в одной нитке флотационных машин, установленных на фабрике до реконструкции, мин;
- фактическое время флотации в одной нитке флотационных машин, установленных на фабрике до реконструкции, мин; ![]() - коэффициент перехода для вновь устанавливаемых машин при времени пребывания пульпы в камере -
- коэффициент перехода для вновь устанавливаемых машин при времени пребывания пульпы в камере - ![]() ;
; ![]() - коэффициент перехода для установленных на фабрике до реконструкции флотационных машин при фабричном времени пребывания пульпы в камере -
- коэффициент перехода для установленных на фабрике до реконструкции флотационных машин при фабричном времени пребывания пульпы в камере - ![]() .
.
Коэффициенты ![]() и
и ![]() определять по графикам рис.8.
определять по графикам рис.8.
5.37. Для каждого выбранного типоразмера флотационной машины необходимое к установке число камер подсчитывать по формуле:
![]() ,
,
где ![]() - требуемое для операций флотации число камер в нитке;
- требуемое для операций флотации число камер в нитке; ![]() - объем пульпы, поступающей в одну нитку, м
- объем пульпы, поступающей в одну нитку, м![]() /мин;
/мин; ![]() - время флотации, необходимое для получения заданного извлечения в рассматриваемой операции, мин;
- время флотации, необходимое для получения заданного извлечения в рассматриваемой операции, мин; ![]() - полезный объем одной камеры флотомашины, м
- полезный объем одной камеры флотомашины, м![]() .
.
5.38. Количество камер для механических и пневмомеханических флотационных машин в операциях основной и контрольной флотации должно быть не менее 4.
Для пневматических машин чанового типа оптимальное количество камер в нитке составляет, как правило, 3.
5.39. Выбор и расчет необходимого количества флотомашин пенной сепарации следует производить, исходя из тоннажа по сухому твердому материалу, поступающему в операцию, производительности аппарата, указанной в технической характеристике, и необходимого времени флотации.
5.40. Перемешивание пульпы, агитацию флотационными реагентами производить в специальных контактных чанах. Аэрацию пульпы производить либо в контактных чанах, либо в специальных емкостях, оборудованных системами диспергирования воздуха (газа).
5.41. Расчет объема контактных чанов ![]() , м
, м![]() и аэраторов вести, исходя из полного потока пульпы
и аэраторов вести, исходя из полного потока пульпы ![]() , м
, м![]() /мин и требуемого времени контактирования пульпы с реагентами или воздухом (газом)
/мин и требуемого времени контактирования пульпы с реагентами или воздухом (газом) ![]() (мин) по формуле:
(мин) по формуле: ![]() .
.
Оборудование для обесшламливания и обезвоживания концентратов и промпродуктов
5.42. Сгущение концентратов и промежуточных продуктов производить в стандартных радиальных сгустителях и в сгустителях пластинчатого типа*, а обесшламливание - в гидроциклонах, сгустителях и гидросепараторах.
_______________
* Сгустители пластинчатого типа находятся в стадии промышленных испытаний.
Для разгрузки сгустителей применять центробежные насосы с регулируемым числом оборотов для их использования в системе автоматического поддержания плотности песков.
5.43. Определение необходимой площади сгущения и выбор удельных нагрузок по твердому при сгущении следует производить по нормам удельной производительности. Нормы удельной производительности при сгущении концентратов приведены в табл.21.
Таблица 21
|
Концентраты |
Содержание класса |
Содержание твердого |
Удельная производительность, т/м | |
|
в сгущенном продукте, % |
в сливе, г |
|||
|
1 |
2 |
3 |
4 |
5 |
|
Свинцовые |
55-65 |
50-60 |
0,1 |
до 1,5 |
|
|
90-95 |
65-75 |
0,15-0,28 |
0,7-0,8 |
|
|
85-95% -0,044 мм |
65-75 |
0,5-0,6 | |
|
Цинковые |
75-80 |
60-70 |
0,15 |
1,0 |
|
|
85-90 |
60-75 |
0,15 |
0,7-0,9 |
|
|
85-95% -0,044 мм |
50-60 |
- |
0,3-0,4 |
|
Медные |
65-80 |
65-70 |
до 5 |
1,5 |
|
|
80-85 |
45-65 |
0,05-0,28 |
0,3-0,5 |
|
|
90-95 |
65-70 |
0,16 |
0,4 |
|
|
90-98% -0,044 мм |
60-70 |
1-10 |
0,6-0,7 |
|
Медно-никелевые |
75 |
65-70 |
- |
1,25 |
|
|
73-78% -0,044 мм |
55-70 |
|
1,1 |
|
Никелевый |
75-80% -0,044 мм |
60-65 |
до 1 |
1,1 |
|
Пиритные |
75-85 |
70-75 |
20-150 |
2,2-4,0 |
|
|
85-90 |
60 |
до 50 |
1,0 |
|
|
65-70% -0,044 мм |
70-75 |
до 150 |
1,97 |
|
Апатитовые |
40-45 |
50-60 |
до 5 |
3,6 |
|
|
75 |
50 |
2,7 |
4,8 |
|
Баритовый |
90-95% -0,044 мм |
60-65 |
0,5 |
1,3-1,4 |
|
Сурьмяный |
85 |
50 |
0,002 |
0,5-0,6 |
|
Флюоритовые |
55-60 |
60-70 |
1 |
1-2 |
|
Железные (магнетитовые) |
60 |
65 |
0,1-0,2 |
8 |
|
80 |
60 |
- |
3 | |
|
|
75% -0,063 мм |
55 |
0,1 |
6,5 |
|
Титано-магнетитовые |
70-75 |
45-60 |
0,2-0,7 |
6-10 |
|
75-90% -0,044 мм |
45-60 |
0,09-0,4 |
5-8,5 | |
|
Молибденовые |
до 98 |
40-45 |
0,6 |
0,2 |
5.44. Требования по выбору типа вакуум-фильтра в зависимости от характеристики фильтруемого концентрата приведены в табл.22.
Таблица 22
|
Предел крупности |
Материал (скорость осаждения частиц преобладающего класса крупности) |
Содержание твердого в питании, % |
Минимальная толщина кека, мм |
Тип фильтра |
Основное преимущество аппарата |
|
15-35% класса -0,074 мм верхний предел крупности не ограничен |
Зернистый |
70-80 |
- |
Ленточный и карусельный |
Наиболее удобны для промывки, особенно - ленточные |
|
От 35 до 65% класса |
Неоднородной крупности (более 8 мм/с) |
50 |
10-12 |
Барабанный: с внутренней фильтрующей поверхностью |
|
|
От 65% до класса |
Мелко- и тонкоизмельченный (не более 18 мм/с) |
30-70 |
5 |
с наружной фильтрующей поверхностью |
Технологическая гибкость |
|
От 65% класса -0,074 мм и выше (лучше до 90-95% класса -0,044 мм)* |
Мелко- и тонкоизмельченный (не более 18 мм/с) |
50-70 |
8 |
Дисковый |
Наименьшая площадь пола на единицу фильтрующей поверхности |
_______________
* Возможна подача питания с содержанием 30% класса -0,074 мм.
5.45. Расчет требующейся фильтрующей поверхности производить по нормам удельной производительности. Нормы удельной производительности вакуум-фильтров приведены в табл.23; нормы расхода воздуха для выбора вакуум-насосов и воздуходувок - в табл.24 и 25.
Таблица 23
|
Концентраты |
Содержание класса -0,074 мм |
Содержание твердого в питании, % |
Удельная производительность, т/м |
Влажность кека, % |
|
1 |
2 |
3 |
4 |
5 |
|
Свинцовые |
55-65 |
50-60 |
0,12-0,15 |
9-12 |
|
|
90-95 |
65-75 |
0,15-0,20 |
10-12 |
|
|
85-95% -0,044 мм |
65-75 |
0,22 |
10-12 |
|
Цинковые |
75-80 |
65-70 |
0,23 |
11,0-12,5 |
|
|
85-90 |
45-65 |
0,1-0,15 |
14-16 |
|
|
85-95% -0,044 мм |
50-60 |
0,1-0,2 |
15-18 |
|
Медные |
65-80 |
65-70 |
0,1-0,2 |
12-14 |
|
|
80-85 |
45-65 |
0,05-0,1 |
10-11 |
|
|
90-95 |
65-70 |
0,1-0,28 |
12-14 |
|
|
90-98% -0,044 мм |
60-70 |
0,1-0,25 |
14-16 |
|
Медно-никелевые |
75 |
60-70 |
0,22-0,46 |
17-19 |
|
73-78% -0,044 мм |
65-70 |
0,35 |
15 | |
|
Никелевый |
75-80% -0,044 мм |
60-65 |
0,2 |
17 |
|
Сурьмяный |
85 |
50 |
0,05 |
15-25 |
|
Баритовый |
90-95% -0,044 мм |
60-65 |
0,133 |
9-9,5 |
|
Флюоритовый |
55-60 |
60-70 |
0,125-0,2 |
12-14 |
|
Железные (магнетитовый) |
50-52 |
61 |
0,6 |
10,8 |
|
|
60 |
55 |
0,5-0,6 |
9,0 |
|
|
65 |
50-65 |
до 1,5 |
10,2-11 |
|
|
90 |
50-58 |
0,5-0,7 |
9-10 |
|
|
95-96 |
45-50 |
0,4-0,55 |
9,5-9,6 |
|
|
72-80% -0,063 мм |
56-64 |
0,44-0,69 |
9,8 |
|
|
97-98% -0,05 мм |
50-60 |
0,2-0,36 |
11-11,8 |
|
|
80-94% -0,044 мм |
46-58 |
0,44-0,52 |
8,7-9,5 |
|
Гематито-магнетитовый |
30,2% |
55-60 |
1,9-2,0 |
8 |
|
Обжигмагнитный |
35-45 |
92-94 |
0,4-0,5 |
9,5-11 |
|
Титано-магнетитовые |
70-75 |
45-60 |
0,4 |
9,5-9,8 |
|
75-90% -0,044 мм |
45-60 |
0,35 |
9,5-10,0 | |
|
Пиритные |
75-85 |
70-75 |
0,3-0,5 |
12-14 |
|
|
85-90 |
60 |
0,35 |
12-15 |
|
|
65-70% -0,044 мм |
70-75 |
0,3 |
11-13 |
|
Молибденовые |
до 98 |
20-25 |
0,06 |
16-18 |
|
|
85-90 |
52-54 |
0,08-0,1 |
20-24 |
|
|
75-80 |
20 |
0,2-0,3 |
12-14 |
Таблица 24
|
Тип вакуум-фильтра |
Производительность вакуум-фильтра по сухому осадку, т/м | ||
|
|
0,2 |
0,2-0,8 |
0,8 |
|
1 |
2 |
3 |
4 |
|
Барабанный с наружной фильтрующей поверхностью |
0,3-0,8 |
0,8-1,5 |
1,5-3,0 |
|
Дисковый |
0,5-1,0 |
1,0-1,5 |
1,5-2,5* |
|
_______________ * для магнетитового концентрата - до 3,2 м | |||
|
Барабанный с внутренней фильтрующей поверхностью |
0,5-1,0 |
1,0-1,7 |
1,7-2,5 |
|
Ленточный |
- |
1-2 |
2,0-5,0 |
|
Карусельный |
- |
1-2 |
2,0-3,0 |
Примечания: 1. Растрескивание осадка повышает расход воздуха в 1,2-1,8 раза;
2. При промывке осадка на фильтре расход воздуха снижается в 1,2-1,3 раза;
3. Расходы воздуха указаны при разрежении всасывания у вакуум-насоса.
Таблица 25
|
Тип фильтра |
Расход сжатого воздуха, м | |
|
обычная отдувка |
импульсная отдувка | |
|
Барабанный с наружной фильтрующей поверхностью |
0,2-0,4 |
0,05-0,2 |
|
Барабанный с внутренней фильтрующей поверхностью |
0,5-1,0 |
0,3-0,5 |
|
Дисковый |
0,4-0,8 |
0,2-0,4 |
Примечания: 1. Большие значения расхода воздуха берутся для неплотных фильтровальных тканей и при фильтрации через сетку;
2. Меньшие значения - в случае применения плотных тканей.
5.46. Вакуум при фильтрации рекомендуется принимать в пределах до 80% от абсолютного давления воздуха на отдувке кека - от 0,25 до 0,5 кг/см![]() .
.
5.47. Выбор схемы вакуум-фильтровальной установки должен учитывать конкретные условия производства. Схемы фильтровальных установок отличаются способом отвода фильтрата из ресиверов - принудительно или самотеком, а также отвода фильтрата из зон набора и подсушки кека - раздельно или совместно.
При самотечном отводе фильтрата из ресивера длина барометрической трубы должна соответствовать рабочему разрежению.
Принципиально возможна групповая компоновка нескольких фильтров на один ресивер большого объема.
5.48. Схема фильтрации с самотечным отводом фильтрата из ресиверов более надежна в технологическом отношении, однако ее применение приводит к большим по сравнению со схемой с принудительным отводом фильтрата капитальным затратам, вызываемым необходимостью расположения площадки вакуум-фильтров и ресиверов на высоте гидрозатвора (не менее 9 м), над отметкой пола отделения фильтрации. Окончательное решение в пользу той или другой схемы рекомендуется принимать после технико-экономического сравнения.
5.49. При промывке кека применять раздельный отвод фильтрата из зон набора и подсушки. Для удаления маточного раствора и промывной жидкости устанавливать отдельные ресиверы, подсоединяемые к соответствующим патрубкам распределительных головок фильтра. Фильтрат из ресиверов удалять раздельно.
Тяжелосредные сепараторы
5.50. Выбор и расчет сепараторов для обогащения руд в тяжелых суспензиях, а также оборудования для дренажа суспензии, отмывки утяжелителя и размагничивания регенерированной суспензии производить в соответствии с их техническими характеристиками.
5.51. Расчет электромагнитных сепараторов для регенерации суспензии производить в следующем порядке:
- определяется масса регенерируемого утяжелителя (ферросилиция) ![]() по формуле
по формуле
 , т/ч,
, т/ч,
где ![]() ,
, ![]() - плотность утяжелителя и суспензии;
- плотность утяжелителя и суспензии; ![]() - расход регенерированной суспензии, м
- расход регенерированной суспензии, м![]() /ч.
/ч.
![]() определяется по формуле
определяется по формуле
![]() , м
, м![]() /ч,
/ч,
где ![]() - производительность тяжелосредного сепаратора по руде, т/ч;
- производительность тяжелосредного сепаратора по руде, т/ч; ![]() - влажность руды в долях ед.;
- влажность руды в долях ед.; ![]() - плотность регенерированной суспензии (концентрата электромагнитных сепараторов).
- плотность регенерированной суспензии (концентрата электромагнитных сепараторов).
- по известной ![]() и технической характеристике электромагнитного сепаратора определяется их количество.
и технической характеристике электромагнитного сепаратора определяется их количество.
Отсадочные машины
5.52. Отсадочные машины с подвижным решетом принять в основных операциях на классифицированном материале. Однако в этом случае перед отсадкой необходимо удалить из исходного питания класс крупности 2-0 мм.
5.53. Диафрагмовые отсадочные машины применять для предварительного обогащения и для получения готовых концентратов при извлечении из оловянных руд крупнозернистого касситерита. Более крупную руду перед отсадкой необходимо подвергать грохочению на отдельные классы, а мелкую - классификации или обесшламливанию. Грохочение производят по крупности 3(2) мм и более, а классификацию - по крупности 0,5 мм. На диафрагмовых отсадочных машинах производить отсадку золотосодержащих руд и лежалых хвостов амальгамации в циклах измельчения для получения чернового концентрата.
5.54. Для выбора отсадочной машины пользоваться табл.26.
Таблица 26
|
Способ создания колебания среды |
Обогащаемый материал |
Крупность материала, мм |
Производительность, т/ч |
|
Движением решета |
Вольфрамовая руда |
3/2-40 |
до 25 |
|
Движением конических днищ или диафрагмами |
Оловянная и вольфрамовая руды, золотосодержащие россыпи, руды редких металлов |
0,5-15(30) |
до 55 |
|
Пульсирующей подачей сжатого воздуха |
Оловянная и вольфрамовая руды, золотосодержащие россыпи, руды редких металлов |
0,5-4(60) |
до 125 |
Концентрационные столы
5.55. Концентрацию на столах применять для обогащения руд олова, вольфрама, редких и благородных металлов крупностью 0,01-3 мм. Концентрационные столы использовать в циклах гравитационной доводки черновых концентратов, подученных на шлюзах, а также для обработки продуктов гидравлической классификации при комбинированной гравитационно-флотационной схеме обогащения руд.
5.56. Для получения высоких технологических результатов осуществлять обесшламливание в гидроциклонах, механических классификаторах и конусах, сгущение с оптимальным содержанием твердого в питании 20-25% и классификацию материала на гидравлических классификаторах с получением 4-6 классов, каждый из которых обогащается отдельно.
5.57. Для ориентировочного определения оптимальной производительности ![]() концентрационного стола любого размера при работе на рудах различной плотности пользоваться формулой:
концентрационного стола любого размера при работе на рудах различной плотности пользоваться формулой:
 , т/ч,
, т/ч,
где ![]() ,
, ![]() ,
, ![]() - плотность руды, тяжелой и легкой фракций, г/см
- плотность руды, тяжелой и легкой фракций, г/см![]() ;
;
![]() - площадь деки при оптимальном отношении длины к ширине, м
- площадь деки при оптимальном отношении длины к ширине, м![]() ;
;
![]() - средний диаметр частиц обогащаемого материала, мм;
- средний диаметр частиц обогащаемого материала, мм;
![]() - число дек.
- число дек.
Винтовые сепараторы
5.58. На флотационных обогатительных фабриках винтовые сепараторы применять при извлечении олова и редких металлов в голове процесса флотации, в замкнутом цикле измельчения и для дообогащения флотационных хвостов.
Производительность винтовых сепараторов ![]() определять по формуле:
определять по формуле:
![]() ,
,
где ![]() - коэффициент, зависящий от обогатимости материала (для труднообогатимых руд
- коэффициент, зависящий от обогатимости материала (для труднообогатимых руд ![]() принимается 0,4, для легкообогатимых - 0,7, среднее значение 0,6);
принимается 0,4, для легкообогатимых - 0,7, среднее значение 0,6); ![]() ,
, ![]() ,
, ![]() - плотность соответственно исходного материала, тяжелых и легких минералов, т/м
- плотность соответственно исходного материала, тяжелых и легких минералов, т/м![]() ;
; ![]() - диаметр сепаратора, м;
- диаметр сепаратора, м; ![]() - число желобов;
- число желобов; ![]() - максимальный размер частиц обогащаемого материала.
- максимальный размер частиц обогащаемого материала.
Сушильное оборудование
5.59. Расчет сушильных барабанов заключается в определении необходимого суммарного объема сушильного пространства. Объем сушилок следует подсчитывать по допустимой напряженности по испаряемой влаге, которая зависит от свойств материала, подвергаемого сушке, его начальной и конечной влажности, температуры газов на входе в сушилку и выходе из нее, типа сушилки, скорости потока газа и качества топлива. Конечную влажность принимать в соответствии с требованиями технологии последующей обработки или требованиями ГОСТа или ТУ. Напряженности барабанных сушилок прямого действия по испаряемой влаге приведены в табл.27.
Таблица 27
|
Сушимый материал |
Влажность материала, % |
Температура газа, градус |
Крупн. материала, мм |
Напряженность, кг/м | ||
|
исходн. |
после сушки |
поступ. в сушилку |
выход из сушилки |
|||
|
Сульфидные к-ты |
12,0 |
3,0 |
500-600 |
100 |
0,1-0 |
60-70 |
|
Окисленные медные к-ты |
30 |
4 |
800 |
100 |
0,1-10 |
90-100 |
Резервирование оборудования
5.60. Резерв основного технологического оборудования предусматривать: для грохотов - при установке их в отдельно стоящих зданиях (15-20%), гидроциклонов и связанных с ними насосов (100%), насосов для перекачки продуктов обогащения (100%), воздуходувок для флотомашин и вакуум-насосов для фильтрации концентратов (15-20%).
6. ВНУТРИФАБРИЧНЫЙ НЕПРЕРЫВНЫЙ ТРАНСПОРТ
Конвейерный транспорт
6.1. Угол наклона конвейера (участка) с гладкой лентой может быть до 16-20°, этот угол зависит от свойств груза и степени заполнения и желобчатости ленты, наличия подпора груза и бортов и др.
6.2. Радиусы криволинейных выпуклых и вогнутых участков не должны быть менее рекомендуемых или получаемых расчетом. Вогнутые участки должны проверяться расчетом при пусковом режиме.
6.3. Для конвейеров длиной от 200 до 500 м применять резинотканевые ленты, для конвейеров большей длины - резинотросовые. Применение резинотросовых лент для трасс с криволинейным выпуклым участком - недопустимо.
6.4. Для промежуточной разгрузки конвейеров применять разгрузочные тележки, плужковые сбрасыватели принимать в исключительных случаях.
6.5. Расчетная производительность конвейеров не должна быть больше максимально допустимой объемной производительности ![]() , значения которой в зависимости от ширины ленты
, значения которой в зависимости от ширины ленты ![]() , угла наклона конвейера
, угла наклона конвейера ![]() и угла наклона боковых роликов роликоопор
и угла наклона боковых роликов роликоопор ![]() при скорости ленты
при скорости ленты ![]() =1,0 м/с приведены в табл.28.
=1,0 м/с приведены в табл.28.
Таблица 28
|
Угол наклона конвейера, |
Угол |
(м | |||||||
|
500 |
650 |
800 |
1000 |
1200 |
1400 |
1600 |
2000 | ||
|
0-10 |
0 |
37 |
62 |
95 |
150 |
215 |
290 |
380 |
590 |
|
20 |
75 |
125 |
190 |
295 |
425 |
580 |
755 |
1180 | |
|
30 |
86 |
145 |
220 |
340 |
490 |
665 |
870 |
1360 | |
|
11-15 |
0 |
35 |
60 |
90 |
140 |
200 |
275 |
360 |
560 |
|
20 |
70 |
120 |
180 |
280 |
405 |
550 |
720 |
1120 | |
|
|
30 |
80 |
140 |
210 |
325 |
460 |
635 |
830 |
1290 |
|
16-20 |
0 |
32 |
55 |
85 |
130 |
190 |
255 |
335 |
520 |
|
20 |
65 |
110 |
170 |
260 |
375 |
510 |
665 |
1040 | |
|
|
30 |
75 |
130 |
195 |
300 |
430 |
590 |
765 |
1200 |
6.6. Угол естественного откоса груза в покое принимать 35-40°. Производительности при скоростях ленты, отличающихся от ![]() =1,0 м/с, получать путем умножения табличных значений на значения фактической скорости.
=1,0 м/с, получать путем умножения табличных значений на значения фактической скорости.
6.7. Для уменьшения просыпи груза с ленты, а также повышения устойчивости ленты против ее схода, роликоопоры применять с углом наклона боковых роликов 30°.
6.8. Для обеспечений лучших условий уборки просыпи и пыли из-под конвейера, а также улучшения условий эксплуатаций галерей применять подвеску конвейеров к покрытию галерей.
6.9. Расчет, выбор оборудования, ленты, средств автоматизации и техники безопасности производить в соответствии с действующими ГОСТами, Едиными правилами безопасности при дроблении, сортировке, обогащении полезных ископаемых и окусковании руд и концентратов, СНиПами, ТУ, нормалями и пособиями.
Гидротранспорт продуктов обогащения
6.10. Необходимый напор для принудительного гидротранспорта определять по формуле:
![]() ,
,
где ![]() - необходимый напор, м;
- необходимый напор, м; ![]() - плотность пульпы, кг/м
- плотность пульпы, кг/м![]() ;
; ![]() - плотность жидкой фазы, кг/м
- плотность жидкой фазы, кг/м![]() ;
; ![]() - геодезический перепад отметок между конечной и начальной точками пульповода, м;
- геодезический перепад отметок между конечной и начальной точками пульповода, м; ![]() - длина трубопровода, м;
- длина трубопровода, м; ![]() - коэффициент, учитывающий местные потери, принимать от 1,25 до 1,5;
- коэффициент, учитывающий местные потери, принимать от 1,25 до 1,5; ![]() - удельные гидравлические потери рассчитывать по формуле
- удельные гидравлические потери рассчитывать по формуле ![]() , где
, где ![]() - удельные гидравлические потери.
- удельные гидравлические потери.
При ![]() 0 самотечный транспорт обеспечен, если
0 самотечный транспорт обеспечен, если ![]() 0 - нет, т.е. необходима установка насоса.
0 - нет, т.е. необходима установка насоса.
6.11. Диаметр трубопровода подбирать по условию обеспечения скорости пульпы не ниже критической, при которой не происходит заиление трубопровода при заданной плотности пульпы и крупности твердых частиц*.
_______________
* Для технологических трубопроводов допускается работа с частичным заилением, снижающим износ труб.
6.12. Для ориентировочных расчетов критической скорости (![]() ) при крупности частиц от 0,05 до 0,5 мм и расходах от 0,2 до 1,0 м
) при крупности частиц от 0,05 до 0,5 мм и расходах от 0,2 до 1,0 м![]() /c пользоваться формулой:
/c пользоваться формулой:
 *, м/с,
*, м/с,
где ![]() - ускорение силы тяжести, м/с
- ускорение силы тяжести, м/с![]() ;
; ![]() - средневзвешенный диаметр твердых частиц, мм;
- средневзвешенный диаметр твердых частиц, мм; ![]() ,
, ![]() ,
, ![]() - плотность твердой, жидкой фазы и пульпы соответственно, кг/м
- плотность твердой, жидкой фазы и пульпы соответственно, кг/м![]() .
.
_______________
* Формула соответствует оригиналу. - Примечание .
6.13. Характеристику напорного трубопровода строить по данным необходимого напора, определяемого по формуле расчета при различных расходах пульпы больше критического, определяемого по формуле
![]() ,
,
где ![]() - критическая скорость потока пульпы, м/с;
- критическая скорость потока пульпы, м/с; ![]() - диаметр трубопровода, м.
- диаметр трубопровода, м.
Рекомендуется принимать насос, точка пересечения характеристики которого с характеристикой трубопровода (режимная точка) соответствует расчетному расходу пульпы или превышает его не более, чем на 20-30%. При этом необходимо учитывать, что по мере износа приточной части насоса его характеристика снижается.
При превышении расхода насоса над расчетным более чем на 20-30% применять снижение характеристики насоса путем уменьшения числа оборотов двигателя или путем изменения диаметра рабочего колеса насоса.
7. КОНТРОЛЬ КАЧЕСТВА ПРОДУКТОВ И ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ОБОГАЩЕНИЯ
7.1. Система контроля должна обеспечивать количественный учет и качественный контроль обогащения руд на обогатительной фабрике с целью:
- составления технологического и товарного баланса основных металлов;
- оценки качества отгружаемых товарных концентратов по содержанию основных и примесных металлов;
- оперативного технологического контроля за ходом процессов обогащения.
При одновременном проектировании АСУТП и АСАК задачи оперативного технологического контроля решаются техническими средствами АСАК и АСУТП.
7.2. В схеме контроля должны быть предусмотрены точки отбора проб или замера контролируемых параметров непосредственно в технологическом потоке для качественного контроля за ходом и результатами обогащения руды согласно рис.9, а также взвешивания дробленой руды, поступающей в бункера (на склад) главного корпуса и перед каждой рудной мельницей.
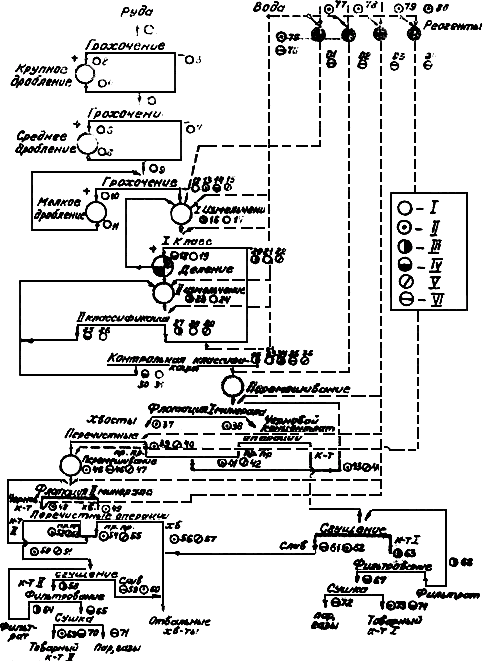
Рис.9. Схема опробования и контроля на флотационной обогатительной фабрике:
I - ситовый и седиментационный анализы (N 1![]() 12, 17, 19, 21, 24, 26, 28, 31, 33);
12, 17, 19, 21, 24, 26, 28, 31, 33);
II - химический анализ (N 13, 34, 37![]() 39, 41, 43, 45, 48
39, 41, 43, 45, 48![]() 50, 52, 54, 56, 60, 62, 66, 69, 73, 75, 77
50, 52, 54, 56, 60, 62, 66, 69, 73, 75, 77![]() 80);
80);
III - плотность пульпы (N 16, 20, 23, 27, 32, 58, 62, 64, 68);
IV - влажность продуктов (N 14, 18, 25, 30, 65, 67, 70, 74);
V - макро- и микроминералогический анализ (N 15, 22, 29, 36, 40, 42, 44, 47, 51, 53, 55, 57);
VI - концентрация реагентов, твердого в сливе сгустителей, пыли в газах и др. (N 35, 46, 59, 61, 71, 72, 76, 81![]() 84).
84).
7.3. Методы отбора и подготовки проб товарных руд и концентратов цветных металлов на приеме и отгрузке определены ГОСТ 14180-80, для оперативного технологического опробования ОСТ 48-5-75, отбора проб и замера контролируемых параметров должны быть максимально механизированы и автоматизированы.
7.4. Для полного учета всех извлекаемых компонентов из руды, содержащей попутные драгоценные и благородные металлы, проектировать головное опробование дробленой руды (перед измельчением) с необходимой количественной схемой подготовки лабораторных проб по ГОСТ 14180-80.
7.5. На балансовых пульповых потоках устанавливать механические пробоотбиратели с пересечением потока пробоотбирающим устройством. На промежуточных продуктах отбор проб для оперативного технологического контроля допускается производить с помощью статических пробоотбирателей.
7.6. Проектирование установки пробоотбирателей на пульповых продуктах следует производить совместно со средствами доставки проб с помощью сжатого воздуха по трубопроводам, прокладываемым по фабрике от точки отбора до экспресс-лаборатории. Требования к установке пробоотбирателей и средств доставки проб изложены в "Технических требованиях к проектам подсистем отбора и пневмотранспорта пульповых проб на обогатительных фабриках (с методикой расчета пневмотранспорта проб)", Л., Механобр, 1983 г. В зависимости от требуемой длины трассы принимать следующие объемы станций накоплений и отправки проб до 150 м - 6 л, до 250 м - 12 л, до 400 м - 18 л, до 500 м - 24 л (при трубопроводе Ду-15).
Доставка пневмотранспортом проб на ситовой и седиментационный анализы не допускается, т.к. при транспортировке происходит ошламование проб (на 2-4% относит.).
7.7. Отобранные пробоотбирателями пульповые пробы рудного слива и продуктов обогащения должны быть переданы средствами автоматической доставки в экспресс-лабораторию для определения содержания в них металлов (часть отобранных проб в определенных точках используется службами ОТК для накопления балансовых проб на химический анализ и проб для ситового и седиментационного анализа). Результаты экспресс-анализов должны быть переданы на операторский или диспетчерский пункт для оперативного контроля за ходом технологического процесса и использованы в АСУТП.
7.8. Результаты замера контролируемых параметров в потоке и аппаратах должны быть записаны вторичными приборами, установленными в непосредственной близости или на операторском или диспетчерском пункте, и использованы технологами и службами ОТК для контроля за ходом технологического процесса, а также в автоматизированных системах управления.
7.9. Расчеты технологических и товарных балансов металлов на фабриках производить средствами вычислительной техники АСУТП.
7.10. Установки головного опробования по подготовке проб для химического анализа и определения содержания влаги и грансостава должны соответствовать ГОСТ 14180-80 (пп.3![]() 5, черт.7).
5, черт.7).
8. СТЕПЕНЬ МЕХАНИЗАЦИИ И АВТОМАТИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
8.1. Степень механизации принимать не ниже 65%, степень автоматизации - не ниже 55%.
8.2. Для достижения указанной степени механизации проектировать;
- комплексную механизацию технологических процессов основного производства;
- механизацию процессов вспомогательного производства;
- механизацию погрузочно-разгрузочных, транспортных и складских работ, контейнерными перевозками;
- механизацию вспомогательных операций: открывание ворот и окон, световых фонарей;
- очистку стен, окон, кровли, площадок и др.;
- централизованное снабжение сжатым воздухом, кислородом и др., разветвленные электросети для подключения сварочных трансформаторов, а также сети для подключения ручного электро- и пневмоинструмента;
- применение грузоподъемных механизмов и напольного транспорта с учетом прогрессивных методов производства ремонта оборудования (машиносменный, крупноблочный, узловой, метод надвижки и др.);
- централизацию и кооперирование ремонтных работ.
8.3. Для достижения указанной степени автоматизации технологического процесса проектировать следующие системы:
8.3.1. для дробления:
- автоматической стабилизации подачи руды в дробилку;
- автоматического контроля и регулирования крупности дробленой руды;
- автоматического контроля забивки перегрузочных узлов и подпрессовки дробилок;
- автоматического контроля наличия недробимых предметов в руде и их удаления;
8.3.2. для измельчения:
- автоматического контроля мощности потребляемой электроприводом мельницы;
- автоматической стабилизации подачи руды в мельницу;
- автоматического регулирования подачи воды в мельницу по соотношению руда/вода;
- автоматической стабилизации плотности слива классифицирующих аппаратов;
- автоматического контроля и регулирования грансостава продуктов на сливе классифицирующих аппаратов;
- автоматического регулирования уровня пульпы в зумпфе пескового насоса;
- автоматического контроля давления масла в подшипниках цапф мельниц;
8.3.3. для флотации:
- автоматического контроля и стабилизации уровня пульпы;
- автоматического контроля и регулирования объемного расхода пульпы;
- автоматического контроля и регулирования расхода воздуха;
- автоматического контроля содержания металлов в руде и промпродуктах;
- автоматического контроля и регулирования щелочности пульпы;
- автоматического регулирования дозированием реагентов;
- контроля и регулирования концентрации сульфидных ионов;
- автоматического контроля температуры пульпы;
- автоматического контроля расхода реагентов, уровня реагентов в реагентных баках, окислительно-восстановительного потенциала.
9. ТРЕБОВАНИЯ К ПРОЕКТНО-КОМПОНОВОЧНЫМ РЕШЕНИЯМ
Общие положения
9.1. При выборе и компоновке оборудования с целью получения наиболее экономического решения следует принимать минимальным число отдельных машин, а также число потоков и секций, а производительность их - возможно большей, максимально использовать рельеф местности для самотечного транспорта продуктов обогащения.
9.2. При выборе основного и вспомогательного технологического и подъемно-транспортного оборудования (ПТО) следует стремиться к его максимальной унификации, применению напольных видов ПТО с целью создания наилучших условий для организации ремонтной службы, снабжения запасными частями, сокращения сроков выполнения ремонтных работ, повышения коэффициентов движения, снижения веса зданий.
Требования норм общестроительного проектирования
9.3. В целях создания благоприятных условий для проведения реконструкции, вызываемой усовершенствованием технологии, модернизацией и укрупнением оборудования, увеличением производительности фабрики и другими причинами, при назначении пролетов производственных отделений - следует отдавать предпочтение большему пролету (до 36,0 м включительно), вместо нескольких малых. Применение пролетов размером свыше 36,0 м обосновывается технико-экономическими расчетами. Запрещается увеличивать ширину пролетов, оборудованных мостовыми кранами, для размещения оборудования небольшой массы. В этих пролетах легкое оборудование может быть установлено только на свободных площадях.
9.4. Корпуса (здания) должны иметь наиболее простую форму в плане (прямоугольник или квадрат) с минимальным числом типоразмеров пролетов по длине и высоте. При строительстве в районах, характеризующихся большим количеством снеговых осадков и одновременно сильными ветрами - разрабатывать компоновочные решения без перепадов кровли.
9.5. По условиям удобства и безопасности технологического и ремонтного обслуживания оборудования размеры проходов следует назначать соответственно габаритным размерам оборудования и его эксплуатационным особенностям. Минимальные размеры проходов должны приниматься в соответствии с требованиями Единых правил безопасности при дроблении, сортировке, обогащении полезных ископаемых и окомковании руд и концентратов, а при отсутствии соответствующих указаний в этих Правилах - по СНиП II-М.2-72.
Блокировка технологических отделений
9.6. При решении вопросов блокировки производственных и подсобно-вспомогательных отделений необходимо соблюдать все требования и рекомендации санитарных и противопожарных норм и правил техники безопасности.
Склады и бункера руды и концентратов
9.7. Общий запас дробленой руды на фабрике в складах и бункерах должен быть:
а) при 7-ми дневной неделе подачи руды на фабрику - не менее 1,5 суточной производительности фабрики;
б) при 5-ти дневной неделе подачи руды на фабрику и непрерывной работе корпуса обогащения фабрики - не менее 3-х суточной производительности.
9.8. Напольный склад (или емкие бункера) крупнодробленой руды перед корпусом среднего и мелкого дробления (КСМД) является обязательным и отказ от его применения должен быть обоснован в проекте.
9.9. Емкость складов флотационных концентратов (или промпродуктов), отгружаемых железнодорожным транспортом на внешнюю сеть МПС, определяется в зависимости от производительности фабрики и ее месторасположения. Емкость складов принимать в пределах от 5 до 15 суточной производительности фабрики (по концентрату). Меньшую емкость принимать для фабрик большой производительности и при расположении фабрики в южных районах, большую емкость принимать для фабрик малой производительности и расположенных в отдаленных северных районах. Запас груженых контейнеров на складе должен быть не менее веса одного маршрута, подаваемого на фабрику.
9.10. Емкость складов концентратов, отгружаемых автомобильным, железнодорожным (узкой колеи) или конвейерным транспортом, принадлежащим ГОК или ГМК, на прирельсовые склады МПС или непосредственно на металлургический завод, устанавливается в проекте совместно и по согласованию с организацией, ведущей генеральное проектирование, исходя из емкости склада потребителя и продолжительности транспортировки.
Корпуса крупного дробления и приемные устройства
9.11. Компоновочное решение приемных устройств должно предусматривать перспективное увеличение грузоподъемности подвижного состава транспорта руды, задаваемое организацией, разрабатывающей горную часть проекта.
9.12. Конусные дробилки размером 1500, 1350 и 1200 мм загружать непосредственно ("в завал") из подвижного состава транспорта руды при двусторонней загрузке. Дробилки меньшего размера - 900, 750 и 500 мм загружать питателями, преимущественно, пластинчатыми.
9.13. Щековые дробилки всех размеров должны загружаться питателями, преимущественно, пластинчатыми.
9.14. Число разгрузочных жел. дорожных путей и число мест разгрузки автосамосвалов определять по расчету в зависимости от грузоподъемности подвижного состава, режима работы, схемы жел. дорожных путей, веса маршрутного состава, применения стационарных вагоноопрокидывателей и других устройств. Для средних и северных климатических районов расположения фабрик следует учитывать увеличение времени разгрузки, вследствие примерзания руды к стенкам подвижного состава.
9.15. При двух конусных дробилках размером 1500, 1350 и 1200 мм предусматривать их поперечное расположение к разгрузочным путям.
9.16. В приемных устройствах и бункерах перед щековой дробилкой, при наличии в руде глинистой влажной мелочи, предусматривать футеровку из материала с низким коэффициентом трения (типа полиолефина) или подогрев для предупреждения налипания и примерзания руды.
9.17. На бункерах разгрузки конусных дробилок размером 1500, 1370 и 1200 мм устанавливать питатели.
9.18. Нормы производственных площадей и объемов по корпусам крупного дробления приведаны в табл.29.
Таблица 29

Продолжение таблицы 29
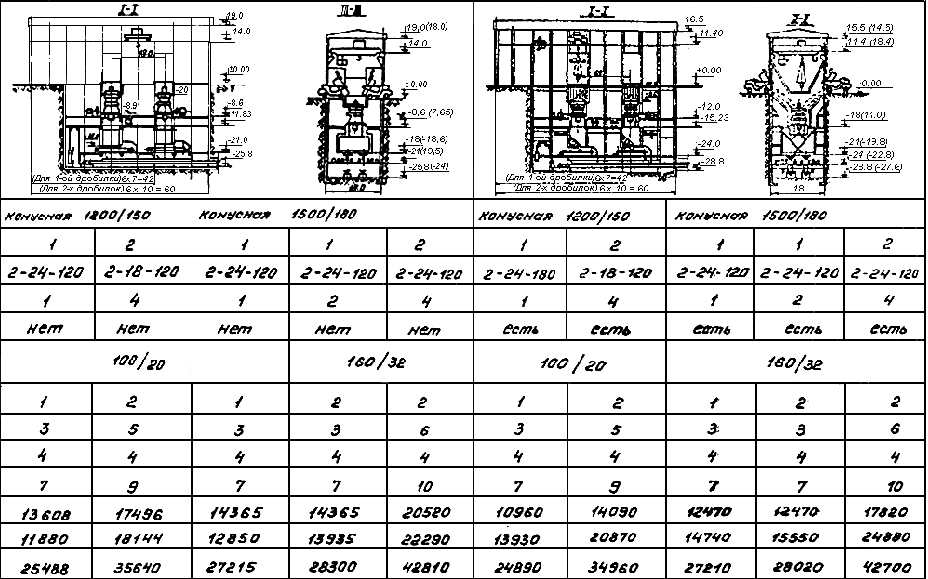
Корпуса среднего и мелкого дробления
9.19. Компоновочное решение корпусов среднего и мелкого дробления проектировать, как правило, с совмещением отделений среднего и мелкого дробления, с одноярусным (одноэтажным) расположением дробилок на виброоснованиях.
9.20. Каскадное расположение дробилок среднего и мелкого дробления применять при обоснованном исключении замкнутого цикла дробления, при дроблении с промывкой руды, при расположении среднего и мелкого дробления непосредственно при выдачной шахте и других особых случаях.
9.21. Грохоты располагать, как правило, в едином корпусе с дробилками. При числе грохотов, большем числа дробилок, предусматривать сооружение отдельно стоящего корпуса грохочения.
9.22. Для схемы с раздельными операциями предварительного и поверочного грохочения в 3-ей стадии грохота проектировать под дробилками среднего и мелкого дробления соответственно.
9.23. При наличии склада крупнодробленой руды и однорядном или "шахматном" варианте расположения дробилок среднего дробления ![]() 3000 мм последние надлежит запитывать конвейерами непосредственно из напольного склада, при двухрядном компоновочном решении - из промежуточного бункера, сблокированного с дробильным отделением.
3000 мм последние надлежит запитывать конвейерами непосредственно из напольного склада, при двухрядном компоновочном решении - из промежуточного бункера, сблокированного с дробильным отделением.
9.24. В качестве основного типа бункеров принимать бункера ящичного типа с разгрузкой крупнодробленой руды на пластинчатые питатели с шириной полотна не менее 1500 мм, среднедробленой руды, как правило, на ленточные питатели стационарного или откатного типа с шириной ленты не менее 1200 мм.
9.25. Форму выпускного отверстия принимать щелевой. Ширина щели должна не менее, чем в три раза, превышать максимальную крупность кусков руды (для крупнодробленой руды) и быть максимальной по условиям исключения просыпи материала с питателя (для среднедробленой руды).
9.26. Длину щелевых выпускных отверстий бункеров крупнодробленой руды и хорошо сыпучей среднедробленой руды выбирать конструктивно. При бункеровании влажных, имеющих большое количество мелочи и глинистых среднедробленых руд длина отверстия не должна превышать ширину в три раза.
9.27. Стенки бункеров футеровать материалом с низким коэффициентом трения (типа полиолефина).
9.28. В целях исключения пиковых (пусковых) нагрузок на пластинчатый питатель, превышающих расчетные, необходимо предусматривать следующие мероприятия:
а) не рекомендуется бункер (штабель) разгружать полностью, предусмотрев для этой цели автоматическое отключение питателя от указателя нижнего уровня материала;
б) при проектировании зазора между рабочим органом питателя и нижней кромкой торцевого разгрузочного отверстия бункера обеспечивать его величину по размеру не менее 3![]() 5 максимальных кусков руды.
5 максимальных кусков руды.
9.29. Нормы производственных площадей и объемов по корпусам среднего и мелкого дробления и грохочения приведены в табл.30.
Таблица 30
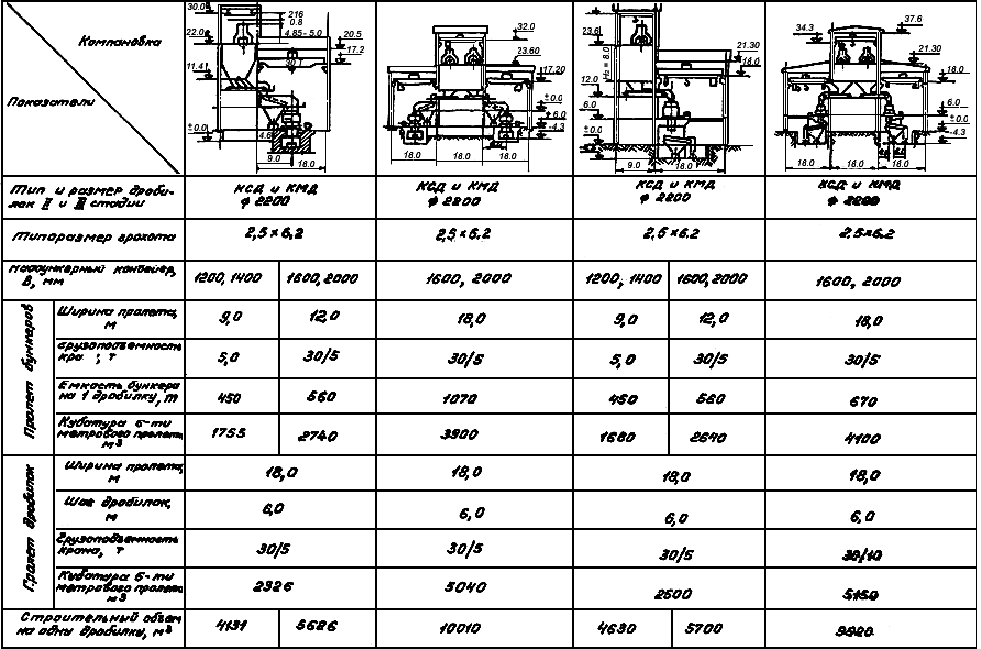
Продолжение табл.30
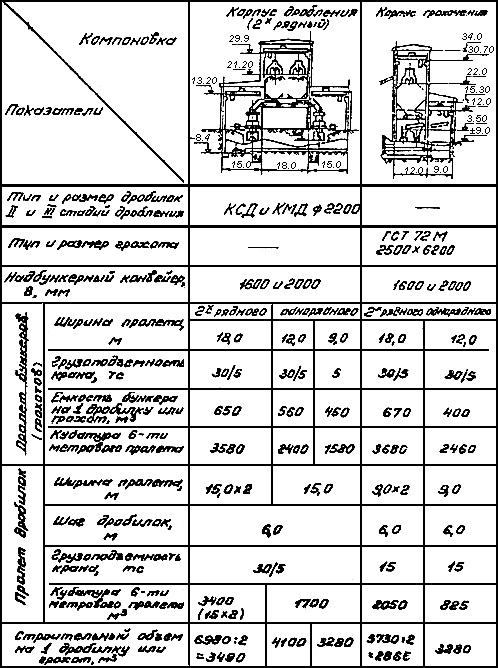
Продолжение табл.30
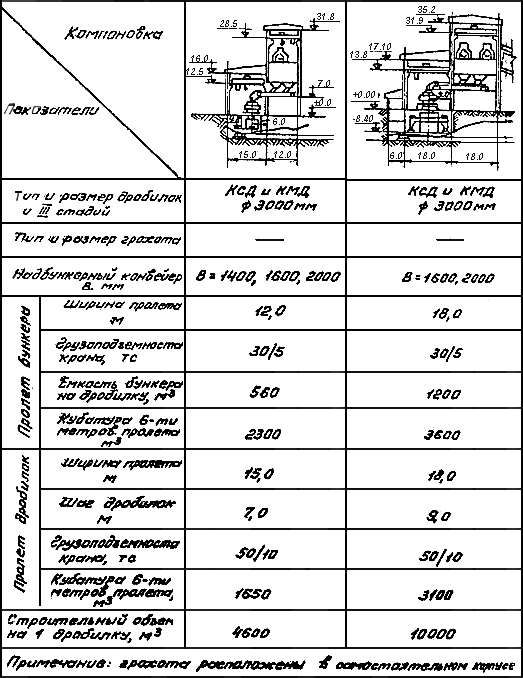
Корпуса обогащения. Отделения бункеров (склады руды)
9.30. При переработке сыпучих руд ориентировочно можно считать, что при удельной емкости свыше 250 т на пог. м (при насыпной плотности руды 1,7![]() 1,8 т/м
1,8 т/м![]() ) экономичнее применение отдельно стоящего полубункерного или напольного склада. При меньшей емкости экономичнее встроенные бункера. Благоприятными условиями для применения склада также являются:
) экономичнее применение отдельно стоящего полубункерного или напольного склада. При меньшей емкости экономичнее встроенные бункера. Благоприятными условиями для применения склада также являются:
а) наличие одного сорта руды,
б) сейсмичность района строительства,
в) наличие скальных (или полускальных) грунтов и отсутствие грунтовых вод на площадке фабрики.
9.31. При переработке трудно сыпучих (глинистых, влажных) руд целесообразно отказаться от аккумулирования руды перед процессом измельчения в складах напольного типа или в бункерах ящичного или параболического типа. В качестве компенсирующего устройства, обеспечивающего непрерывность подачи руды в мельницы, проектировать индивидуальный для каждой мельницы склад минимальной емкости, обоснованной расчетом.
9.32. В качестве основного типа бункера следует принимать бункер ящичного типа.
9.33. Решение конструкции разгрузочных узлов: формы разгрузочной части, количества и размера выпускных отверстий, типа затворов и питателей бункеров и складов полубункерного и напольного типа, имеющих "бункерную" разгрузку через днище или основание, должно обеспечивать равномерную разгрузку, исключение сводообразований над выпускными отверстиями, предотвращение возникновения и роста зависаний руды на внутренних поверхностях, уменьшающих расчетный полезный объем бункера (штабеля), а также не исключать возможность реконструкции узлов разгрузки в процессе эксплуатации в случае появления несоответствия размеров и количества выпускных отверстий физико-механическим свойствам руды.
9.34. Разгрузку бункеров (склада) мелкодробленой руды следует осуществлять на сборный ленточный питатель-конвейер с регулируемой скоростью движения ленты, который одновременно должен выполнять функцию технологического затвора. Дополнительные затворы, которые допускается устанавливать в узле разгрузки, должны быть простой конструкции (типа шибера) и использоваться только для аварийных ремонтных работ. Ручное управление затвором должно исключать использование его в качестве регулятора сечения разгрузочного отверстия.
9.35. В целях предотвращения образования зависаний материала внутри бункера и роста "мертвых зон" в штабеле склада необходимо при разгрузке обеспечить подвижность как можно большей массы руды. Наибольший эффект обрушения обеспечивает одновременная (массовая) разгрузка руды в виде траншеи из группы впускных отверстий. Для эффективности одновременной загрузки количество выпускных отверстий, расположенных над одним сборным питателем-конвейером, не должно превышать 6![]() 8, а расстояние между ними - не более 2 м.
8, а расстояние между ними - не более 2 м.
9.36. Разгрузку бункеров мелкодробленой руды силосного типа, имеющей значительное количество мелочи, влажность свыше 3% (смешанные и окисленные руды), а также при наличии в руде глинистого материала следует осуществлять на пластинчатый питатель, предусмотрев под ним устройство для сбора просыпи. Форма выпускного отверстия - щелевая. Площадь отверстия определять расчетом. В целях обеспечения разгрузки руды по всему сечению отверстия длина его не должна превышать ширину в три раза.
9.37. В особых случаях, когда расчет материала на истечение требует проектирования выпускного отверстия значительной площади и отношение его длины к ширине по конструктивным параметрам питателя превышает рекомендуемое, разгрузочную часть бункера необходимо проектировать под питатель максимальной ширины со щелевым отверстием на всю длину бункера с вертикальными или имеющими обратный угол наклона торцевыми и крутонаклонными (не менее 75° к горизонту) боковыми стенками.
9.38. Разгрузку бункеров крупнодробленой руды - 300 (400)![]() 0 мм (при рудном самоизмельчении) следует осуществлять на пластинчатый питатель. Форма отверстия - щелевая с шириной, не менее чем в три раза превышающей максимальную крупность кусков руды.
0 мм (при рудном самоизмельчении) следует осуществлять на пластинчатый питатель. Форма отверстия - щелевая с шириной, не менее чем в три раза превышающей максимальную крупность кусков руды.
Отделения измельчения
9.39. Отделение измельчения рекомендуется компоновать, как правило, в одном пролете размером от 12,0 до 36,0 м.
9.40. Размещение отделения измельчения в двух пролетах возможно для фабрик большой производительности, при применении схем комбинированного рудного самоизмельчения, при наличии крутого рельефа площадки. В проекте проводится обоснование целесообразности применения двух пролетов (двух комплектов кранового оборудования, двух ремонтных площадок и других вынужденных решений, связанных с применением двух пролетов).
9.41. Компоновку основного технологического узла "мельница - зумпф - насос - гидроциклоны'' рекомендуется выполнять с установкой зумпфа с насосами непосредственно на сливе мельницы, с наиболее простой трассой напорного пульпопровода от насоса до гидроциклона, при минимальных высотных перепадах и обеспечении самотечной подачи сливов гидроциклонов на флотацию. Узел "мельница - насос - гидроциклон" рекомендуется рассматривать как один агрегат.
9.42. Узел разгрузки стержневых мельниц компоновать с учетом полностью механизированной загрузки и разгрузки стержней, разгрузку шаровых мельниц проектировать с учетом механизированной разгрузки скрапа.
9.43. Для улавливания щепы на сливе классификатора или гидроциклонов рекомендуется устанавливать щепоуловители бутарного типа.
9.44. Нормы производственных площадей и объемов для отделений со стержневыми, шаровыми мельницами и мельницами полусамоизмельчения приведены в табл.31, 32, 33.
Таблица 31
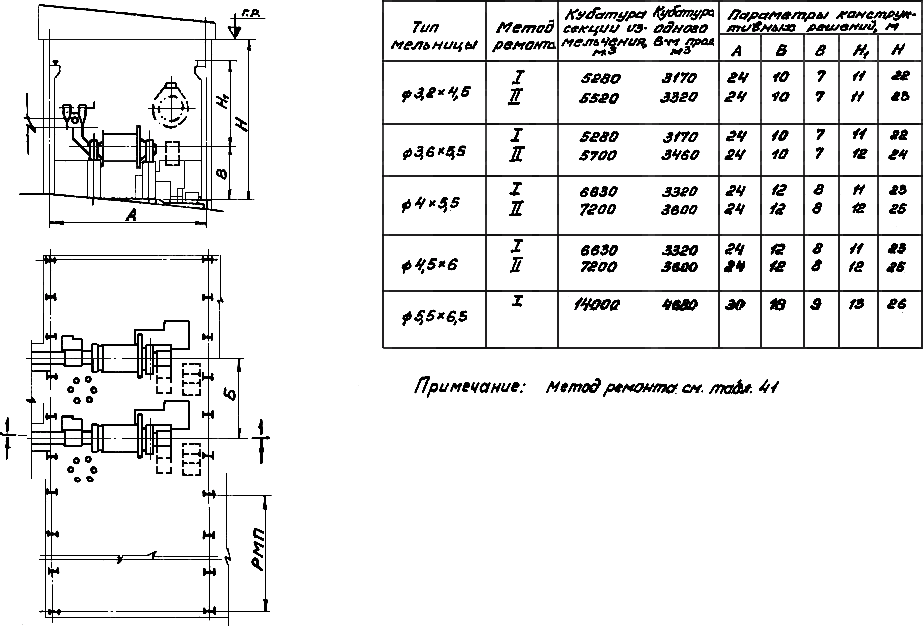
Таблица 32
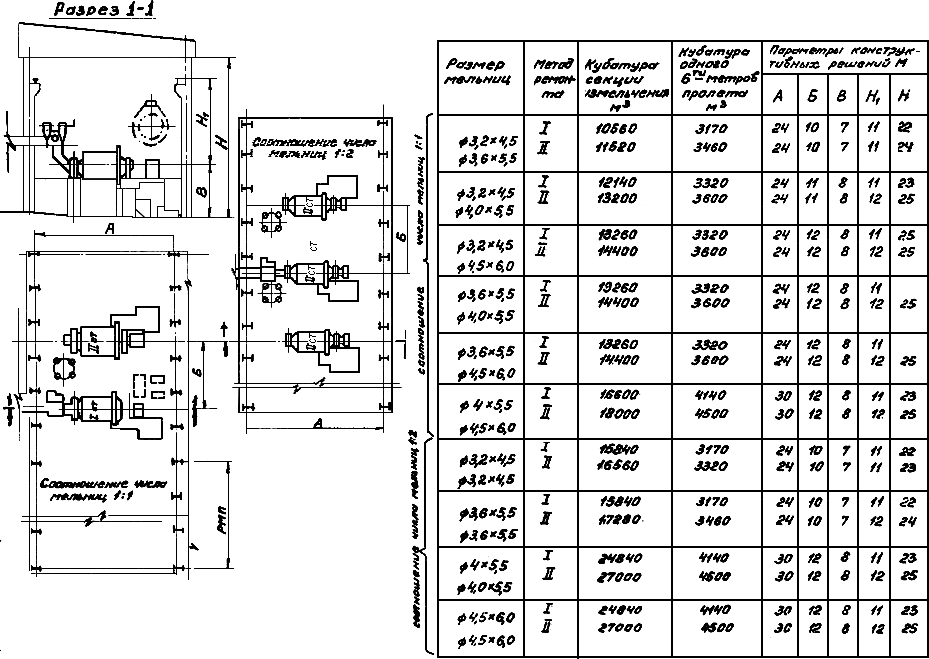
Таблица 33
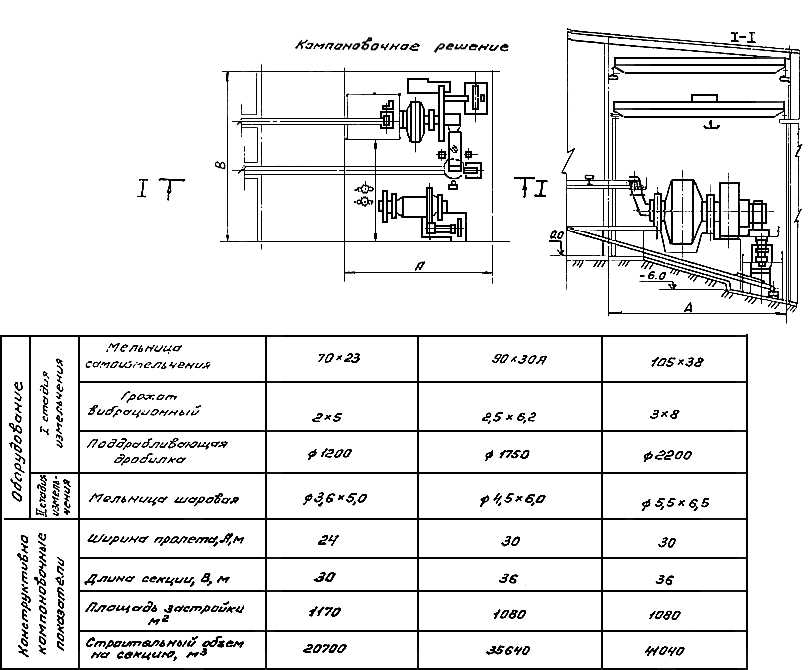
Отделения флотации
9.45. Число параллельных потоков в секции выбирается по мощности потока, соответствующего объему камеры флотомашин, обеспечивая максимальный (оптимальный) поток на каждую нитку машин (см. п.5.28).
9.46. Компоновка секции флотации по числу секций измельчения (создание единых секций ''измельчение - флотация") имеет преимущества в отношении сокращения длин, высот перекачек или самотечных трасс пульпы из измельчения на флотацию, посекционной регулировки и контроля процесса. Применять для полиметаллических руд при наличии нескольких сортов руд, при наличии наклонного рельефа площадки, обеспечивающего самотек пульпы на флотацию.
9.47. Укрупнение флотационных секций, т.е. объединение потоков пульпы нескольких секций измельчения (в отдельных случаях всех секций) в один поток для переработки на укрупненных флотационных секциях (в пределе на одной секции-моносекции) имеет преимущества в отношении:
а) усреднения пульпы перед флотацией,
б) упрощения подачи и регулировки реагентов,
в) лучшего использования фронта флотомашин при выполнении ремонтных работ и неплановых остановок отдельных машин в схеме цепи аппаратов в измельчении и флотации. Применять для монометаллических руд, при переработке одного стабильного сорта руд, при слабонаклонных площадках и необходимости введения перекачки пульпы из измельчения на флотацию.
9.48. Длину отделения флотации принимать равной длине отделения измельчения.
9.49. Секции доизмельчения промпродуктов или черновых концентратов в отделении флотации проектировать при условии, что это не требует установки крана большей, чем необходимо для обслуживания ремонта флотомашин, грузоподъемности. Такой вариант имеет преимущества в отношении длин и числа трасс пульпопроводов и насосных перекачек.
9.50. При размещении флотационных машин по высоте следует руководствоваться минимальными уклонами желобов и самотечных трубопроводов, приведенными в табл.34, 35.
Таблица 34
|
NN |
Транспортируемые продукции |
Максимальная длина односкатного желоба, м |
Максимальный уклон желоба, % |
|
1 |
Коллективные сульфидные концентраты, получаемые после грубого измельчения руды, с большим количеством пирита, направляемые в десорбцию без добавления воды |
10 |
40 |
|
2 |
То же, с добавлением смывной воды, направляемые в перечистку |
10 |
15 |
|
3 |
Окончательные свинцовые, медные, цинковые, пиритные концентраты, направляемые в сгущение, когда по условиям сгущения допустимо их разжижение смывной водой до 20-25% твердого |
20 |
7 |
Таблица 35
|
NN |
Транспортные продукты |
Содержание твердого в пульпе по массе, % |
Уклон самотечной трубы, % |
|
1 |
Сульфидные коллективные концентраты с большим содержанием пирита, полученные после крупного измельчения руды, направляемые в десорбцию с сернистым натрием без добавления воды |
40-50 |
15-25 |
|
2 |
То же, с добавлением смывной воды, направляемые в перечистку |
25-30 |
7 |
|
3 |
Окончательные свинцовые, медные, цинковые и другие концентраты, направляемые в сгущение, когда по условиям сгущения допустимо разжижение смывной водой |
20-25 |
5-7 |
|
4 |
То же, концентраты после сгущения |
50-70 |
7-10 |
Примечание: уклоны труб указаны для прямых участков.
Если имеются повороты и колена, уклоны должны быть увеличены в 1,2-1,3 раза.
Для сокращения внутрицеховых технологических коммуникаций применять пульпоподъемные камеры.
9.51. Для установки механических пробоотборников в желобах и трубопроводах предусматривать перепады по высоте приблизительно 1-1,5 м.
Отделения сгущения
9.52. При открытом расположении сгустители размещать в непосредственной близости к главному корпусу или к корпусу фильтрации в зависимости от длины перекачки сгущенных продуктов, рельефа местности, геологических и других условий генплана фабрики.
Самостоятельными корпуса сгущения проектировать лишь при большом числе сгустителей, по условиям рельефа и др.
Отделения фильтрации и сушки и склады концентратов
9.53. На обогатительных фабриках малой производительности или на крупных фабриках, но с малым выходом концентратов, оборудование для сгущения, фильтрации и складирования обезвоженных концентратов рекомендуется размещать в цехе обогащения.
9.54. Для фабрик с большим выходом концентратов, подлежащих сушке, вакуум-фильтры и сушилки по санитарно-гигиеническим соображениям следует размещать в отдельном корпусе фильтрации и сушки, блокируемом при необходимости, со складом контейнеров сушеного концентрата.
9.55. Склады концентратов надлежит размещать в пролетах, смежных с отделением фильтрации и сушки. Склады проектировать закрытыми, обособленными для каждого типа концентрата.
9.56. Загрузку склада предусматривать в одной или нескольких точках конвейерами с последующим распределением концентрата по складу грейферным краном, либо при помощи сбрасывающих ленточных конвейеров или передвижных челноковых конвейеров и др. способами.
9.57. При большом выходе концентрата, например, баритового, проектировать силосные банки с пневморазгрузкой в цементовозы по аналогии с предприятиями цементной промышленности.
9.58. Загрузку концентратов в контейнеры проектировать грейферными кранами через погрузочное устройство конвейерным транспортом или навалом ковшевыми погрузчиками (при малом выходе концентрата). Для затаривания концентратов в мешки применять мешкозашивочные машины.
Производственный дренаж полов
9.59. Для надежного стока переливов в дренажные канавы и облегчения смыва с полов осевшего материала угол наклона полов и канав принимать 2-4° (уклон 7-9%); максимальный угол наклона пола, если по нему ходят люди, не должен превышать 6° (уклон 10%), а при отсутствии постоянного прохода людей этот угол можно увеличить для облегчения смыва материала.
9.60. Для исключения отрицательного воздействия на ход технологического процесса дренажных стоков и равномерной их подачи в процесс необходимо предусматривать дренажные сгустители.
9.61. При флотации полиметаллических руд следует применять селективный дренаж и возврат сгущенных стоков в соответствующие точки технологического процесса.
9.62. Для уборки просыпи руды в подбункерном пролете главного корпуса и очистки полов под площадками мельниц в пролете измельчения применять малогабаритные самоходные уборочные машины, предусматривая для них проезды под площадками.
9.63. Для предотвращения опасности затопления нижних уступов цехов фабрики необходимо предусматривать самотечный или, при невозможности по условиям топографии, напорный аварийный дренаж. При этом аварийные насосы должны быть поставлены в особые условия в отношении энергоснабжения.
9.64. Для уборки просыпи при большой длине корпуса (в цехах обогащения) рекомендуется установка скрепера, в корпусах дробления, грохочения и отапливаемых галереях целесообразно проектировать гидросмыв в комбинации с грейферной или контейнерной уборкой или монжусами.
10. БАЗОВЫЕ ПОКАЗАТЕЛИ ПО ОПЕРАЦИЯМ ОБОГАЩЕНИЯ
10.1. Базовые показатели по капитальным и эксплуатационным затратам, расходам электроэнергии и материалов по операциям обогащения приводятся в табл.36. Капитальные затраты определены в объеме главы 2 в ценах с 1.01.1984 года. Капитальные затраты по главам 1, 3-7 принимать в размере 25% от главы 2, а по главам 8-12 - 30% от глав 1-7.
Таблица 36
|
NN |
Операции |
Затраты на 1 т исходного питания операции, руб |
Расходы электроэнергии и материалов на 1 т исходного питания, руб | |||
|
|
|
капиталь- |
эксплуата- |
электроэнергии, кВтчас |
мелющих тел, кг |
футеровочной стали, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Крупное дробление руды с 1200 до 350 (300) мм, |
0,16 |
0,04 |
0,20 |
- |
0,025 |
|
2 |
Среднее дробление с 350 (300) мм до 60 мм, |
0,22 |
0,07 |
0,65 |
- |
0,025 |
|
3 |
Мелкое дробление с 60 мм до 16 (18) мм, |
0,35 |
0,12 |
1,2 |
- |
0,065 |
|
4 |
Складирование крупнодробленой руды, 12 часовой запас |
0,15 |
0,04 |
0,2 |
- |
- |
|
5 |
Складирование мелкодробленой руды, 24 часовой запас |
0,43 |
0,09 |
0,45 |
- |
- |
|
6 |
Усреднение дробленой руды, емкость усреднительного склада 800 тыс. тонн |
0,40 |
0,09 |
0,6 |
- |
- |
|
7 |
Измельчение в шаровой мельнице до 65% класса минус 0,074 мм |
0,74 |
0,52 |
9,1 |
1,2 |
0,10 |
|
8 |
Измельчение в шаровой мельнице с 65% класса минус 0,074 мм до 95% класса минус 0,074 мм, |
0,67 |
0,48 |
9,0 |
1,3 |
0,10 |
|
9 |
Измельчение в мельницах мокрого самоизмельчения до 65% класса минус 0,074 мм, |
1,10 |
0,45 |
11,0 |
- |
0,13 |
|
10 |
Измельчение в рудно-галечной мельнице с 65 до 95% класса минус 0,074 мм, |
1,15 |
0,50 |
14,5 |
- |
0,15 |
|
11 |
Классификация в гидроциклонах материала крупностью 65% класса минус 0,074 мм, 95% класса минус 0,074 мм |
0,10 |
0,05 |
- |
- |
- |
|
12 |
Обогащение в тяжелых суспензиях |
1,9 |
0,4 |
3,4 |
- |
- |
|
13 |
Флотация, удельный объем флотокамер 0,1 м |
0,53 |
0,15 |
10,0 |
- |
- |
|
14 |
Сгущение концентратов в открытом сгустителе диаметром 100 м, |
1,2 |
0,13 |
1,0 |
- |
- |
|
15 |
Сгущение концентратов в закрытых сгустителях диаметром 50 м, |
1,6 |
0,19 |
0,6 |
- |
- |
|
16 |
Фильтрование концентрата в вакуум-фильтрах площадью фильтрации 68-100 м |
0,7 |
0,25 |
6,0 |
расход фильтроткани 0,001 м | |
|
17 |
Сушка концентрата в барабанной сушилке |
2,0 |
0,7 |
11,0 |
- |
- |
|
18 |
Складирование и погрузка концентрата |
0,70 |
0,15 |
2,5 |
- |
- |
10.2. Базовые показатели рассчитаны для условий первого территориального пояса. Капитальные затраты в местных условиях учитывать переводными коэффициентами на строительно-монтажные работы, а эксплуатационные расходы - изменением цен на энергетические и материальные ресурсы, среднегодовой заработной платы трудящихся.
10.3. Численность трудящихся обогатительной фабрики определять на основе действующих "Нормативов численности рабочих обогатительных фабрик", "Нормативов трудовых затрат на ремонт оборудования цветной металлургии", "Типовых структур управления, типовых штатов и нормативов численности инженерно-технических работников и служащих".
11. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ
При выполнении проекта по защите воздушного и водного бассейнов должны быть выполнены следующие требования:
а) "Санитарные Нормы проектирования промышленных предприятий CH 245-
б) Водоснабжение. Наружные сети и сооружения. СНиП 2.04.02-
в) Отопление и вентиляция СНиП 2.33.75*-
г) Воздух - рабочие зоны ГОСТ 12.1.005-
12. ОХРАНА ТРУДА, ТЕХНИКА БЕЗОПАСНОСТИ
12.1. При проектировании фабрик должны соблюдаться следующие нормы и требования:
а) санитарные нормы проектирования промышленных предприятий СН 245-
б) противопожарные требования строительного проектирования СНиП II-М2.-.....*. Категории производств по взрывной, взрывопожарной и пожарной опасности следует принимать по "Перечню производств по категориям, взрывной взрыво-пожарной и пожарной опасности, а также санитарной характеристике объектов подготовки и обогащения сырья в цветной металлургии", утвержденному Минцветметом 1.06.1976;
в) нормы естественного и искусственного освещения СНиП II.А.9.;
г) Единые правила безопасности при дроблении, сортировке, обогащении полезных ископаемых и окусковании руд и концентратов, М., Недра, 1978 (Госгортехнадзор СССР).
_______________
* Брак оригинала. - Примечание .
12.2. В случае расхождения требований СН, СНиПов, норм, указанных в п.12.1 с "Едиными правилами безопасности...", надлежит пользоваться требованиями последних.
12.3. При необходимости в проекте должны разрабатываться мероприятия по борьбе с самовозгоранием руды, промпродуктов и концентратов, сведения о котором должны быть приведены в технологическом регламенте.
13. ИСПОЛЬЗОВАНИЕ ТЕПЛОВЫХ ВТОРИЧНЫХ ЭНЕРГЕТИЧЕСКИХ РЕСУРСОВ (ВЭР)
13.1. При проектировании сантехнических систем следует предусматривать использование тепловых вторичных энергетических ресурсов:
а) содержащихся в воздухе, удаляемом системами местной и общеобменной вентиляции;
б) содержащихся в сбросной воде от установок очистки технологических выбросов корпусов сушки концентратов;
в) содержащихся в оборотной воде;
г) содержащихся в газовых выбросах технологических установок;
д) содержащихся в системах воздушного и электротехнического оборудования.
13.2. Установки по использованию ВЭР следует предусматривать при температуре газовоздушных выбросов от 200 до +30 °С, для оборотной и сбросной воды от 90 до +30 °С.
13.3. При проектировании установок по использованию вторичных энергетических ресурсов следует учитывать требования раздела 7 СНиП II-33-75![]() .
.
13.4. В проектах следует максимально использовать оборудование (теплоутилизаторы) заводского изготовления.
14. РЕАГЕНТНОЕ ХОЗЯЙСТВО
14.1. Исходя из номенклатуры применяемых реагентов в реагентном отделении необходимо предусматривать помещения для их приготовления и хранения. Приготовление и хранение в одних помещениях растворов реагентов, способных вступать во взаимодействие (цианида и кислот хлорагентов и др.) не допускается.
14.2. Все операции по доставке реагентов из расходных складов, вскрытию, опорожнению и обезвреживанию тары, загрузке реагентов в аппараты (реакторы) для последующего растворения должны быть полностью механизированы и максимально автоматизированы. Вскрытие металлических барабанов и вымывание из них сыпучих реагентов с последующим обезвреживанием тары осуществляется в унифицированных установках УВРМ-С-У, а монолитных - в установках УВРМ-М-У.
14.3. Приготовление и хранение раствора реагентов проектировать в перемеливающих устройствах, реакторах и сборниках. Выбор орудования производить согласно характеристик аппаратов.
14.4. Для хранения подготовленных растворов необходимо предусматривать емкости с объемами, обеспечивающими не менее чем суточный расход реагентов.
14.5. Дренажные системы полов отделений приготовления и хранения растворов реагентов должны обеспечивать раздельный сбор и возврат пролитых растворов различных составов или их обезвреживание перед удалением.
14.6. При распределении известкового молока по точкам питания технологического процесса транспортировку его следует осуществлять по магистральному кольцевому трубопроводу с возвратом избытка в исходную емкость. Известковое молоко в трубопроводе должно циркулировать со скоростью не менее 1 м/сек.
14.7. Для транспортировки агрессивных растворов, перемещающихся самотеком или при избыточном давлении до 1,6 МПа, следует предусматривать стеклянные трубопроводы согласно "Инструкции по проектированию технологических трубопроводов из стеклянных труб" СН 437.
14.8. Реагентное отделение надлежит располагать обычно на верхней площадке обогатительной фабрики, выше главного корпуса, на фабриках малой и средней производительности - в пристройке, примыкающей к бункерам главного корпуса.
14.9. Дозировочные площадки с расходными бачками и дозаторами реагентов надлежит размещать в непосредственной близости от точек питания реагентами технологического процесса.
14.10. Технические данные для наиболее распространенных реагентов приведены в табл.37.
Таблица 37
|
NN |
Наименование |
Физическое состояние |
Химическая формула |
Способ транспортировки и хранения |
Концентрация раствора, % |
Выделения в помещение |
Температура раствора, °С |
Отношение к СДЯВ |
Техническое действие | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | ||
|
|
1. Модификаторы (регуляторы среды, депрессоры, активаторы, диспергаторы, коагулянты) | ||||||||||
|
1 |
Известь пушонка (отход) |
Куски и порошок белого цвета |
СаО |
Контейнеры |
10-32 известковое молоко |
При растворении с водой образуют большое количество тепла |
При растворении холодной водой разогре- |
- |
Поражает слизистые оболочки, вызывает ожоги кожи | ||
|
2 |
Карбоксиметил- |
Твердое вещество |
Натриевая соль простого эфира целлюлозы и гликолевой кислоты |
Ж.д. вагоны навалом или контейнеры |
1-5 |
- |
+(50-60) |
- |
- | ||
|
3 |
Кислота серная башенная техническая |
Маслянистая гигроскопическая жидкость с желтовато-бурым оттенком |
H |
В стальных цистернах, контейнерах и бочках, а также стеклянных бутылях |
Непосред- |
Растворы имеют резкий запах, вызванный наличием |
- |
Дымящая, плот- |
Токсична. Вызывает раздражение дыхательных путей, при действии на кожу - сильное жжение | ||
|
4 |
Купорос железный технический |
Моноклинные кристаллы зеленовато-голубого цвета |
FeSO |
Деревянные бочки или ящики (120 кгс) |
2-10 |
- |
+(40-50) |
- |
Некоторое общетокси- | ||
|
5 |
Купорос медный технический |
Твердое кристаллическое вещество |
CuSO |
Фанерные и железные барабаны, деревянные бочки и ящики (50-150 кгс) |
2-15 |
- |
+(40-50) |
Ядовит |
Токсичен | ||
|
6 |
Купорос цинковый технический |
Бесцветные ромбические кристаллы |
ZnSO |
Дерев. бочки, фанерные барабаны и бумажные мешки |
10-15 |
- |
+(40-50) |
- |
Прижигающе действует на кожные покровы человека | ||
|
7 |
Натрий едкий технический (сода каустическая) |
Твердое белое вещество в виде кусков неправильной формы или белая непрозрачная масса |
|
В барабанах из кровельного железа (емк. 50-170 л), чешуйчатый - в гофрированных стальных барабанах (25-100 л) |
5-15 |
При растворении выделяется большое количество тепла |
+(25-35) |
- |
Вызывает ожоги кожи, растрескивание ногтей. Попадание в глаза может вызвать слепоту | ||
|
8 |
Натрий кремнефто- |
Тонкий кристаллический порошок, белый, иногда с серым или желтым оттенком |
Na |
В выложенных бумагой фанерных барабанах (емкостью 25 л) или в деревянных бочках (40-75 л) |
0,5% водный раствор |
- |
- |
- |
Токсичен. При попадании на кожу вызывает гнойничковую сыпь или местное омертвение кожи, истончение ногтей, утолщение подногтевых валиков | ||
|
9 |
Натрий цианистый технический |
Бесцветные кристаллы кубической формы со слабо-коричневым оттенком |
NaCN |
Железные барабаны, железные банки. Расходные склады - в хорошо вентилируемых помещениях, на расст. не менее 300 м от жилых общественных зданий и водоемов |
5-10% воды, р-р |
Ядовитые пары |
+(20-30) |
Относится к сильным ядам. Проник- |
Токсичен. Паралич центральной нервной системы, язвы на руках и хроническая экзема | ||
|
10 |
Полиакриламид технический |
Твердый белый продукт |
Сополимер акрилламида, акрилнитрида и акриловой кислоты |
Любая плотная тара |
5%, водный раствор и меньше |
- |
+60 |
|
Малотоксичен | ||
|
11 |
Сернистый натрий плавленный технический |
Красноватая или коричневая оплавленная монолитная масса |
Na |
Барабаны из кровельной стали (160-200 кгс) |
5-20% водный р-р |
Весьма гигро- |
+(35-45) |
- |
Весьма токсичен. Все процессы, связанные с его растворением должны быть герметизиро- | ||
|
12 |
Силикат натрия растворимый (силикат-глыба) |
Куски, напоминающие обыкновенное стекло |
(Na |
Навалом в ж.д. вагонах или на платформах |
5-10 |
- |
- |
- |
Силикатоз вызывает пылевые проф. фиброзы легких | ||
|
13 |
Сода кальциниро- |
Твердое, белые кристаллы |
Na |
В крытых ж.д. вагонах навалом |
5-10 |
- |
- |
- |
Раздражение дыхательных путей. Конъюнктивит. Растворы вызывают разрыхление кожи, дерматит. | ||
|
14 |
Сода кристаллическая техническая |
Белые кристаллы |
Na |
Бумажные мешки, навалом в крытых ж.д. вагонах |
5-10 |
- |
- |
- |
| ||
|
15 |
Сода синтетическая кальциниро- |
Белые кристаллы |
Na |
В многос- |
5-10 |
- |
- |
- |
Изъязвление слизистой носа | ||
|
16 |
Стекло жидкое натровое |
Прозрачные куски (силикат-глыба) или жидкая масса, бесцв. или слабоокрашенные в зеленый или желтый цвет |
(Na |
Получают навалом силикат-глыбу, варят жидкое стекло в автоклавах, стеклянные банки, деревянные бочки, ж.д. цистерны |
1-5 |
- |
+(30-40) |
- |
Раздражает слизистые оболочки, капли вызывают ожоги глаз, на коже появляются утолщения | ||
|
17 |
Сульфит натрия безводный, технический кристаллический |
Бесцветное кристаллическое или слабо-желтого оттенка |
Na |
В фанерных барабанах (75 кгс) или в бочках (950-200 кгс) |
5-10% водный р-р |
Пожаро- |
+(35-45) |
- |
В мелко издробленном виде токсичен | ||
|
18 |
Тринатрий- |
Белая или окрашенная в желтый или розовый цвета кристаллическая масса |
Na |
В бочках (250 кгс) или в 4 и 6-слойных мешках (36-45 кгс) |
5-10% водный р-р |
- |
- |
- |
- | ||
|
19 |
Хромпик натриевый технический |
Кристаллическое вещество красно-желтого цвета |
Na |
I и II сорта - в стальных барабанах (180-200 кгс), кристаллич. прод. в стальных барабанах (100-110 кгс) и деревянных бочках (75-100 л) |
10-20% водный р-р |
- |
- |
- |
Токсичен. Раздражает и прижигает слизистые оболочки и кожу. Общетокси- | ||
|
20 |
Цианплав (черный цианид) |
Смесь цианистых и хлористых солей кальция и натрия. От темно-серого до черного цвета |
NaCN |
Стальные барабаны (100 кгс), стальные банки (10 кгс). Хранение в изолиров. помещениях с вентиляцией. Вскрытие тары, разгр. и др. процессы должны быть механизированы и герметизированы |
5-10% водный р-р |
В присутствии влаги выделяет |
+(20-30) |
Яд |
Отравление организма | ||
|
21 |
Асидол |
Маслянистая жидкость коричневого цвета |
Нафтеновые кислоты, не омыляемые продукты |
Ж.-д. цистерны, стальные барабаны или деревянные бочки до 350 кг |
Примен. непосред- |
- |
- |
- |
Вредное влияние при вдыхании в виде аэрозоля | ||
|
22 |
Аэрофлот бутиловый СК |
Черные комки, рассыпающиеся при надавливании |
(C |
Ж.-д. цистерны, стальные барабаны или деревянные бочки по 50-200 кг, бидоны, бутыли, банки |
Непосред- |
При взаимо- |
+(20-25) |
- |
Токсичен. При разложении выделяется сероводород. Брызги вызывают ожоги и труднозажи- | ||
|
23 |
Аэрофлот изопропиловый |
Твердое вещество |
(C |
" |
" |
" |
" |
- |
" | ||
|
24 |
Аэрофлот крезиловый |
Подвижная черная с буроватым оттенком маслянистая жидкость |
C |
" |
" |
" |
" |
- |
- | ||
|
25 |
Аэрофлот ксиленоловый |
Маслянистая жидкость черного цвета с буроватым оттенком |
C |
При хранении д.б. защищены от нагрева, емкость окрашивают в белый цвет и помещают под навес. Должна работать вентиляция |
" |
" |
" |
- |
" | ||
|
26 |
Катионный собиратель АИП |
Водорастворимая бурая жидкость |
C |
Ж.-д. цистерны |
Непосред- |
- |
- |
- |
- | ||
|
27 |
Керосин |
Слабо окрашенная жидкость |
Смесь углеводородов |
Ж.-д. цистерны, бочки |
Непосред- |
Характерный запах |
Температура вспышки - 48-58 °С |
- |
Токсичен. Возможны ожоги и отравления | ||
|
28 |
Ксантогенат калия бутиловый сухой и влажный |
Твердое кристаллическое |
C |
Транспор- |
2-10 |
Характерный запах тухлых яиц (серо- |
+(20-25) |
- |
Токсичен. При попадании на кожу и слизистые оболочки оказывает раздражающее действие. При попадании внутрь поражает центральную нервную систему | ||
|
29 |
Ксантогенат калия изопропиловый сухой |
Кристаллическое вещество |
C |
" |
" |
- |
" |
- |
Токсичен. | ||
|
30 |
Ксантогенат калия этиловый сухой |
Порошок от светло-желтого до сероватого цвета |
C |
Ж.-д. вагоны и другие виды транспорта в условиях, гаранти- |
2-10 |
Разлагается в присутствии влаги, особенно при температуре более +30 °С |
+(20-25) |
- |
Токсичен. При попадании на кожу и слизистые оболочки оказывает раздражающее действие. При длительном соприкосновении отмечается токсидермия, появление экземы, дерматита | ||
|
31 |
Кубовый остаток синтетических жирных кислот |
Вязкая жидкость от темно-коричневого до черного цвета |
Жирные кислоты С-20 и выше |
Ж.-д. цистерны, стальные барабаны или деревянные бочки до 350 кг |
В смеси с мылами других жирных кислот, либо (после нейтра- |
- |
- |
- |
Токсичен. Раздражение. | ||
|
32 |
Масло талловое сырое |
Маслянистая жидкость |
Смесь жирных и смоляных кислот |
Ж.-д. цистерны, стальные барабаны |
В виде водных растворов мыла 3-10% |
- |
+(35-50) |
- |
Малотоксично | ||
|
33 |
Олеиновая кислота (техническая) олеин |
Горючая жидкость |
C |
Стальные железнодо- |
Раствор в керосине 1:1; 1:2 или в виде мыла |
Слабый специ- |
- |
- |
Умеренно- | ||
|
2. Вспениватели, вспениватели-эмульгаторы | |||||||||||
|
34 |
Вещество вспомогательное ОП-7 и ОП-10 |
Маслянистые жидкости или легкоплавкие пасты от светло-желтого до светло-коричневого цветов |
Смесь полиэтиленгли- |
Железные бочки, ж.-д. цистерны |
Водные растворы 1-2% |
Специ- |
- |
- |
Очень слабое раздражающее действие на верхние дыхательные пути | ||
|
35 |
Ксиленол каменноуголь- |
Маслянистая жидкость темно-коричневого цвета |
Смесь изомеров высокомо- |
" |
Непос- |
Фенольный запах |
- |
- |
Раздражающее действие на кожу, раздражение дыхательных путей | ||
|
36 |
Масло сосновое флотационное (экстракционное и сухоперегонное) |
Прозрачная жидкость от светло-желтого до темно-желтого цвета, горючая |
Смесь терпеновых спиртов, углеводородов и др. продуктов |
" |
" |
Запах скипидара |
Температура вспышки - 35 °С |
- |
Не токсичен | ||
|
37 |
Масло флотационное (окисленный скипидар) |
Прозрачная жидкость от светло-желтого до бурого цвета |
Смесь терпеновых спиртов, углеводородов и фенолов |
" |
" |
" |
- |
- |
Токсичен | ||
|
38 |
Масло флотационное терпинеоловое |
Прозрачная жидкость красновато-бурого цвета |
Терпеновые спирты |
" |
Непосред- |
" |
- |
- |
Токсичен | ||
|
39 |
Пенообра- |
Жидкость светло-желтого цвета |
Смесь алифатических спиртов С |
Ж.-д. цистерны, стальные барабаны или деревянные бочки до 350 кг |
Непос- |
Резкий запах |
- |
- |
- | ||
|
40 |
Пенообра- |
Подвижная вязкая жидкость коричневого цвета с незначительным количеством осадка |
Смесь монобутиловых эфиров низших полиэтиленгли- |
" |
Водные растворы 3-5% |
Легкий запах |
- |
- |
- | ||
|
41 |
Пиридиновые основания тяжелые камен- |
Темноокрашенная маслянистая жидкость, легковоспламеняю- |
Смесь органических оснований и нейтральных веществ |
Ж.-д. цистерны, стальные барабаны или деревянные бочки до 350 кг |
Непосред- |
Специфичес- |
Температура вспышки - 20 °С, воспла- |
- |
Весьма токсичен. Раздражает слизистые оболочки глаз и верхних дыхательных путей | ||
|
42 |
Трикрезол |
Маслянистая жидкость темно-коричневого цвета |
Смесь орто-пара / метакрезолов |
" |
" |
- |
- |
- |
Резкое прижигающее и раздражающее действие на кожу | ||
|
43 |
Флотационный реагент ОПСБ |
Коричневая маслянистая жидкость |
Моноэфир полипропи- |
" |
В виде 1-5% водн. растворов |
Запах бутилового спирта |
- |
- |
Умеренно токсичен | ||
|
44 |
МИБК |
Бесцветная жидкость |
Метилизобу- |
" |
17 г/л |
- |
- |
- |
Малотоксичен | ||
15. ВСПОМОГАТЕЛЬНОЕ ХОЗЯЙСТВО
Грузоподъемные средства
15.1. Выбор и установка грузоподъемных средств должна производиться в полном соответствии с "Правилами устройства и безопасной эксплуатации грузоподъемных кранов", ГОСТ 504-78 "Краны мостовые опорные. Пролеты", ГОСТ 1575-81* "Краны грузоподъемные. Ряды основных параметров".
________________
* Действует ГОСТ 1575-87. - Примечание .
15.2. При выборе грузоподъемных средств учитывать габариты и массу поставляемых заводами-изготовителями узлов оборудования.
15.3. С целью механизации монтажных и ремонтных работ, проведения их в возможно кратчайшие сроки все устанавливаемое оборудование должно быть обеспечено подъемно-транспортными средствами независимо от периодичности ремонта. Допускается не предусматривать подъемно-транспортных средств для единичного оборудования массой менее 50 кг.
15.4. При выборе грузоподъемных механизмов преимущественно (там, где это возможно) должны предусматриваться напольные или полукозловые краны.
15.5. Грузоподъемность кранов принимать по табл.38-44.
Таблица 38
|
Наименование оборудования |
Грузоподъемность крана, т | |
|
над дробилкой |
над приводом | |
|
Щековые дробилки с простым качанием щеки, с приемными отверстиями: |
|
|
|
900х1200 |
16 |
- |
|
1200х1500 |
32 |
- |
|
1500х2100 |
50 |
- |
|
Щековые дробилки со сложным качанием щеки с приемными отверстиями: |
|
|
|
400х900 |
10 |
- |
|
600х900 |
10 |
- |
|
1200х1500 |
32 |
- |
|
1500х2100 |
100 |
- |
|
Конусные дробилки крупного дробления с приемной щелью: |
|
|
|
500 |
16 |
1,0 |
|
1200 |
100 |
5,0 |
|
1500 |
150 |
10,0 |
|
Конусные дробилки среднего и мелкого дробления с диаметром конуса: |
|
|
|
1750 |
32 |
- |
|
2200 |
50 |
- |
|
3000 |
80 |
- |
Таблица 39
|
Наименование оборудования |
Грузоподъемность, т | |
|
над приводом |
над натяжным устройством | |
|
Пластинчатые питатели тяжелого типа |
|
|
|
тип I с шириной ленты, мм: |
||
|
1500 |
5,0 |
3,2 |
|
1800 |
10 |
3,2 |
|
2400 |
10 |
3,2 |
|
Тип II с шириной ленты, мм: |
|
|
|
1200 |
3,2 |
2,0 |
|
1500 |
3,2 |
2,0 |
|
1800 |
5,0 |
3,2 |
|
2400 длиной до 9 м |
5,0 |
3,2 |
|
2400 длиной более 9 м |
10 |
3,2 |
Таблица 40
|
Ширина ленты, мм |
Приводная часть |
Натяжное устройство |
Хвостовая часть | |||
|
диаметр барабана, мм |
грузоподъем- |
диаметр барабана, мм |
грузоподъем- |
диаметр барабана, мм |
грузоподъем- | |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1000 |
1250 |
2,0 |
1000 |
1,0 |
1000 |
1,0 |
|
1000 |
1,0 |
800 |
1,0 |
800 |
1,0 | |
|
1000 |
1,0 |
630 |
1,0 |
630 |
1,0 | |
|
1200 и 1400 |
1600 |
5,0 |
- |
- |
- |
- |
|
1250 |
3,2 |
1250 |
3,2 |
1250 |
2,0 | |
|
1000 |
2,0 |
1000 |
2,0 |
1000 |
1,0 | |
|
800 |
1,0 |
800 |
1,0 |
800 |
1,0 | |
|
630 |
1,0 |
- |
630 |
1,0 | ||
|
1600 |
1600 |
16,0 |
1250 |
10,0 |
1250 |
5,0 |
|
|
1250 |
10,0 |
1000 |
5,0 |
1000 |
5,0 |
|
2000 |
2000 |
32,0 |
1600 |
10,0 |
1600 |
10,0 |
|
1600 |
10,0 |
1250 |
10,0 |
1250 |
5,0 | |
|
|
1250 |
5,0 |
1000 |
5,0 |
1000 |
5,0 |
|
|
|
|
|
|
800 |
2,0 |
Таблица 41
|
Наименование оборудования |
Грузоподъемность, т | ||
|
агрегатный |
машиносменный* | ||
|
|
при ремонте на месте установки |
при ремонте на стенде и разгрузке мелющих тел на месте установки |
при ремонте |
|
Мельницы шаровые и стержневые с диаметром барабана, мм |
|
|
|
|
2100 |
5,0 |
32 |
50 |
|
2700 |
10 |
50 |
80 |
|
3200 |
20 |
100 |
160 |
|
3600 |
20 |
160 |
250 |
|
4000 |
32 |
200 |
320 |
|
4500 |
32 |
200 |
2х250 |
|
5500 |
100 |
2х320 |
- |
|
Мельницы самоизмельчения с диаметром барабана, мм: |
|
|
|
|
7000 |
50 |
320 |
- |
|
9000 |
100 |
- |
- |
_______________
* См. п.3.3.
Таблица 42
|
Наименование оборудования |
Грузоподъемностъ крана, т |
|
Пневмомеханические флотационные машины с объемом камеры, м |
|
|
3,2 |
5,0 |
|
6,3 |
10 т или 2х5 т |
|
8,5 |
16 т или 2х5 т |
|
12,5 |
10 т или 2х3,2 т |
|
16,0 |
10 т или 2х3,2 т |
|
25,0 |
10 т или 2 по 5 т |
|
40,0 |
10 т или 2 по 5 т |
Таблица 43
|
Наименование оборудования |
Грузоподъемность крана, т |
|
Насосы грунтовые производительностью, м |
|
|
до 170 |
1,0 |
|
225 |
2,0 |
|
350 |
3,2 |
|
450-700 |
5,0 |
|
900-1800 |
10,0 |
|
2100-4000 |
16,0 |
|
8000 |
32,0 |
|
Насосы песковые производительностью, м |
|
|
до 160 |
2,0 |
|
250-315 |
3,2 |
Таблица 44
|
Наименование оборудования |
Грузоподъемность крана, т |
|
Дисковые вакуум-фильтры с площадью фильтрующей поверхности, м |
|
|
до 63 |
5 |
|
100 |
10 |
|
Барабанные вакуум-фильтры с площадью фильтрующей поверхности, м |
|
|
до 30 |
5,0 |
|
40 |
16,0 |
15.6. При наличии в одном пролете корпусов среднего и мелкого дробления более 9 дробилок предусматривать установку двух кранов наибольшей грузоподъемности по табл.38.
15.7. При общем числе мельниц в пролете более 6 независимо от проектируемого метода ремонта в пролете устанавливать дополнительный кран. Грузоподъемность дополнительного крана определяется потребностями текущего обслуживания работающих мельниц.
15.8. При общем числе мельниц в пролете более 8, принятом в проекте агрегатном методе и коэффициенте использования измельчительного оборудования 0,85 и менее, устанавливать не менее двух кранов грузоподъемности согласно табл.41.
15.9. Ярусное расположение кранов необходимо предусматривать при их числе устанавливаемых на одних путях более 3-х.
15.10. В случае установки в пролете флотации измельчительного оборудования грузоподъемные средства выбираются по табл.41.
15.11. Исполнение крана должно соответствовать категории производств, определяемой согласно утвержденному в установленном порядке "Перечню производств, по категории взрывной, взрывопожарной и пожарной опасности, а также санитарной характеристике объектов подготовки к обогащению сырья в цветной металлургии" и СНиП II-91* "Сооружения промышленных предприятий".
________________
* Действуют СНиП 2.09.03-85, здесь и далее. - Примечание .
15.12. При проектировании установки грузоподъемных средств преимущественно должны устанавливаться средства, управляемые с пола.
15.13. При установке мостовых опорных кранов необходимо предусматривать:
- посадочные площадки;
- упоры на подкрановых рельсах;
- грузоподъемные средства для ремонта механизмов передвижения крана, тележки и подъема;
- ремонтные участки.
15.14. Разрешается не предусматривать грузоподъемных средств для механизации ремонта механизмов тележки для кранов легкого режима, редко используемых и грузоподъемностью до 20 т.
15.15. При установке на одних путях более трех кранов, или двух кранов тяжелого режима предусматривать проходные галереи вдоль подкрановых путей.
15.16. Магнитные, грейферные и магнитно-грейферные краны относятся к кранам тяжелого режима работы и устройство галерей вдоль их подкрановых путей обязательны независимо от количества установленных на одних путях.
15.17. При установке подвесных электрических кранов и электрических талей необходимо предусматривать ремонтно-смотровые площадки и тупиковые упоры. При высоте установки не более 5 м ремонтно-смотровые площадки могут быть передвижными.
15.18. Все устанавливаемые грузоподъемные средства должны иметь электрический привод. Допускается установка ручных грузоподъемных средств при высоте подъема не более 3 м, отсутствии необходимой защиты электрооборудования соответствующей категории производства по взрывной и пожарной опасности и грузоподъемностью до 2 т.
Смазочное хозяйство
15.19. Смазочное хозяйство флотационных фабрик должно проектироваться на основе централизации и автоматизации густой смазки оборудования (ЦГС), жидкой смазки дробильно-размольного, компрессорного, конвейерного оборудования и грунтовых насосов производительностью 8000 м![]() /час, механизированного снабжения, маслоемкостей густой и жидкой смазкой, сбора отработанных масел.
/час, механизированного снабжения, маслоемкостей густой и жидкой смазкой, сбора отработанных масел.
15.20. Снабжение фабрики смазочными материалами необходимо проектировать с базисных складов нефтепродуктов предприятия. Расходный склад нефтепродуктов в составе обогатительной фабрики предусматривать:
- при годовой потребности в жидких смазочных материалах всех марок более 1000 т/год и пластичных смазок 240 т/год;
- при расположении фабрики в районах с сезонными транспортными связями. В этом случае емкость расходного склада нефтепродуктов должна обеспечивать надежную работу фабрики во время прекращения действия транспортных связей;
- когда потребность фабрики в нефтепродуктах составляет 60% и более от общей потребности предприятия.
15.21. При проектировании расходных складов нефтепродуктов в его составе предусматривать емкости для сбора отработанных масел.
15.22. В каждом отдельно стоящем корпусе предусматривать помещение для хранения и раздачи нефтепродуктов, которые совмещать с помещениями для станций жидкой циркуляционной и густой централизованных смазок.
15.23. Помещения для хранения и раздачи смазочных материалов должны иметь емкости для чистых и отработанных нефтепродуктов.
15.24. Заправка емкостей маслопомещений чистым маслом и откачка отработанного при наличии склада нефтепродуктов на территории фабрики проектировать по трубопроводам, а при отсутствии склада - автозаправщиками.
15.25. Подача жидких смазок к местам использования внутри корпуса должна осуществляться по трубопроводам.
15.26. При проектировании маслопомещений руководствоваться СНиП II-106*. Склады нефти и нефтепродуктов.
________________
* Действуют СНиП 2.11.03-93. - Примечание .
15.27. При проектировании маслоподвалов руководствоваться СНиП II-91 "Сооружение промышленных предприятий" и СНиП II-2*. Противопожарные нормы проектирования зданий и сооружений.
________________
* Действуют СНиП 21-01-97. - Примечание .
15.28. Маслоподвалы должны быть оборудованы грузоподъемными средствами соответствующего исполнения.
15.29. Станции жидкой циркуляционной смазки располагать на возможно близком расстоянии от смазываемого оборудования из расчета, чтобы количество масел, находящееся в трубопроводах, при работе не превышало 50% емкости маслостанции.
15.30. Трубопроводы проектировать с уклоном 1:40 в сторону маслостанций.
15.31. Помещения маслостанций оборудовать маслоочистными установками для отделения воды и механических примесей.
15.32. При проектировании жидкой циркуляционной смазки предпочтительно предусматривать групповые системы смазки.
15.33. Полную регенерацию масла предусматривать на станции регенерации предприятия, в состав которого входит фабрика.
15.34. При проектировании систем густой смазки станции располагать в помещениях станции жидкой циркуляционной смазки, или в специальных.
15.35. Заправку станций производить по трубопроводам от заправочных станций.
15.36. При группировании оборудования в системы ЦГС учитывать следующеe:
- оборудование всей технологической секции (нитки) должно входить в одну сторону;
- объединять в одну систему точки смазки однотипного оборудования или разнотипного, имеющие сравнимую периодичность подачи смазки;
- оборудование, выпускаемое заводами-изготовителями, не приспособленное для включения в системы ЦГС, необходимо доукомплектовать дозирующими питателями.
15.37. При включении в общую систему ЦГС оборудования различных технологических секций предусматривать секционирование системы с установкой соответствующей запорной арматуры.
15.38. Для передвижного оборудования (катучих конвейеров, сгустителей) предусматривать индивидуальные системы ЦГС.
15.39. Выбор диаметра трубопровода для систем густой смазки производить по табл.45, а автоматических станций - по табл.46.
Таблица 45
|
Развиваемое в системе давление, МПа |
Диаметр трубы, мм | |||||
|
18 |
22 |
28 |
34 |
48 |
60 | |
|
Длина трубопровода, м | ||||||
|
до 10 |
15 |
20 |
35 |
60 |
100 |
150 |
|
15 |
20 |
30 |
50 |
90 |
150 |
200 |
Таблица 46
|
Пропускная способность станции, л/мин |
0,075 |
0,15 |
0,6 |
|
Количество точек смазки |
25-100 |
250-450 |
500-700 |
Прием, хранение и загрузка мелющих тел
15.40. Годовая потребность в мелющих телах и их сортамент определяются технологическим регламентом на проектирование.
15.41. Базисный склад мелющих тел проектировать непосредственно на промплощадке фабрики. Емкость склада должна обеспечивать 45-дневный запас измельчающих тел для фабрик, расположенных в районах с умеренным климатом, надежными транспортными связями, обеспечивающими равномерную круглогодичную поставку мелющих тел. Для отдаленных районов с сезонными транспортными связями емкость базисного склада должна быть увеличена, особо обоснована в проекте и должна быть не менее потребности фабрики на весь период прекращения транспортных связей.
15.42. Склад мелющих тел емкостью до 1000 т необходимо располагать непосредственно в корпусе измельчения, склады большой емкости располагать вне корпуса измельчения в непосредственной близости с самостоятельными надежными транспортными связями.
15.43. Склады мелющих тел для районов с теплым и умеренным климатом предусматривать открытыми.
15.44. Для районов Крайнего Севера и приравненных к ним отдельно стоящие склады мелющих тел принимать закрытого типа неотапливаемыми.
15.45. При проектировании отдельно стоящих складов мелющих тел в районах со специфическими климатическими условиями в корпусе измельчения предусматривать аварийные расходные склады емкостью не менее 20-суточной потребности фабрики.
15.46. Все склады мелющих тел независимо от места их расположения должны быть оборудованы магнитными кранами.
15.47. В складах предусматривать раздельное хранение шаров по крупности. Номенклатура крупности шаров должна быть указана в технологическом регламенте на проектирование.
15.48. Для текущей загрузки шаров в мельницы предусматривать установку специальных дозирующих устройств.
15.49. Для транспортировки шаров от места хранения до мест загрузки предусматривать автоматизированные монорельсовые тележки, а также другие грузоподъемные или транспортные средства, обеспечивающие надежную и безопасную доставку шаров.
15.50. Для загрузки стержней в мельницы предусматривать использование переносной стержнепогрузочной машины.
15.51. Независимо от выбранного в проекте метода ремонта предусматривать устройства для выгрузки шаров из мельницы.
15.52. Фабрика, использующая шаровое измельчение, должна быть оборудована установками:
- разделения металлического скрапа и рудной гали,
- отделения металлического скрапа от годных для повторного использования шаров,
- разделения шаров по крупности.
Снабжение сжатым воздухом
15.53. Обеспечение сжатым воздухом предусматривать от компрессорных станций предприятия, или компрессорных, проектируемых в составе фабрики, последние надлежит проектировать по типовым проектам.
15.54. Потребность в сжатом воздухе определять проектировщиками соответствующих частей проекта по данным заводов-изготовителей оборудования.
15.55. Сети осушенного сжатого воздуха проектировать для питания исполнительных механизмов оборудования и арматуры, пневмошуровки материалов, склонных к налипанию или изменяющих свои свойства при контакте с влагой.
15.56. Установку осушки воздуха устанавливать непосредственно в корпусах потребления.
15.57. Трубопроводы осушенного сжатого воздуха, питающие средства контроля и автоматизации, должны иметь:
- накопительные устройства, обеспечивающие работу указанных средств в течение часа после прекращения подачи сжатого воздуха;
- запорную арматуру, препятствующую проникновению осушенного воздуха в общий воздухопровод.
15.58. На вводе в каждый корпус устанавливать запорную арматуру и влагомаслоотделители.
15.59. Внутрицеховые сети сжатого воздуха, независимо от их назначения, выполнять закольцованными с установкой запорной арматуры, позволяющей отключать поврежденные участки без прекращения подачи сжатого воздуха другим потребителям.
15.60. Для учета расхода сжатого воздуха и контроля его параметров (давления и температуры) соответствующие приборы устанавливать на общих сетях корпусов: дробления, измельчения и обогащения, фильтрации и сушки.
15.61. Сети сжатого воздуха проектировать с уклоном -0,003 в сторону движения воздуха.
15.62. Разводку сетей сжатого воздуха для ремонтно-эксплуатационных нужд проектировать по всем отметкам с расположением точек отбора через 24 метра.
15.63. Прокладку межцеховых сетей сжатого воздуха предусматривать по галереям конвейеров или совместно с тепловыми сетями и другими промпроводками.
Складское хозяйство
15.64. Снабжение фабрики материалами, оборудованием и запасными частями проектировать через базисные склады предприятия. Для материалов, оборудования и запасных частей, потребителем которых является только фабрика в составе фабрики предусматривать расходные склады.
15.65. При проектировании расходных складов руководствоваться ![]() "Общесоюзные нормы технологического проектирования складских комплексов и ремонтно-механических мастерских шахт, рудников и обогатительных фабрик горнодобывающей промышленности".
"Общесоюзные нормы технологического проектирования складских комплексов и ремонтно-механических мастерских шахт, рудников и обогатительных фабрик горнодобывающей промышленности".
15.66. Нормативы запаса сменного оборудования и запасных частей, полученных по централизованным поставкам, принимать равными 90 суток, а запасных частей, используемых один раз в год и реже, - не менее 300 суток.
15.67. В составе фабрики предусматривать склад для хранения баллонов с кислородом из расчета 2-х суточного расхода.
15.68. При проектировании склада кислот руководствоваться "Временными правилами хранения сильнодействующих ядовитых веществ на предприятиях цветной металлургии''.
16. РЕМОНТНОЕ ХОЗЯЙСТВО
Организация ремонта и технического обслуживания
16.1. При проектировании ремонта оборудования принимать централизованную систему ремонта, при которой капитальные и крупные текущие ремонты выполняются силами специализированных подрядных ремонтных организаций, а текущие - силами ремонтных подразделений флотационной фабрики. В исключительных случаях разрешается проектировать все виды ремонтов силами ремонтной службы проектируемой фабрики с соответствующим обоснованием.
16.2. Выполнение технического обслуживания оборудования (смазка, мелкие ремонтные работы и т.д.) предусматривать силами технологического персонала смен с участием дежурного персонала.
16.3. При определении численности ремонтного персонала, распределении объемов ремонтных работ между исполнителями руководствоваться ![]() "Нормы проектирования ремонтных хозяйств предприятий цветной металлургии".
"Нормы проектирования ремонтных хозяйств предприятий цветной металлургии".
16.4. Методы ремонта принимать согласно ВСН-06-83 Минцветмет СССР.
16.5. Агрегатным методом предусматривать ремонт дробильного, конвейерного, рудоразмольного, флотационного оборудования, пластинчатых, лотковых и тарельчатых питателей, магнитных сепараторов.
16.6. Машиносменным методом предусматривать ремонт насосов песковых, грунтовых производительностью до 4000 м![]() /час, гидроциклонов, грохотов, челюстных затворов, рудоразмольных мельниц с соответствующим технико-экономическим обоснованием.
/час, гидроциклонов, грохотов, челюстных затворов, рудоразмольных мельниц с соответствующим технико-экономическим обоснованием.
16.7. Ремонт технологической секции обогащения, объединяющей размольное и обогатительное оборудование, а также технологические коммуникации производить одновременно для чего предусматривать в проектах необходимое резервное оборудование и сменные узлы согласно табл.47.
Таблица 47
|
Наименование оборудования |
Нормы запаса, шт. | ||||
|
машин |
узлов | ||||
|
|
установлено |
количество резервных |
Наименование узла |
количество |
на какое число установленного оборудования |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Дробилки щековые |
- |
- |
Подвижная щека в сборе |
1 |
1 |
|
Конусные дробилки крупного дробления |
- |
- |
Дробящий конус в сборе с траверзой |
1 |
1-2 |
|
|
|
|
Эксцентрик в сборе |
1 |
1 |
|
|
|
|
Приводной вал в сборе |
1 |
1-2 |
|
|
|
|
Средняя часть корпуса |
1 |
2 |
|
|
|
|
Гидроцилиндр |
1 |
1 |
|
Конусные дробилки среднего и мелкого дробления |
- |
- |
Дробящий конус в сборе |
1 |
1-4 |
|
|
|
Регулирующее кольцо в сборе |
1 |
1-4 | |
|
|
|
|
Опорная чаша в сборе |
1 |
1-4 |
|
|
|
|
Эксцентрик |
1 |
1-4 |
|
|
|
|
Приводной вал в сборе |
1 |
1-4 |
|
Мельницы |
1-6 |
1 |
Приводная вал-шестерня в сборе |
1 |
4 |
|
|
7-12 |
1 |
Улитковый питатель |
1 |
4 |
|
|
13-18 |
3 |
Стенка торцевая |
1 |
6 |
|
Грохоты инерционные |
1-3 |
1 |
|
|
|
|
3-6 |
2 |
|
|
| |
|
7-12 |
3 |
|
|
| |
|
|
12 |
4 |
|
|
|
|
Классификаторы спиральные |
- |
- |
Спираль в сборе (каждого исполнения) |
1 |
1-4 |
|
2* |
1-4 | ||||
|
|
|
Редуктор привода |
1 |
1-4 | |
|
|
|
|
Промвал привода |
1 |
1-4 |
|
|
|
Нижняя опора |
1 |
1 | |
|
Гидроциклоны |
4 |
1 |
|
|
|
|
|
7-12 |
2 |
|
| |
|
|
13-20 |
4 |
|
|
|
|
24 |
5 |
|
|
| |
|
Флотационные машины |
- |
- |
Блок импеллера в сборе |
10% от количества одной секции |
|
|
Вакуум-фильтры |
- |
- |
Редуктор привода |
1 |
1-10 |
|
|
|
|
Редуктор привода мешалки |
1 |
1-10 |
|
Насосы песковые и грунтовые |
1 |
На каждые 6 установленных каждого типоразмера |
| ||
|
Пластинчатые питатели |
- |
- |
Ведущая звездочка в сборе |
1 |
1-4 |
|
Натяжная звездочка в сборе |
1 |
1-4 | |||
|
|
|
|
Полотно |
1 |
1-4 |
|
Конвейеры ленточные |
- |
- |
Роликоопоры рабочей и холостой ветви |
10% от общего числа | |
|
|
|
|
Барабан приводной |
1 |
1-10 |
|
|
|
|
Барабан |
1 |
1-10 |
|
|
|
|
Барабан натяжной |
1 |
1-10 |
Примечание: * - для двухспиральных классификаторов.
16.8. Суммарные стоимостные затраты на ремонт и обслуживание оборудования, годовой расход запасных частей и распределение объемов их изготовления по поставщикам, а также расход материалов на ремонтно-эксплуатационные нужды производить согласно ![]() .
.
16.9. Расход футеровочной стали по типам оборудования по табл.48.
Таблица 48
|
Наименование оборудования |
Удельные расходы в .....*/т руды |
|
Дробилки |
30-90 |
|
Мельницы рудоразмольные |
100-200 |
|
Мельницы самоизмельчения |
250-300 |
_______________
* Брак оригинала. - Примечание .
Примечание: нижние значения применять для руд крепостью по Протодьяконову до 10, верхние - для руд крепостью 16-18.
16.10. Грузооборот ремонтных и вспомогательных материалов определяется по удельным нормам по табл.49.
Таблица 49
|
Наименование груза |
Грузооборот на 1000 т перерабатываемой руды, т |
|
1. Доставка на фабрику оборудования, запасных частей, материалов |
3,65 |
|
2. Вывоз с фабрики |
|
|
2.1. Металлоотходы |
0,6 |
|
2.2. Запасные части на реставрацию и оборудование в цеха централизованного ремонта |
0,9 |
|
2.3. Мусор и щепа |
0,7 |
Материально-техническая база
16.12. В составе материально-технической базы ремонтной службы фабрики проектируются:
- ремонтные пункты,
- ремонтно-монтажные площадки,
- расходные кладовые запасных частей,
- открытые склады оборудования и запасных частей.
16.13. Ремонтные пункты предусматривать в корпусах: крупного, среднего, мелкого дробления, грохочения, фильтрации и сушки, обогащения, самоизмельчения, пульпонасосных станций и станций оборотной воды.
16.14. Ремонтные пункты оборудовать заточным и сверлильным станками, верстаками и стеллажами для хранения инструмента и приспособлений.
16.15. Для ремонта основного технологического оборудования в корпусах крупного, среднего, мелкого дробления, грохочения, складов руды, измельчения и флотации, фильтрации и сушки, пульпонасосных станций предусматривать ремонтно-монтажные площадки. Площади ремонтно-монтажных площадок принимать согласно табл.50-52, в остальных корпусах фабрики в пределах от 5-15% площади, занимаемой основным технологическим оборудованием.
Таблица 50
|
Аппаратурное оформление корпусов крупного дробления |
Площадь РМП, м |
|
Крупное дробление, оборудованное: |
|
|
щековой дробилкой |
216-324 |
|
конусной дробилкой |
432-540 |
Примечание: меньшие цифры для корпусов с одной технологической ниткой, большие с двумя - наибольшего типоразмера.
Таблица 51
|
Типоразмер дробилок |
Количество дробилок в пролете, шт. | |||
|
6 |
12 |
18 |
24 | |
|
Площадь РМП, м | ||||
|
При установке дробилок КМД и КСД в разных пролетах: |
|
|
| |
|
КМД-1750 |
108 |
156 |
204 |
252 |
|
КМД-2200 |
144 |
216 |
288 |
360 |
|
КМД-3000 |
288 |
432 |
556 |
674 |
|
При установке дробилок КСД и КМД в одном пролете: |
|
|
| |
|
КСД и КМД-1750 |
156 |
204 |
252 |
300 |
|
КСД и КМД-2200 |
216 |
288 |
360 |
432 |
|
КСД и КМД-3000 |
432 |
556 |
674 |
796 |
Таблица 52
|
Количество устанавливаемых мельниц, шт. |
Диаметр барабана мельницы, мм | |||
|
до 2700 |
3200-3600 |
4000-4500 |
5500 и более | |
|
|
Площадь РМП, м | |||
|
6 |
324 |
576 |
900 |
900 |
|
12 |
- |
- |
1080 |
1080 |
|
18 |
- |
- |
- |
1260 |
|
24 |
- |
- |
- |
1440 |
16.16. Площадь ремонтно-монтажных площадок, пролета флотации должна быть не менее 0,8 площади, занимаемой одной технологической секцией.
16.17. Оборудование и сооружения ремонтно-монтажных площадок принимать по табл.53-54.
Таблица 53
|
Наименование оборудования и сооружений |
Количество |
|
Стенд для перефутеровки дробящего конуса, шт. |
1 |
|
Стенд для перефутеровки чаши или регулирующего кольца, шт. |
1 |
|
Приспособление для разборки и сборки привода, шт. |
1 |
|
Установка для плавки цинкового сплава, шт. |
1 |
|
Монтажная лебедка для механизации подъема и спуска узлов и деталей грузоподъемных машин |
2 |
|
Устройство для монтажа конвейерных лент* |
1 |
|
Сварочный выпрямитель |
1 |
|
Кабели для металлоотходов |
3-5 |
Примечание: * Только при отсутствии специализированного участка хранения и ремонта транспортных лент.
Таблица 54
|
Наименование |
Количество |
|
Стенд для перефутеровки мельниц* |
1 на 6 установленных мельниц |
|
Стенд для хранения мельниц* |
1 на каждый типоразмер и исполнение |
|
Стенд для ремонта гидроциклонов |
1 на 10 установленных |
|
Стенд для хранения гидроциклонов |
1 на 6 установленных |
|
Монтажные лебедки |
1 |
|
Бункера для хранения измельчающих тел из расчета 45-дневного запаса |
|
|
Многопостовой сварочный выпрямитель |
1 на каждой площадке |
|
Кладовая хранения кислородных баллонов |
1 на корпус |
|
Стенд для ремонта насосов** |
1 на 10 насосов каждого типоразмера |
|
Моечная установка |
Одна |
|
Контейнеры для футеровки, металлоотходов и шаров |
|
Примечание: * - только при машиносменном методе ремонта,
** - в случае установки насосов в пролете измельчения и отсутствия в проекте специализированного участка.
16.18. С целью наиболее полного использования объема производственных зданий рекомендуется устройство двухэтажных ремонтно-монтажных площадок.
16.19. Стенды ремонта основного технологического оборудования, расположенные на ремонтно-монтажных площадках, должны проектироваться с автономными грузоподъемными средствами, управляемыми с пола.
16.20. Вспомогательные помещения, размещаемые на ремонтно-монтажных площадках, должны располагаться вне зоны действия основных грузоподъемных средств.
16.21. Во всех основных корпусах фабрики должны быть предусмотрены помещения:
- раскомандировки ремонтной службы,
- расходная кладовая штучных запасных частей и материалов,
- рабочего места механика (электрика) цеха и участка.
16.22. При корпусах дробления, измельчения и обогащения, фильтрации и сушки должны быть предусмотрены открытые склады запасных частей и резервного оборудования.
16.23. Для обеспечения ремонтных работ сварочным током в корпусах: дробления, измельчения, грохочения, флотации, обогащения, фильтрации и сушки устанавливать многопостовые сварочные агрегаты с разводкой сетей сварочного тока и устройством пунктов подключения из расчета длины переносного рабочего провода сварщика 30-35 м, в остальных корпусах устанавливать однопостовые сварочные агрегаты с разводкой сетей сварочного тока.
16.24. Для обеспечения сварочным током работ по ремонту наружных технологических трубопроводов предусматривать передвижные сварочные агрегаты.
16.25. Для обеспечения ремонтных работ кислородом в основных корпусах фабрики предусматривать кислородные распределительные пункты и разводку сетей кислорода с устройством газораздаточных постов и расчета длины переносного рабочего шланга не более 35-40 м.
16.26. При наличии на промплощадке ГОКа кислородной станции снабжение кислородораспределительных пунктов фабрики должно предусматриваться по трубопроводам, в остальных случаях - кислородными баллонами или авторепициентами.
16.27. При обеспечении кисдородораспределительных пунктов кислородом в баллонах в них обязательно предусматривать необходимые грузоподъемные средства для механизации погрузочно-разгрузочных работ.
16.28. Для сбора и утилизации металлоотходов во всех корпусах фабрики предусматривать установку специальных контейнеров.
16.29. В случае размещения фабрики на значительном расстоянии от цеха металлоотходов предприятия и объеме металлоотходов более 60 т/месяц на каждой фабрике предусматривать участок по разделке, хранению и отгрузке металлоотходов. Участок долхен быть оборудован:
- постами газопламенной резки,
- пакетировочным прессом,
- грузоподъемными средствами с магнитной шайбой,
- вагонными весами,
- тарой для раздельного хранения отходов цветных металлов.
Среднюю норму металлоотходов принимать по табл.55.
Таблица 55
|
Наименование материалов |
% от годового расхода |
|
Запасные части и оборудование |
35 |
|
Прокат черных и цветных металлов |
20 |
|
Измельчающие тела |
15 |
|
Футеровка дробилок, мельниц, классификаторов, течек |
25-30 |
16.30. В корпусе реагентов при поставке последних в металлической невозвратной таре необходимо предусматривать специализированные участки ее утилизации.
16.31. В составе металлообрабатывающих участков необходимо предусматривать специальное оборудование по сбору и пакетированию металлоотходов.
Механизация обслуживания и ремонта ленточных конвейеров
16.32. При проектировании обслуживания и ремонта ленточных конвейеров предусматривать механизацию:
- монтажа, замены и стыковки конвейерных лент,
- ремонта обслуживания роликоопор конвейеров при ширине ленты более 1400 мм.
16.33. Для монтажа и замены конвейерных лент предусматривать:
- устройство специальных проемов в строительных конструкциях галерей и перегрузочных узлов,
- установку специальных приспособлений.
16.34. Монтаж или замену лент предусматривать полной навеской с вулканизацией одного стыка непосредственно на конвейере.
16.35. Механизированную доставку роликов в горизонтальных галереях предусматривать электротельферами, в наклонных галереях - специальными устройствами.
Охрана труда, техника безопасности и противопожарные мероприятия
16.36. При проектировании объектов ремонтного хозяйства руководствоваться действующими строительными правилами и нормами, инструкциями, правилами проектирования и правилами техники безопасности применительно к проектируемым объектам и производствам.
16.37. При использовании в проекте переносных установок для заливки броней дробилок цинковым сплавом предусматривать установку металлургических кранов, используемых для транспортировки жидкого металла.
16.38. При использовании грузоподъемных механизмов для механизации передачи грузов из одного пролета в другой, монтажа и демонтажа конвейерных лент предусматривать установку предохранительных устройств, не допускающих перегрузку крана.
16.39. При ремонте рудоразмольных мельниц независимо от места его проведения предусматривать специальные вентиляционные установки.
16.40. В случае проектирования специальных грузовых площадок на перекрытиях зданий предусматривать отличительные конструкции или окраску.
17. ТРЕБОВАНИЯ К ПРОЕКТУ ХВОСТОВОГО ХОЗЯЙСТВА
17.1. Отработанные хвостохранилища следует рассматривать как потенциальные запасы руды, подлежащие переработке в будущем.
17.2. Проектом хвостового хозяйства должен быть предусмотрен максимально возможный водооборот.
17.3. В соответствии с "Основами земельного законодательства Союза ССР" и Союзных республик проектом должно предусматриваться сохранение плодородных почв путем снятия их в местах расположения хвостохранилищ.
Толщина и тип плодородного слоя почвы, подлежащей снятию и хранению, устанавливаются на стадии отвода земель под строительство хвостохранилища землеустроительными органами.
17.4. Снятие, использование и консервацию плодородных почв необходимо выполнять поэтапно в соответствии с графиком занятия площадей в процессе эксплуатации хвостохранилища. При невозможности уложить снятый почвенный грунт на место рекультивации проектом должны предусматриваться его временное складирование и консервация.
17.5. Бурты плодородной почвы, предназначенной для последующей рекультивации хвостохранилища, следует размещать в непосредственной близости от хвостохранилища на непригодных для сельского хозяйства землях.
17.6. Проекты сельскохозяйственной рекультивации малопродуктивных земель при компенсации площадей, занимаемых хвостохранилищами и самих хвостохранилищ после завершения их эксплуатации, должны выполняться специализированными организациями по особым нормативным документам.
Текст документа сверен по:
официальное издание
Л.: ВНИИПИ "Механобр", 1986
Личный кабинет:
доступно после авторизации У краснодарки Марии Миногаровой случился нервный срыв на шоу...
У краснодарки Марии Миногаровой случился нервный срыв на шоу...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке