ГОСТ Р 50708-94
(ИСО 9649-90)
Группа В79
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОВОЛОКА
Метод испытания на знакопеременное скручивание
Wire. Reverse torsion test
МКС 77.040.10
77.140.65
ОКП 12 0100
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом ТК 146 "Метизы"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 8 ноября 1994 г. N 266
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 9649-90 "Материалы металлические. Проволока. Испытание на знакопеременное скручивание" с дополнительными требованиями, отражающими потребности народного хозяйства
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
1 Область применения
Настоящий стандарт устанавливает метод определения способности металлической проволоки диаметром от 0,3 до 10 мм подвергаться пластической деформации при знакопеременном кручении. Данное испытание проводят с целью выявления поверхностных и внутренних дефектов проволоки.
Дополнительные требования, отражающие потребности народного хозяйства, набраны курсивом.
2 Нормативные ссылки
ГОСТ 1545-80 Проволока. Метод испытания на скручивание
3 Обозначения и определения
Обозначения проволоки приведены на рисунке 1 и в таблице 1.
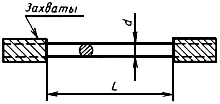
Рисунок 1
Таблица 1
|
Обозначение |
Определение |
Единица измерения |
|
|
Диаметр круглой проволоки |
мм |
|
|
Длина испытуемой части образца (расстояние между захватами) |
мм |
|
|
Количество скручиваний в одном направлении |
- |
4 Сущность метода
Образец проволоки скручивают определенное количество раз на 360° вокруг своей оси в одном направлении и такое же количество раз на 360° в противоположном направлении.
5 Оборудование для испытания
5.1 Захваты должны быть твердыми для обеспечения жесткости и стойкости к абразивному износу и должны быть установлены на машине таким образом, чтобы во время испытания они оставались на одной оси и не подвергали образец воздействию изгибающего усилия.
5.2 Машина должна быть сконструирована таким образом, чтобы не препятствовать изменению расстояния между захватами в процессе испытания.
5.3 Один из захватов машины должен вращаться вокруг оси, другой - не должен иметь угловых отклонений, за исключением случаев, когда такие отклонения необходимы для измерения крутящего момента.
5.4 Расстояние между захватами должно регулироваться в зависимости от длины образца.
5.5 Испытательная машина должна быть сконструирована таким образом, чтобы к испытуемому образцу можно было приложить необходимое растягивающее напряжение в соответствии с 7.2.
5.6 Машина должна обеспечивать возможность изменения направления кручения.
6 Порядок подготовки образцов для испытания
6.1 Отрезок проволоки, используемый в качестве образца, должен быть прямой.
6.2 При необходимости правка образца осуществляется вручную, или, если это невозможно, с помощью молотка из дерева, пластмассы или меди на ровной поверхности того же материала.
6.3 При правке поверхность проволоки не должна повреждаться и испытуемый образец не должен подвергаться кручению.
6.4 Проволока с резкой локальной кривизной не должна использоваться в качестве испытуемого образца.
6.5 Если в соответствующем стандарте нет особой оговорки, расстояние между захватами (номинальное) должно соответствовать указанному в таблице 2.
Таблица 2
В миллиметрах
|
Номинальный диаметр проволоки |
Расстояние между захватами (номинальное) |
|
0,3 |
200 |
|
1 |
100 |
|
5 |
50 |
|
* 50 | |
7 Порядок проведения испытания
7.1 Испытания должны проводить при температуре окружающей среды от 10 до 35 °С.
Арбитражные испытания проводят при температуре (25±5) °С.
7.2 Образец закрепляется в захватах таким образом, чтобы его продольная ось совпадала с осью захватов и чтобы он оставался прямым в течение всего испытания. Если нет особой оговоренности в соответствующем стандарте, это может быть достигнуто путем приложения к образцу проволоки постоянного растягивающего напряжения, достаточного для выпрямления образца, величина которого не должна превышать 2% от номинального значения временного сопротивления.
7.3 После закрепления испытуемого образца в машине один из захватов должен вращаться со скоростью, не превышающей одного оборота в секунду для диаметра проволоки менее 5 мм и 0,5 оборота в секунду для диаметра проволоки 5 мм и более. Число оборотов в одном и противоположном направлениях должно устанавливаться в соответствующем стандарте на проволоку.
За одно скручивание принимают оборот на 360°.
После окончания испытания поверхность образца между захватами проверяют визуально, если нет особой оговорки в соответствующем стандарте.
7.4 Отсутствие видимых дефектов является основанием считать, что образец выдержал испытание.
7.5 Если разрушение образца произошло в захвате машины или вблизи захватов (на расстоянии менее 2![]() ) и образец при этом не выдержал требуемое число скручиваний, то результат этого испытания не учитывается. Испытание должно быть повторено на другом образце, отобранном от того же мотка (катушки), образец которого разрушился.
) и образец при этом не выдержал требуемое число скручиваний, то результат этого испытания не учитывается. Испытание должно быть повторено на другом образце, отобранном от того же мотка (катушки), образец которого разрушился.
8 Протокол испытания
8.1 Протокол испытания должен содержать:
а) номер настоящего стандарта;
б) характеристику испытуемого образца;
в) диаметр образца;
г) способ правки образца;
д) условия испытания (например, длина испытуемой части образца, растягивающее напряжение);
е) результаты испытания.
Текст документа сверен по:
официальное издание
Проволока металлическая. Ч.3: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003