НПБ 153-2000*
НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНИКА ПОЖАРНАЯ.
ГОЛОВКИ СОЕДИНИТЕЛЬНЫЕ ПОЖАРНЫЕ.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ.
МЕТОДЫ ИСПЫТАНИЙ
Fire equipment. Fire connecting heads.
Technical fire safety requirements.
Test methods
Дата введения 2001-03-01
РАЗРАБОТАНЫ Главным управлением Государственной противопожарной службы Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ГУГПС МЧС России) (А.И.Жук, В.В.Жидовленков) и Федеральным государственным учреждением "Всероссийский ордена "Знак Почета" научно-исследовательский институт противопожарной обороны" Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ФГУ ВНИИПО МЧС России) (В.И.Логинов, С.М.Ртищев, В.Н.Козырев).
ВНЕСЕНЫ И ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ отделом техники и вооружения ГУГПС МЧС России.
УТВЕРЖДЕНЫ приказом ГУГПС МВД России от 27 декабря 2000 г. N 81.
С введением в действие НПБ 153-2000 утрачивают силу НПБ 153-96, утвержденные приказом ГУГПС МВД России от 28.06.1996 г. N 40.
С изменениями и дополнениями, внесенными в соответствии с приказом ГУГПС МВД России от 21.12.1999 г. N 99 и приказом ГУГПС МЧС России от 03.06.2002 г. N 18.
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящие нормы пожарной безопасности (далее - нормы) распространяются на пожарные соединительные головки (далее - головки), которые применяются в рукавных линиях, предназначенных для подачи воды (кроме морской) и растворов пенообразователей к месту пожара.
1.2. Настоящие нормы устанавливают технические требования пожарной безопасности к головкам и методы их испытаний, обеспечивающие пожарную безопасность при использовании головок.
1.3. Настоящие нормы применяются на стадиях разработки, изготовления и испытаний головок, а также при их сертификации в области пожарной безопасности.
1.4. Настоящие нормы могут использоваться как типовая программа и методика проведения испытаний головок.
2. ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В настоящих нормах используются следующие термины с соответствующими определениями:
пожарная соединительная головка - быстросмыкаемая арматура для соединения пожарных рукавов и присоединения их к пожарному оборудованию и пожарным насосам;
условный проход - приближенное числовое обозначение внутреннего диаметра, общее для всех присоединяемых компонентов трубопроводных систем, не являющееся измеряемой величиной;
максимальное рабочее давление головки - наибольшее избыточное давление, при котором головка сохраняет свою работоспособность в пределах установленного для нее предприятием-изготовителем срока службы при заданном режиме эксплуатации.
3. ОБЩИЕ ПОЛОЖЕНИЯ
3.1*. Головки, изготавливаемые отечественными предприятиями, допускаются к сертификационным испытаниям в области пожарной безопасности, если они в установленном порядке прошли стадии и этапы разработки, предусмотренные ГОСТ Р 15.201, ГОСТ 2.103, все виды испытаний, имеют полный комплект конструкторской документации на серийное производство.
3.2. Конструкторская документация на отечественные головки должна быть оформлена в соответствии с требованиями ЕСКД и откорректирована по результатам испытаний установочной серии с присвоением ей в установленном порядке литеры "А".
3.3. Эксплуатационная документация на импортируемые головки, а также надписи на них должны быть на русском языке.
3.4. Экспертиза конструкторской документации головок является обязательной при организации и проведении сертификационных испытаний в области пожарной безопасности.
3.5. Классификация головок
3.5.1. В зависимости от назначения головки подразделяются на:
напорные;
всасывающие.
3.5.2*. Напорные головки в зависимости от конструкции и назначения подразделяются на типы (приложение, рисунки 1-5):
ГР - рукавная головка;
ГМ - муфтовая головка;
ГЦ - цапковая головка;
ГП - переходная головка;
ГЗ - головка-заглушка.
Напорные головки в зависимости от области применения подразделяются на:
головки для пожарных кранов (ПК);
головки для передвижной пожарной техники (ПТ).
3.5.3. Всасывающие головки подразделяются на типы (приложение, рисунки 6-8):
ГРВ - рукавная;
ГМВ - муфтовая;
ГЗВ - головка-заглушка.
3.5.4*. Напорные и всасывающие головки классифицируются в зависимости от их максимального рабочего давления (РМО), типов и условных проходов (DN) в соответствии с таблицей 1.
Таблица 1
|
РМО, МПа |
Типы головок |
DN |
|
Напорные | ||
|
1,0* |
ГР, ГМ, ГЦ |
40, 50, 70 |
|
1,2 |
ГР, ГМ, ГЦ, ГЗ |
150 |
|
1,4 |
ГР, ГМ, ГЦ, ГЗ |
90 |
|
1,6 |
ГР, ГМ, ГЦ, ГЗ |
40, 50, 70, 80 |
|
1,6 |
ГП |
50х25, 50х40,70х50, 80х50,80х70 |
|
2,0 |
ГР, ГМ, ГЦ, ГЗ |
25 |
|
3,0 |
ГР, ГМ, ГЦ, |
25, 40, 50, 70 |
|
3,0 |
ГП |
50х25, 50х40, 70х50 |
|
Всасывающие | ||
|
1,0 |
ГРВ, ГМВ |
80, 125 |
|
0,1 |
ГРВ, ГМВ, ГЗВ |
100 |
|
0,1 |
ГЗВ |
80, 125 |
_______________
* Для использования в ПК.
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ ПОЖАРНОЙ БЕЗОПАСНОСТИ
4.1. Головки должны изготавливаться по конструкторской документации, соответствующей требованиям настоящих норм и утвержденной в установленном порядке.
4.2. Типы и размеры головок должны соответствовать рисункам 1-9 и таблицам 1-9, приведенным в приложении.
4.3*. Основные параметры головок должны соответствовать данным, представленным в таблице 2.
Таблица 2
|
|
|
|
Испытательное гидравлическое давление, МПа |
Гидравлическое давление разрушения головки, МПа, не менее |
|
ГР, ГМ, ГЦ, ГЗ |
25 |
|
|
|
|
ГП |
50х25 |
2,0 |
2,5+0,1 |
3,5 |
|
ГР, ГМ, ГЦ, ГЗ |
40 |
|
|
|
|
ГП |
40х50, 70х50, 80х50, 80х70 |
1,6 |
2,0+0,1 |
3,5 |
|
ГР, ГМ, ГЦ, ГЗ |
90 |
1,4 |
1,8+0,1 |
2,8 |
|
ГР, ГМ, ГЦ, ГЗ |
150 |
1,2 |
1,5+0,1 |
2,5 |
|
ГР, ГМ, ГЦ, ГЗ |
25, 40, 50, 70 |
|
|
|
|
ГП |
40х50, 70х50 |
3,0 |
3,8+0,1 |
6,0 |
|
ГР, ГМ, ГЦ |
40, 50, 70 |
1,0 |
1,25+0,1 |
2,0 |
|
ГРВ, ГМВ |
80 |
|
|
|
|
ГМВ |
125 |
1,0 |
1,5+0,1 |
- |
4.4*. Массы головок должны соответствовать данным, указанным в таблицах 3-5.
Таблица 3
|
|
Масса* головки (кг, не более) с условным проходом | ||||||
|
|
25 |
40 |
50 |
70 |
80 |
90 |
150 |
|
ГР |
0,110 |
0,19 |
0,38 |
0,52 |
0,71 |
1,20 |
2,6 |
|
ГМ |
0,075 |
0,14 |
0,25 |
0,33 |
0,40 |
0,85 |
1,2 |
|
ГЦ |
0,095 |
0,17 |
0,28 |
0,38 |
0,45 |
0,90 |
1,4 |
|
ГЗ |
0,110 |
0,19 |
0,35 |
0,60 |
0,70 |
1,10 |
2,5 |
Таблица 4
|
|
Масса* головки (кг, не более) с условным проходом | ||||
|
|
50х25 |
40х50 |
70х50 |
80х50 |
80х70 |
|
ГП |
0,38 |
0,46 |
0,85 |
1,15 |
1,2 |
Таблица 5
|
|
Масса* головки (кг, не более) с условным проходом | ||
|
|
80 |
100 |
125 |
|
ГРВ |
0,87 |
1,50 |
2,00 |
|
ГМВ |
0,42 |
0,80 |
1,10 |
|
ГЗВ |
0,80 |
1,10 |
1,50 |
_______________
* Для головок из алюминиевых сплавов.
4.5. Резиновые кольца головок должны соответствовать требованиям ГОСТ 6557.
4.6*. Головки должны соответствовать видам климатического исполнения У1 и УХЛ1 по ГОСТ 15150 с диапзоном рабочих температур окружающего воздуха:
для исполнения У1 от минус 40 °С до 60 °С;
для исполнения УХЛ1 от минус 50 °С до 60 °С.
4.7. Поверхности соединительных головок должны быть без трещин, посторонних включений и других дефектов, снижающих прочность и ухудшающих внешний вид. Острые кромки наружных поверхностей должны быть притуплены.
На поверхностях литых деталей головок допускается наличие раковин, наибольший размер которых не превышает 2 мм, а глубина не более 10% от толщины стенки детали.
На поверхностях спиральных выступов и клыков головок дефекты не допускаются.
4.8* Головки (кроме головок типов ГЦ и имеющих DN 25) должны иметь четыре равномерно расположенных по окружности выступа для обеспечения их надежного захвата ключом по ГОСТ 14286.
4.9. Головки должны обеспечивать смыкаемость между собой и с головками других типов, имеющими одинаковые условные проходы, вручную без применения приспособлений на величину захода клыка по спиральному выступу, равную 1,0-1,5 ширины клыка.
Всасывающие головки с условным проходом 125 мм должны смыкаться под действием усилия, создающего момент силы не более 18,6 Н·м.
4.10. Трубная цилиндрическая резьба головок должна соответствовать требованиям ГОСТ 6357, класс В, метрическая - ГОСТ 24705.
4.11. Конструкция головок должна обеспечивать герметичность соединения между собой и с головками других типов, имеющими одинаковые условные проходы, а также прочность и плотность материала при воздействии испытательного гидравлического давления, указанного в таблице 2.
4.12. Конструкция всасывающих головок должна обеспечивать герметичность их соединения при разряжении не менее 0,08 МПа.
4.13. Разрушение головок должно происходить при гидравлическом давлении, указанном в таблице 2.
4.14* Головки должны быть изготовлены из алюминиевых сплавов не выше II группы по ГОСТ 1583 или латуни по ГОСТ 17711.
Головки, предназначенные для использования в ПК, допускается изготавливать из других материалов, имеющих антикоррозионные свойства не ниже, чем вышеуказанные материалы, или они должны иметь антикоррозионное защитное покрытие в соответствии с ГОСТ 9.303 для металлических и неметаллических покрытий и ГОСТ 9.032, ГОСТ 9.104 для лакокрасочных покрытий.
4.15*. Упорные кольца головок типа ГЗ, ГЗВ, ГП должны быть изготовлены из проволоки, по ГОСТ 9389, и иметь защитное покрытие, соответствующее ГОСТ 9.303.
Примечание. Рекомендуемое покрытие Ц 18хр.
4.16. Головки должны выдерживать без разрушения и нарушения герметичности соединения 554 рабочих цикла при вероятности безотказной работы за цикл, равной 0,993.
4.17. В комплект поставки должны входить:
головка в сборе с резиновым кольцом;
паспорт.
4.18*. Паспорт должен содержать следующие разделы:
область применения;
сведения о сертификации;
технические характеристики (условный проход, максимальное рабочее давление, масса, средний срок службы);
свидетельство о приемке;
заметки по эксплуатации, транспортированию и хранению;
гарантии изготовителя;
сведения об изготовителе.
4.19. На каждой соединительной головке в месте, предусмотренном конструкторской документацией, должна быть нанесена маркировка.
4.19.1. Маркировка должна содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
год выпуска;
условный проход;
максимальное рабочее давление.
Допускается не включать в маркировку условный проход и максимальное рабочее давление на головках с DN 25.
4.19.2*. Маркировка на резиновых кольцах должна содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
год изготовления;
тип кольца;
климатическое исполнение.
Допускается не включать в маркировку тип кольца на резиновых кольцах с DN 25-50.
4.19.3*. Конструкторской документацией должно быть предусмотрено место на головках для маркировки знака соответствия пожарной безопасности.
Маркировка должна быть четкой и понятной и сохраняться в течение всего срока эксплуатации головок.
4.20. Упаковка должна обеспечивать сохранность комплекта головки при транспортировании и хранении.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Объем испытаний
5.1.1. Для проверки качества головок проводят следующие испытания:
приемочные;
квалификационные;
сертификационные;
приемо-сдаточные;
периодические;
типовые.
5.1.2. При проведении приемочных и сертификационных испытаний головки проверяют на соответствие техническим требованиям пожарной безопасности, содержащимся в настоящих нормах.
5.1.3. Объем типовых испытаний устанавливают по согласованию с ГУГПС МЧС России в зависимости от вносимых конструктивных или технологических изменений, способных повлиять на технические показатели.
5.1.4. Объем квалификационных, периодических и приемо-сдаточных испытаний приведен в таблице 6.
Таблица 6
|
|
Пункт настоящих норм |
Вид испытаний | |||
|
Перечень испытаний |
Технические требования |
Методы испытаний |
Квалифи- |
Перио- |
Приемо- |
|
Проверка основных размеров |
4.2 |
5.4 |
+ |
+ |
+ |
|
Проверка условного прохода и максимального рабочего давления |
4.3 |
5.5 |
+ |
+ |
+ |
|
Проверка массы головок |
4.4 |
5.6 |
+ |
+ |
+ |
|
Проверка соответствия резиновых колец ГОСТ 6557 |
4.5 |
5.7 |
+ |
+ |
+ |
|
Проверка климатического исполнения головок |
4.6 |
5.8 |
+ |
+ |
- |
|
Проверка поверхностей головок |
4.7 |
5.9 |
+ |
+ |
+ |
|
Проверка наличия выступов под ключ |
4.8 |
5.10 |
+ |
- |
+ |
|
Проверка смыкаемости головок |
4.9 |
5.11 |
+ |
+ |
+ |
|
Проверка резьб головок |
4.10 |
5.12 |
+ |
+ |
+ |
|
Проверка герметичности соединения головок, прочности и плотности материала при воздействии испытательного давления |
4.11 |
5.13 |
+ |
+ |
+ |
|
Проверка герметичности соединения всасывающих головок при разрежении |
4.12 |
5.14 |
+ |
+ |
+ |
|
Проверка давления разрушения головок |
4.13 |
5.15 |
+ |
+ |
- |
|
Проверка требований к материалам головок |
4.14 |
5.16 |
+ |
+ |
+ |
|
Проверка качества металлического покрытия упорных колец |
4.15 |
5.17 |
+ |
+ |
+ |
|
Проверка вероятности безотказной работы |
4.16 |
5.18 |
+ |
+ |
- |
|
Проверка комплектности |
4.17 |
5.19 |
+ |
- |
+ |
|
Проверка содержания разделов паспорта |
4.18 |
5.19 |
+ |
- |
- |
|
Проверка маркировки |
4.19 |
5.19 |
+ |
- |
+ |
|
Проверка упаковки |
4.20 |
5.19 |
+ |
- |
+ |
5.2. Условия проведения испытаний
5.2.1. Все испытания должны проводиться в нормальных климатических условиях по ГОСТ 15150.
5.2.2. Испытательное оборудование и средства измерений должны иметь соответствующие свидетельства государственной поверки.
5.2.3. Перед проведением испытаний образцы должны быть выдержаны в нормальных климатических условиях, по ГОСТ 15150, в течение 24 ч.
5.2.4. При гидравлических испытаниях должно быть обеспечено вытеснение воздуха из внутренних полостей испытываемых головок.
5.2.5. На испытания в объеме требований раздела 4 должно быть представлено не менее 5 образцов головок.
5.3. Проверку соответствия конструкторской документации требованиям настоящих норм (п.4.1) проводят сопоставлением и аналитическим сравнением показателей, характеристик, технических требований настоящих норм и конструкторской документации.
5.4. Размеры головок (п.4.2) измеряют линейкой, по ГОСТ 427, с ценой деления 1 мм, штангенциркулем, по ГОСТ 166, с погрешностью измерения 0,05 мм, нутромером с погрешностью измерения 0,05 мм, прибором для измерения углов с погрешностью измерения не более 1°.
5.5. Условный проход и максимальное рабочее давление головок (п.4.3) проверяют визуально внешним осмотром по маркировке и сличением с конструкторской документацией.
5.6. Массу головок (п.4.4) проверяют взвешиванием на весах, по ГОСТ 29329, с пределом взвешивания не более 10 кг и ценой деления:
не более 0,005 кг для головок всех типов с DN не менее 50 мм;
не более 0,001 кг для головок всех типов с DN не более 40 мм.
5.7. Резиновые кольца головок (п.4.5) проверяют по ГОСТ 6557. Допускается не проводить проверку резиновых колец по ГОСТ 6557 при наличии в сопроводительной документации производителя документа о качестве, подтверждающего их соответствие ГОСТ 6557.
5.8*. Соответствие климатического исполнения головок требованиям (п.4.6) проверяют путем определения работоспособности головок при крайних значениях температурного диапазона.
5.8.1. Работоспособность головок при низких температурах проверяют выдержкой двух не соединенных между собой головок в сборе с резиновыми кольцами и отдельно резинового кольца в течение одного часа в камере холода при температуре минус 40 °С (для исполнения У1) или минус 50 °С (для исполнения УХЛ1). Перед помещением в камеру холода головки погружают в емкость с водопроводной водой и выдерживают в течение одного часа. После изъятия головок из воды необходимо протереть смыкаемые поверхности для удаления капель воды. После выдержки в камере холода проводят смыкание головок и сжатие резиновых колец в диаметральной плоскости. Головки должны смыкаться в соответствии с п.4.9. Резиновые кольца, подвергнутые испытанию, и головки не должны иметь деформаций и трещин.
5.8.2. Работоспособность головок при температуре воздуха 60 °С проверяют выдержкой головок, предварительно сомкнутых между собой, в термошкафу при указанной температуре в течение двух часов. После изъятия из камеры головки размыкают и смыкают, при этом должно соблюдаться условие смыкания (п.4.9): величина захода клыка головки по спиральному выступу должна быть не более 1,0-1,5 его ширины. Резиновые кольца не должны иметь деформаций и повреждений.
5.9. Проверку соответствия поверхности головок требованиям (п.4.7) проводят визуально внешним осмотром и штангенциркулем, по ГОСТ 166, с погрешностью измерения 0,1 мм.
5.10. Наличие выступов у головок для захвата ключом (п.4.8) проверяют визуально внешним осмотром, а также смыканием и размыканием головок при помощи ключей по ГОСТ 14286.
5.11. Соответствие головок требованиям п.4.9 проверяют смыканием головок от руки. Величину захода клыка определяют при помощи линейки, по ГОСТ 427, с ценой деления 1 мм или штангенциркулем, по ГОСТ 166, с погрешностью измерения 0,1 мм. Усилие смыкания всасывающих головок с условным проходом 125 мм проверяют при помощи динамометрического ключа.
5.12. Трубную цилиндрическую резьбу (п.4.10) проверяют резьбовыми пробками по ГОСТ 18922, ГОСТ 18927 и резьбовыми кольцами по ГОСТ 18929, ГОСТ 18931. Проверку метрической резьбы проводят резьбовыми пробками по ГОСТ 17759 и ГОСТ 17761.
5.13. Герметичность соединений головок, а также прочность, плотность материала (п.4.11) проверяют воздействием на головки испытательным гидравлическим давлением, указанным в таблице 2, не менее двух минут при соблюдении условия п.5.2.4. Течь воды через соединения и появление ее в виде капель на наружных поверхностях головок не допускаются. После испытания должно обеспечиваться смыкание головок (п.4.9).
5.14. Герметичность соединений всасывающих головок (п.4.12) проверяют созданием разрежения в испытываемом образце. В течение 5 мин падение вакуума не должно превышать 0,003 МПа. Во время испытаний головки не должны подвергаться осевому сжатию.
5.15. Проверку головок на разрушение проводят путем плавного повышения гидравлического давления, указанного в таблице 2, в испытываемом образце (не более 0,3 МПа/с) до разрушения головки при соблюдении условия п.5.2.4.
5.16. Соответствие материала, применяемого для изготовления головок, требованиям п.4.14 проверяют по сопроводительной документации изготовителей. Материал, указанный в сопроводительной документации, должен соответствовать материалу, указанному в чертежах.
5.17*. Качество защитных антикоррозионных покрытий головок (пп.4.14, 4.15) проверяют по:
ГОСТ 9.032 для лакокрасочных покрытий;
ГОСТ 9.302 для металлических и неметаллических неорганических покрытий.
Примечание. При сертификационных испытаниях качество покрытий проверяют визуально внешним осмотром.
5.18. Вероятность безотказной работы (п.4.16) проверяют в соответствии с ГОСТ 27.410 одноступенчатым методом при следующих данных:
риск изготовителя ![]() = 0,1;
= 0,1;
риск потребителя ![]() = 0,1;
= 0,1;
приемочный уровень ![]() = 0,999;
= 0,999;
браковочный уровень ![]() = 0,993;
= 0,993;
количество циклов - 554 (для каждой головки);
количество испытываемых головок - 2 (каждого типоразмера);
приемочное число отказов - 1.
Проверку показателя вероятности безотказной работы напорных головок проводят на испытательном оборудовании, обеспечивающем возможность создания в них и измерения гидравлического давления при соблюдении условия п.5.2.4.
Циклом следует считать:
смыкание пары головок между собой;
воздействие на напорные головки рабочим гидравлическим давлением, величина которого должна быть равной максимальному рабочему давлению головки, указанному в таблице 2 настоящих норм, и на всасывающие разрежением не менее 0,08 МПа. Время выдержки головок под давлением (разрежением) должно быть не менее 60 с;
сброс давления (разрежения) до нуля и размыкание головок.
Критериями отказа следует считать поломку одной из деталей, нарушение герметичности или смыкаемости. Критерием предельного состояния головок следует считать изменение величины захода клыков до крайнего положения не более чем через 300 циклов. Герметичность соединения головок проверяют в начале испытаний, а затем через каждые 100 циклов и по окончании испытаний.
5.19. Комплектность (п.4.17), содержание разделов паспорта (п.4.18), маркировку (п.4.19) и упаковку (п.4.20) проверяют визуально внешним осмотром и сличением с нормативной и конструкторской документацией.
6*. НОРМАТИВНЫЕ ССЫЛКИ
В настоящих нормах используются ссылки на следующие нормативные документы:
ГОСТ 2.103-88* ЕСКД. Стадии разработки.
_________________
* Вероятно ошибка оригинала. Следует читать ГОСТ 2.103-68. Примечание .
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения.
ГОСТ 9.104-79* ЕСЗКС. Покрытия лакокрасочные. Группы условий эксплуатации.
ГОСТ 9.302-88 ЕСЗКС. Покрытия металлические и неметаллические, неорганические. Методы контроля.
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические, неорганические. Общие требования к выбору.
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство.
ГОСТ 27.410-87 Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность.
ГОСТ 166-89 Штангенциркули. Технические условия.
ГОСТ 427-75 Линейки измерительные металлические. Технические условия.
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия.
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая.
ГОСТ 6557-89 Кольца резиновые для пожарной соединительной арматуры. Технические условия.
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия.
ГОСТ 14286-69 Ключи для пожарной соединительной арматуры. Технические условия.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды.
ГОСТ 17711-80 Сплавы медно-цинковые (латуни) литейные. Марки.
ГОСТ 17759-72 Пробки резьбовые с полным профилем резьбы диаметром от 52 до 100 мм. Конструкция и основные размеры.
ГОСТ 17761-72 Пробки резьбовые с полным профилем резьбы диаметром от 105 до 300 мм. Конструкция и основные размеры.
ГОСТ 18922-73 Пробки резьбовые со вставками с полным профилем для трубной цилиндрической резьбы диаметром от ![]() " до 4". Конструкция и основные размеры.
" до 4". Конструкция и основные размеры.
ГОСТ 18927-73 Пробки резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от 4" до 6". Конструкция и основные размеры.
ГОСТ 18929-73 Кольца резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от ![]() " до
" до ![]() ". Конструкция и основные размеры.
". Конструкция и основные размеры.
ГОСТ 18931-73 Кольца резьбовые с полным профилем для трубной цилиндрической резьбы диаметром от 4" до 6". Конструкция и основные размеры.
ГОСТ 24705-81 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры.
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования.

Рисунок 1. Рукавная напорная головка
Примечание. Рисунки 1-9 не определяют конструкцию.
Таблица 1
Размеры рукавной напорной головки
|
|
|
|
|
|
|
|
25 |
60 |
28,4+0,1 |
19 |
35 |
65 |
|
40 |
92 |
38±0,3 |
30 |
35 |
78 |
|
50 |
98 |
50,5 |
42 |
52 |
92 |
|
70 |
128 |
66,0 |
57 |
56 |
108 |
|
80 |
142 |
77,0 |
69 |
60 |
120 |
|
90 |
175 |
89 |
78 |
100 |
160 |
|
150 |
242 |
150 |
136 |
95 |
173 |
_______________
* Размер для справок.

Рисунок 2. Муфтовая напорная головка
Таблица 2
Размеры муфтовой напорной головки
|
|
|
|
|
|
|
|
25 |
60 |
19 |
1-В |
17 |
40 |
|
40 |
92 |
30 |
1,5-В |
20 |
43 |
|
50 |
98 |
43 |
2-В |
21 |
44 |
|
70 |
128 |
57 |
2,5-В |
25 |
56 |
|
80 |
142 |
68 |
3-В |
28 |
60 |
|
90 |
175 |
78 |
3-В |
28 |
62 |
|
150 |
242 |
136 |
6-В |
35 |
78 |
_______________
* Размер для справок.
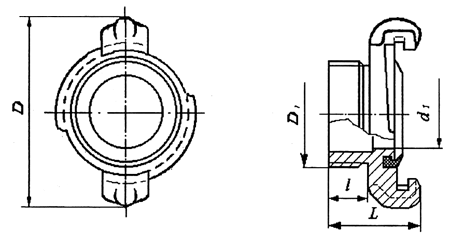
Рисунок 3. Цапковая напорная головка
Таблица 3
Размеры цапковой напорной головки
|
|
|
|
|
|
|
|
25 |
60 |
G1-В |
19 |
14,0 |
40 |
|
40 |
92 |
G1,5-В |
30 |
20,0 |
43 |
|
50 |
98 |
G2-В |
43 |
22,5 |
55 |
|
70 |
128 |
G2,5-В |
57 |
25,0 |
61 |
|
80 |
142 |
G3-В |
68 |
28,0 |
68 |
|
90 |
175 |
G3-В |
78 |
28,0 |
70 |
|
150 |
242 |
G6-В |
136 |
45,0 |
98 |
_______________
* Размер для справок.
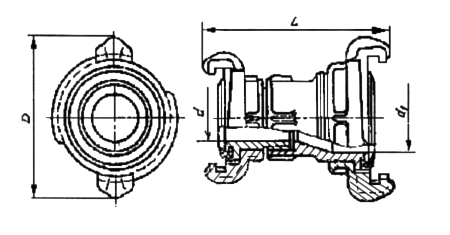
Рисунок 4. Переходная напорная головка
Таблица 4
Размеры переходной напорной головки
|
|
|
|
|
|
|
50х25 |
98 |
19 |
42 |
105 |
|
50х40 |
98 |
30 |
42 |
104,5 |
|
70х50 |
128 |
42 |
55 |
155 |
|
80х50 |
142 |
42 |
67 |
167 |
|
80х70 |
142 |
57 |
67 |
160 |
_______________
* Размер для справок.

Рисунок 5. Напорная головка-заглушка
Таблица 5
Размеры напорной головки-заглушки
|
|
|
|
|
25 |
60 |
40 |
|
40 |
92 |
65 |
|
50 |
98 |
75 |
|
70 |
128 |
80 |
|
80 |
142 |
90 |
|
90 |
175 |
85 |
|
150 |
242 |
125 |
_______________
* Размер для справок.
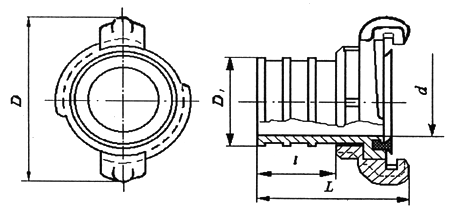
Рисунок 6. Рукавная всасывающая головка
Таблица 6
Размеры рукавной всасывающей головки
|
|
|
|
|
|
|
|
80 |
142 |
75±0,4 |
64 |
100 |
172 |
|
100 |
175 |
100±0,5 |
87 |
100 |
172 |
|
125 |
210 |
124±0,5 |
110 |
140 |
220 |
_______________
* Размер для справок.

Рисунок 7. Муфтовая всасывающая головка
Таблица 7
Размеры муфтовой всасывающей головки
|
|
|
|
|
|
|
|
80 |
142 |
М 95х4 |
64 |
28 |
64 |
|
100 |
175 |
М 125х6 |
87 |
40 |
76 |
|
125 |
210 |
М 150х6 |
110 |
40 |
81 |
_______________
* Размер для справок.
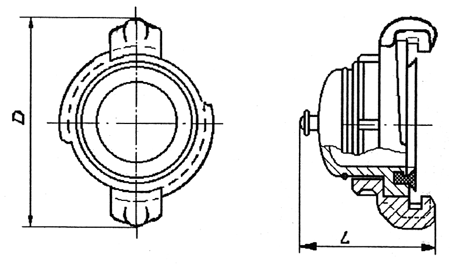
Рисунок 8. Всасывающая головка-заглушка
Таблица 8
Размеры всасывающей головки-заглушки
|
|
|
|
|
80 |
142 |
86 |
|
100 |
175 |
92 |
|
125 |
210 |
100 |
_______________
* Размер для справок.
Рисунок 9. Смыкаемость головок
Таблица 9
Размеры, обеспечивающие смыкаемость головок
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
25 |
46 |
40 |
- |
40 |
47 |
18 |
4,5 |
- |
4 |
11 |
3,5 |
- |
10 |
|
40 |
71 |
63 |
63 |
64 |
72 |
24 |
6,2 |
4 |
7 |
11 |
3,7 |
5,5 |
15 |
|
50 |
85 |
77 |
77 |
78 |
86 |
28 |
7 |
4 |
7 |
12 |
4,6 |
6 |
20 |
|
70 |
103 |
94 |
94 |
95 |
104 |
32 |
8 |
5 |
8 |
12 |
5,75 |
7 |
25 |
|
80 |
115 |
106 |
106 |
107 |
116 |
35 |
9 |
5 |
8 |
14 |
6,7 |
7 |
25 |
|
90 |
149 |
139 |
136 |
140 |
150 |
38 |
9,5 |
5 |
9 |
15 |
7,25 |
10 |
30 |
|
100 |
149 |
139 |
136 |
140 |
150 |
38 |
9,5 |
5 |
9 |
15 |
7,25 |
10 |
30 |
|
125 |
175 |
165 |
160 |
166 |
176 |
40 |
10 |
6 |
10 |
18 |
7,85 |
10 |
30 |
|
150 |
195 |
185 |
195 |
185 |
197 |
40 |
12 |
7 |
10 |
15 |
7,2 |
10 |
30 |
_______________
* Размер для справок.
Текст документа сверен по:
официальное издание
М.: ГУГПС и ФГУ ВНИИПО МЧС России, 2002