ГОСТ 27860-88
Группа Т51
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ ТРУЩИХСЯ СОПРЯЖЕНИЙ
Методы измерения износа
Rubbing mating machine parts. Methods of measuring wear
ОКСТУ 0023
Срок действия с 01.01.90
до 01.01.93*
______________________________
* Ограничение срока действия снятопо протоколу
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 2, 1993 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН
Государственным комитетом СССР по стандартам, Академией наук СССР, Министерством высшего и среднего специального образования СССР, Госагропромом СССР
ИСПОЛНИТЕЛИ
И.И.Карасик, д-р техн. наук; А.А.Петросянц, д-р техн. наук; В.И.Постников, д-р техн. наук (руководители темы); В.В.Трушин; Н.Н.Самойлова; С.А.Поляков; Н.П.Кукол, канд. техн. наук; В.Н.Артамонова; И.А.Сорокин, канд. геол.-минер. наук; В.А.Ильин, канд. техн. наук; В.П.Малофеев, канд. техн. наук; Е.В.Ковалева; И.А.Павлов, канд. техн. наук; В.Я.Моисеев; Д.Г.Точильников, канд. техн. наук; В.А.Курников; Д.М.Овечкин; Н.И.Краснов; В.С.Архипов; канд. техн. наук; Ф.X.Бурумкулов, д-р техн. наук; А.М.Осин; И.И.Попова; Н.М.Михин, д-р техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.10.88 N 3503
3. ВЗАМЕН ГОСТ 23.206-79, ГОСТ 23.209-79, ГОСТ 23.217-84, ГОСТ 17534-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта |
|
1.1 | |
|
ГОСТ 1461 |
2.3 |
|
ГОСТ 2789 |
3.5.3 |
|
ГОСТ 2999 |
1.1, 2.7 |
|
ГОСТ 13408 |
1.1 |
|
ГОСТ 19300 |
1.1 |
Настоящий стандарт устанавливает комплекс методов непрерывного или периодического измерения износа деталей трущихся сопряжений при лабораторных испытаниях или в процессе их эксплуатации.
Предусматриваются методы измерения износа:
деталей из металлических конструкционных материалов на основе железа, меди и их сплавов и композиций с относительным содержанием других элементов не более 20% по массе; по уменьшению интенсивности гамма-излучения предварительно активированного в месте измерения износа поверхностного слоя (метод поверхностной активации) или торцевых поверхностей, прилегающих к поверхности износа (метод радиоактивных марок). Методы рекомендуются для контроля износа при переходных процессах типа приработки;
металлических и неметаллических деталей трущихся сопряжений активационным и спектральным анализом смазочного материала, в котором остаются продукты изнашивания при смазывании жидким или пластичным смазочным материалом, при наличии возможности отбора проб смазочного материала;
металлических и неметаллических деталей или образцов фрикционных сопряжений по уменьшению в результате изнашивания длины, предварительно вырезанной на трущихся поверхностях лунки, не распространяющиеся на случаи, когда пластические деформации на поверхности трения изменяют контур лунки и когда лунка может явиться эффективным концентратором напряжений (метод вырезанных лунок);
рабочих поверхностей трения деталей машин и образцов, размеры и форма которых допускают профилографирование, а механические свойства обеспечивают отсутствие деформации под иглой профилографа (метод профилографирования) по разнице высот профиля до и после изнашивания.
1. ПРИБОРЫ И МАТЕРИАЛЫ
1.1. Для измерения износа методами поверхностной активации и радиоактивных марок используют приборы:
сцинтилляционный блок детектирования гамма-излучения (например типа БДЭГ2-23 или БДЭГ-22);
высоковольтный стабилизированный блок питания сцинтилляционного детектора (например типа БНВ 2-95 или БВ-2, БНВ-16П, ВС-22);
многоканальный амплитудный анализатор с печатающим устройством, имеющий возможность подключения к внешней ЭВМ для обработки информации, позволяющий изучать энергетический спектр гамма-излучения и измерять его интенсивность в заданном диапазоне энергии (например АМ-А-03Ф).
Примечание. Допускается вместо указанного набора приборов использовать спектрометры типов СЭГ-10-04, СЭГ-С3-01 в комплекте с цифропечатающим устройством типа УВЦ 2-95, а также применять набор функциональных блоков, собранных по схеме, приведенной в приложении 1.
Для измерения износа методом активационного анализа смазочного материала используют:
многоканальный анализатор импульсов с полупроводниковым блоком детектирования для определения энергетического состава спектра гамма-излучения и измерения его интенсивности в заданном диапазоне энергий (например типа АИ-4096);
три стандартных гамма-источника: Со![]() с энергиями 1177,2 и 1332 кэВ и Cs
с энергиями 1177,2 и 1332 кэВ и Cs![]() с энергией 664,64 кэВ.
с энергией 664,64 кэВ.
Для измерения износа методом спектрального анализа смазочного материала используют приборы:
квантометр (например типа МФС-5 16-канальная фотоэлектрическая установка полихроматор с растровым конденсатором с электронно-регистрирующим устройством ЭРУ-16, с цифровым вольтметром Ш15-13, стабилизатором напряжения и генератором "Аркус");
микроЭВМ;
программируемый калькулятор;
АЦПУ;
ультразвуковой диспергатор;
набор эталонов с различными концентрациями элементов-индикаторов износа для построения градуировочного графика.
Для измерения износа методом вырезанных лунок используют прибор по ГОСТ 23.301.
Для измерения износа методом профилографирования используют профилограф-профилометр (например типа 1 по ГОСТ 19300);
прибор для измерения твердости по ГОСТ 2999, соответствующий требованиям ГОСТ 13408.
2. ПОДГОТОВКА К ИЗМЕРЕНИЯМ
2.1. При измерении износа методом поверхностной активации выбирают место и размеры активируемого участка для облучения его прямолинейным пучком протонов с энергией (11,4±0,2) МэВ. Угол падения пучка между нормалью к участку и направлением пучка не более 75°. Режим активации должен обеспечивать получение радионуклида Со![]() для сплавов и композиций на основе железа и радионуклида Zn
для сплавов и композиций на основе железа и радионуклида Zn![]() - для сплавов на основе меди. Начальная интенсивность излучения активированного участка от изотопа-индикатора должна превышать уровень естественного фона в месте проведения измерений не менее чем в два раза. Допускается применять вставки-свидетели, которые устанавливают в деталь заподлицо с контролируемой поверхностью, что обеспечивается совместной окончательной обработкой, в процессе которой допускается снять не более 20% толщины активированного слоя. Уменьшение активности вставки при обработке должно учитываться как износ, предшествующий началу испытаний. Чувствительность метода увеличивается с уменьшением толщины активированного слоя и зависит от нелинейности тарировочной функции (приложение 2). В общем виде чувствительность
- для сплавов на основе меди. Начальная интенсивность излучения активированного участка от изотопа-индикатора должна превышать уровень естественного фона в месте проведения измерений не менее чем в два раза. Допускается применять вставки-свидетели, которые устанавливают в деталь заподлицо с контролируемой поверхностью, что обеспечивается совместной окончательной обработкой, в процессе которой допускается снять не более 20% толщины активированного слоя. Уменьшение активности вставки при обработке должно учитываться как износ, предшествующий началу испытаний. Чувствительность метода увеличивается с уменьшением толщины активированного слоя и зависит от нелинейности тарировочной функции (приложение 2). В общем виде чувствительность ![]() можно представить как первую производную от тарировочной функции по значению линейного износа
можно представить как первую производную от тарировочной функции по значению линейного износа
![]() . (1)
. (1)
При заданных выше параметрах облучения толщина активного слоя уменьшается с увеличением угла наклона пучка частиц к поверхности детали. Угол наклона ![]() определяется по приложению 2.
определяется по приложению 2.
При активации необходимо исключить нагрев детали, вызывающий необратимые явления в поверхностном слое.
Суммарная активность детали не должна превышать уровня активности, допускаемого при работе без специальных мер защиты в соответствии с нормами радиационной безопасности и действующими санитарными правилами.
Метод поверхностной активации рекомендуется для измерения значений износа в диапазоне от 0 до 150 мкм.
2.2. При измерении износа методом радиоактивных марок выбирают место, размеры и форму активируемого участка (марки) на торцевой поверхности, прилегающей к поверхности, подверженной износу. Размер активируемой площадки, перпендикулярной к изнашивающейся поверхности, должен быть на 20-25% больше ожидаемого значения износа. Форма марки определяет вид тарировочной функции. Чувствительность метода увеличивается с уменьшением размеров марки, перпендикулярной к изнашивающейся поверхности, и зависит согласно п.2.1 от линейности тарировочной функции. Форме марки в виде прямоугольника полосы соответствует линейная тарировочная функция. Примеры профилирования марок и тарировочных функций приведены в приложении 3.
Активация деталей осуществляется аналогично п.2.1 через коллиматор, обеспечивающий необходимую форму смазки. Угол ![]() выбирают постоянным и близким к нулю.
выбирают постоянным и близким к нулю.
Примечание. Для исследования интенсивных процессов изнашивания деталей и элементов конструкций из неметаллических материалов допускается применение активированных вставок, изготовленных из фильтровальной бумаги, пропитанной щавелевокислым ниобием 95, ![]() 0,768 МэВ, которые наклеивают на торцевые поверхности изнашиваемых деталей.
0,768 МэВ, которые наклеивают на торцевые поверхности изнашиваемых деталей.
Метод радиоактивных марок рекомендуется для измерения значений износа более 150 мкм.
2.3. При измерении износа методом активационного анализа смазочного материала для облучения тепловыми нейтронами готовят методом озоления по ГОСТ 1461 не менее трех многоэлементных эталонных проб, содержащих необходимые элементы, по объему и плотности равных исследуемым. Концентрация элементов в эталонах должна постепенно возрастать в предполагаемом диапазоне изменений концентраций элементов в пробах, исследуемых при измерении износа. Равные плотности достигаются добавлением в определенный объем пробы нейтрального наполнителя: сахара, карбоксиметилцеллюлозы и др.
2.4. При измерении износа методом спектрального анализа смазочного материала готовят набор эталонных проб с различными концентрациями, диапазон изменения которых перекрывает диапазон предполагаемых концентраций в пробе при измерении износа, отвечающих следующим требованиям:
надежно установленный химический состав;
максимальное соответствие по химическому составу и физическим свойствам проб, анализируемым при измерении износа;
стабильность состава во времени на весь период измерений.
Для приготовления эталонных проб служит головной эталон, получаемый путем диспергирования тонкого порошка солей или окислов металлов, или металлоорганических соединений в чистом базовом масле при помощи ультразвукового диспергатора. Разбавлением головного эталона чистым базовым маслом получают серию эталонных проб с концентрацией каждого элемента - индикатора износа, пропорциональной ряду 1:4:10:20:40:100. Затем эталонные пробы и пробы отработанного смазочного материала неизвестного состава объемом 1 см![]() переносят с помощью пипетки в углубления на рабочих торцах угольных или графитовых электродов с последующим осушением с помощью инфракрасного излучения при включенной вытяжной вентиляции.
переносят с помощью пипетки в углубления на рабочих торцах угольных или графитовых электродов с последующим осушением с помощью инфракрасного излучения при включенной вытяжной вентиляции.
2.5. При измерении износа методами вырезанных лунок и профилографирования поверхности трения в местах измерения перед вырезанием лунок или нанесением отпечатков, а также перед каждым измерением промывают, обезжиривают и просушивают. Выбор мест измерений, размеров измеряемых участков, размеров отпечатков и лунок производят, исходя из предполагаемого распределения износа по поверхности, а также поставленной задачи. Для построения эпюры износа вдоль какого-либо направления подготавливают измерения не менее чем в трех сечениях по этому направлению. Для облегчения нахождения мест измерений составляют схему их расположения, производя ее привязку к поверхности трения при помощи дополнительных меток (кернов, штрихов). В протокол измерения вносят: наименование детали (образца), наименование материала поверхности трения, его твердость, наименование и заводской номер измерительного прибора, схему расположения мест измерений.
Пример записи результатов измерений приведен в приложении 4.
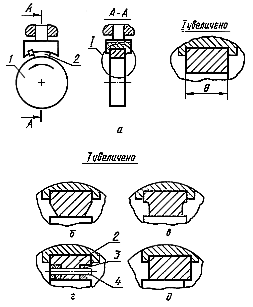
2.6. При измерении износа методом вырезанных лунок последние располагают таким образом, чтобы продольная ось их симметрии была перпендикулярна направлению относительного перемещения трущихся поверхностей. При вырезании лунки и ее измерении прибор и деталь (образец) фиксируют относительно друг друга согласно выбранной схеме расположения лунок.
Вырезание лунки производят по схеме, указанной на черт.1. Для этого трехгранный алмазный резец 1, вращающийся вокруг оси ![]() по радиусу
по радиусу ![]() , периодически подводят к поверхности трения 2 детали (образца) при подаче 0,002-0,003 мм/об., наблюдая за вырезанием в микроскоп прибора. В результате прохода резца должна образоваться лунка 3, имеющая длину
, периодически подводят к поверхности трения 2 детали (образца) при подаче 0,002-0,003 мм/об., наблюдая за вырезанием в микроскоп прибора. В результате прохода резца должна образоваться лунка 3, имеющая длину ![]() .
.
Схема вырезания лунки
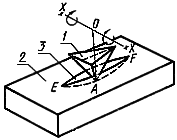
Черт.1
При достижении заданной длины лунки проводят доводку ее поверхности вращением резца в ту и другую сторону без подачи. Допускается проводить окончательную доводку лунки путем приработки сопряженных поверхностей трения. После доводки длину лунки измеряют с погрешностью не более 0,5 деления шкалы окуляра и результат заносят в протокол.
2.7. При измерении износа методом профилографирования с использованием ориентации детали (образца) на профилографе по двум отпечаткам место измерения готовят следующим образом. На исследуемой детали (образце), схема ориентации которого на профилографе показана на черт.2, наносят отпечатки 2 и 3, низшие точки которых лежат на заданной трассе профилографирования 6. Отпечатки выполняют на твердомере Виккерса по ГОСТ 2999 так, чтобы между отпечатками располагался исследуемый участок изнашиваемой поверхности, а глубина отпечатков превышала значение износа не более чем в два раза. Отпечатки располагают на максимальном друг от друга расстоянии, ограниченном значением хода иглы щупа профилографа. После нанесения отпечатков 2 и 3 деталь (образец) устанавливают на предметный столик 7, который может перемещаться в горизонтальной плоскости поперек движения иглы 8 щупа при помощи микровинта 9, а также поворачиваться в горизонтальной плоскости вращением микровинта 10. Образец 1 микровинтами 9 и 10 устанавливают относительно трассы профилографирования 6 таким образом, чтобы острие иглы 8 проходило через низшие точки 4 и 5 отпечатков 2 и 3. При этом глубины отпечатков контролируют по отклонению пера самописца.
Ориентации образца на профилографе
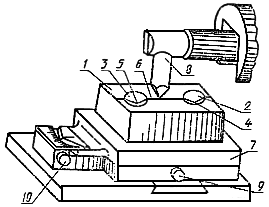
Черт.2
Примечание. При измерении износа однократным профилографированием отпечатки на трассу профилографирования не наносят.
3. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ И ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. При измерении износа по уменьшению интенсивности гамма-излучения активированного слоя сцинтилляционный преобразователь устанавливают вблизи испытываемого объекта так, чтобы расстояние между окном приемника излучения и активированным участком было как можно меньше, а взаимное их расположение зафиксировано на все время измерений или воспроизводилось постоянным от измерения к измерению. Необходимо исключить нагрев детектора гамма-излучения от работающего механизма.
3.1.1. Выбирают режимы работы аппаратуры и устанавливают следующий порядок измерения:
на сцинтилляционный преобразователь подают высокое напряжение согласно техническим условиям;
снимают спектр гамма-излучения от активированной детали, близкий к показанному на черт.10 или 11 (приложение 5).
3.1.2. На основе спектра определяют пороги дискриминации ![]() ,
, ![]() с целью настройки на измерения по радионуклиду-индикатору (верхний и нижний пороги дискриминации, устанавливающие диапазон амплитуд импульсов, пропускаемых для регистрации).
с целью настройки на измерения по радионуклиду-индикатору (верхний и нижний пороги дискриминации, устанавливающие диапазон амплитуд импульсов, пропускаемых для регистрации).
3.1.3. Регулировкой усиления добиваются размещения пика поглощения регистрируемых гамма-квантов в диапазоне ![]() (черт.10, 11), примерно равным 10 В.
(черт.10, 11), примерно равным 10 В.
Примечание. При измерении деталей малой активности допускается определять скорость счета в интегральном режиме с порогом дискриминации ![]() в диапазоне
в диапазоне ![]() .
.
3.1.4. Определяют продолжительность единичного измерения в импульсах
 , (2)
, (2)
где ![]() - заданная статистическая погрешность счета импульсов, %, которую принимают одинаковой для всех последующих измерений.
- заданная статистическая погрешность счета импульсов, %, которую принимают одинаковой для всех последующих измерений.
3.1.5. Задаваясь постоянным значением времени набора импульсов ![]() при статистически неравноточных измерениях или количеством импульсов
при статистически неравноточных измерениях или количеством импульсов ![]() при статистически равноточных измерениях, измеряют, соответственно, количество импульсов
при статистически равноточных измерениях, измеряют, соответственно, количество импульсов ![]() или продолжительность измерения
или продолжительность измерения ![]() и на основании полученных данных рассчитывают скорость счета:
и на основании полученных данных рассчитывают скорость счета:
![]() ; (3)
; (3)
![]() . (4)
. (4)
При определении начального значения скорости счета ![]() набор импульсов
набор импульсов ![]() или экспозицию по времени
или экспозицию по времени ![]() увеличивают на порядок.
увеличивают на порядок.
3.1.6. При определении износа циклически движущихся деталей измерение начальной ![]() и текущей
и текущей ![]() скоростей счета необходимо проводить в процессе движения.
скоростей счета необходимо проводить в процессе движения.
3.1.7. Вносят поправки на фон и естественный распад разных по календарному времени измерений, определяя их по формулам:
 ; (5)
; (5)
 , (6)
, (6)
где ![]() - постоянная распада изотопа индикатора;
- постоянная распада изотопа индикатора;
1 и 2 - индексы, соответствующие двум контрольным источникам, скорость счета которых измерена отдельно;
1, 2 - индекс, соответствующий двум контрольным источникам, скорость счета которых измерена вместе.
Измерения рекомендуется проводить в последовательности: ![]() ;
; ![]() ;
; ![]() . При определении
. При определении ![]() необходимо обеспечить постоянные геометрические параметры измерения каждого источника.
необходимо обеспечить постоянные геометрические параметры измерения каждого источника.
3.1.8. Рассчитывают значения относительной скорости счета
 %. (7)
%. (7)
3.1.9. По найденным значениям скорости счета с помощью тарировочной функции (черт.12, 13) устанавливают соответствующие частным значениям времени (наработки) при испытаниях или эксплуатации уровня линейного износа в месте активации и, при необходимости, строят кривую накопления износа во времени.
3.1.10. Рассчитывают погрешность оценки ![]() линейного износа по формуле
линейного износа по формуле
![]() , (8)
, (8)
где ![]() берется для тарировочной функции в точке, соответствующей измеренному значению износа.
берется для тарировочной функции в точке, соответствующей измеренному значению износа.
3.2. При измерении износа методом активационного анализа смазочного материала проводят отбор проб при последовательных измерениях износа без прекращения испытаний и разборки испытываемого объекта из одного и того же места предпочтительно из области наибольшей циркуляции масла. Рекомендуемый объем пробы не менее 10 мл. Периодичность отбора и объем зависят от целей измерений, интенсивности изнашивания исследуемых образцов или деталей и порога чувствительности.
3.2.1. Исследуемые пробы масла с продуктами изнашивания и пробы чистого масла, относительно которого определяют концентрацию продуктов изнашивания, готовят так же, как эталонные пробы.
3.2.2. Выбирают режим облучения, который должен отвечать следующим требованиям: начальная интенсивность излучения от изотопа - индикатора активированного образца должна превышать уровень естественного фона не менее чем в три раза, суммарная активность образца не должна превышать уровней активностей, предусмотренных нормами радиационной безопасности и основными санитарными правилами.
3.2.3. Исследуемые и эталонные пробы отправляют на облучение в соответствии с требованиями объединения "Изотоп".
3.2.4. Облученную пробу помещают перед детектором на таком расстоянии, чтобы ![]() - "мертвое время" составляло не более 10%. При дальнейших измерениях это расстояние и взаимное расположение детектора и образца сохраняют постоянными. Во время счета детектор и проба находятся в свинцовом контейнере со стенкой толщиной не менее 50 мм для снижения фона космического излучения.
- "мертвое время" составляло не более 10%. При дальнейших измерениях это расстояние и взаимное расположение детектора и образца сохраняют постоянными. Во время счета детектор и проба находятся в свинцовом контейнере со стенкой толщиной не менее 50 мм для снижения фона космического излучения.
3.2.5. Строят калибровочную кривую, устанавливающую однозначное соответствие между номером канала спектрометра и энергией гамма-излучения. Для этого три стандартных гамма-источника в соответствии с п.1.1 помещают вблизи рабочего торца детектора и измеряют их гамма-спектр в течение 3-5 мин для получения статистически достоверных пиков, т.е. отвечающих условию ![]() , где
, где ![]() - амплитуда
- амплитуда ![]() -го сигнала спектральной линии. Определяют в каких каналах амплитудного анализатора расположены максимумы пиков гамма-линий стандартных источников, указанных в п.1.1, определяют зависимость номера канала от энергии гамма-излучения и рассчитывают угловой коэффициент и вертикальное смещение тарировочной кривой.
-го сигнала спектральной линии. Определяют в каких каналах амплитудного анализатора расположены максимумы пиков гамма-линий стандартных источников, указанных в п.1.1, определяют зависимость номера канала от энергии гамма-излучения и рассчитывают угловой коэффициент и вертикальное смещение тарировочной кривой.
3.2.6. Снимают гамма-спектр каждого эталона, соблюдая постоянство геометрии счета и продолжительность счета ![]() с погрешностью не более 1%. Аналогично снимают гамма-спектр исследуемого образца и чистого масла.
с погрешностью не более 1%. Аналогично снимают гамма-спектр исследуемого образца и чистого масла.
Определяют номера каналов анализатора, соответствующих зарегистрированным пикам гамма-спектрам, и значения вычисляют по формуле
![]() . (9)
. (9)
Вершины пиков находятся в том канале, где ![]() меняет знак с плюса на минус, что соответствует максимальному количеству импульсов.
меняет знак с плюса на минус, что соответствует максимальному количеству импульсов.
3.2.7. При помощи калибровочной прямой определяют энергию гамма-излучения, соответствующую вершине данного пика, а по ней идентифицируют изотоп-индикатор. Слева ![]() и справа
и справа ![]() от вершины аналогично находят границы пика (производная
от вершины аналогично находят границы пика (производная ![]() меняет знак с минуса на плюс). Энергия протонов некоторых элементов приведена в приложении 7.
меняет знак с минуса на плюс). Энергия протонов некоторых элементов приведена в приложении 7.
3.2.8. По полученным данным рассчитывают площадь пика:
 . (10)
. (10)
3.2.9. Оценивают статистическую ошибку измерения величины ![]()
 . (11)
. (11)
3.2.10. Определяют содержание элемента-индикатора в пробе
 , (12)
, (12)
где ![]() - постоянная распада изотопа;
- постоянная распада изотопа;
![]() ,
, ![]() - массовое количество элемента-индикатора в пробе, эталоне, г;
- массовое количество элемента-индикатора в пробе, эталоне, г;
![]() ,
, ![]() - время выдержки образца-эталона.
- время выдержки образца-эталона.
3.2.11. Коэффициент вариации оценки содержания элемента в пробе
 , (13)
, (13)
где ![]() - дисперсия.
- дисперсия.
3.2.12. Оценивают массовый износ
 , (14)
, (14)
где ![]() - объем анализируемой пробы, м
- объем анализируемой пробы, м![]() ;
;
![]() - концентрация определяемого элемента в материале капсулы, %;
- концентрация определяемого элемента в материале капсулы, %;
![]() - масса капсулы, г.
- масса капсулы, г.
3.3. При проведении измерений методом спектрального анализа угольный электрод с осушенной пробой устанавливают в держатель и выставляют постоянный зазор между торцами электродов, равный 1,5 мм, который должен воспроизводиться на все время измерений.
Выбирают режимы работы аппаратуры, указанные в пп.3.3.1-3.3.4.
3.3.1. Устанавливают в держатель электрод с одной из эталонных проб, подготовленных в соответствии с п.2.4, и подают высокое напряжение согласно техническим условиям на квантометр.
3.3.2. Измерение интенсивностей излучения проводят в режиме дуги переменного тока при следующих условиях: сила тока 2,8 А, продолжительность обжига электрода с пробой (эталоном) до измерений - 10 с, экспозиция (продолжительность измерений) - 30 с; при помощи метода "засечек" устанавливают положение оси входной щели спектрометра таким образом, чтобы оно соответствовало максимуму числа отсчетов для всех каналов измеряемых спектральных линий, используя показания микроамперметра М 135/А (профилирование спектрометра). Для этого по шкале переменного сопротивления, управляющего положением входной щели, определяют положение двух симметричных относительно максимума точек профиля любой из спектральных линий (рекомендуется использовать такие наиболее интенсивные линии, как Fе - 2599,4 А°, Мn - 2933,9 А°, Sn - 2839,9 А°, Сu - 3247,5 А°) ![]() и
и ![]() , в которых число отсчетов в канале равно примерно половине максимального пика спектральной линии. Тогда полусумма отсчетов
, в которых число отсчетов в канале равно примерно половине максимального пика спектральной линии. Тогда полусумма отсчетов ![]() будет определять положение максимума данной спектральной линии относительно оси входной щели; с целью калибровки спектрометра для каждого канала (спектральной линии) строят градуировочные графики зависимости количества импульсов в данном канале
будет определять положение максимума данной спектральной линии относительно оси входной щели; с целью калибровки спектрометра для каждого канала (спектральной линии) строят градуировочные графики зависимости количества импульсов в данном канале ![]() от концентрации
от концентрации ![]() соответствующего элемента в координатах
соответствующего элемента в координатах ![]() и
и ![]() для всей серии эталонных проб, причем число отсчетов в каждом канале при измерении интенсивности спектральных линий для чистого базового масла или смазочного материала считают фоном и вычитают из числа отсчетов для эталонных проб и проб отработанного смазочного материала.
для всей серии эталонных проб, причем число отсчетов в каждом канале при измерении интенсивности спектральных линий для чистого базового масла или смазочного материала считают фоном и вычитают из числа отсчетов для эталонных проб и проб отработанного смазочного материала.
3.3.3. Последовательно устанавливают электроды с исследуемыми для измерения износа пробами смазочного материала и измеряют в том же режиме, что и эталоны в каналах ![]() , где
, где ![]() - номер канала, вычитают соответствующее значение фона в канале
- номер канала, вычитают соответствующее значение фона в канале ![]() и, используя градуировочный график, по значению
и, используя градуировочный график, по значению ![]() определяют концентрацию соответствующего элемента - индикатора износа по формуле
определяют концентрацию соответствующего элемента - индикатора износа по формуле
 (15)
(15)
или
 (16)
(16)
с коэффициентом вариации
 , (17)
, (17)
![]() - дисперсия.
- дисперсия.
3.3.4. Определяют массовый износ ![]() по соответствующему значению концентрации элемента - индикатора износа
по соответствующему значению концентрации элемента - индикатора износа ![]() и объему масла
и объему масла ![]() в системе смазки агрегата или узла трения
в системе смазки агрегата или узла трения
![]() . (18)
. (18)
Учет дрейфа положения максимума спектральных линий осуществляют периодической 1 раз в час калибровкой спектрометра путем измерения числа отсчетов в каналах для чистого базового смазочного материала и одного из серии эталонов.
3.4. При измерении износа методом вырезанных лунок после каждого этапа изнашивания измеряют длину лунки, по которой вычисляют ее глубину и износ детали (образца) в месте нанесения лунки в соответствии с черт.3 как разницу ![]() расстояний между поверхностью трения до изнашивания 1 и дном лунки и поверхностью трения после изнашивания 2 и дном лунки
расстояний между поверхностью трения до изнашивания 1 и дном лунки и поверхностью трения после изнашивания 2 и дном лунки ![]() . Изменение длины лунки в процессе изнашивания от
. Изменение длины лунки в процессе изнашивания от ![]() до
до ![]() связано со значением
связано со значением ![]() через радиус вращения вершины резца
через радиус вращения вершины резца ![]() и, для неплоских поверхностей радиус кривизны поверхности трения в месте нанесения лунки
и, для неплоских поверхностей радиус кривизны поверхности трения в месте нанесения лунки ![]() .
.
Схема измерения износа методом вырезанных лунок

Черт.3
3.4.1. Измерительный прибор и деталь (образец) фиксируют относительно друг друга согласно выбранной схеме расположения лунок и по шкале окуляра измеряют длину лунки с точностью ±0,5 деления шкалы. В случае уменьшения длины лунки при изнашивании до значения, составляющего менее 20 делений окуляра, допускается вырезание дополнительной лунки на расстоянии не более 2 мм от прежней для измерения износа на последующих этапах изнашивания.
Результаты измерений заносят в протокол.
3.4.2. Для плоских поверхностей, а также цилиндрических поверхностей при расположении лунок вдоль образующей цилиндра износ вычисляют по формуле
![]() (19)
(19)
или находят по табл.1 с учетом соотношения ![]() . Результат получают в миллиметрах.
. Результат получают в миллиметрах.
Таблица 1
Глубина лунки ![]() для плоских поверхностей по данным значениям ее длины
для плоских поверхностей по данным значениям ее длины ![]() в делениях окуляра
в делениях окуляра
Размеры в мм
|
|
|
|
10 |
1,0 |
|
11 |
1,2 |
|
12 |
1,5 |
|
13 |
1,7 |
|
14 |
2,0 |
|
15 |
2,3 |
|
16 |
2,6 |
|
17 |
2,9 |
|
18 |
3,3 |
|
19 |
3,7 |
|
20 |
4,1 |
|
21 |
4,5 |
|
22 |
5,0 |
|
23 |
5,4 |
|
24 |
5,9 |
|
25 |
6,4 |
|
26 |
6,9 |
|
27 |
7,4 |
|
28 |
8,0 |
|
29 |
8,6 |
|
30 |
9,3 |
|
31 |
9,8 |
|
32 |
10,4 |
|
33 |
11,1 |
|
34 |
11,8 |
|
35 |
12,5 |
|
36 |
13,2 |
|
37 |
14,0 |
|
38 |
14,9 |
|
39 |
15,6 |
|
40 |
16,3 |
|
41 |
17,2 |
|
42 |
17,9 |
|
43 |
18,9 |
|
44 |
19,8 |
|
45 |
20,7 |
|
46 |
21,6 |
|
47 |
22,6 |
|
48 |
23,6 |
|
49 |
24,6 |
|
50 |
25,6 |
|
51 |
26,6 |
|
52 |
27,6 |
|
53 |
28,6 |
|
54 |
29,8 |
|
55 |
30,9 |
|
56 |
32,0 |
|
57 |
33,2 |
|
58 |
34,4 |
|
59 |
35,6 |
|
60 |
36,8 |
|
61 |
38,0 |
|
62 |
39,3 |
|
63 |
40,5 |
|
64 |
41,8 |
|
65 |
43,2 |
|
66 |
44,5 |
|
67 |
45,9 |
|
68 |
47,2 |
|
69 |
48,6 |
|
70 |
50,1 |
|
71 |
51,5 |
|
72 |
53,0 |
|
73 |
54,5 |
|
74 |
56,0 |
|
75 |
57,5 |
|
76 |
59,0 |
|
77 |
60,6 |
|
78 |
62,2 |
|
79 |
63,8 |
|
80 |
65,5 |
|
81 |
67,1 |
|
82 |
68,7 |
|
83 |
70,4 |
|
84 |
72,1 |
|
85 |
73,8 |
|
86 |
75,6 |
|
87 |
77,4 |
|
88 |
79,2 |
|
89 |
81,0 |
|
90 |
82,8 |
|
91 |
84,7 |
|
92 |
86,6 |
|
93 |
88,5 |
|
94 |
90,4 |
|
95 |
92,3 |
|
96 |
94,2 |
|
97 |
96,2 |
|
98 |
98,2 |
|
99 |
100,2 |
|
100 |
102,3 |
Для цилиндрических поверхностей при расположении лунки перпендикулярно образующей цилиндра износ вычисляют по формуле
![]() , (20)
, (20)
где знак плюс подставляют для выпуклых поверхностей, а знак минус - для вогнутых или находят по табл.1 и 2 с поправкой на радиус кривизны поверхности детали (образца) в месте нанесения лунки, суммируя поправку с найденным значением глубины лунки для выпуклых поверхностей и вычитая для вогнутых при подстановке в соотношение ![]() .
.
Таблица 2
Поправка на радиус кривизны ![]() цилиндрической поверхности при вычислении глубины лунки
цилиндрической поверхности при вычислении глубины лунки ![]()
по данным значениям ее длины ![]() в делениях окуляра
в делениях окуляра
Размеры в мм
|
|
Поправка х10 | |||
|
|
36 |
40 |
45 |
50 |
|
10 |
0,3 |
0,3 |
0,2 |
0,2 |
|
11 |
0,4 |
0,3 |
0,2 |
0,2 |
|
12 |
0,4 |
0,4 |
0,3 |
0,3 |
|
13 |
0,5 |
0,5 |
0,4 |
0,3 |
|
14 |
0,6 |
0,6 |
0,5 |
0,4 |
|
15 |
0,7 |
0,6 |
0,5 |
0,5 |
|
16 |
0,8 |
0,7 |
0,6 |
0,5 |
|
17 |
0,9 |
0,8 |
0,7 |
0,6 |
|
18 |
1,0 |
0,9 |
0,8 |
0,7 |
|
19 |
1,1 |
1,0 |
0,9 |
0,8 |
|
20 |
1,2 |
1,1 |
1,0 |
0,9 |
|
21 |
1,4 |
1,2 |
1,1 |
1,0 |
|
22 |
1,5 |
1,4 |
1,2 |
1,1 |
|
23 |
1,6 |
1,5 |
1,3 |
1,2 |
|
24 |
1,8 |
1,6 |
1,4 |
1,3 |
|
25 |
1,9 |
1,7 |
1,5 |
1,4 |
|
26 |
2,1 |
1,9 |
1,6 |
1,5 |
|
27 |
2,3 |
2,0 |
1,7 |
1,6 |
|
28 |
2,5 |
2,2 |
1,8 |
1,7 |
|
29 |
2,6 |
2,3 |
2,0 |
1,8 |
|
30 |
2,8 |
2,5 |
2,2 |
2,0 |
|
31 |
3,0 |
2,7 |
2,3 |
2,1 |
|
32 |
3,2 |
2,9 |
2,5 |
2,3 |
|
33 |
3,4 |
3,0 |
2,7 |
2,4 |
|
34 |
3,6 |
3,2 |
2,9 |
2,6 |
|
35 |
3,8 |
3,4 |
3,1 |
2,8 |
|
36 |
4,0 |
3,6 |
3,2 |
2,9 |
|
37 |
4,3 |
3,8 |
3,4 |
3,0 |
|
38 |
4,5 |
4,0 |
3,6 |
3,2 |
|
39 |
4,7 |
4,2 |
3,8 |
3,4 |
|
40 |
5,0 |
4,4 |
4,0 |
3,6 |
|
41 |
5,3 |
4,7 |
4,2 |
3,8 |
|
42 |
5,5 |
4,9 |
4,4 |
4,0 |
|
43 |
5,7 |
5,2 |
4,6 |
4,2 |
|
44 |
5,9 |
5,5 |
4,8 |
4,4 |
|
45 |
6,3 |
5,7 |
5,0 |
4,6 |
|
46 |
6,6 |
5,9 |
5,2 |
4,7 |
|
47 |
6,9 |
6,2 |
5,4 |
4,9 |
|
48 |
7,2 |
6,5 |
5,6 |
5,1 |
|
49 |
7,5 |
6,7 |
5,8 |
5,3 |
|
50 |
7,8 |
7,0 |
6,0 |
5,5 |
|
51 |
8,1 |
7,3 |
6,3 |
5,7 |
|
52 |
8,5 |
7,6 |
6,6 |
6,0 |
|
53 |
8,7 |
7,9 |
6,9 |
6,3 |
|
54 |
9,1 |
8,2 |
7,2 |
6,5 |
|
55 |
9,4 |
8,5 |
7,5 |
6,8 |
|
56 |
9,8 |
8,8 |
7,8 |
7,0 |
|
57 |
10,1 |
9,1 |
8,1 |
7,3 |
|
58 |
10,5 |
9,5 |
8,4 |
7,6 |
|
59 |
10,9 |
9,8 |
8,7 |
7,8 |
|
60 |
11,2 |
10,1 |
9,0 |
8,1 |
|
61 |
11,6 |
10,4 |
9,3 |
8,4 |
|
62 |
12,0 |
10,8 |
9,6 |
8,7 |
|
63 |
12,4 |
11,2 |
9,9 |
8,9 |
|
64 |
12,7 |
11,6 |
10,2 |
9,2 |
|
65 |
13,2 |
12,0 |
10,6 |
9,5 |
|
66 |
13,6 |
12,3 |
10,9 |
9,8 |
|
67 |
14,0 |
12,6 |
11,2 |
10,1 |
|
68 |
14,4 |
13,0 |
11,5 |
10,4 |
|
69 |
14,9 |
13,4 |
11,9 |
10,7 |
|
70 |
15,3 |
13,8 |
12,3 |
11,0 |
|
71 |
15,7 |
14,2 |
12,6 |
11,3 |
|
72 |
16,2 |
14,6 |
12,9 |
11,7 |
|
73 |
16,6 |
15,0 |
13,3 |
12,0 |
|
74 |
17,1 |
15,4 |
13,7 |
12,3 |
|
75 |
17,6 |
15,8 |
14,0 |
12,6 |
|
76 |
18,1 |
16,2 |
14,3 |
13,0 |
|
77 |
18,5 |
16,6 |
14,7 |
13,3 |
|
78 |
19,0 |
17,0 |
15,0 |
13,6 |
|
79 |
19,5 |
17,5 |
15,5 |
14,0 |
|
80 |
20,0 |
18,0 |
16,0 |
14,4 |
|
81 |
20,5 |
18,4 |
16,4 |
14,7 |
|
82 |
21,0 |
18,9 |
16,8 |
15,1 |
|
83 |
21,5 |
19,3 |
17,2 |
15,5 |
|
84 |
22,0 |
19,8 |
17,6 |
15,8 |
|
85 |
22,6 |
20,3 |
18,0 |
16,2 |
|
86 |
23,1 |
20,8 |
18,4 |
16,6 |
|
87 |
23,6 |
21,3 |
18,9 |
17,0 |
|
88 |
24,2 |
21,8 |
19,3 |
17,4 |
|
89 |
24,7 |
22,3 |
19,8 |
17,8 |
|
90 |
25,3 |
22,8 |
20,3 |
18,2 |
|
91 |
25,8 |
23,3 |
20,7 |
18,6 |
|
92 |
26,3 |
23,8 |
21,1 |
19,0 |
|
93 |
27,0 |
24,3 |
21,6 |
19,4 |
|
94 |
27,5 |
24,8 |
22,1 |
19,8 |
|
95 |
28,2 |
25,3 |
22,7 |
20,2 |
|
96 |
28,7 |
25,8 |
23,1 |
20,7 |
|
97 |
29,4 |
26,3 |
23,5 |
21,1 |
|
98 |
30,0 |
26,8 |
24,0 |
21,5 |
|
99 |
30,6 |
27,4 |
24,5 |
22,0 |
|
100 |
31,2 |
28,0 |
25,0 |
22,5 |
3.4.3. Вычисление износа производят с точностью ±0,001 мм.
Примеры построения по полученным данным эпюр износа для плоской и цилиндрической поверхностей приведены в приложении 8.
3.5. При измерении износа методом профилографирования значение износа определяют как разницу высот профиля до и после изнашивания, определяемую либо путем совмещения профилограмм, снятых до и после определенного времени изнашивания, и оценки разницы высот на одном и том же участке профиля, либо путем оценки разницы высот изношенных и неизношенных участков только по одной профилограмме, снятой после изнашивания.
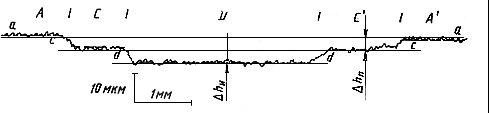
3.5.1. При определении разницы высот профиля до и после изнашивания путем совмещения профилограмм после определенного этапа изнашивания деталь (образец) устанавливают на профилограф и ориентируют в соответствии с п.2.7. Трасса профилографирования считается воспроизведенной правильно, если в соответствии с черт.4 у профилограмм 1, снятых до и после испытаний, совпадут максимальные глубины отпечатков 2 и 3.
Схема измерения износа профилографированием при воспроизведении трассы
по двум отпечаткам по расстоянию между средними линиями профилей
Черт.4
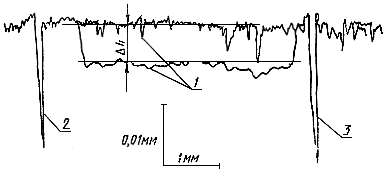
3.5.2. Для измерения износа на каждом этапе изнашивания путем оценки разницы высот изношенных и неизношенных участков при однократном профилографировании после каждого этапа изнашивания уменьшают хотя бы один размер изнашиваемого участка поверхности детали (образца). Значения износа определяют после проведения всех этапов изнашивания, используя сохранившиеся на детали (образце) участки изношенных поверхностей, сформировавшихся на каждом из этих этапов. Характерный вид профилограммы, полученной в соответствии с данной методикой, приводится на черт.5. Сохранившиеся на образце участки изношенных поверхностей сформировались на различных этапах изнашивания: ![]() и
и ![]() на этапе притирки,
на этапе притирки, ![]() и
и ![]() - на этапе приработочных испытаний,
- на этапе приработочных испытаний, ![]() - на этапе испытаний на износостойкость. Таким образом, по профилограмме на черт.5 определяют значения приработочного износа
- на этапе испытаний на износостойкость. Таким образом, по профилограмме на черт.5 определяют значения приработочного износа ![]() и износа в стационарных условиях
и износа в стационарных условиях ![]() . Технические приемы, применяемые для уменьшения площади изнашиваемой поверхности, приводятся в приложении 9.
. Технические приемы, применяемые для уменьшения площади изнашиваемой поверхности, приводятся в приложении 9.
Схема измерения износа однократным профилографированием
Черт.5
3.5.3. Износ определяют как расстояние между проведенными по ГОСТ 2789 средними линиями профилей изношенной и неизношенной поверхностей, если значение износа ![]() , где
, где ![]() - высота неровностей профиля по десяти точкам, определенная в соответствии с ГОСТ 2789.
- высота неровностей профиля по десяти точкам, определенная в соответствии с ГОСТ 2789.
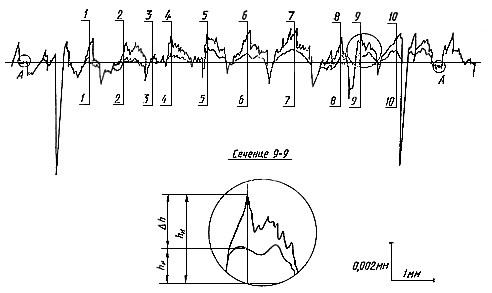
Если значение износа ![]() , то его определяют в соответствии с черт.6 как разницу
, то его определяют в соответствии с черт.6 как разницу ![]() между расстояниями от точек профилей изношенной
между расстояниями от точек профилей изношенной ![]() и неизношенной
и неизношенной ![]() поверхностей до базовой линии
поверхностей до базовой линии ![]() , осредненную не менее чем по десяти равномерно распределенным вдоль профилограммы сечениям 1-1, 2-2, 3-3 и т.д. В качестве базовой может быть выбрана любая линия, имеющая форму номинального профиля по ГОСТ 2789-73, положение которой относительно неизношенной поверхности детали (образца) не изменяется по мере изнашивания (проводится через точки, выбранные на неизношенных участках профиля). Измерение расстояний
, осредненную не менее чем по десяти равномерно распределенным вдоль профилограммы сечениям 1-1, 2-2, 3-3 и т.д. В качестве базовой может быть выбрана любая линия, имеющая форму номинального профиля по ГОСТ 2789-73, положение которой относительно неизношенной поверхности детали (образца) не изменяется по мере изнашивания (проводится через точки, выбранные на неизношенных участках профиля). Измерение расстояний ![]() и
и ![]() на профилограмме следует производить с точностью ±0,05 мм.
на профилограмме следует производить с точностью ±0,05 мм.
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
4.1. При применении методов спектрального и активационного анализа поверхностной активации и метода марок необходимо руководствоваться действующими нормативными документами по санитарным правилам работ с использованием радиоизотопных методов.
4.2. При соблюдении данных правил не требуется специальных мер защиты от радиации активированных деталей, не превышающих допустимых норм.
4.3. О применении этих методов необходимо поставить в известность местную санэпидемстанцию.
4.4. Определение суммарной активности детали (образца) должно осуществляться и указываться в ее паспорте дозиметрической службой на месте активации.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Блок-схема аппаратуры

ПРИЛОЖЕНИЕ 2
Справочное
ОПРЕДЕЛЕНИЕ УГЛА
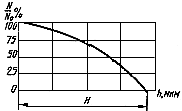
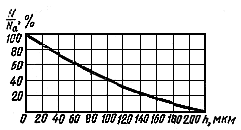
Тарировочные функции для определения угла падения ![]() при активации протонами с энергией
при активации протонами с энергией ![]() 11,4 МэВ сплавов на основе меди (черт.7) и сплавов на основе железа (черт.8) построены в зависимости от глубины активации
11,4 МэВ сплавов на основе меди (черт.7) и сплавов на основе железа (черт.8) построены в зависимости от глубины активации ![]() или ожидаемого линейного износа.
или ожидаемого линейного износа.

Черт.7

Черт.8
Пример.
Требуется определить износ образца из сплава на основе меди в диапазоне от 0 до 80 мкм с погрешностью ±10 мкм. Результирующая погрешность определения относительной скорости счета - 5%. Следовательно, требуется на протяжении всех испытаний обеспечить чувствительность ![]() не менее 0,5%/мкм.
не менее 0,5%/мкм.
Проведем горизонталь на уровне ![]() 80 мкм (черт.7). Точка пересечения горизонтали с линией, равной чувствительности
80 мкм (черт.7). Точка пересечения горизонтали с линией, равной чувствительности ![]() 0,5%/мкм, соответствует
0,5%/мкм, соответствует ![]() 70°. Это означает, что требуемая точность в заданном диапазоне будет обеспечиваться при активации под углом падения 70° и менее. При пересечении в двух точках горизонтали с линией равной чувствительности найденные значения
70°. Это означает, что требуемая точность в заданном диапазоне будет обеспечиваться при активации под углом падения 70° и менее. При пересечении в двух точках горизонтали с линией равной чувствительности найденные значения ![]() являются границами области углов падения, где обеспечиваются заданные требования по точности и диапазону измерения износа.
являются границами области углов падения, где обеспечиваются заданные требования по точности и диапазону измерения износа.
Если горизонталь касается кривой равной чувствительности, то определяют единственно приемлемое значение ![]() .
.
Примечание. Тарировочная функция может быть использована при расчете в обратном порядке для оценки точности текущих измерений. Допускается проводить интерполяционные кривые равной чувствительности.
ПРИЛОЖЕНИЕ 3
Рекомендуемое
АКТИВАЦИОННЫЕ МАРКИ
|
Примеры активации методом марок |
Зависимость тарировочных функций |
|
|
|
|
|
|
|
|
|





![]() - активированные участки поверхности
- активированные участки поверхности
![]() - рабочая поверхность
- рабочая поверхность
![]() - торцевая поверхность
- торцевая поверхность
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Пример заполнения протокола измерения износа
Таблица 3
|
1. Наименование детали (образца) |
Плоская направляющая станина станка | ||||||
|
2. Материал | |||||||
|
Наименование |
Твердость |
Дополнительные данные | |||||
|
Чугун |
HRC |
| |||||
|
3. Наименование прибора |
Прибор завода "Калибр", модель 966 | ||||||
|
4. Схема расположения лунок |
| ||||||
|
Дата измерения |
Наработка |
Номер лунки |
Длина лунки |
Глубина лунки, мм |
Износ, мм |
Особые отметки | |
|
5.1.88 |
До изнашивания |
1 |
80 |
0,0655 |
|
| |
|
5.4.88 |
После 1-го этапа изнашивания |
|
60 |
0,0368 |
0,029 |
| |
|
5.8.88 |
После 2-го этапа изнашивания |
|
45 |
0,0207 |
0,016 |
| |
|
... |
… |
|
... |
... |
… |
| |
|
5.1.88 |
До изнашивания |
2 |
90 |
0,0828 |
|
| |
|
5.4.88 |
После 1-го этапа изнашивания |
|
75 |
0,0575 |
0,025 |
| |
|
5.8.88 |
После 2-го этапа изнашивания |
|
55 |
0,0309 |
0,027 |
| |
|
... |
… |
|
... |
... |
… |
| |
ПРИЛОЖЕНИЕ 5
Справочное
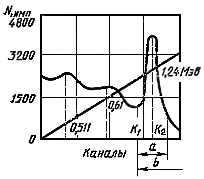
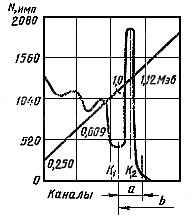
Аппаратурные спектры гамма-излучения поверхностей деталей из сплавов
на основе железа (черт.10) и сплавов на основе меди (черт.11)
|
|
|
ПРИЛОЖЕНИЕ 6
Справочное
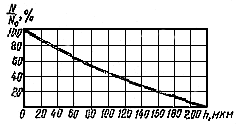
Тарировочные диаграммы для сплавов на основе меди (черт.12)
и для сплавов на основе железа (черт.13), активированных протонами
с энергией ![]() 11,4 МэВ
11,4 МэВ
Таблица 4
Сu+![]()
|
|
100 |
95 |
90 |
85 |
80 |
75 |
70 |
65 |
60 |
55 |
|
|
0 |
8,51 |
17,63 |
26,33 |
35,16 |
44,2 |
53,51 |
67,72 |
71,65 |
80,91 |
|
|
50 |
45 |
40 |
35 |
30 |
25 |
20 |
15 |
10 |
5 |
|
|
90,96 |
100,95 |
110,71 |
120,65 |
157,37 |
145,0 |
157,36 |
170,32 |
187,1 |
207,3 |
Черт.12
Таблица 5
Fe+![]()
|
|
100 |
95 |
90 |
85 |
80 |
75 |
70 |
65 |
60 |
55 |
|
|
0 |
7,75 |
15,54 |
23,26 |
31,01 |
38,81 |
46,72 |
54,72 |
62,97 |
71,44 |
|
|
50 |
45 |
40 |
35 |
30 |
25 |
20 |
15 |
10 |
5 |
|
|
80,17 |
89,18 |
98,57 |
108,6 |
119,2 |
139,63 |
143,75 |
157,18 |
173,53 |
194,7 |
ПРИЛОЖЕНИЕ 7
Справочное
ЭНЕРГИЯ ИЗОТОПОВ
Мn![]() - 846,8 кэВ;
- 846,8 кэВ;
Сu![]() - 511 кэВ;
- 511 кэВ;
Cr![]() - 320 кэВ;
- 320 кэВ;
Sb![]() - 564 кэВ;
- 564 кэВ;
Fe![]() - 1291,6 кэВ (1099,2 кэВ).
- 1291,6 кэВ (1099,2 кэВ).
ПРИЛОЖЕНИЕ 8
Справочное
ПРИМЕРЫ ПОСТРОЕНИЯ ЭПЮР РАСПРЕДЕЛЕНИЯ ИЗНОСА
1. Эпюра распределения износа для плоских поверхностей (например по длине направляющей станины токарного станка) приведена на черт.14.
I, II, III - три гранки направляющей станины
Черт.14
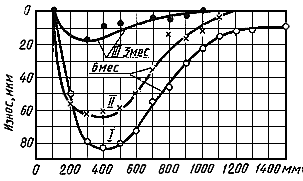
2. Эпюра распределения износа для цилиндрической поверхности вдоль образующей (например цилиндра двигателя) приведена на черт.15.
Черт.15
Сплошной линией обозначен средний износ по восьми направлениям в данном сечении, пунктиром - максимальный износ.
3. Эпюра распределения износа для цилиндрической поверхности в радиальном направлении (например по четырем поясам цилиндров тракторного двигателя) приведена на черт.16.
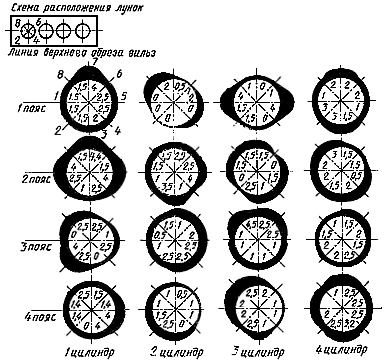
Черт.16
Примечание. Числа внутри эпюр показывают износ в месте вырезания лунки для данного пояса и направления.
ПРИЛОЖЕНИЕ 9
Рекомендуемое
ТЕХНИЧЕСКИЕ ПРИЕМЫ, ПРИМЕНЯЕМЫЕ
ДЛЯ УМЕНЬШЕНИЯ ПЛОЩАДИ ИЗНАШИВАЕМОЙ ПОВЕРХНОСТИ
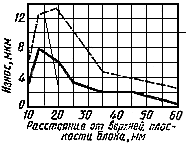
Технические приемы приведены на черт.17 и 18. В случае однонаправленного относительного движения образцов (черт.17а), например, пары "ролик-колодка" уменьшают до необходимого значения размера ![]() изнашиваемого участка поверхности. Для определения поэтапных износов ролика выполняют фаски (черт.17б), ступеньки (черт.17в) или удаляют съемные части (черт.17г) на образце-колодке. При необходимости профилографирования поверхностей допускается смещать образцы друг относительно друга в направлении, перпендикулярном к их относительному движению (черт.17д). Того же эффекта в отношении образца 2 можно достичь, одевая после всех этапов изнашивания съемные части 3 образца 2 (черт.17г) и базируя их по шрифту 4. Образующиеся при этом "ступеньки" можно измерить методом профилографирования.
изнашиваемого участка поверхности. Для определения поэтапных износов ролика выполняют фаски (черт.17б), ступеньки (черт.17в) или удаляют съемные части (черт.17г) на образце-колодке. При необходимости профилографирования поверхностей допускается смещать образцы друг относительно друга в направлении, перпендикулярном к их относительному движению (черт.17д). Того же эффекта в отношении образца 2 можно достичь, одевая после всех этапов изнашивания съемные части 3 образца 2 (черт.17г) и базируя их по шрифту 4. Образующиеся при этом "ступеньки" можно измерить методом профилографирования.
Черт.17

Черт.18
Для случая возвратно-поступательного движения образцов уменьшение размера изнашиваемого участка поверхности ![]() образца 1 (черт.18а) осуществляют за счет уменьшения амплитуды взаимного перемещения образцов на размер
образца 1 (черт.18а) осуществляют за счет уменьшения амплитуды взаимного перемещения образцов на размер ![]() (черт.18б) или уменьшения размера образца 2 с
(черт.18б) или уменьшения размера образца 2 с ![]() до
до ![]() (черт.18в). В обоих случаях размер
(черт.18в). В обоих случаях размер ![]() уменьшают до размера
уменьшают до размера ![]() и участки
и участки ![]() и
и ![]() сохраняют для последующего профилографирования.
сохраняют для последующего профилографирования.