1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие методические указания устанавливают порядок работ по контролю, определению и восстановлению живучести элементов оборудования в течение всего жизненного цикла вплоть до полного исчерпания индивидуального ресурса и замены соответствующих элементов.
1.2. Положения настоящих Методических указаний могут использоваться ремонтными, проектными, монтажными организациями и электростанциями.
1.3. На основании настоящих Методических указаний допускается разработка производственных НД по контролю, восстановлению и определению живучести элементов энергооборудования.
1.4. В тексте Методических указаний приняты следующие сокращения и условные обозначения:
|
ВДК |
- видеоконтроль; | |
|
ВК |
- визуальный контроль; | |
|
ВТК |
- вихретоковый контроль; | |
|
ДАО |
- аммиачный отклик детали; | |
|
ИГТ |
- индикатор глубины трещин; | |
|
ИКВ |
- исследование металла контрольных вырезок; | |
|
КД |
- коэффициент достоверности; | |
|
КИН |
- коэффициент интенсивности напряжений; | |
|
КО |
- категория опасности; | |
|
|
- прибавка к результирующему значению КО; | |
|
КПМ |
- категория повреждения микроструктуры; | |
|
МА |
- микроструктурный анализ; | |
|
МГИУ |
- метод граничных интегральных уравнений; | |
|
МКМ |
- мобильный компьютерный микроскоп; | |
|
MM |
- микроструктурный мониторинг; | |
|
МПД |
- магнитопорошковая дефектоскопия; | |
|
НД |
- нормативные документы; | |
|
ОВ |
- измерение овальности гибов; | |
|
ОД |
- измерение остаточной деформации; | |
|
ОМТК |
- отраслевой метролого-технологический комплекс; | |
|
ОПС |
- опорно-подвесная система; | |
|
П |
- расчетная поврежденность элемента ротора; | |
|
УЗД |
- ультразвуковая дефектоскопия; | |
|
УЗК |
- ультразвуковой контроль; | |
|
УЗТ |
- ультразвуковая толщинометрия; | |
|
ЦД |
- цветная дефектоскопия; | |
|
ЦПР |
- центральная полость (осевой канал) ротора; | |
|
ЭТК |
- экспертно-техническая комиссия; | |
|
|
- овальность гиба, %; | |
|
|
- доля исчерпания индивидуального ресурса; | |
|
|
- остаточная деформация, %; | |
|
|
- коэффициент запаса прочности; | |
|
|
- временное сопротивление, МПа; | |
|
|
- продолжительность эксплуатации до замены элемента, лет; | |
|
|
- время наработки на момент контроля, ч; | |
|
|
- расчетный остаточный ресурс, ч; | |
|
|
- нормативный парковый ресурс, ч. |
2. ОСНОВЫ "ЖИВУЧЕСТИ ТЭС"
2.1. Термин "живучесть" характеризуется как свойство (способность) ответственных элементов оборудования ТЭС, содержащих исходные и развивающиеся в процессе эксплуатации повреждения, реализовывать свое предназначение в пределах проектного, паркового и индивидуального ресурса при установленной системе технического обслуживания и ремонта.
2.2. Основные направления деятельности:
увеличение паркового, группового и индивидуального ресурса (предела живучести) ответственных элементов энергооборудования ТЭС на базе новых научно-технических методов определения конструкционной прочности с учетом результатов проведения сверхдлительных испытаний, накопленного банка данных о повреждениях и сроках надежной эксплуатации без повреждений;
восстановление ресурса наиболее ответственных элементов энергооборудования путем реализации разработок (периодического удаления тонкого поверхностного слоя, накопившего микроповреждения в роторах, полного или частичного удаления трещиноватых зон в корпусах), не требующих больших материальных и трудовых затрат, выполняемых на ТЭС, а в отдельных случаях и в специализированных ремонтных предприятиях;
разработка и систематическое совершенствование методов и средств контроля живучести на базе современных диагностических систем и вычислительной техники (резонансного, электропотенциального, ДАО, телевизионного, микроструктурного мониторинга и др.);
тестирование и совершенствование технологий контроля и восстановления живучести основных элементов энергооборудования на ОМТК.
2.3. Элементы оборудования, зданий и сооружений допускаются к дальнейшей эксплуатации, если по результатам контроля, расчетов и экспертизы они удовлетворяют требованиям действующих НД.
3.1. Общие положения
3.1.1. Настоящие Методические указания регламентируют порядок, периодичность и объем контроля повреждаемых элементов (зон) роторов турбин, эксплуатируемых в условиях ползучести (при температуре от 450 °С и выше), при достижении ими проектного, паркового и индивидуального предела живучести.
3.1.2. Настоящие Методические указания регламентируют процесс контроля состояния отдельных элементов (зон) роторов, включая метрологию и технологию контроля, виды отчетной документации.
3.1.3. Положения настоящих Методических указаний предназначены для предприятий отрасли "Электроэнергетика" и могут быть использованы для предприятий других отраслей, эксплуатирующих тепломеханическое оборудование ТЭС.
3.1.4. Организация, эксплуатирующая электростанцию, организует учет температурного режима работы металла роторов, ведет учет среднегодовых температур эксплуатации, температурного режима пуска и останова энергоблоков, среднегодового давления перед соответствующими клапанами турбины, наработки, числа пусков из разных тепловых состояний и сведений о замене или перемещении роторов с одной турбины на другую и в резерв.
3.1.5. Результаты входного и эксплуатационного контроля роторов могут использоваться при проведении экспертизы и определении возможности дальнейшей эксплуатации роторов.
3.1.6. При положительных результатах диагностирования роторов, срок эксплуатации которых не превысил паркового ресурса, решение о допуске их в эксплуатацию принимает руководитель.
Возможность эксплуатации роторов при выработке паркового ресурса или неудовлетворительных результатах диагностирования определяется на основании дополнительных исследований по оценке технического состояния турбины.
3.2. Технологии контроля состояния роторов
3.2.1. При определении меры живучести роторов контролируются следующие повреждаемые элементы (зоны):
ЦПР (осевой канал);
диски первых наиболее высокотемпературных ступеней РВД и РСД, включая пазы для крепления лопаток, обода, полотна, придисковые галтели, поверхности в районе разгрузочных отверстий;
тепловые канавки концевых, диафрагменных и промежуточных уплотнений, расположенных в зоне ротора с температурой металла выше 400 °С;
полумуфты, включая отверстия под соединительные болты;
упорные гребни;
шейки;
поверхность масляных уплотнений;
остальная поверхность ротора.
3.2.2. Для контроля повреждаемых зон используются следующие технологии:
ВК;
ВДК;
УЗК;
МПД;
ВТК;
ДАО-контроль;
ММ;
измерение твердости (НВ);
контроль биения полумуфт, шеек, гребней ротора;
контроль дефектов упорных гребней;
контроль дефектов шеек;
контроль износа поверхности в зоне масляных уплотнений.
Объем и сроки проведения эксплуатационного контроля элементов (зон) роторов определяются в зависимости от их КО (разд.5).
В качестве браковочного уровня при проведении дефектоскопического контроля принимается глубина поверхностных дефектов для любой зоны ротора 1 мм, а для дефектов, не выходящих на поверхность и выявляемых методами УЗК, - значение эквивалентного диаметра 2 мм. Расчетные оценки для большинства типов роторов показали, что в дефектах таких размеров при всех плановых режимах эксплуатации турбин реализуется КИН, не превышающий пороговые значения (К1п, К1ц) для роторных сталей.
Возможность дальнейшей эксплуатации ротора с выявленными дефектами и ее продолжительность должны определяться расчетом времени до разрушения. Расчетами, выполненными для многих типов роторов с использованием характеристик трещиностойкости, установлено, что время живучести, определенное как время развития трещины от браковочного уровня до допустимого размера, составляет не менее 30000 ч работы турбины в базовом режиме (не менее межремонтного периода). Такой подход может быть также применен при выработке ротором своего расчетного ресурса, но при отсутствии трещин.
Технологии контроля состояния роторов, цели и задачи контроля следующие.
3.2.3. Визуальный контроль
3.2.3.1. Визуальный контроль зон ротора проводится в целях выявления на поверхности легко обнаруживаемых дефектов. Технология ВК регламентируется действующими НД.
3.2.3.2. Визуальный контроль поверхности проводится без применения увеличительных приборов до зачистки поверхности.
3.2.4. Видеоконтроль
3.2.4.1. Технология ВДК и документирования состояния поверхности ЦПР используется как самостоятельный вид контроля, а также для уточнения природы дефектов, выходящих на поверхность и выявленных при ДАО, ВТК и УЗК. Изображение контролируемого участка поверхности ЦПР может быть задокументировано путем ввода видеоизображения в компьютер.
3.2.4.2. Видеоконтроль выполняется до и после зачистки ЦПР с помощью телевизионного смотрового прибора СПТ-2.
3.2.5. Магнитопорошковая дефектоскопия
3.2.5.1. Магнитопорошковая дефектоскопия зон ротора проводится перед УЗК в целях выявления поверхностных дефектов типа трещин, рыхлости и др.
3.2.5.2. Технология МПД реализуется в соответствии с ГОСТ 21105-87* [1].
3.2.5.3. Магнитопорошковая дефектоскопия выполняется после зачистки поверхности контролируемого элемента.
3.2.5.4. Магнитопорошковая дефектоскопия проводится в соответствии со способом циркулярного намагничивания путем пропускания тока по контролируемой части изделия или продольного (полюсного) намагничивания электромагнитом.
3.2.5.5. Дефектные места могут быть выбраны шлифовальной машинкой и повторно проконтролированы МПД или травлением.
3.2.6. Вихретоковый контроль
3.2.6.1. Технология ВТК предназначена для выявления и измерения глубины трещин, выходящих на контролируемую (наружную или внутреннюю) поверхность, регламентирована действующими НД и может использоваться в зависимости от ситуации наряду с МПД, УЗД и ЦД.
3.2.6.2. Технология ВТК обеспечивает получение результата с установленной погрешностью измерения при доверительной вероятности 0,9.
3.2.6.3. Основной особенностью технологии ВТК является возможность ее реализации без зачистки контролируемой поверхности (от окалины, ржавчины и др.) или с грубой ее зачисткой. Почти не реагируя на такой фон, ИГТ создает отклик на трещины определенных размеров.
3.2.6.4. При ВТК ЦПР вихретоковый датчик устанавливается на штангу, которая может перемещаться по длине полости и по окружности ее внутренней поверхности.
3.2.7. Контроль по аммиачному отклику детали
3.2.7.1. Контроль поверхности элементов ротора по ДАО-технологии предназначен наряду с МПД и ЦД для обнаружения поверхностных дефектов (трещин, отдельных пор, цепочек пор, эрозионно-коррозионных повреждений и т.п.).
3.2.7.2. При шероховатости контролируемой поверхности ![]() 40 мкм уровень чувствительности контроля обеспечивает выявление трещиноподобных дефектов с раскрытием более 1 мкм, глубиной более 0,3 мм, протяженностью более 0,3 мм, а также отдельных пор, цепочек пор, поверхностных эрозионно-коррозионных повреждений диаметром более 10 мкм, глубиной более 0,3 мм.
40 мкм уровень чувствительности контроля обеспечивает выявление трещиноподобных дефектов с раскрытием более 1 мкм, глубиной более 0,3 мм, протяженностью более 0,3 мм, а также отдельных пор, цепочек пор, поверхностных эрозионно-коррозионных повреждений диаметром более 10 мкм, глубиной более 0,3 мм.
3.2.7.3. Основными дефектоскопическими материалами при использовании данной технологии являются водный раствор аммиака концентрацией 25% и индикаторная бумага.
3.2.7.4. Для документирования результатов контроля может быть использована следующая аппаратура: фотоаппарат, цифровой фотоаппарат, видеокамера, копировальный аппарат, сканер.
3.2.7.5. Контроль по ДАО-технологии следует проводить до УЗК.
3.2.7.6. Для проведения контроля по ДАО-технологии необходимо очистить поверхность от окалины абразивным камнем.
3.2.7.7. Насыщение поверхности аммиаком производится путем наложения аппликации из ткани, смоченной водным раствором аммиака, и выдержки ее под газонепроницаемой пленкой в течение 15-20 мин.
3.2.7.8. Регистрация дефектов проводится через 1-1,5 мин после снятия аппликации путем наложения на контролируемый участок индикаторной бумаги и ее выдержки в течение 1 мин.
3.2.7.9. При ДАО-контроле ЦПР используется специальное приспособление, позволяющее подать аммиак на контролируемый участок, затем наложить на него бумагу и снять отпечаток.
3.2.7.10. Тип дефекта устанавливается по конфигурации ДАО-портретов на лицевой поверхности индикаторной бумаги.
3.2.7.11. Местоположение соответствующих дефектов на поверхности ротора определяется по местоположению ДАО-портретов на индикаторной бумаге в соответствии с разметкой контролируемого участка.
3.2.7.12. Полученные ДАО-портреты документируются одним из доступных способов.
3.2.8. Ультразвуковой контроль
3.2.8.1. Ультразвуковой контроль элементов (зон) ротора проводится для выявления дефектов, как выходящих на внутреннюю и наружную поверхности, так и не выходящих на эти поверхности без установления типа дефекта.
3.2.8.2. Наиболее часто встречающимися дефектами в элементах ротора могут быть: риски, коррозионно-усталостные трещины, коррозионные язвины, трещины ползучести и усталости.
3.2.8.3. Ультразвуковой контроль рекомендуется проводить после ВК, МПД, ВТК, ДАО-контроля.
3.2.8.4. Оценка качества элементов ротора производится на основании сопоставления параметров эхо-сигналов от дефекта и отражателя на испытательном образце соответствующего типоразмера.
3.2.8.5. Испытательные образцы для контроля элементов изготавливаются из специальных заготовок. Материал образцов должен соответствовать материалу контролируемого элемента. При контроле элементов ротора, находящегося в эксплуатации более 50 тыс.ч, образцы рекомендуется изготавливать из заготовок, проработавших такой же срок.
3.2.8.6. Для УЗК применяются ультразвуковые дефектоскопы с датчиками, имеющими углы входа луча 60 и 90°.
3.2.9. Измерение твердости
3.2.9.1. Измерение твердости применяется для оценки прочностных свойств металла элементов ротора.
3.2.9.2. Измерение твердости выполняется с помощью переносных твердомеров по технологии, регламентированной ГОСТ 18661-73 [2]. На каждом элементе должно быть выполнено не менее трех измерений в разных местах по периметру.
3.2.9.3. Твердость металла определяется как среднеарифметическое значение результатов отдельных измерений, которые не должны отклоняться от нормативных значений более чем на 7%.
3.2.10. Измерение биения ротора
3.2.10.1. Проверка биения (прогиба) ротора осуществляется при каждом капитальном ремонте в местах, указанных в заводском формуляре.
3.2.10.2. Измерение выполняется в радиальном направлении индикатором ИЧ-10Б, укрепленным на штативе с магнитным основанием, при повороте ротора в собственных подшипниках.
3.2.10.3. Показания индикатора фиксируются и заносятся в формуляр. Обычно места измерений соответствуют отверстиям под собственные болты в полумуфте.
3.2.10.4. Данное измерение можно проводить на балансировочном станке, используя жесткую подставку для установки штатива с индикатором.
3.2.11. Измерение шероховатости
3.2.11.1. В станционных условиях измерение шероховатости поверхностей элементов (зон) ротора производится в соответствии с ГОСТ 2789-73* [3] методом сравнения с образцами-эталонами шероховатости с использованием лупы.
3.3. Микроструктурный мониторинг
3.3.1. Назначение и область применения
3.3.1.1. Технология ММ металла элементов ротора реализуется в соответствии с действующими НД.
3.3.1.2. При проведении ММ в первую очередь необходимо ориентироваться на изменения основных характеристик микроструктуры металла, контролируемых при монтаже оборудования и во время капитального ремонта. При необходимости контроль элементов ротора может осуществляться также в периоды остановов энергоблоков на средний или внеплановый ремонт.
3.3.1.3. Технология ММ включает: определение мест контроля, подготовку шлифов, выборку микрообразцов или снятие реплик, металлографический анализ средствами оптической и электронной микроскопии с записью и компьютерной обработкой портретов микроструктур, наполнение базы данных по микроструктурам металла образцов и работу с этой базой.
3.3.2. Методы металлографического анализа и условия их применения
3.3.2.1. Состояние структуры металла элементов ротора в условиях эксплуатации определяется неразрушающими методами с помощью:
изготовления металлографических шлифов непосредственно на элементах с последующим просмотром и регистрацией структуры либо с применением переносных микроскопов, оснащенных фото- или видеокамерой, либо путем снятия реплик (оттисков) с подготовленного на элементе металлографического шлифа и последующего их анализа в металлографических лабораториях;
отбора микрообразцов, не нарушающих целостность элементов, с последующим анализом в металлографических лабораториях.
3.3.2.2. Определение опасных мест элементов ротора, из которых должна производиться выборка микрообразцов или снятие реплик, осуществляется как на основании расчетов (максимальное исчерпание ресурса), так и с учетом мирового опыта, основанного на статистике повреждений и результатов испытаний образцов металла и ротора в целом. При выборе мест для ММ используются также специальные средства неразрушающего контроля (УЗК, МПД, ВТК, ДАО-технологии).
3.3.2.3. Контроль микроповреждений на поверхности дисков и полумуфт в опасных местах сначала осуществляется на предварительно подготовленных площадках-шлифах с помощью переносного микроскопа и (или) методом реплик. Затем в местах, где выявлены микродефекты, для определения микроповреждений на поверхности и по глубине поверхностного слоя производится выборка микрообразцов.
3.3.2.4. Для контроля микроповрежденности металла ЦПР, тепловых канавок, пазов дисков под лопатки производится выборка микрообразцов.
3.3.3. Снятие реплик, выборка микрообразцов, подготовка шлифов
3.3.3.1. Снятие реплики (оттисков) для металлографического анализа производится по технологии, регламентированной действующими НД.
3.3.3.2. Размеры шлифа для снятия реплик определяются возможностью его изготовления и необходимостью иметь полированную площадку с размерами не менее 30х20 мм.
При подготовке шлифа должен быть удален обезуглероженный слой металла. Толщина удаляемого слоя металла не должна превышать 1 мм.
3.3.3.3. Выборка микрообразцов выполняется методом электроэрозионной резки с помощью специального устройства; при выборке микрообразцов из ЦПР такое устройство монтируется на специальную штангу.
3.3.3.4. Глубина лунки, создаваемой при выборке микрообразца, не должна превышать 1,8 мм. Лунка удаляется механическим способом с помощью шлифовальной машинки с мелкозернистым наждачным камнем диаметром 30-50 мм, в результате чего образуется плоская лыска со сглаженными кромками с характерным размером 20-30 мм. При этом толщина удаленного слоя не должна превышать 2 мм.
3.3.3.5. Подготовка шлифов на элементах для снятия реплик и контроля с помощью переносного микроскопа, а также для исследований на стационарных микроскопах выполняется согласно требованиям ОСТ 34-70-690-96 [4].
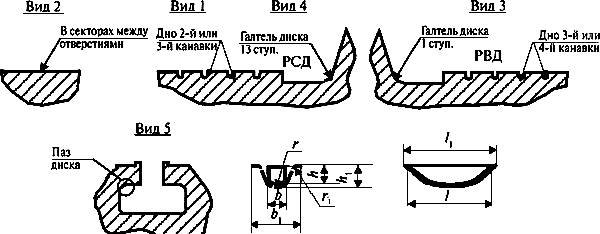
3.3.3.6. Зоны, где должна производиться выборка микрообразцов из РВД и РСД, указаны на рис.1.

|
N м/о |
|
|
|
|
|
|
|
|
|
1 |
10-15 |
11-16 |
2,5 |
3,0 |
3-4 |
4-5 |
|
|
|
2 |
10-15 |
11-16 |
2,5 |
3,0 |
3-4 |
4-5 |
|
|
|
3 |
10-15 |
11-16 |
2,5 |
3,0 |
3-4 |
4-5 |
|
|
|
4 |
10-15 |
11-16 |
2,5 |
3,0 |
3-4 |
4-5 |
|
|
|
5 |
8-12 |
9-13 |
1,2-1,5 |
1,3-1,6 |
2,5-3 |
3,0-3,5 |
|
|
Рис.1. Типовые формуляры РВД и РСД с указанием зон выборки и размеров микрообразцов
3.3.4. Исследование микроструктуры и поврежденности металла
3.3.4.1. Микроструктурный анализ металла образцов включает: оценку наличия и характера распределения неметаллических включений, определение величины зерна, ориентации и распределения отдельных структурных составляющих, их микротвердости, особенностей возникновения и развития микроповреждений металла.
3.3.4.2. Металлографический анализ шлифов микрообразцов проводится на металлографических микроскопах при 50-1000-кратных увеличениях, позволяющих наблюдать шлиф в отраженном свете. При необходимости такие же шлифы можно использовать для электронной растровой микроскопии при 2000-5000-кратных увеличениях.
3.3.4.3. Дефекты типа макропор, трещин, неметаллических включений выявляются на полностью подготовленных шлифах в нетравленом состоянии при 50-100-кратных увеличениях. Определение неметаллических включений осуществляется в соответствии с ГОСТ 1778-70* [5].
3.3.4.4. Оценка величины зерна производится в соответствии с ГОСТ 5639-82* [6].
3.3.4.5. Металлографический анализ реплик выполняется по технологии, аналогичной применяемой при исследовании микрошлифов образцов. Анализ осуществляется на металлографических микроскопах при 50-1000-кратных увеличениях в отраженном свете. В результате анализа определяются величина зерна, наличие, форма и размеры неметаллических включений, микроструктура и морфологические особенности микроповрежденности порами, цепочками пор, микротрещинами.
3.3.4.6. В результате исследования микрообразцов, реплик дается характеристика микроструктуры и оценивается микроповрежденность металла элементов роторов.
3.3.4.7. Категории повреждения микроструктуры металла роторных сталей в процессе длительной эксплуатации от исходного состояния до образования макротрещин устанавливаются по шкалам микроструктур в соответствии с табл.1.
Таблица 1
Категории повреждения микроструктуры РВД и РСД паровых турбин в процессе длительной эксплуатации
|
КПМ |
Характеристика микроструктуры |
|
1 |
Микроструктура в пределах сдаточной исходной - бейнитная, ферритно-бейнитная. Металлографические дефекты отсутствуют |
|
2 |
Небольшие изменения исходной микроструктуры на начальной стадии старения, например увеличение количества карбидов |
|
3 |
Изменение исходной микроструктуры (сфероидизация бейнита - 2-й балл по шкале сфероидизации) или выявление металлургических дефектов менее критического размера |
|
4 |
Заметные изменения исходной микроструктуры (сфероидизация бейнита - 3-й балл по шкале сфероидизации); отсутствие микропор размером более 1 мкм (не выявляются при исследовании методом оптической микроскопии) |
|
5 |
Большие изменения микроструктуры - наличие микропор размером более 1 мкм (сфероидизация бейнита - 4-й балл и выше по шкале сфероидизации) |
|
6 |
Наличие цепочек пор и (или) микротрещин глубиной менее 0,2 мм |
|
7 |
Наличие макротрещин глубиной более 0,2 мм |
3.3.5. Компьютерная запись и обработка микроструктур
Микроструктуры фиксируются в памяти компьютера в виде растровых файлов (портретов) в стандартных графических форматах BMP или JPEG. Для этой цели используется специальный комплекс, состоящий из микроскопа, сканирующего устройства (цифровой видеокамеры или фотоаппарата, имеющих интерфейс с компьютером) и компьютера.
Специально разработанное программное обеспечение позволяет улучшить визуальные характеристики портрета, в том числе: увеличить контрастность и выровнять освещенность, уменьшить высокочастотный шум, а также определить такие количественные характеристики микроструктуры, как средний размер зерна, максимальный и средний размер пор, средний размер и плотность распределения карбидов и др.
Наличие банка портретов микроструктур с различной поврежденностью позволяет создавать электронные атласы микроструктур для применяющихся в теплоэнергетике сталей.
3.4. Определение категории опасности элементов ротора
в соответствии с расчетным значением накопленного повреждения
3.4.1. Общие положения
3.4.1.1. Суммарная поврежденность элементов ротора определяется по формуле линейного накопления повреждения
![]() ,
,
где ![]() - статическая составляющая поврежденности;
- статическая составляющая поврежденности;
![]() - циклическая составляющая поврежденности.
- циклическая составляющая поврежденности.
3.4.1.2. В связи с неопределенностью многих факторов, влияющих на результаты расчета суммарной поврежденности, расчет выполняется со значительными упрощениями, которые заключаются в следующем:
вместо точного учета изменения параметров пара вводятся усредненные параметры и циклы;
напряженное состояние элементов ротора для определения статической составляющей поврежденности рассчитывается в упругой осесимметричной постановке, причем учитываются только действие центробежных сил; учитывается снижение коэффициента концентрации за счет релаксации напряжений при ползучести и снижение параметров длительной прочности стали ротора.
3.4.1.3. Результаты расчета напряжений заносятся в базу данных информационной системы как паспортные величины, зависящие только от геометрии конструкции.
С учетом сказанного статическая и циклическая составляющие поврежденности определяются по формулам:
![]() ;
;
![]() ,
,
где ![]() - суммарная наработка;
- суммарная наработка;
![]() - время до наступления предельного состояния (появления трещин ползучести в проверяемой зоне) под действием средних за срок работы эквивалентных напряжений при средней температуре, определяемое с помощью соответствующей диаграммы длительной прочности;
- время до наступления предельного состояния (появления трещин ползучести в проверяемой зоне) под действием средних за срок работы эквивалентных напряжений при средней температуре, определяемое с помощью соответствующей диаграммы длительной прочности;
![]() - повреждение от циклической нагрузки, накопленное за один цикл.
- повреждение от циклической нагрузки, накопленное за один цикл.
3.4.2. Определение статической составляющей поврежденности элементов ротора
3.4.2.1 Общее описание алгоритма решения задачи теории упругости методом граничных интегральных уравнений
Ключевым моментом примененного алгоритма является схема вычисления главного значения сингулярных интегралов. Решение соответствующих интегральных уравнений теории упругости осуществляется методом последовательных перемещений. Важной особенностью алгоритма является независимость сетки разбиения при варьировании граничной поверхности области.
При использовании МГИУ решение второй основной задачи теории упругости (на граничной области поверхности задана нагрузка) сводится к решению сингулярного интегрального уравнения
![]() , (1)
, (1)
где ![]() - граничная поверхность области;
- граничная поверхность области;
![]() - компоненты вектора перемещения на
- компоненты вектора перемещения на ![]() ;
;
![]() - ядро интегрального уравнения;
- ядро интегрального уравнения;
![]() - матрица Кельвина-Сомильяна;
- матрица Кельвина-Сомильяна;
![]() - компоненты вектора напряжений на
- компоненты вектора напряжений на ![]() .
.
Разработан алгоритм решения уравнения (1) методом последовательных приближений с использованием регулярного представления сингулярного интеграла. При этом решение уравнения (1) представляется в виде ряда
![]() . (2)
. (2)
Подставляя уравнение (2) в формулу (1) и приравнивая коэффициенты при одинаковых степенях соответствующих членов ряда, можно получить рекуррентное соотношение для ![]() :
:
![]() . (3)
. (3)
Регулярное представление для входящего в формулу (3) сингулярного интеграла получается путем понижения особенности с использованием обобщенной теоремы Гаусса. При этом формула (3) приобретает вид
![]() , (4)
, (4)
причем
![]() . (5)
. (5)
После определения перемещений ![]() напряжения на граничной поверхности
напряжения на граничной поверхности ![]() определяются путем численного дифференцирования перемещений и использования закона Гука. Так как для подавляющего большинства технических задач определяющим является напряженное состояние на границе области, этим, как правило, и завершается решение.
определяются путем численного дифференцирования перемещений и использования закона Гука. Так как для подавляющего большинства технических задач определяющим является напряженное состояние на границе области, этим, как правило, и завершается решение.
Интерполяция плотности потенциалов осуществляется с помощью локальных сплайнов, а численное интегрирование на каждом из элементов расчетной сетки выполняется с использованием кубатурных формул, полученных путем перемножения соответствующих квадратур Гаусса. Выбор порядка формулы производится в зависимости от ![]() , где
, где ![]() - максимальный линейный размер элемента, что обеспечивает для граничной поверхности в целом адаптивную кубатурную формулу.
- максимальный линейный размер элемента, что обеспечивает для граничной поверхности в целом адаптивную кубатурную формулу.
При вычислении суммы ряда (2) учитывается, что данный ряд с увеличением ![]() стремится к геометрической прогрессии, поэтому для уточнения суммы используется формула
стремится к геометрической прогрессии, поэтому для уточнения суммы используется формула
![]() . (6)
. (6)
При построении алгоритма решения двумерной (плоской и осесимметричной) задачи контур меридионального сечения области представлялся в виде совокупности отрезков прямых и дуг окружностей. При решении осесимметричной задачи интегрирование в окружном направлении выполняется с использованием квадратурных формул Гаусса высокого порядка. Искомые величины вычисляются только на контуре меридионального сечения, а на остальной части граничной поверхности восстанавливаются из условия осевой симметрии.
3.4.2.2. Учет объемных сил
Описанный выше метод граничных интегральных уравнений применим для решения второй основной задачи теории упругости - при заданных на граничной поверхности нагрузках. На вращающийся ротор действуют также объемные силы - поле центробежных сил и вызванные неравномерным нагревом температурные напряжения. Для того чтобы при расчете напряженного состояния учесть эти факторы, применяется специальный прием.
Рассматриваются частные задачи для полого цилиндра, нагруженного центробежными силами или изменяющимся только в радиальном направлении температурным полем. Для этих задач известно точное замкнутое решение - частное решение задачи теории упругости, которое удовлетворяет уравнениям теории упругости, но не удовлетворяет краевым условиям. Затем решается вспомогательная задача, когда к границам области решаемой задачи прикладываются дополнительные нагрузки. Эти нагрузки равны взятым с обратным знаком напряжениям соответствующей частной задачи в точках границы основной задачи на площадке с нормалью, направленной к границе. Суперпозиция частного решения с решением вспомогательной задачи дает полное, удовлетворяющее краевым условиям решение задачи с учетом соответствующих объемных сил.
3.4.2.3. Частное решение для центробежных сил
Компоненты тензора напряжений в этом случае выглядят следующим образом:
 ;
;
________________
* Формула соответствует оригиналу. - Примечание изготовителя базы данных.
 ;
;
________________
* Формула соответствует оригиналу. - Примечание изготовителя базы данных.
![]() ,
,
где ![]() - радиальные напряжения;
- радиальные напряжения;
![]() - кольцевые напряжения;
- кольцевые напряжения;
![]() - осевые напряжения;
- осевые напряжения;
![]() - коэффициент Пуассона;
- коэффициент Пуассона;
![]() - плотность стали;
- плотность стали;
![]() - угловая скорость вращения;
- угловая скорость вращения;
![]() - максимальный наружный радиус ротора;
- максимальный наружный радиус ротора;
![]() - радиус осевого канала;
- радиус осевого канала;
![]() - текущий радиус.
- текущий радиус.
3.4.2.4. Частное решение для изменяющегося по радиусу температурного поля
 ;
;
 ;
;
 ,
,
где ![]() - коэффициент температурного расширения;
- коэффициент температурного расширения;
![]() - модуль упругости;
- модуль упругости;
![]() - температура металла, изменяющаяся по радиусу
- температура металла, изменяющаяся по радиусу ![]() .
.
3.4.2.5. Расчетные схемы для определения напряженного состояния методом граничных интегральных уравнений (рис.2):


Рис.2. Расчетные схемы роторов для определения напряжений методом граничных интегральных уравнений
3.4.2.6. Определение времени до появления трещин ползучести при расчете на статическую прочность
![]() ,
,
где ![]() - коэффициент концентрации упругих напряжений;
- коэффициент концентрации упругих напряжений;
здесь ![]() - максимальные напряжения, определяемые из упругого расчета МГИУ;
- максимальные напряжения, определяемые из упругого расчета МГИУ;
![]() - номинальные упругие напряжения, определяемые из упругого расчета МГИУ для каждой зоны ротора на удалении от концентратора;
- номинальные упругие напряжения, определяемые из упругого расчета МГИУ для каждой зоны ротора на удалении от концентратора;
![]() - показатель ползучести.
- показатель ползучести.
По полученному значению ![]() определяется [
определяется [![]() ] по кривой длительной прочности для материала ротора.
] по кривой длительной прочности для материала ротора.
3.4.3. Определение циклической составляющей поврежденности элементов ротора
При определении исчерпанного ресурса из всего многообразия нестационарных режимов в качестве наиболее существенных и характерных выделены и учтены следующие:
пуски из горячего, неостывшего и холодного состояний;
плановый останов;
расхолаживание;
сброс нагрузки;
плановая разгрузка;
неплановое регулирование.
В табл.2 приведены характеристики типовых годичных циклов турбин, в табл.3 - значения расчетного повреждения элементов роторов турбин для типовых циклов и значения повреждений за год для приведенных циклов.
Таблица 2
Характеристики типовых годичных циклов
|
Тип турбины |
Количество нестационарных режимов, состоящих |
Расчетные характеристики стали | ||||||||
|
|
Основные пуски из состояния |
Сброс нагрузки |
Плановая разгрузка |
Непла- новое регули- рование |
|
|
|
| ||
|
|
горячего |
неостывшего |
холодного |
|
|
|
|
|
|
|
|
К-300-240, ЛМЗ |
5 |
7 |
5 |
5 |
200 |
1000 |
1,6 |
25 |
354 |
413 |
|
К-200-130, ЛМЗ |
5 |
9 |
5 |
5 |
200 |
1000 |
1,6 |
25 |
354 |
413 |
|
К-300-240, ХТЗ |
5 |
7 |
5 |
5 |
200 |
1000 |
1,6 |
14 |
568 |
609 |
|
К-160-130, ХТЗ |
5 |
8 |
5 |
5 |
200 |
1000 |
1,6 |
14 |
568 |
609 |
Таблица 3
Значения расчетного повреждения элементов роторов турбин для типовых циклов
|
Тип турбины |
Эле- |
Зона |
Накопленное повреждение для годичных циклов с допустимыми эксплуатационными отклонениями |
|
|
за год | |||||
|
|
|
|
Номера режимов |
|
|
| |||||
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
К-300-240, ЛМЗ |
РВД |
2-я ступень |
0,00010 |
0 |
0 |
0 |
0 |
0 |
0,350 |
9,0 |
0,0016 |
|
|
|
Пром. уплот- |
0,00260 |
0,00004 |
0,00004 |
0,00003 |
0,00010 |
0,00003 |
0,515 |
35,4 |
0,0210 |
|
|
|
Цент- |
0,00370 |
0,00040 |
0,0002 |
0,00030 |
0,00070 |
0,00020 |
0,500 |
136,0 |
0,0680 |
|
|
РСД |
2-я ступень |
0,00040 |
0,00030 |
0,0001 |
0 |
0 |
0 |
0,420 |
12,3 |
0,0036 |
|
|
|
Цент- |
0,00050 |
0,00310 |
0,0012 |
0 |
0 |
0 |
0,740 |
13,7 |
0,0320 |
|
К-200-130, ЛМЗ |
РВД |
2-я ступень |
0,00002 |
0 |
0 |
0 |
0 |
0 |
0,300 |
5,0 |
0,0011 |
|
|
|
ПКУ |
0,00030 |
0 |
0 |
0 |
0,00002 |
0 |
0,350 |
22,0 |
0,0027 |
|
|
|
Цент- |
0,00650 |
0,00070 |
0,001 |
0,00090 |
0,00090 |
0,00070 |
0,600 |
178,0 |
0,1840 |
|
|
РСД |
2-я ступень |
0,00030 |
0,00130 |
0,0006 |
0 |
0 |
0 |
0,590 |
16,2 |
0,0170 |
|
|
|
ПКУ |
0,00020 |
0,00090 |
0,0004 |
0 |
0 |
0 |
0,540 |
16,3 |
0,0120 |
|
|
|
Цент- |
0,00100 |
0,01600 |
0,032 |
0 |
0 |
0 |
1,740 |
14,2 |
0,0310 |
|
К-300-240, ХТЗ |
РВД |
2-я ступень |
0,00030 |
0 |
0 |
0 |
0 |
0 |
0,410 |
5,0 |
0,0022 |
|
|
|
Пром. уплот- |
0,00030 |
0,00002 |
0,00002 |
0,00001 |
0,00002 |
0,00001 |
0,420 |
96,5 |
0,0062 |
|
|
|
Цент- |
0,00150 |
0,00030 |
0,0005 |
0,00040 |
0,00040 |
0,00030 |
0,570 |
206,0 |
0,0810 |
|
|
РСД |
2-я ступень |
0,00001 |
0,00002 |
0,0001 |
0 |
0 |
0 |
0,430 |
10,5 |
0,0025 |
|
|
|
ПКУ |
0,00003 |
0,00060 |
0,0012 |
0 |
0 |
0 |
0,660 |
12,0 |
0,0120 |
|
|
|
Цент- |
0,00070 |
0,00430 |
0,0079 |
0 |
0 |
0 |
0,990 |
13,4 |
0,0750 |
|
К-160-130, ХТЗ |
РВД |
2-я ступень |
0 |
0 |
0 |
0 |
0 |
0 |
0,340 |
5,1 |
0,0020 |
|
|
|
Пром. уплот- |
0,00020 |
0,00010 |
0 |
0 |
0,00030 |
0 |
0,510 |
14,2 |
0,0046 |
|
|
|
Цент- |
0,00100 |
0,00020 |
0,0001 |
0,00040 |
0,00070 |
0 |
0,520 |
78,2 |
0,1630 |
|
|
РСД |
2-я ступень |
0,00001 |
0 |
0 |
0 |
0 |
0 |
0,370 |
6,8 |
0,0020 |
|
|
|
ПКУ |
0,00170 |
0,00050 |
0 |
0 |
0,00170 |
0 |
0,810 |
12,0 |
0,0180 |
|
|
|
Цент- |
0,00140 |
0,00040 |
0,0001 |
0 |
0,00140 |
0 |
0,680 |
13,8 |
0,0160 |
Если известно количество и распределение режимов по времени, то определение накопленного повреждения выполняется путем суммирования соответствующих повреждений из табл.3 за каждый цикл. Если же известно только число циклов, то накопленное повреждение определяется путем деления значения ![]() из табл.3 на сумму циклов из табл.2 и последующего умножения результата на общее число циклов для данного элемента ротора.
из табл.3 на сумму циклов из табл.2 и последующего умножения результата на общее число циклов для данного элемента ротора.
3.5. Порядок проведения экспертизы для определения
поврежденности и предела живучести роторов паровых турбин
3.5.1. Структура данных для проведения экспертизы
3.5.1.1. Данные, необходимые для проведения экспертизы состояния роторов, содержатся в таблицах баз данных информационно-экспертной системы.
3.5.1.2. Для проведения экспертизы необходимы сведения о роторе (элементе, зоне ротора), режимах его эксплуатации, паспортные данные, результаты проведенных измерений, выполненные в процессе контроля исходного состояния и эксплуатационного контроля, результаты расчетов каждого элемента (зоны) ротора.
3.5.1.3. При выполнении экспертизы учитываются следующие положения. Наиболее нагруженными, более ответственными элементами (зонами) РВД и РСД являются ЦПР, диски первых ступеней РВД и РСД, в том числе придисковые галтели и пазы дисков под лопатки, тепловые канавки.
Менее нагруженными элементами (зонами) РВД и РСД являются полумуфты, шейки, упорные гребни, масляные уплотнения.
3.5.1.4. Все данные, необходимые для проведения экспертизы, сгруппированы следующим образом.
Сведения о режимах эксплуатации ротора:
среднее за весь период эксплуатации давление в различных элементах (зонах) ротора;
средняя за весь период эксплуатации температура в различных элементах (зонах) ротора;
суммарная продолжительность эксплуатации (фактическая наработка);
продолжительность эксплуатации ротора с заполненной инертным газом ЦПР;
суммарная продолжительность простоев;
количество пусков-остановов.
Паспортные и сертификатные данные о роторе:
год изготовления;
год пуска в эксплуатацию;
сведения о замене (если таковая была);
марка стали;
тип исходной микроструктуры;
предел текучести ![]() ;
;
временное сопротивление разрыву ![]() ;
;
номинальный диаметр ЦПР.
Результаты эксплуатационного контроля:
ВК всех элементов (зон) ротора, за исключением ЦПР: наличие или отсутствие макродефекта;
ВДК ЦПР: наличие или отсутствие макродефекта;
ДАО-контроль: наличие или отсутствие дефекта;
ВТК: наличие или отсутствие дефекта;
УЗК: наличие или отсутствие дефекта;
УЗК с использованием датчиков поверхностных волн: наличие или отсутствие дефекта;
измерение прогиба вала ротора;
измерение твердости металла;
контроль шероховатости поверхности;
измерение конусности шеек;
измерение радиального биения шеек;
измерение радиального биения полумуфт;
МА: измерение микроповрежденности, определение КПМ.
Примечание. При выполнении всех видов контроля фиксируется дата его проведения.
Результаты расчетного определения предела живучести (остаточного ресурса) элементов (зон) ротора.
Порядок выполнения расчетов приведен в разд.3.4. В результате расчетов определяется суммарная поврежденность следующих элементов:
центральной полости;
придисковых галтелей;
тепловых канавок.
3.5.1.5. Результатом проведения экспертизы являются сведения о расчетном значении предела живучести (остаточного ресурса), времени до последующего контроля и регламенте этого контроля.
3.5.2. Алгоритм экспертизы повреждениости
3.5.2.1. Экспертиза базируется на результатах периодического контроля элементов (зон) ротора и расчетных оценках их состояния.
3.5.2.2. Исходными данными для проведения экспертизы являются сведения о режимах эксплуатации, паспортных характеристиках, результатах соответствующих видов контроля и расчетов, которые заносятся в базы данных системы по мере их получения.
3.5.2.3. Для единообразного представления и соразмерности результатов наиболее существенных видов контроля и расчетов используются понятия ![]() и
и ![]() . Общее описание
. Общее описание ![]() ротора и связанного с ней относительного значения индивидуального предела живучести (остаточного ресурса) приведено в разд.3.5.4;
ротора и связанного с ней относительного значения индивидуального предела живучести (остаточного ресурса) приведено в разд.3.5.4; ![]() задается в процентах от 0 до 100 для каждого вида контроля или расчета и характеризует достоверность определяемой с его помощью
задается в процентах от 0 до 100 для каждого вида контроля или расчета и характеризует достоверность определяемой с его помощью ![]() . Для менее существенных видов контроля вводится прибавка к
. Для менее существенных видов контроля вводится прибавка к ![]() (
(![]() ).
).
3.5.2.4. Связь между результатами контроля и расчетов и соответствующей ![]() определяется системой правил для каждого элемента (зоны) ротора, которые приведены в разд.3.5.3. Правило - элементарный алгоритм, в результате исполнения которого вычисляются значения
определяется системой правил для каждого элемента (зоны) ротора, которые приведены в разд.3.5.3. Правило - элементарный алгоритм, в результате исполнения которого вычисляются значения ![]() или
или ![]() и
и ![]() . Вычисление результирующих
. Вычисление результирующих ![]() и
и ![]() выполняется с помощью специального алгоритма свертки (см. разд.3.5.4).
выполняется с помощью специального алгоритма свертки (см. разд.3.5.4).
3.5.2.5. По значениям ![]() для каждого элемента (зоны) ротора вычисляется интегральное значение
для каждого элемента (зоны) ротора вычисляется интегральное значение ![]() для всего ротора. По этому значению определяется относительный индивидуальный предел живучести (остаточный ресурс) и максимальная продолжительность эксплуатации до очередного контроля.
для всего ротора. По этому значению определяется относительный индивидуальный предел живучести (остаточный ресурс) и максимальная продолжительность эксплуатации до очередного контроля.
3.5.3. Система правил для экспертизы
Центральная полость ротора
3.5.3.1. Макроповрежденность металла ЦПР выявляется средствами неразрушающего контроля - ВДК, УЗК, ВТК, ДАО. Макродефектами являются трещины, язвы, цепочки язв, забоины и т.д.
Если имеется трещиноподобный поверхностный дефект, то его предельно допустимый размер ![]() 0,5 мм. Если дефект не является трещиноподобным, то
0,5 мм. Если дефект не является трещиноподобным, то ![]() 1,0 мм (табл.4).
1,0 мм (табл.4).
Таблица 4
Значения ![]() и
и ![]() при различной макроповрежденности металла ЦПР
при различной макроповрежденности металла ЦПР
|
Глубина макродефекта, мм |
|
| |
|
Трещиноподобный дефект |
Язвы, цепочки язв и т.п. |
|
|
|
Макродефекты не выявлены |
1 |
30 | |
|
|
|
2 |
40 |
|
0,1-0,2 |
0,2-0,4 |
3 |
50 |
|
0,2-0,3 |
0,4-0,6 |
4 |
60 |
|
0,3-0,4 |
0,6-0,8 |
5 |
70 |
|
0,4-0,5 |
0,8-1,0 |
6 |
80 |
|
>0,5 |
>1,0 |
7 |
99 |
3.5.3.2. Микроповрежденность металла ЦПР выявляется методом МА микрообразцов (табл.5).
Таблица 5
Значения ![]() и
и ![]() при различной микроповрежденности металла ЦПР
при различной микроповрежденности металла ЦПР
|
КПМ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
50 |
60 |
70 |
80 |
99 |
3.5.3.3. Характеристики пластичности и прочности металла ротора представлены в табл.6.
Таблица 6
Значения ![]() и
и ![]() в зависимости от отношения
в зависимости от отношения ![]() металла ротора
металла ротора
|
|
|
0,65-0,70 |
0,70-0,75 |
0,75-0,80 |
0,80-0,85 |
0,85-0,90 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
3.5.3.4. Твердость металла. При твердости металла из сталей 25Х1M1ФА и 34ХМА более 180 НВ и из стали 20ХЗМВФА более 200 НВ ![]() =0,3.
=0,3.
3.5.3.5. Расчетная поврежденность - см. табл.7.
Таблица 7
Значения ![]() и
и ![]() в зависимости от расчетной поврежденности
в зависимости от расчетной поврежденности ![]()
|
|
|
0,05-0,30 |
0,30-0,45 |
0,45-0,60 |
0,60-0,75 |
0,75-0,85 |
0,85-1,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
40 |
40 |
40 |
50 |
50 |
60 |
60 |
3.5.3.6. Условия эксплуатации. При эксплуатации ротора без заполнения ЦПР инертным газом ![]() =0,3.
=0,3.
Диски первых двух ступеней РВД и РСД
3.5.3.7. Макроповрежденность металла элементов (зон) дисков выявляется средствами неразрушающего контроля - ВК, ВТК, ДАО, УЗК (табл.8).
Таблица 8
Значения ![]() и
и ![]() при различной макроповрежденности металла элементов (зон) дисков
при различной макроповрежденности металла элементов (зон) дисков
|
Глубина макродефекта, мм |
|
| |
|
Трещиноподобный дефект |
Язвы, цепочки язв и т.п. |
|
|
|
Макродефекты не выявлены |
1 |
30 | |
|
|
|
2 |
40 |
|
0,1-0,2 |
0,2-0,4 |
3 |
50 |
|
0,2-0,3 |
0,4-0,6 |
4 |
60 |
|
0,3-0,4 |
0,6-0,8 |
5 |
70 |
|
0,4-0,5 |
0,8-1,0 |
6 |
80 |
|
>0,5 |
>1,0 |
7 |
99 |
3.5.3.8. Микроповрежденность металла в зоне придисковых галтелей и в пазах дисков под лопатки выявляется методом МА микрообразцов или реплик (табл.9).
Таблица 9
Значения ![]() и
и ![]() при различной микроповрежденности металла элементов (зон) дисков
при различной микроповрежденности металла элементов (зон) дисков
|
КПМ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
50 |
60 |
70 |
80 |
99 |
3.5.3.9. Характеристики пластичности и прочности металла дисков представлены в табл.10.
Таблица 10
Значения ![]() и
и ![]() в зависимости от отношения
в зависимости от отношения ![]() металла дисков
металла дисков
|
|
|
0,65-0,70 |
0,70-0,75 |
0,75-0,80 |
0,80-0,85 |
0,85-0,90 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
3.5.3.10. Твердость металла. При твердости металла из сталей 25Х1М1ФА и 34ХМА более 180 НВ и из стали 20Х3МВФА более 200 НВ ![]() =0,3.
=0,3.
3.5.3.11. Натиры, забоины на поверхности дисков, трещины в местах натиров - см. табл.11.
Таблица 11
Значения ![]() и
и ![]() в зависимости от наличия и глубины натиров, трещины в местах натиров на поверхности дисков
в зависимости от наличия и глубины натиров, трещины в местах натиров на поверхности дисков
|
Глубина заоваленных следов натиров, мм |
|
0,50-0,75 |
0,75-1,00 |
1,00-1,50 |
1,50-1,75 |
1,75-2,00 |
>2,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
40 |
50 |
50 |
60 |
60 |
3.5.3.12. Расчетная поврежденность - см. табл.12.
Таблица 12
Значения ![]() и
и ![]() в зависимости от расчетной поврежденности
в зависимости от расчетной поврежденности ![]()
|
П |
|
0,05-0,30 |
0,30-0,45 |
0,45-0,60 |
0,60-0,75 |
0,75-0,85 |
0,85-1,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
40 |
40 |
40 |
50 |
50 |
60 |
60 |
Тепловые канавки концевых, диафрагменных и промежуточных уплотнений
3.5.3.13. Макроповрежденность металла тепловых канавок выявляется средствами неразрушающего контроля - ВК, ВТК, ДАО, УЗК (табл.13).
Таблица 13
Значения ![]() и
и ![]() при различной макроповрежденности металла тепловых канавок
при различной макроповрежденности металла тепловых канавок
|
Глубина макродефекта, мм |
|
| |
|
Трещиноподобный дефект |
Язвы, цепочки язв и т.п. |
|
|
|
Макродефекты не выявлены |
1 |
30 | |
|
|
|
2 |
40 |
|
0,1-0,2 |
0,2-0,4 |
3 |
50 |
|
0,2-0,3 |
0,4-0,6 |
4 |
60 |
|
0,3-0,4 |
0,6-0,8 |
5 |
70 |
|
0,4-0,5 |
0,8-1,0 |
6 |
80 |
|
>0,5 |
>1,0 |
7 |
99 |
3.5.3.14. Микроповрежденность металла тепловых канавок выявляется методом МА микрообразцов (табл.14).
Таблица 14
Значения ![]() и
и ![]() при различной микроповрежденности металла тепловых канавок
при различной микроповрежденности металла тепловых канавок
|
КПМ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
50 |
60 |
70 |
80 |
99 |
3.5.3.15. Характеристики пластичности и прочности металла тепловых канавок представлены в табл.15.
Таблица 15
Значения ![]() и
и ![]() в зависимости от отношения
в зависимости от отношения ![]() металла тепловых канавок
металла тепловых канавок
|
|
|
0,65-0,70 |
0,70-0,75 |
0,75-0,80 |
0,80-0,85 |
0,85-0,90 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
3.5.3.16. Твердость металла. При твердости металла из сталей 25Х1M1ФА и 34ХМА более 180 НВ и из стали 20Х3МВФА более 200 НВ ![]() =0,3.
=0,3.
3.5.3.17. Расчетная поврежденность - см. табл.16.
Таблица 16
Значения ![]() и
и ![]() в зависимости от расчетной поврежденности
в зависимости от расчетной поврежденности ![]()
|
|
|
0,05-0,30 |
0,30-0,45 |
0,45-0,60 |
0,60-0,75 |
0,75-0,85 |
0,85-1,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
40 |
40 |
40 |
50 |
50 |
60 |
60 |
Полумуфты
3.5.3.18. Макроповрежденность металла в отверстиях под соединительные болты выявляется средствами неразрушающего контроля - ВК, ВТК, ДАО, УЗК (табл.17).
Таблица 17
Значения ![]() и
и ![]() при различной макроповрежденности металла полумуфт
при различной макроповрежденности металла полумуфт
|
Глубина макродефекта, мм |
|
| |
|
Трещиноподобный дефект |
Язвы, цепочки язв и т.п. |
|
|
|
Макродефекты не выявлены |
1 |
30 | |
|
|
|
2 |
40 |
|
0,1-0,2 |
0,2-0,4 |
3 |
50 |
|
0,2-0,3 |
0,4-0,6 |
4 |
60 |
|
0,3-0,4 |
0,6-0,8 |
5 |
70 |
|
0,4-0,5 |
0,8-1,0 |
6 |
80 |
|
>0,5 |
>1,0 |
7 |
99 |
3.5.3.19. Микроповрежденность металла полумуфт выявляется методом МА микрообразцов или реплик (табл.18).
Таблица 18
Значения ![]() и
и ![]() при различной микроповрежденности металла полумуфт
при различной микроповрежденности металла полумуфт
|
КПМ |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
50 |
60 |
70 |
80 |
99 |
3.5.3.20. Характеристики пластичности и прочности металла полумуфт представлены в табл.19.
Таблица 19
Значения ![]() и
и ![]() в зависимости от отношения
в зависимости от отношения ![]() металла полумуфт
металла полумуфт
|
|
|
0,65-0,70 |
0,70-0,75 |
0,75-0,80 |
0,80-0,85 |
0,85-0,90 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
3.5.3.21. Твердость металла. При твердости металла из сталей 25Х1М1ФА и 34ХМА более 180 НВ и из стали 20Х3МВФА более 200 НВ ![]() =0,3.
=0,3.
3.5.3.22. Шероховатость и площадь повреждений торцов полумуфт. При шероховатости ![]() 0,8 мкм и площади повреждений
0,8 мкм и площади повреждений ![]() 20% поверхности торцов полумуфт
20% поверхности торцов полумуфт ![]() =0,25; при
=0,25; при ![]() 1,20 мкм и
1,20 мкм и ![]() 20%
20% ![]() =0,5.
=0,5.
3.5.3.23. Торцевое биение полумуфт.
При торцевом биении полумуфт РВД-РСД:
>0,01 мм ![]() =0,25;
=0,25;
>0,02 мм ![]() =0,50.
=0,50.
При торцевом биении полумуфт РСД-РНД:
>0,02 мм ![]() =0,25;
=0,25;
>0,03 мм ![]() =0,5.
=0,5.
3.5.3.24. Шероховатость поверхностей отверстий полумуфт под соединительные болты.
При шероховатости отверстий ![]() :
:
>0,5 мкм ![]() =0,25;
=0,25;
>0,63 мкм ![]() =0,5.
=0,5.
3.5.3.25. Общая относительная поверхность ![]() рисок, задиров в отверстиях полумуфт под соединительные болты.
рисок, задиров в отверстиях полумуфт под соединительные болты.
При относительной поверхности ![]() :
:
>15% ![]() =0,25;
=0,25;
>25% ![]() =0,5.
=0,5.
3.5.3.26. Отклонение от перпендикулярности осей отверстий полумуфт под соединительные болты (по длине).
При отклонении от перпендикулярности осей отверстий полумуфт:
>0,03 мм ![]() =0,25;
=0,25;
>0,05 мм ![]() =0,5.
=0,5.
3.5.3.27. Овальность отверстий полумуфт под соединительные болты.
При овальности отверстий полумуфт:
>0,01 мм ![]() =0,25;
=0,25;
> 0,02 мм ![]() =0,5.
=0,5.
3.5.3.28. Конусность отверстий полумуфт под соединительные болты.
При конусности отверстий полумуфт:
>0,01% ![]() =0,25;
=0,25;
>0,02% ![]() =0,5.
=0,5.
Упорные гребни
3.5.3.29. Шероховатость поверхности упорных гребней. При шероховатости поверхности ![]() :
:
>0,5 мкм ![]() =0,25;
=0,25;
>0,63 мкм ![]() =0,5.
=0,5.
3.5.3.30. Торцевое биение упорных гребней.
При торцевом биении упорных гребней:
>0,01 мм ![]() =0,25;
=0,25;
>0,02 мм ![]() =0,5.
=0,5.
3.5.3.31. Размеры и количество кольцевых рисок на упорных гребнях.
При глубине рисок ![]() 0,07 мм и их числе
0,07 мм и их числе ![]() 2
2 ![]() =0,25, при
=0,25, при ![]() 0,1 мм и
0,1 мм и ![]() 2
2 ![]() =0,5.
=0,5.
3.5.3.32. Уменьшение толщины гребня - см. табл.20.
Таблица 20
Значения ![]() и
и ![]() в зависимости от уменьшения толщины
в зависимости от уменьшения толщины ![]() гребня
гребня
|
|
<0,25 |
0,25-0,50 |
0,50-0,75 |
0,75-1,00 |
1,00-1,50 |
1,50-2,00 |
>2,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
Шейки ротора
3.5.3.33. Макроповрежденность шейки ротора.
При глубине ![]() макродефектов (язв, пор, рисок, в том числе кольцевых):
макродефектов (язв, пор, рисок, в том числе кольцевых):
>0,5 мм ![]() =0,25;
=0,25;
>1,0 мм ![]() =0,50.
=0,50.
3.5.3.34. Шероховатость поверхности шейки ротора.
При шероховатости поверхности ![]() :
:
>0,5 мкм ![]() =0,25;
=0,25;
>0,63 мкм ![]() =0,50.
=0,50.
3.5.3.35. Конусность шейки ротора.
При конусности шейки ротора ![]() :
:
>0,05% ![]() =0,25;
=0,25;
>0,09% ![]() =0,50.
=0,50.
3.5.3.36. Радиальное биение шейки ротора.
При радиальном биении шейки ротора:
>0,01 мм ![]() =0,25;
=0,25;
>0,02 мм ![]() =0,50.
=0,50.
3.5.3.37. Уменьшение диаметра шейки ротора - см. табл.21.
Таблица 21
Значения ![]() и
и ![]() в зависимости от уменьшения диаметра
в зависимости от уменьшения диаметра ![]() шейки ротора
шейки ротора
|
|
|
0,20-0,35 |
0,35-0,50 |
0,50-0,60 |
0,60-0,70 |
0,70-1,00 |
>1,00 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
40 |
50 |
Зона масляных уплотнений
3.5.3.38. Макроповрежденность зоны масляных уплотнений.
При глубине ![]() макродефектов (язв, забоин, рисок и т.п.):
макродефектов (язв, забоин, рисок и т.п.):
>0,60 мм ![]() =0,25;
=0,25;
>1,0 мм ![]() =0,50.
=0,50.
3.5.3.39. Шероховатость поверхности зоны масляных уплотнений.
При шероховатости поверхности ![]() :
:
>1,3 мкм ![]() =0,25;
=0,25;
>2,0 мкм ![]() =0,50.
=0,50.
3.5.3.40. Кольцевые риски в зоне масляных уплотнений - см. табл.22.
Таблица 22
Значения ![]() и
и ![]() в зависимости от глубины
в зависимости от глубины ![]() кольцевых рисок в зоне масляных уплотнений
кольцевых рисок в зоне масляных уплотнений
|
|
|
0,10-0,20 |
0,20-0,25 |
0,25-0,35 |
0,35-0,40 |
0,40-0,50 |
>0,50 |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
20 |
20 |
30 |
30 |
40 |
50 |
60 |
Остаточный прогиб вала ротора (табл.23)
Таблица 23
Значения ![]() и
и ![]() в зависимости от остаточного
в зависимости от остаточного ![]() прогиба вала ротора
прогиба вала ротора
|
|
<0,02 |
0,02-0,03 |
0,03-0,04 |
0,04-0,05 |
0,05-0,10 |
0,10-0,14 |
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
30 |
40 |
50 |
60 |
70 |
80 |
90 |
3.5.4 Алгоритм свертки
3.5.4.1. Результаты экспертизы элементов (зон) роторов по изложенной системе правил представляются в виде совокупности пар ![]() и
и ![]() - по одной паре на каждое правило;
- по одной паре на каждое правило; ![]() при этом задается не в процентах, а в относительных величинах от 0 до 1. Кроме этого, отдельные правила дают не значение
при этом задается не в процентах, а в относительных величинах от 0 до 1. Кроме этого, отдельные правила дают не значение ![]() , а прибавку к нему (
, а прибавку к нему (![]() ), которая после свертки добавляется к результирующему
), которая после свертки добавляется к результирующему ![]() .
.
3.5.4.2. Алгоритм свертки сконструирован таким образом, чтобы в результате его работы выполнялись следующие очевидные принципы:
при расхождении ![]() , полученных из различных правил, результирующее значение
, полученных из различных правил, результирующее значение ![]() уменьшается, а при совпадении - увеличивается;
уменьшается, а при совпадении - увеличивается;
влияние правила на результирующее значение ![]() тем больше, чем больше его
тем больше, чем больше его ![]() ;
;
неполнота или давность выполнения контроля снижает окончательное значение ![]() .
.
Числовые коэффициенты, определяющие количественную реализацию указанных принципов, подбирались эмпирически, из результатов выполнения экспертизы для большого числа элементов (зон) роторов.
Свертка выполняется для каждого элемента (зоны) ротора.
3.5.4.3. Результаты вычислений по правилам экспертизы группируются следующим образом для каждого различного значения ![]() .
.
![]() ,
, ![]() , ...,
, ..., ![]() ,
,
где ![]() ,
, ![]() , ...,
, ..., ![]() - расположены по убыванию;
- расположены по убыванию;
![]() - количество правил, для которых
- количество правил, для которых ![]() .
.
Суммарное значение ![]() , соответствующее
, соответствующее ![]() , вычисляется по рекурсивной формуле
, вычисляется по рекурсивной формуле
![]() ,
,
где ![]() меняется от 2 до
меняется от 2 до ![]() ;
;
![]() =0,70,
=0,70,
![]() .
.
3.5.4.4. Результирующее значение ![]() определяется по формуле
определяется по формуле
 ,
,
где ![]() 3;
3;
![]() - определяется из соответствующих правил.
- определяется из соответствующих правил.
Результат округляется до целого.
3.5.4.5. Результирующее значение ![]() определяется по формуле
определяется по формуле
 ,
,
где ![]() - величины, определенные в п.3.5.4.3;
- величины, определенные в п.3.5.4.3;
![]() - максимальное из этих значений;
- максимальное из этих значений;
![]() =0,25.
=0,25.
3.5.4.6. Вычисление окончательного значения ![]() .
.
Вычисленное в п.3.5.4.4 значение ![]() не может быть ниже значения
не может быть ниже значения ![]() , определенного из отношения наработки к парковому ресурсу или числа циклов в процессе эксплуатации к парковому ресурсу. Величина отношения обозначена как
, определенного из отношения наработки к парковому ресурсу или числа циклов в процессе эксплуатации к парковому ресурсу. Величина отношения обозначена как ![]() :
:
|
|
| |
|
|
| |
|
|
|
3.5.4.7. Определение окончательного значения ![]() для ротора в целом:
для ротора в целом: ![]() принимается равным максимальному значению
принимается равным максимальному значению ![]() для отдельных элементов (зон) ротора. Блок-схема экспертизы для определения
для отдельных элементов (зон) ротора. Блок-схема экспертизы для определения ![]() приведена на рис.3.
приведена на рис.3.
Элементы (зоны) ротора (РВД, РСД)

Рис.3. Блок-схема экспертизы состояния ротора
Примечание. Интегральное значение ![]() принимается равным максимальному значению
принимается равным максимальному значению ![]() указанных на схеме отдельных элементов (зон) ротора.
указанных на схеме отдельных элементов (зон) ротора.
3.5.4.8. В зависимости от значений ![]() определяются относительный предел живучести (остаточный ресурс) и максимальная продолжительность эксплуатации до последующего контроля
определяются относительный предел живучести (остаточный ресурс) и максимальная продолжительность эксплуатации до последующего контроля ![]() . Общее описание
. Общее описание ![]() и связанных с ним величин приведено в табл.24.
и связанных с ним величин приведено в табл.24.
Таблица 24
Характеристики ![]() РВД и РСД
РВД и РСД
|
|
Характеристика |
Относительный предел живучести (остаточный ресурс) |
Максимальная продолжительность эксплуатации до последующего контроля |
|
1 |
Безопасная ситуация |
>0,95 |
50000 ч, но не более 8 лет |
|
2 |
Незначительное ухудшение безопасной ситуации |
0,70-0,95 |
45000 ч, но не более 7 лет |
|
3 |
Слабоопасная ситуация |
0,55-0,70 |
40000 ч, но не более 6 лет |
|
4 |
Ситуация повышенной опасности |
0,40-0,55 |
35000 ч, но не более 5,5 лет |
|
5 |
Весьма опасная ситуация |
0,25-0,40 |
30000 ч, но не более 5 лет |
|
6 |
Значительный риск |
0,15-0,25 |
20000 ч, но не более 3 лет |
|
7 |
Возможности катастрофической аварии |
0-0,15 |
Необходима замена или ремонт ротора |
3.5.4.9. По результатам экспертизы допустимый срок эксплуатации РВД и РСД до ближайшего контроля повреждений определяется следующим образом:
если ![]() 4 и при этом в поверхностных зонах роторов все выявленные макродефекты удалены, в валах РВД и РСД отсутствуют дефекты с характерным размером (эквивалентным диаметром
4 и при этом в поверхностных зонах роторов все выявленные макродефекты удалены, в валах РВД и РСД отсутствуют дефекты с характерным размером (эквивалентным диаметром ![]() ) 1 мм, а контроль с помощью микрообразцов не выявил микротрещин, то продолжительность периода эксплуатации до ближайшего контроля
) 1 мм, а контроль с помощью микрообразцов не выявил микротрещин, то продолжительность периода эксплуатации до ближайшего контроля ![]() 50000 ч, но не более 8 лет;
50000 ч, но не более 8 лет;
если ![]() 4, но хотя бы в одной из зон РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразец не взят, то
4, но хотя бы в одной из зон РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразец не взят, то ![]() 45000 ч, но не более 7 лет;
45000 ч, но не более 7 лет;
если ![]() 4, но в двух зонах РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то
4, но в двух зонах РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то ![]() 40000 ч, но не более 6 лет;
40000 ч, но не более 6 лет;
если ![]() 4, но в трех зонах РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то
4, но в трех зонах РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то ![]() 35000 ч, но не более 5,5 лет;
35000 ч, но не более 5,5 лет;
если ![]() 4, но ни в одной зоне РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то
4, но ни в одной зоне РВД и РСД, где регламентирован микроструктурный мониторинг, микрообразцы не взяты, то ![]() 30000 ч, но не более 5 лет.
30000 ч, но не более 5 лет.
3.6. Регламент контроля элементов (зон) ротора в период капитального ремонта
3.6.1. Объем контроля отдельных элементов (зон) ротора определяется требованиями действующих нормативов, а также набором правил настоящих Методических указаний в зависимости от ![]() и
и ![]() каждого элемента (зоны).
каждого элемента (зоны).
3.6.2. Элементы (зоны) ротора, подлежащие контролю в капитальный ремонт, формируются из следующих подгрупп:
3.6.2.1. Центральная полость ротора и диски первых наиболее высокотемпературных ступеней РВД и РСД, включая галтели и пазы для лопаток.
3.6.2.2. Элементы (зоны) ротора, где ранее были выявлены микродефекты или микроповреждения (при ![]() 3).
3).
3.6.2.3. Все элементы (зоны), которые ранее не подвергались контролю или у которых не проводилось восстановление живучести.
3.6.2.4. Элементы (зоны) ротора, в которых ранее были обнаружены трещины, коррозионные язвы и другие дефекты и глубина выборок для их устранения превысила на 1,0 мм и более глубину дефекта.
3.6.3. Очередность операций по контролю отдельных элементов (зон) ротора определяется значениями ![]() и
и ![]() . В первую очередь контролируются элементы (зоны), у которых наибольшие значения
. В первую очередь контролируются элементы (зоны), у которых наибольшие значения ![]() . При равенстве значений
. При равенстве значений ![]() при установлении порядка контроля в первую очередь контролируются элементы, у которых значение
при установлении порядка контроля в первую очередь контролируются элементы, у которых значение ![]() ниже.
ниже.
3.7. Обоснование достоверности и эффективности технологии восстановления
живучести роторов паровых турбин путем периодического
удаления тонкого поврежденного поверхностного слоя
Для обоснования достоверности и эффективности технологии восстановления живучести роторов турбин путем периодического удаления тонкого поверхностного слоя металла в ОМТК-1 были проведены термоциклические испытания РВД турбины К-200-130 ЛМЗ, выполненного из стали 25Х1M1Ф. Условия испытаний по значению термоциклических нагрузок и числу циклов были существенно более жесткими, чем реальные эксплуатационные. При испытаниях температура на открытой, без термоизоляции верхней части придисковой галтели I ступени ротора поднималась до 540 °С. После достижения указанной температуры включалось устройство впрыска воды с температурой 20 °С. В зоне охлаждаемого пятна происходило резкое (в течение 25-30 с) понижение температуры до 105 °С. После прекращения подачи воды температура поднималась до исходного уровня в течение примерно 2,5 мин. Таким образом, перепад температур ![]() при термоциклических испытаниях составлял около 435 °С, а время одного цикла равнялось 3 мин.
при термоциклических испытаниях составлял около 435 °С, а время одного цикла равнялось 3 мин.
Суммарная продолжительность испытаний составила 2600 циклов. Периодически, через 200-400 циклов осуществлялось удаление поверхностного слоя толщиной 0,2-0,3 мм.
Как показал микроструктурный анализ, после 400 циклов испытания без удаления поверхностного слоя в зоне термоциклирования была обнаружена микроповрежденность металла в виде микротрещин. Затем в процессе испытаний было реализовано шесть этапов нагружения продолжительностью по 200 циклов с последующим удалением поверхностного слоя. После каждого из этапов не было обнаружено ни микротрещин, ни микропор.
Расчетное моделирование годичного цикла работы турбины, учитывающее все существенные нестационарные режимы - пуски-остановы, значительные периодические изменения нагрузки и ее колебания, позволило сделать вывод о том, что в течение 200 экспериментальных циклов с амплитудой около 400 °С и периодом 3 мин происходит накопление поврежденности не меньшее, чем за максимально допустимый период эксплуатации между капитальными ремонтами (50000 ч, но не более 8 лет).
3.8. Технологические основы, нормы и правила
3.8.1. Технология восстановления живучести лопаток паровых турбин методом электроискрового легирования
3.8.1.1. Технология предназначена для контроля и восстановления живучести лопаток, РСД и РНД паровых турбин, подвергающихся повреждениям в процессе эксплуатации вследствие эрозионно-коррозионного износа под воздействием потоков влажного пара.
3.8.1.2. Технология предусматривает восстановление живучести лопаток путем нанесения в зонах износа защитно-упрочняющих покрытий методом электроискрового легирования (ЭИЛ-кольчуга).
3.8.2. Технология восстановления и контроля живучести литых корпусов турбин и крупной паропроводной арматуры
3.8.2.1. Технология предназначена для выявления трещиноподобных дефектов в литых корпусах цилиндров паровых турбин и корпусах клапанов высокого и среднего давления, литых корпусах паропроводной арматуры.
3.8.2.2. Технология предусматривает восстановление живучести корпусных элементов как содержащих неглубокие трещиноватые зоны, так и имеющих сквозные дефекты.
3.8.2.3. Информация, необходимая для реализации технологии контроля трещиноватости, восстановления и контроля живучести корпусных элементов турбин и паропроводной арматуры, приведена в настоящих Методических указаниях.
3.8.3. Технология эксплуатации роторов высокого и среднего давления
с инертным газом в центральной полости в соответствии с Циркуляром Ц-05-97(Т) [7]
3.8.3.1. Технология предназначена для содержащих центральные полости РВД и РСД всех типов турбин ТЭС.
3.8.3.2. Основными частями и этапами реализации технологии являются: конструктивные изменения пробок, устанавливаемых в торцевых частях РВД и РСД для исключения проникновения паров обводненного масла в ЦПР; периодическое (каждый капитальный ремонт) заполнение инертным газом ЦПР после контроля дефектности; герметизация РВД и РСД.
3.8.3.3. В условиях сочетания термомеханического циклического нагружения и ползучести эксплуатация РВД и РСД с инертным газом значительно замедляет процесс накопления микроповреждений в поверхностном слое. Это положение подтверждено результатами лабораторных исследований и многолетним (свыше 20 лет) опытом эксплуатации на Костромской ГРЭС роторов с инертным газом в ЦПР.
3.8.4. Видеотехнология контроля макроповреждений
3.8.4.1. Видеотехнология предназначена для выявления макродефектов в ответственных элементах оборудования, зданий и сооружений.
3.8.4.2. Видеотехнология включает систему устройств для дистанционного и ручного сканирования, в том числе труднодоступных зон (ЦПР, тепловые канавки, пазы дисков под лопатки, внутренние поверхности задвижек, трубопроводов, коллекторов и т.д.). Сканирование осуществляется с помощью цветной и черно-белой видеокамер или цифрового фотоаппарата.
3.8.4.3. Разрешающая способность видеотехнологии: протяженность макродефектов - 0,5 мм и более; раскрытие трещиноподобных дефектов - 0,1 мм и более.
Пределы применения: только дефекты, выходящие на контролируемую поверхность.
3.8.5. Технология неразрушающего контроля методом ДАО (ДАО-технология)
3.8.5.1. ДАО-технология предназначена для выявления микро- и макронесплошностей в материалах элементов энергооборудования, зданий и сооружений при условии, если эти несплошности выходят на поверхность.
3.8.5.2. ДАО-технология основана на введении аммиака в дефекты, выходящие на контролируемую поверхность, и последующей регистрации его при выходе из дефектов.
3.8.6. Технология контроля микроповреждений с помощью МКМ (МКМ-технология)
3.8.6.1. МКМ-технология предназначена для выявления микроповреждений элементов котлов, паропроводов и турбин, а также металлических конструкций зданий и сооружений.
3.8.6.2. Использование МКМ-технологии позволяет определить качество шлифов, подготовленных для снятия реплик, и проводить исследование этих шлифов непосредственно на оборудовании.
3.8.6.3. МКМ-технология является неотъемлемой частью ММ живучести ответственных элементов энергооборудования, зданий и сооружений.
4.1. Общие положения
4.1.1. Настоящие Методические указания регламентируют порядок, периодичность и объем эксплуатационного контроля состояния прямых труб и гибов станционных паропроводов и паропроводов котлов и турбин, эксплуатируемых в условиях ползучести (при температуре ![]() 450 °С) как в пределах паркового ресурса, так и при продлении сроков эксплуатации элементов сверх паркового ресурса.
450 °С) как в пределах паркового ресурса, так и при продлении сроков эксплуатации элементов сверх паркового ресурса.
4.1.2. Принципиальной особенностью Методических указаний является связь с компьютерной информационно-экспертной системой, охватывающей ТЭС в целом. Это позволяет повышать достоверность получаемых решений по мере накопления результатов входного и эксплуатационного контроля, наполнения базы повреждений элементов паропроводов ТЭС и отраслевой базы повреждений элементов, а также по мере накопления результатов испытаний до разрушения элементов паропроводов.
4.1.3. Процесс контроля включает три основных этапа.
Первый этап - выявление макроповреждений и опасных зон, содержащих микроповреждения, с применением технологий неразрушающего контроля.
Второй этап - приготовление в опасных зонах шлифов для контроля микроповреждений на поверхности гиба с помощью переносного микроскопа и (или) метода реплик.
Третий этап - определение микроповреждений на поверхности и по глубине поверхностного слоя с помощью микрообразцов, выбираемых, как правило, там, где на втором этапе уже выявлены микродефекты.
4.1.4. Комплексный контроль, расчеты и экспертиза на базе результатов контроля и расчетов проводятся в целях оценки состояния элементов, которое характеризуется ![]() от 1 (безопасная ситуация) до 7 (возможность катастрофической аварии). Перечень
от 1 (безопасная ситуация) до 7 (возможность катастрофической аварии). Перечень ![]() с их характеристиками приведен далее в табл.26 разд.5 настоящих Методических указаний.
с их характеристиками приведен далее в табл.26 разд.5 настоящих Методических указаний.
4.1.5. Контроль элементов проводится в основном во время плановых остановов энергоблоков. Допускается смещение сроков контроля в большую или меньшую сторону на 5% определенного в результате экспертизы времени эксплуатации до последующего контроля. Решение о смещении сроков контроля принимает технический руководитель.
4.1.6. Электростанция организует учет температурного режима элементов паропроводов и систематическую обработку суточных графиков температуры пара за котлом и в паропроводах. По всем паропроводам с температурой пара ![]() 450 °С должны учитываться продолжительность и значения превышения температуры пара на каждые 5 °С сверх номинальной.
450 °С должны учитываться продолжительность и значения превышения температуры пара на каждые 5 °С сверх номинальной.
Учет продолжительности (в часах) эксплуатации паропроводов следует проводить по каждому участку, в том числе на РОУ, БРОУ и т.д.
4.2. Технологии контроля состояния основных элементов паропроводов
Для выявления повреждений и проведения экспертизы живучести элементов паропроводов, эксплуатируемых в условиях ползучести, применяются следующие технологии контроля.
Прямые участки
В исходном состоянии (до эксплуатации) проводятся: ВК, УЗТ, МА.
В процессе эксплуатации, кроме этих технологий контроля, осуществляются: ОД, ММ с помощью отбора микрообразцов и реплик и ИКВ.
Гибы
В исходном состоянии (до эксплуатации) проводятся: ВК, УЗК, МПД или ВТК, УЗТ, ОВ, МА.
Эти же технологии контроля, а также ДАО-контроль, ОД и ММ с помощью отбора микрообразцов и реплик и ИКВ осуществляются в процессе эксплуатации.
Объем и сроки проведения эксплуатационного контроля элементов паропроводов определяются в зависимости от их ![]() (см. разд.3 настоящих Методических указаний).
(см. разд.3 настоящих Методических указаний).
Ниже приводится описание указанных технологий эксплуатационного контроля основных элементов паропроводов.
4.2.1. Визуальный контроль
4.2.1.1. Визуальный контроль элементов паропроводов проводится в целях выявления на наружной поверхности дефектов, не допускаемых по действующим НД на изготовление труб и гибов.
4.2.1.2. По результатам ВК прямые трубы и гибы бракуются, если обнаружены плены, закаты, трещины, расслоения, рванины, глубокие риски и грубая рябизна.
4.2.1.3. Допускаются поверхностные дефекты без острых углов (вмятины от окалины), мелкая рябизна и другие мелкие дефекты, обусловленные способом производства, не препятствующие проведению осмотра, глубиной не более 5% номинальной толщины стенки, но не более 2 мм для горячедеформированных труб и не более 0,2 мм для холодно- и горячедеформированных труб при отношении наружного диаметра и толщины стенки более 5 мм и глубиной не более 0,6 мм для холодно- и горячедеформированных труб при отношении диаметра к толщине стенки 5 и менее при условии, что толщина стенки не выходит за пределы номинальных допустимых значений.
4.2.1.4. На вогнутой (сжатой) части гибов допускаются неровности типа гофр, а в местах переходов гнутых участков в прямые единичные плавные неровности. При этом размеры гофр и неровностей не должны превышать регламентированных значений.
4.2.2. Измерение овальности гибов
4.2.2.1. Контроль овальности гибов выполняется согласно действующей НД путем измерения наибольшего и наименьшего диаметров: для гибов с углом поворота, равным или меньшим 30°, - в среднем сечении; для гибов с углом поворота более 30° - не менее чем в трех сечениях гиба: в среднем и на расстояниях, равных 1/6 дуги (но не более 50 мм) от начала и конца гиба, при этом овальность гиба принимается по максимальному из трех измеренных значений.
4.2.2.2. Овальность определяется непосредственным измерением с помощью микрометрических инструментов с ценой деления не более 0,1 мм.
4.2.2.3. Значение овальности ![]() , %, фиксируется для каждого гиба отдельно и определяется по формуле
, %, фиксируется для каждого гиба отдельно и определяется по формуле
![]() ,
,
где ![]() - наибольший и наименьший наружные диаметры измеренные в одном сечении, мм.
- наибольший и наименьший наружные диаметры измеренные в одном сечении, мм.
4.3. Измерение остаточной деформации прямых труб и прямых участков гибов
4.3.1. Измерение остаточной деформации ползучести прямых труб и прямых участков гибов проводится в соответствии с действующими НД.
4.3.2. Остаточная деформация измеряется микрометром с точностью шкалы до 0,05 мм по реперам, установленным на прямых трубах длиной 500 мм и более, а также на гибах, имеющих прямые участки длиной не менее 500 мм.
4.3.3. Реперы располагаются по двум взаимно перпендикулярным диаметрам в средней части каждой прямой трубы или прямого участка гиба на расстоянии не менее 250 мм от сварного соединения или начала гнутого участка.
При невозможности установки реперов в двух взаимно перпендикулярных направлениях допускается установка только одной пары реперов.
4.3.4. Измерение остаточной деформации ползучести производится при температуре стенки трубы не более 50 °С.
4.3.5. Остаточная деформация ползучести от начала эксплуатации до ![]() -го измерения определяется по формуле
-го измерения определяется по формуле
![]() ,
,
где ![]() - остаточная деформация ползучести, %;
- остаточная деформация ползучести, %;
![]() - диаметр, измеренный по реперам при
- диаметр, измеренный по реперам при ![]() -м измерении в двух взаимно перпендикулярных плоскостях (горизонтальной и вертикальной), мм;
-м измерении в двух взаимно перпендикулярных плоскостях (горизонтальной и вертикальной), мм;
![]() - исходный диаметр трубы, измеренный по реперам в исходном состоянии;
- исходный диаметр трубы, измеренный по реперам в исходном состоянии;
![]() - наружный диаметр трубы, измеренный вблизи реперов в двух взаимно перпендикулярных плоскостях в исходном состоянии, мм.
- наружный диаметр трубы, измеренный вблизи реперов в двух взаимно перпендикулярных плоскостях в исходном состоянии, мм.
В формулу подставляются сначала результаты измерений в горизонтальной, а затем в вертикальной плоскостях. Наибольшее полученное значение принимается за расчетное.
4.4. Магнитопорошковая дефектоскопия
4.4.1. Магнитопорошковая дефектоскопия элементов паропроводов проводится перед УЗК в целях выявления поверхностных дефектов типа трещин, закатов, рыхлот и др.
4.4.2. Технология МПД реализуется в соответствии с ГОСТ 21105-87* [1].
4.4.3. Магнитопорошковая дефектоскопия выполняется после зачистки поверхности контролируемого элемента согласно требованиям.
4.4.4. Магнитопорошковая дефектоскопия проводится способом циркулярного намагничивания путем пропускания тока по контролируемой части изделия или продольного (полюсного) намагничивания электромагнитом.
4.4.5. Дефектные места могут быть выбраны шлифовальной машинкой и повторно проконтролированы МПД или травлением.
Решение о пригодности контролируемых элементов после удаления дефектов принимается по результатам измерений толщины стенки в месте выборки.
4.5. Вихретоковый контроль
4.5.1. Технология ВТК предназначена для выявления и измерения глубины поверхностных трещин на наружной поверхности прямых труб и гибов паропроводов, регламентирована действующими НД и может использоваться в зависимости от ситуации наряду с МПД, УЗД, ЦД.
4.5.2. Технология ВТК обеспечивает получение результата с установленной погрешностью измерения при доверительной вероятности 0,9.
4.5.3. Основной особенностью технологии ВТК является возможность ее реализации без зачистки контролируемой поверхности (от окалины, ржавчины и др.) или с грубой ее зачисткой. Почти не реагируя на такой фон, ИГТ создает отклик на трещины определенных размеров.
4.6. Контроль по аммиачному отклику детали
4.6.1. Контроль поверхности элементов паропроводов по ДАО-технологии реализуется в соответствии с действующими НД и предназначен наряду с МПД и ЦД для обнаружения поверхностных дефектов (трещин, отдельных пор, цепочек пор, эрозионно-коррозионных повреждений и т.п.).
4.6.2. При шероховатости контролируемой поверхности порядка ![]() 40 мкм уровень чувствительности контроля обеспечивает выявление трещиноподобных дефектов с раскрытием более 1 мкм, глубиной более 0,3 мм, протяженностью более 0,3 мм, а также отдельных пор, цепочек пор, поверхностных эрозионно-коррозионных повреждений диаметром более 10 мкм, глубиной более 0,3 мм.
40 мкм уровень чувствительности контроля обеспечивает выявление трещиноподобных дефектов с раскрытием более 1 мкм, глубиной более 0,3 мм, протяженностью более 0,3 мм, а также отдельных пор, цепочек пор, поверхностных эрозионно-коррозионных повреждений диаметром более 10 мкм, глубиной более 0,3 мм.
4.6.3. Основными дефектоскопическими материалами при использовании данной технологии являются водный раствор аммиака концентрацией 25% и индикаторная бумага.
4.6.4. Для документирования результатов контроля может быть использована следующая аппаратура: фотоаппарат, цифровой фотоаппарат, видеокамера, копировальный аппарат, сканер (альтернативно в соответствии с выбором способа документирования).
Материалами для документирования результатов контроля являются: фотопленка "Микрат-200" ("Микрат-300"), видеопленка, бумага для копирования, калька, шариковые ручки, карандаши (альтернативно в соответствии с выбором способа документирования).
4.6.5. Контроль поверхности паропровода по ДАО-технологии следует проводить до УЗК.
4.6.6. Для проведения контроля по ДАО-технологии контролируемый участок паропровода необходимо освободить от изоляции и обеспечить свободный доступ к его поверхности (не менее 0,5 м), очистить поверхность от окалины абразивным камнем.
4.6.7. Насыщение поверхности гиба аммиаком проводится путем наложения аппликации из ткани, смоченной водным раствором аммиака, и выдержки ее под газонепроницаемой пленкой в течение 15-20 мин.
4.6.8. Регистрация дефектов проводится через 1-1,5 мин после снятия аппликации путем наложения на контролируемый участок индикаторной бумаги и ее выдержки в течение 1 мин.
4.6.9. Тип дефекта устанавливается по конфигурации ДАО-портретов на лицевой поверхности индикаторной бумаги:
ДАО-портрет отдельной поры (язвы) представляет собой округлое пятно, радиус и интенсивность цвета этого пятна пропорциональны размерам поры (язвы);
ДАО-портрет цепочки пор (трещиноподобного дефекта) представляет собой цепочку из пятен округлой формы или линию переменной ширины и окраски;
ДАО-портрет скопления мелких пор (коррозионного повреждения) представляет собой пятно, форма которого соответствует форме пористого участка поверхности (в зеркальном отражении). Окраска этого пятна может быть неравномерной, если пористость участка поверхности неравномерна;
ДАО-портрет отдельной трещины представляет собой линию (полосу). Форма портрета трещины на индикаторной бумаге соответствует форме трещины (в зеркальном отражении). Интенсивность цвета портрета трещины прямо пропорциональна ее глубине. Ширина портрета трещины пропорциональна ее раскрытию. Длина портрета практически равна длине трещины, она может превышать фактическую длину трещины на поверхности детали не более чем на ширину портрета;
ДАО-портрет трещиноватой зоны представляет собой совокупность ДАО-портретов всех трещин этой зоны.
Местоположение соответствующих дефектов на поверхности паропровода определяется по местоположению ДАО-портретов на индикаторной бумаге в соответствии с разметкой контролируемого участка.
4.6.10. Полученные ДАО-портреты документируются любым из доступных способов, в том числе с помощью аппаратуры и материалов, указанных в пп.4.6.3 и 4.6.4.
4.7. Ультразвуковая толщинометрия
4.7.1. Ультразвуковая толщинометрия элементов паропроводов проводится в целях определения минимальной толщины стенки, в том числе и в местах выборок, если таковые производились.
4.7.2. Технология УЗТ прямых труб и гибов регламентирована ГОСТ 28702-90 [8] и действующими НД.
4.7.3. Ультразвуковая толщинометрия осуществляется ультразвуковыми толщиномерами с погрешностью измерения: ±0,15 мм для толщины до 10 мм; ±0,3 мм - до 25 мм; ±0,6 мм - более 25 мм.
4.7.4. Измерение толщины проводится при шероховатости контролируемой поверхности ![]() 40 мкм.
40 мкм.
4.7.5. Перед проведением толщинометрии приборы должны быть подготовлены к работе: настроены по заводской инструкции по эксплуатации прибора и проверены на испытательном образце, применяемом для УЗК элементов паропроводов данного типоразмера.
4.7.6. Измерение толщины стенки прямых труб проводится в средней части каждой трубы по периметру на кольце шириной 30-50 мм.
4.7.7. Измерение толщины стенки гиба проводится на растянутой части по всей длине гиба. При входном контроле и монтаже дополнительно проводятся измерения толщины стенки на обеих нейтралях гиба на участках длиной 100-150 мм, шириной 30-50 мм в местах измерения овальности и на одном из прямых участков вблизи гиба по периметру на кольце шириной 30-50 мм.
4.7.8. Измеренные значения толщины стенки прямых труб и гибов не должны быть менее регламентированных действующими НД.
4.8. Ультразвуковой контроль
4.8.1. Ультразвуковой контроль элементов паропроводов проводится для выявления дефектов, как выходящих на внутреннюю и наружную поверхности, так и не выходящих на поверхность этих элементов, без установления типа дефекта.
4.8.2. Технология УЗК трубных элементов регламентирована ГОСТ 12503-75* [9].
4.8.3. Наиболее часто встречающимися дефектами в трубных элементах паропроводов могут быть: расслоения, риски, рыхлоты, коррозионно-усталостные трещины, коррозионные язвины, трещины ползучести.
4.8.4. Ультразвуковой контроль прямых труб и гибов рекомендуется проводить после ВК, ОВ, МПД, ДАО-контроля и измерения толщины стенки.
4.8.5. Оценка качества элементов паропроводов проводится на основании сопоставления параметров эхо-сигналов от дефекта и углового отражателя типа "зарубка" на испытательном образце соответствующего типоразмера.
4.8.6. Испытательные образцы для контроля элементов изготавливаются из прямых участков труб. Материал образцов должен соответствовать материалу контролируемого элемента. При контроле прямых труб и гибов, находящихся в эксплуатации более 50000 ч, образцы рекомендуется изготавливать из труб, проработавших такой же срок.
4.8.7. Для УЗК прямых труб и гибов применяются ультразвуковые дефектоскопы, укомплектованные призматическими искателями. Параметры искателей регламентируются.
4.8.8. Поврежденность прямых труб и гибов по результатам УЗК определяется двумя оценками: "Негоден" (брак) и "Годен".
Контролируемый элемент негоден (бракуется), если:
обнаружены дефекты, амплитуда или пробег эхо-сигнала от которых равны или превышают браковочные значения для соответствующей зарубки. При этом дефекты в нижних двух третях сечения гиба оцениваются по зарубке на внутренней поверхности испытательного образца, остальные - по верхней зарубке;
на внутренней поверхности нейтральной зоны обнаружен дефект, превышающий по амплитуде контрольный уровень чувствительности.
Окончательная оценка сплошности металла элемента производится после удаления наружных дефектов и повторного УЗК.
Элементы годны, если в процессе контроля не обнаружены дефекты с браковочными признаками.
Если амплитуда эхо-сигнала от дефекта при контроле на частоте 2,5 МГц превышает амплитуду эхо-сигнала от зарубки, дефект считается недопустимым.
4.9. Измерение твердости
4.9.1. Измерение твердости применяется для косвенной оценки прочностных свойств металла трубных элементов.
4.9.2. Измерение твердости выполняется с помощью переносных твердомеров по технологии в соответствии с требованиями ГОСТ 18661-73 [2]. На каждом трубном элементе должно быть выполнено не менее трех измерений в разных местах по периметру.
4.9.3. Твердость металла определяется как среднеарифметическое значение результатов отдельных измерений, которые не должны выходить за пределы более чем на 7% нормативных значений.
4.10. Микроструктурный мониторинг
4.10.1. Назначение и область применения
4.10.1.1. Технология ММ металла элементов паропроводов реализуется в соответствии с действующими НД.
4.10.1.2. При проведении ММ в первую очередь предлагается ориентироваться на изменения основных характеристик микроструктуры металла, контролируемых при монтаже паропроводов и во время капитального ремонта блоков. При необходимости контроль элементов паропроводов может осуществляться также в периоды остановов энергоблоков на средний, текущий или неплановый ремонт.
4.10.1.3. Технология ММ включает: определение мест контроля, подготовку шлифов, выборку микрообразцов или снятие реплик, МА средствами оптической и электронной микроскопии с записью и компьютерной обработкой портретов микроструктур, наполнение базы данных по микроструктурам металла образцов и работу с этой базой.
4.10.2. Методы металлографического анализа и условия их применения
4.10.2.1. Состояние структуры металла элементов паропроводов в условиях эксплуатации определяется неразрушающими и разрушающими методами контроля.
4.10.2.2. К неразрушающим методам относятся:
изготовление металлографических шлифов непосредственно на элементах с последующим просмотром и регистрацией структуры с помощью переносных микроскопов, оснащенных фото - или видеокамерой, либо путем снятия реплик (оттисков) с подготовленного на элементе металлографического шлифа и последующего их анализа в металлографических лабораториях;
метод отбора микрообразцов, не нарушающих целостность элементов, с последующим анализом в металлографических лабораториях.
4.10.2.3. Разрушающий метод контроля микроструктуры металла элементов паропроводов включает отбор образцов (темплетов и сколов) и контрольных вырезок из элементов (см. разд.4.11 настоящих Методических указаний) с последующей подготовкой шлифов и их анализом в металлографических лабораториях.
4.10.2.4. Контроль микроструктуры металла в состоянии поставки или после монтажа паропроводов (входной контроль) осуществляется путем вырезки образцов (темплетов и сколов) или отбора микрообразцов и реплик из любой зоны элементов.
Входной контроль прямых труб и гибов проводится в соответствии с действующими НД.
4.10.2.5. Определение опасных зон элементов паропроводов, в которых должен осуществляться контроль структуры и микроповрежденности металла, проводится как на основании расчетов (максимальное исчерпание ресурса), так и с учетом накопленного мирового опыта, основанного на статистике повреждений и результатах испытаний элементов и образцов. Обычно такими регламентированными зонами для гиба являются растянутая зона и переходы от изогнутой части гиба к прямым участкам.
При выборе мест для ММ могут также использоваться специальные средства неразрушающего контроля (УЗК, МПД, УЗТ, ОВ).
4.10.2.6. Контроль микроповреждений на поверхности элементов в опасных зонах сначала осуществляется на предварительно подготовленных площадках-шлифах с помощью переносного микроскопа и (или) метода реплик. Затем в зонах, где выявлены микродефекты, для определения микроповреждений на поверхности и по глубине поверхностного слоя производится выборка микрообразцов.
4.10.3. Технологии отбора микрообразцов, подготовки шлифов, снятия реплик
4.10.3.1. Выборка микрообразцов выполняется по электроэрозионной технологии.
4.10.3.2. Микрообразцы имеют форму полуэллипсоида, толщина их составляет 1,5 мм, ширина - 3 мм, длина - 8 мм.
4.10.3.3. Отбор микрообразцов из различных участков паропровода допускается производить только при условии ![]() , где
, где ![]() - фактическая толщина стенки в месте выборки микрообразца, определенная по результатам УЗТ;
- фактическая толщина стенки в месте выборки микрообразца, определенная по результатам УЗТ; ![]() - расчетная толщина стенки. На изогнутых участках микрообразцы можно выбирать при номинальной толщине стенки трубы не менее 20 мм.
- расчетная толщина стенки. На изогнутых участках микрообразцы можно выбирать при номинальной толщине стенки трубы не менее 20 мм.
4.10.3.4. Микрообразцы из растянутой зоны гиба следует отбирать по линии внешнего обвода в зоне вершины гиба и на переходах от изогнутого к прямому участку трубы. В каждом из этих мест рекомендуется отбирать по два микрообразца, смещенных в разные стороны от линии внешнего обвода на 5-10 мм. Расстояние между местами взятия микрообразцов должно быть не менее 40 мм. Большая ось микрообразца должна быть перпендикулярна оси трубы. Допускается производить выборку одного образца вместо двух.
4.10.3.5. Глубина лунки, создаваемой при выборке микрообразца, не должна превышать 1,8 мм. Лунка удаляется механическим способом с помощью шлифовальной машинки с мелкозернистым наждачным камнем диаметром 30-50 мм, в результате чего образуется плоская лыска со сглаженными кромками с характерным размером 30-50 мм. При этом толщина удаленного слоя не должна превышать 2 мм.
4.10.3.6. Отобранный микрообразец заливается в протакрил, разрезается, затем изготавливается микрошлиф по вертикальной плоскости микрообразца, дающей возможность исследовать микроповрежденность порами ползучести по глубине их залегания в пределах 1,5 мм от наружной поверхности трубы (гиба).
4.10.3.7. Микрошлиф на микрообразце изготавливается обычным способом на стационарных станках в соответствии с требованиями действующих НД. При окончательной доводке микрошлифа шлифование и полировка чередуются с многократным химическим травлением и промыванием водой. Кратность переполировки и травления определяется маркой стали элемента трубопровода.
На микрошлифах из стали 12Х1МФ, особенно при наличии ферритно-карбидной структуры, поры выявляются лучше, поэтому для них рекомендуются в основном 3-4-кратная переполировка и травление.
В стали 15Х1М1Ф, особенно при наличии бейнитной составляющей, выявляемость пор, в первую очередь единичных, сложнее. Поэтому для таких шлифов рекомендуется 5-7-кратная переполировка с травлением.
4.10.3.8. Размеры шлифа на прямых трубах и гибах для снятия реплик определяются возможностью его изготовления и необходимостью иметь поверхность с размерами не менее 30х20 мм. При подготовке шлифа должен быть удален обезуглероженный слой металла. Толщина удаляемого слоя металла обычно составляет 0,5-1,0 мм. Она не должна превышать минусовых допусков на толщину стенки элемента.
4.10.3.9. Подготовка шлифа непосредственно на элементе паропровода при неразрушающем контроле методом реплик или с применением переносного микроскопа производится шлифовкой следующими кругами:
электрокорундовым крупнозернистым кругом с керамической или бакелитовой основой;
электрокорундовым мелкозернистым кругом с вулканитовой основой (гибким кругом);
войлочным или фетровым кругом с нанесенной шлифовальной пастой.
Крупнозернистым кругом снимается обезуглероженный слой металла, поверхность зачищается до металлического блеска. Доводка шлифа производится вручную с помощью алмазных паст, пасты ГОИ или разведенной и отстоянной взвеси оксида хрома войлоком, фетром. Шлифование и полировка чередуются с многократным химическим травлением 4%-ным спиртовым раствором азотной кислоты и промыванием водой. Рекомендации по кратности переполировки и травления приведены в п.4.10.3.7.
Для выявления микроповрежденности методом реплик последнее травление должно быть более интенсивным, чем обычное травление для выявления микроструктуры.
4.10.3.10. Контроль готовой поверхности следует проводить с помощью переносного микроскопа при 100-кратном или лупы при 12-кратном увеличении.
4.10.3.11. Для изготовления реплик могут использоваться различные материалы, размягчаемые соответствующим растворителем; растворы, образующие при высыхании легко отделяемую пленку; жидкие полимеры, твердеющие на воздухе, и т.п.
Основными требованиями, предъявляемыми к материалам для реплик, являются хорошее воспроизведение деталей структуры, незначительная усадка при сушке и затвердевании, хорошая отделяемость от поверхности.
Снятие реплики (оттиска) для металлографического анализа производится в соответствии с действующими НД.
4.10.4. Технология МА
4.10.4.1. Микроструктурный анализ металла образцов включает: оценку наличия и характера распределения неметаллических включений, определение величины зерна, ориентации и распределения отдельных структурных составляющих, их микротвердости, особенностей возникновения и развития микроповреждений металла.
4.10.4.2. Металлографический анализ шлифов макро- и микрообразцов проводится на металлографических микроскопах при 50-1000-кратном увеличении, позволяющих наблюдать шлиф в отраженном свете. При необходимости такие же шлифы можно использовать для электронной растровой микроскопии при 2000-5000-кратных увеличениях.
Измерение микротвердости отдельных фаз осуществляется на шлифах, приготовленных для МА при 500-кратном увеличении на приборе ПМТ-3М.
4.10.4.3. Дефекты типа макропор, трещин, неметаллических включений выявляются на полностью подготовленных шлифах в нетравленом состоянии при 50-100-кратном увеличении. Определение неметаллических включений осуществляется в соответствии с ГОСТ 1778-70* [5].
4.10.4.4. Оценка величины зерна производится в соответствии с ГОСТ 5639-82* [6].
4.10.4.5. Характеристики (балл) микроструктуры паропроводных сталей 12Х1МФ и 15Х1М1Ф, которые обусловлены способом производства и не зависят от условий эксплуатации, оцениваются по шкале микроструктур в соответствии с требованиями действующих НД.
4.10.4.6. Металлографический анализ реплик проводится по технологии, аналогичной применяемой при исследовании микрошлифов образцов. Анализ осуществляется на металлографических микроскопах при 50-1000-кратном увеличении в отраженном свете. В результате анализа определяются величина зерна, наличие, форма и размеры неметаллических включений, микроструктура и морфологические особенности микроповрежденности порами, цепочками пор, микротрещинами.
4.10.4.7. В результате исследования шлифов-площадок на оборудовании, реплик, микрообразцов дается характеристика микроструктуры и оценивается микроповрежденность металла элементов паропроводов. Технология идентификации пор ползучести при анализе металлографических шлифов и реплик приведена в разд.8 настоящих Методических указаний.
4.10.4.8. Категории повреждения микроструктуры металла элементов паропроводов из сталей 12Х1МФ и 15Х1М1Ф в процессе длительной эксплуатации от исходного состояния до образования макротрещин устанавливаются по шкалам микроструктур в соответствии с табл.25. Шкала (графа 1 табл.25) включает семь значений КПМ, которые в свою очередь разделяются на несколько подкатегорий (4.1, 4.2, 5.1, 5.2 и т.п.).
Таблица 25
Категории повреждения микроструктуры металла элементов паропроводов
из сталей 12Х1МФ и 15Х1М1Ф в процессе длительной эксплуатации
|
КПМ |
Характеристика микроструктуры |
Шкала сфероидизации перлита |
Шкала микроповреж- |
|
1 |
2 |
3 |
4 |
|
1 |
В пределах исходной сдаточной микроструктуры по НД на трубы |
2 |
1 |
|
2 |
В пределах исходной браковочной микроструктуры по НД на трубы или небольшие изменения исходной сдаточной микроструктуры на начальной стадии старения: четкие границы зерен, дисперсные карбиды располагаются по телу и границам зерен; сфероидизация продуктов распада перлитной (бейнитной) составляющей достигает 2-го балла |
2 |
1 |
|
3 |
Заметные изменения исходной (сдаточной и браковочной микроструктуры): границы зерен частично размыты, карбиды размером 1-1,5 мкм располагаются по границам и телу зерен; сфероидизация продуктов распада перлитной (бейнитной) составляющей достигает 3-4-го балла |
3, 4 |
1 |
|
4.1 |
Существенные изменения исходной сдаточной (4.1) и браковочной (4.2) микроструктуры: наблюдается сильное размывание границ; карбиды укрупняются до 1-2 мкм, располагаясь преимущественно по границам зерен, приграничные участки шириной до 3 мкм обеднены карбидами; сфероидизация продуктов распада перлитной (бейнитной) составляющей достигает 5-6-го балла |
5, 6 |
1 |
|
|
Большие изменения исходной микроструктуры, характеризующиеся образованием микропор: |
|
|
|
5.1 |
наличие единичных изолированных микропор со средним размером до 2 мкм |
5, 6 |
2 |
|
5.2 |
наличие множественных микропор со средним размером до 2 мкм без определенной ориентации |
5, 6 |
3 |
|
5.3 |
наличие множественных микропор со средним размером до 2 мкм, ориентированных по границам зерен |
5, 6 |
4 |
|
5.4 |
наличие множественных микропор, ориентированных по границам зерен, увеличение размера пор до 2,5-5 мкм |
5, 6 |
4 |
|
|
Значительные изменения микроструктуры, характеризующиеся образованием цепочек микропор по границам зерен: |
|
|
|
6.1 |
наличие цепочек пор в пределах одного зерна |
5, 6 |
5 |
|
6.2 |
наличие цепочек пор в пределах нескольких зерен |
5, 6 |
5 |
|
7.1 |
Наличие цепочек пор, слившихся в микротрещины |
5, 6 |
6 |
|
7.2 |
Наличие микротрещин по границам зерен вплоть до развития макротрещин |
5, 6 |
7 |
В табл.25 для сравнения указаны также шкалы микроповрежденности для сталей перлитного класса, регламентированные НД.
Для более точного определения категорий повреждения микроструктуры может быть использован также атлас микроструктур.
4.10.5. Компьютерная запись и обработка микроструктур
Микроструктуры фиксируются в памяти компьютера в виде растровых файлов (портретов) в стандартных графических форматах BMP или JPEG. Для этой цели используется специальный комплекс, состоящий из микроскопа, сканирующего устройства (цифровой видеокамеры или фотоаппарата, имеющих интерфейс с компьютером) и компьютера.
Специально разработанное программное обеспечение позволяет улучшить визуальные характеристики портрета, в том числе: увеличить контрастность и выровнять освещенность, уменьшить высокочастотный шум, а также определять такие количественные характеристики микроструктуры, как средний размер зерна, максимальный и средний размер пор, средний размер и плотность распределения карбидов и др.
Наличие банка портретов микроструктур с различной поврежденностью позволяет создавать электронные атласы микроструктур для применяющихся в теплоэнергетике сталей.
4.10.6. Организация ММ
4.10.6.1. Периодичность и объем контроля для оценки микроповрежденности металла элементов паропроводов определяется в соответствии с результатами предварительно проведенной экспертизы и формирования контрольных групп.
4.10.6.2. Контроль микроструктуры и микроповрежденности металла элементов паропроводов проводится обычно в процессе монтажа и в период текущего, среднего и капитального ремонта энергоблоков.
4.10.6.3. Результаты микроструктурного анализа, характеризующие меру поврежденности металла элементов, заносят в базу данных информационно-экспертной системы и используют как один из основных критериев при определении категорий опасности и доли исчерпания ресурса, а также при выборе регламента их последующего контроля.
4.11. Исследование металла контрольных вырезок
4.11.1. Исследование металла контрольных вырезок из элементов паропроводов проводится для оценки их состояния и пригодности для дальнейшей эксплуатации.
4.11.2. Технология исследования металла контрольных вырезок регламентирована действующими НД.
4.11.3. Контрольные вырезки для исследования длительно эксплуатирующегося металла рекомендуется проводить в следующих случаях:
из прямых участков - после выработки паркового ресурса или после накопления остаточной деформации более половины допустимой;
из гибов - при наработке за пределами или вблизи паркового ресурса (имеющих повышенную категорию опасности).
Обычно для вырезки следует выбирать элементы паропроводов из числа входящих в семью родственных, то есть одного типа, из одной стали, с близкими условиями эксплуатации и ![]() не ниже 6, определенными в результате экспертизы.
не ниже 6, определенными в результате экспертизы.
4.11.4. При невозможности вырезки гиба целиком допускается производить оценку изменения свойств металла вырезанного прямого участка гиба одновременно с обязательной оценкой категории повреждения микроструктуры в растянутой зоне гиба неразрушающими методами (с помощью реплик или отбора микрообразцов).
4.11.5. Гиб (фрагмент гиба) следует вырезать механическим способом. При использовании для этой цели электродуговой или газовой резки образцы в вырезанном гибе (прямом участке) должны располагаться на расстоянии не менее 20 мм от места реза.
4.11.6. Длина вырезанного трубного элемента должна быть не менее 300 мм. Заготовки образцов для механических испытаний и металлографических исследований вырезаются в поперечном направлении. Образцы для испытаний на длительную прочность располагаются вдоль трубного элемента.
4.11.7. При исследовании металла вырезки из элемента паропровода определяются:
химический состав металла, в том числе содержание легирующих элементов в карбидах;
твердость (НВ) металла по поперечному сечению;
механические свойства металла при комнатной и рабочей температурах;
микроструктура металла и наличие неметаллических включений по толщине стенки трубы;
микротвердость по толщине стенки трубы;
жаропрочные свойства.
4.11.8. При определении кратковременных механических свойств металла при комнатной и рабочей температуре должно быть испытано не менее двух образцов на растяжение и трех - на ударную вязкость для каждой температуры.
В случае получения неудовлетворительных результатов испытания повторяются в том же объеме. При положительных результатах повторных испытаний они считаются окончательными, при отрицательных - элементы паропровода могут быть допущены к эксплуатации только после экспертного заключения специализированной организации.
4.11.9. Испытания на длительную прочность и ползучесть проводятся в соответствии с требованиями действующих НД.
4.11.10. Исследование микроповрежденности проводится на образцах из вырезанного участка по всей толщине стенки трубы. Категория повреждения микроструктуры определяется в соответствии с табл.25.
4.11.11. При оценке результатов ИКВ из элементов паропроводов рекомендуется использовать следующие критерии:
кратковременные механические свойства сталей должны удовлетворять требованиям технических условий на поставку. После 100000 ч эксплуатации допускается снижение прочностных характеристик (временное сопротивление разрыву ![]() и предел текучести
и предел текучести ![]() ) на 30 МПа и ударной вязкости
) на 30 МПа и ударной вязкости ![]() на 15 кДж/м
на 15 кДж/м![]() по сравнению с минимально допустимыми значениями для сталей в исходном состоянии;
по сравнению с минимально допустимыми значениями для сталей в исходном состоянии;
предел текучести ![]() должен быть не ниже 180 МПа для стали 12Х1МФ и 200 МПа для стали 15Х1М1Ф при температуре испытания 550 °С;
должен быть не ниже 180 МПа для стали 12Х1МФ и 200 МПа для стали 15Х1М1Ф при температуре испытания 550 °С;
длительная прочность и коэффициент запаса прочности должны удовлетворять требованиям норм расчета на прочность.
4.12. Требования техники безопасности
При проведении контроля состояния элементов паропроводов по указанным технологиям необходимо соблюдать требования техники безопасности, регламентированные специальными инструкциями для каждого рабочего места.
5. ПОРЯДОК ПРОВЕДЕНИЯ ЭКСПЕРТИЗЫ ДЛЯ ОПРЕДЕЛЕНИЯ ПОВРЕЖДЕННОСТИ
ЭЛЕМЕНТОВ ПАРОПРОВОДОВ И НАЗНАЧЕНИЯ РЕГЛАМЕНТА ИХ ПОСЛЕДУЮЩЕГО КОНТРОЛЯ
5.1. Структура данных для проведения экспертизы
Данные, необходимые для проведения экспертизы состояния элементов паропроводов, содержатся в таблицах баз данных информационно-экспертной системы.
Для проведения экспертизы необходимы сведения о паропроводе, режимах его эксплуатации, паспортные данные и результаты проведенных измерений, выполненные в процессе входного и эксплуатационного контроля каждого элемента.
Все данные, необходимые для проведения экспертизы, сгруппированы следующим образом.
Сведения о режимах эксплуатации паропровода:
среднее за весь период эксплуатации давление пара;
средняя за весь период эксплуатации температура пара;
фактическая наработка;
количество пусков-остановов.
Паспортные и сертификатные сведения о прямых трубах:
год установки;
месторасположение по длине паропровода;
марка стали;
номинальный наружный диаметр;
номинальная толщина стенки;
балл исходной микроструктуры.
Результаты эксплуатационного контроля прямых труб:
ВК: дата проведения и наличие или отсутствие дефекта;
МПД: дата проведения и наличие или отсутствие дефекта;
УЗК: дата проведения и наличие или отсутствие дефекта;
УЗТ: дата измерения и значение минимальной толщины стенки;
ОД: дата измерения и значение остаточной деформации;
КПМ: дата контроля и значение КПМ.
Паспортные и сертификатные сведения о гибах:
год установки;
месторасположение по длине паропровода;
марка стали;
номинальный наружный диаметр;
номинальная толщина стенки;
радиус гиба;
балл исходной микроструктуры;
овальность (исходная и текущая).
Результаты эксплуатационного контроля гибов:
ВК: дата проведения и наличие или отсутствие дефекта;
МПД: дата проведения и наличие или отсутствие дефекта;
УЗК: дата проведения и наличие или отсутствие дефекта;
УЗТ: дата измерения и значение минимальной толщины стенки;
ОВ: дата измерения и значение овальности;
ОД: дата измерения и значение остаточной деформации;
КПМ: дата контроля и значение КПМ.
Результатом проведения экспертизы являются сведения о расчетном значении остаточного ресурса, времени до следующего контроля, времени до замены и регламенте контроля элемента.
5.2. Алгоритм экспертизы поврежденности прямых труб и гибов
Экспертиза базируется на результатах периодического контроля элементов паропроводов и расчетных оценках их состояния. Исходными данными для проведения экспертизы являются паспортные характеристики оборудования и результаты соответствующих видов контроля, которые заносятся в базы данных системы по мере их получения.
Для единообразного представления и соразмерности результатов наиболее существенных видов контроля и расчетов используются понятия ![]() и
и ![]() . Общее описание
. Общее описание ![]() и связанных с ними величин приведено в табл.26;
и связанных с ними величин приведено в табл.26; ![]() задается в процентах от 0 до 100 и для каждого вида контроля или расчета характеризует достоверность определяемого с его помощью
задается в процентах от 0 до 100 и для каждого вида контроля или расчета характеризует достоверность определяемого с его помощью ![]() . Для менее существенных видов контроля используется прибавка к
. Для менее существенных видов контроля используется прибавка к ![]() (
(![]() ).
).
Таблица 26
Характеристики ![]() прямых труб и гибов из сталей 12Х1МФ и 15Х1М1Ф
прямых труб и гибов из сталей 12Х1МФ и 15Х1М1Ф
|
|
Характеристика |
Доля исчерпания ресурса |
Максимальная продолжительность эксплуатации до последующего контроля, ч |
|
1 |
Безопасная ситуация |
0,00-0,15 |
100000 |
|
2 |
Незначительное ухудшение безопасной ситуации |
0,15-0,30 |
100000 |
|
3 |
Слабоопасная ситуация |
0,30-0,45 |
80000 |
|
4.1 |
Ситуация повышенной опасности |
0,40-0,55 |
50000 |
|
4.2 |
|
0,55-0,65 |
35000 |
|
5.1 |
Весьма опасная ситуация |
0,65-0,70 |
30000 |
|
5.2 |
|
0,70-0,75 |
25000 |
|
5.3 |
|
0,75-0,80 |
20000 |
|
5.4 |
|
0,80-0,85 |
15000 |
|
6.1 |
Значительный риск |
0,85-0,90 |
10000 |
|
6.2 |
|
0,90-0,95 |
5000 |
|
7.1 |
Возможность катастрофической аварии (разрыв паропровода) |
0,95-0,97 |
3000 |
|
7.2 |
|
0,97-1,00 |
Немедленная замена |
Расчетный остаточный ресурс ![]() , ч, определяется по формуле
, ч, определяется по формуле
![]() ,
,
где ![]() 0,8;
0,8;
![]() 0,8;
0,8;
(здесь ![]() - наработка, ч,
- наработка, ч,
![]() - парковый ресурс, ч;
- парковый ресурс, ч;
![]() - доля исчерпания ресурса, определяемая как средняя величина из соответствующей строки графы 3 табл.26.
- доля исчерпания ресурса, определяемая как средняя величина из соответствующей строки графы 3 табл.26.
Продолжительность эксплуатации до очередного контроля, ч, определяется как минимальная из величины, указанной в графе 4 табл.26, и половины расчетного остаточного ресурса. Время до замены прямой трубы или гиба ![]() , лет, определяется по формуле
, лет, определяется по формуле ![]() /5000.
/5000.
Связь между результатами контроля или расчетов и соответствующим значением ![]() определяется системой правил, которые приведены ниже. Правило - элементарный алгоритм, в результате исполнения которого вычисляются значения
определяется системой правил, которые приведены ниже. Правило - элементарный алгоритм, в результате исполнения которого вычисляются значения ![]() или
или ![]() и
и ![]() . Вычисление результирующих
. Вычисление результирующих ![]() и
и ![]() выполняется с помощью специального алгоритма свертки. Значение
выполняется с помощью специального алгоритма свертки. Значение ![]() , полученное при свертке, характеризует меру недостоверности и (или) неполноты данных, используемых при проведении экспертизы.
, полученное при свертке, характеризует меру недостоверности и (или) неполноты данных, используемых при проведении экспертизы.
По результатам свертки ![]() и
и ![]() определяются собственно результаты экспертизы элемента:
определяются собственно результаты экспертизы элемента:
характеристика ![]() ;
;
доля исчерпания ресурса;
продолжительность эксплуатации до последующего контроля;
объем последующего контроля;
время до возможной замены прямой трубы или гиба.
5.2.1. Система правил для экспертизы прямых труб и гибов
5.2.1.1. Для следующих видов неразрушающего контроля: ВК, УЗК, ВТК, ДАО, ЦД, МПД выявлены:
допустимые дефекты: ![]() =0,3;
=0,3;
недопустимые дефекты: ![]() =7.2;
=7.2; ![]() =99%.
=99%.
5.2.1.2. Овальность поперечного сечения гиба ![]() , %:
, %:
|
0,5 |
| |
|
|
|
5.2.1.3 Остаточная деформация ![]() прямой трубы или прямого участка гиба:
прямой трубы или прямого участка гиба:
|
0,4 |
| |
|
0,6 |
| |
|
|
|
Примечание. Значение ![]() , определенное в пп.5.2.1.2 и 5.2.1.3, уменьшается вдвое, если контроль микроструктуры выполнен одновременно или позднее соответствующего контроля (овальности или остаточной деформации).
, определенное в пп.5.2.1.2 и 5.2.1.3, уменьшается вдвое, если контроль микроструктуры выполнен одновременно или позднее соответствующего контроля (овальности или остаточной деформации).
5.2.1.4. Микроповрежденность металла (табл.27), оценка с помощью микрообразцов или реплик: ![]() = КПМ, при отсутствии данных
= КПМ, при отсутствии данных ![]() =0,7.
=0,7.
Таблица 27
Значения ![]() для различных значений
для различных значений ![]() поврежденности микроструктуры
поврежденности микроструктуры
|
|
1 |
2 |
3 |
4.1 |
4.2 |
5.1 |
5.2 |
5.3 |
5.4 |
6.1 |
6.2 |
7.1 |
7.2 |
|
|
50 |
50 |
50 |
60 |
60 |
70 |
70 |
70 |
70 |
95 |
95 |
99 |
99 |
5.2.1.5. Расчетный коэффициент запаса прочности ![]() определяется с использованием соответствующих методик. Исходными данными для расчета являются:
определяется с использованием соответствующих методик. Исходными данными для расчета являются:
геометрические размеры прямой трубы или гиба, измеренные при последнем эксплуатационном контроле (при их отсутствии берутся паспортные данные);
механические свойства материала элемента;
параметры рабочей среды;
характеристика микроструктуры металла элемента.
Категория опасности по вычисленным значениям ![]() определяются следующим образом:
определяются следующим образом:
|
|
| |
|
1,70 |
| |
|
1,65 |
| |
|
1,60 |
| |
|
1,55 |
| |
|
1,45 |
| |
|
1,30 |
| |
|
1,20 |
| |
|
1,10 |
| |
|
1,05 |
| |
|
1,00 |
| |
|
0,98 |
| |
|
0,97 |
|
При недостаточности данных ![]() =0,7.
=0,7.
Коэффициент ![]() нормирован относительно значения 1,25 для единообразного представления в действующих НД.
нормирован относительно значения 1,25 для единообразного представления в действующих НД.
В табл.28 представлены значения ![]() по РД 10-249-98 [10] и РТМ 108.031.112-80 [11].
по РД 10-249-98 [10] и РТМ 108.031.112-80 [11].
Таблица 28
![]() (%) для двух методик расчета на прочность
(%) для двух методик расчета на прочность
|
N |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
|
1 |
2 |
3 |
4.1 |
4.2 |
5.1 |
5.2 |
5.3 |
5.4 |
6.1 |
6.2 |
7.1 |
7.2 |
|
|
30 |
30 |
30 |
40 |
40 |
50 |
50 |
50 |
50 |
80 |
80 |
80 |
80 |
|
|
20 |
20 |
20 |
30 |
30 |
40 |
40 |
40 |
40 |
50 |
50 |
50 |
50 |
5.2.2. Алгоритм свертки
Результаты экспертизы прямой трубы или гиба по изложенной системе правил представляются в виде совокупности пар: ![]() и
и ![]() , по одной паре на каждое правило;
, по одной паре на каждое правило; ![]() при этом задается не в процентах, а в относительных величинах от 0 до 1. Кроме этого, отдельные правила дают не значение
при этом задается не в процентах, а в относительных величинах от 0 до 1. Кроме этого, отдельные правила дают не значение ![]() , а прибавку к нему (
, а прибавку к нему (![]() ), которая после свертки добавляется к результирующему
), которая после свертки добавляется к результирующему ![]() . При выполнении вычислений в свертке используются не обозначения
. При выполнении вычислений в свертке используются не обозначения ![]() , которые приведены выше (например, 4.2, 5.4 и т.д.), а их числовые эквиваленты в соответствии с табл.29.
, которые приведены выше (например, 4.2, 5.4 и т.д.), а их числовые эквиваленты в соответствии с табл.29.
Таблица 29
Связь между обозначением и числовым значением ![]()
|
Обозначения |
1 |
2 |
3 |
4.1 |
4.2 |
5.1 |
5.2 |
5.3 |
5.4 |
6.1 |
6.2 |
7.1 |
7.2 |
|
Числовые значения |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
Алгоритм свертки сконструирован таким образом, чтобы в результате его работы выполнялись следующие очевидные принципы:
при расхождении ![]() , полученных по различным правилам, результирующее значение
, полученных по различным правилам, результирующее значение ![]() уменьшается, а при совпадении - увеличивается;
уменьшается, а при совпадении - увеличивается;
влияние правила на результирующее значение ![]() тем больше, чем больше его
тем больше, чем больше его ![]() ;
;
неполнота или давность выполнения контроля снижает окончательное значение ![]() .
.
Числовые коэффициенты, определяющие количественную реализацию указанных принципов, подбирались эмпирически, из результатов выполнения экспертизы для большого числа элементов паропроводов.
5.2.2.1. Результаты вычислений по правилам экспертизы группируются следующим образом для каждого ![]() :
:
![]() ,
, ![]() ,…,
,…, ![]() ,
,
где ![]() - количество правил, для которых
- количество правил, для которых ![]() ;
; ![]() ,
, ![]() ,…,
,…, ![]() - расположены по убыванию.
- расположены по убыванию.
Суммарное значение ![]() , соответствующее
, соответствующее ![]() , вычисляется по рекурсивной формуле
, вычисляется по рекурсивной формуле
![]() ,
,
где ![]() меняется от 2 до
меняется от 2 до ![]()
![]() =0,70,
=0,70,
![]() .
.
5.2.2.2. Результирующее значение ![]() определяется по формуле
определяется по формуле
 ,
,
где ![]() 3. Результат округляется до целого.
3. Результат округляется до целого.
5.2.2.3. Результирующее значение ![]() определяется по формуле
определяется по формуле
 ,
,
где ![]() - значения, определенные в п.5.2.2.1;
- значения, определенные в п.5.2.2.1;
![]() - максимальное из этих значений;
- максимальное из этих значений;
![]() =0,25.
=0,25.
5.2.2.4. Вычисление окончательного значения ![]() осуществляется следующим образом: к вычисленному в п.5.2.2.2 значению
осуществляется следующим образом: к вычисленному в п.5.2.2.2 значению ![]() прибавляются значения
прибавляются значения ![]() , определенные соответствующими правилами. Кроме этого, значение
, определенные соответствующими правилами. Кроме этого, значение ![]() не может быть ниже, чем определенное из правила для КПМ (см. п.5.2.1.4) и из относительной наработки
не может быть ниже, чем определенное из правила для КПМ (см. п.5.2.1.4) и из относительной наработки ![]() :
:
![]() ;
;
|
0,75< |
| |
|
0,85< |
| |
|
0,95< |
|
После этого осуществляется переход от числовых значений ![]() к их обозначениям в соответствии с табл.29.
к их обозначениям в соответствии с табл.29.
5.2.2.5. Окончательное значение ![]() вычисляется с учетом полноты и даты проведения последнего эксплуатационного контроля по формуле
вычисляется с учетом полноты и даты проведения последнего эксплуатационного контроля по формуле
![]() ,
,
где поправочные коэффициенты ![]() ,
, ![]() ,
, ![]() определяются по табл.30.
определяются по табл.30.
Таблица 30
Поправочные коэффициенты
|
Вид контроля |
Наработка с момента последнего контроля, ч | |||
|
|
0-5000 |
5000-15000 |
15000-30000 |
>30000 |
|
|
1,0 |
0,7 |
0,5 |
0,3 |
|
|
1,0 |
0,9 |
0,8 |
0,7 |
|
|
1,0 |
0,9 |
0,8 |
0,7 |
|
________________ | ||||
5.3. Формирование контрольных групп элементов паропроводов
5.3.1. Прямые трубы
Контрольная группа прямых труб, подлежащих контролю в очередной капитальный ремонт, формируется из следующих подгрупп:
5.3.1.1. Все прямые трубы, у которых ![]() 6.
6.
5.3.1.2. Все прямые трубы, у которых ![]() (здесь
(здесь ![]() - остаточная деформация,
- остаточная деформация, ![]() - максимально допустимое значение остаточной деформации, равное 1%).
- максимально допустимое значение остаточной деформации, равное 1%).
5.3.1.3. 20% прямых труб, у которых ![]() (здесь
(здесь ![]() - наработка;
- наработка; ![]() - парковый ресурс).
- парковый ресурс).
Объем контроля труб, выбранных в соответствии с пп.5.3.1.1 и 5.3.1.2, включает ВК, УЗК, УЗТ, МПД, ОД и МА, в соответствии с п.5.3.1.3 - ВК, УЗК, УЗТ, МПД и ОД. Кроме этого, на всех прямых трубах, где установлены репера, каждые 100000 ч производится измерение остаточной деформации.
5.3.2. Гибы
Контрольная группа формируется из следующих подгрупп:
5.3.2.1. Все гибы, у которых ![]() 6.
6.
5.3.2.2. Все гибы, к которым примыкают прямые трубы с ![]() 6.
6.
5.3.2.3. Все гибы, у которых значения овальности ![]() <2% или овальность уменьшилась вдвое и (или)
<2% или овальность уменьшилась вдвое и (или) ![]() . (Максимально допустимое значение остаточной деформации
. (Максимально допустимое значение остаточной деформации ![]() для гибов равно 0,8%).
для гибов равно 0,8%).
5.3.2.4. 20% гибов, у которых ![]() (
(![]() - наработка,
- наработка, ![]() - парковый ресурс).
- парковый ресурс).
Объем контроля гибов, выбранных в соответствии с пп.5.3.2.1, 5.3.2.2 и 5.3.2.3, включает ВК, УЗК, УЗТ, МПД, ОД и МА, выбранных в соответствии с п.5.3.2.4 - ВК, УЗК, УЗТ, МПД и ОД.
6. РАСЧЕТНО-ЭКСПЕРИМЕНТАЛЬНОЕ ОПРЕДЕЛЕНИЕ ФАКТИЧЕСКИХ УСИЛИЙ
В ЭЛЕМЕНТАХ ПАРОПРОВОДОВ, РАБОТАЮЩИХ В УСЛОВИЯХ ПОЛЗУЧЕСТИ
6.1. Описываемая ниже методика применяется для определения фактических напряжений в элементах паропроводов с учетом всех видов нагрузок: действием рабочей среды высоких параметров, весовых нагрузок, реакций опор и подвесок, усилий самокомпенсации, а также нагрузок, вызываемых нестационарными режимами при пусках и остановах, прогревах и расхолаживании паропроводов.
6.2. С использованием полученных значений фактических напряжений выявляются элементы, эксплуатируемые в наиболее тяжелых условиях, определяется индивидуальный остаточный ресурс элементов, устанавливаются возможные причины их повреждений.
6.3. Методика определения фактических напряжений включает два этапа: обследование технического состояния паропроводов и ОПС и выполнение расчетов элементов паропроводов на прочность.
6.4. Обследование технического состояния паропроводов и ОПС их креплений выполняется в соответствии с требованиями НД. Это обследование включает:
6.4.1 Измерение фактических линейных размеров трасс паропроводов с уточнением положения ответвлений, опор, подвесок, арматуры и индикаторов тепловых перемещений. Проверка соответствия типов опор и подвесок проекту, целостности и работоспособности элементов ОПС и индикаторов тепловых перемещений.
6.4.2. Измерение геометрических характеристик установленных пружин: количества витков, диаметров прутков и навивки пружин, а также высот пружин в рабочем состоянии паропроводов. Дополнительно производится измерение длины тяг пружинных подвесок и их отклонения от вертикали.
6.4.3. Выполнение проверки отсутствия защемлений при температурных расширениях паропроводов.
6.4.4. Составление на основании полученных данных ведомостей дефектов паропроводов и ОПС, в которых указываются необходимые мероприятия по устранению дефектов и сроки их выполнения.
6.4.5. Выполнение расчетных схем паропроводов, на которых указываются защемления, препятствующие свободному температурному расширению (если они имеются), и которые являются основным исходным материалом для выполнения расчетов на прочность по фактическому состоянию паропроводов.
6.5. Расчеты элементов паропроводов на прочность выполняются в двух вариантах: до и после наладки ОПС.
6.5.1. Вариант 1. Расчет фактических напряжений в элементах паропроводов до наладки ОПС, выявление элементов, работающих с наибольшими напряжениями. Расчет проводится с учетом:
фактического состояния трасс и ОПС паропроводов;
фактической нагрузки пружинных опор и подвесок;
фактических длин тяг пружинных подвесок;
фактической массы элементов паропроводов и тепловой изоляции, смонтированной на них до проведения ремонта;
фактических типоразмеров труб, овальности и толщины стенок в растянутой зоне гибов, жесткости установленных опор и подвесок;
монтажных натягов;
защемлений (если они имеются).
В результате проведенного расчета фактических напряжений в элементах паропроводов, действовавших в период до наладки ОПС, выявляются элементы, работающие с наибольшими напряжениями от совместного воздействия всех нагружающих факторов. Кроме этого устанавливаются возможные причины повреждений элементов паропроводов (если повреждения имели место).
6.5.2. Вариант 2. Расчет фактических напряжений в элементах паропроводов после наладки ОПС. Расчет выполняется с учетом факторов, изложенных в п.6.5.1. Дополнительно учитываются следующие факторы:
жесткость вновь установленных (или замененных по результатам обследования) пружин опор и подвесок;
изменения, внесенные в расположение опор и подвесок;
соответствие состояния паропроводов требованиям НД (в частности, дефекты паропроводов и их ОПС, а также имеющиеся защемления должны быть устранены);
масса тепловой изоляции, с которой паропровод будет эксплуатироваться после ремонта.
Результаты расчета в дальнейшем используются для определения запаса прочности элементов паропровода, а также контроля и необходимой дополнительной наладки ОПС и контроля за тепловыми перемещениями паропроводов.
6.6. По результатам выполнения этапов работы, предусмотренных пп.6.4 и 6.5, оформляется следующая техническая документация:
ведомость дефектов паропроводов и ОПС с отметками об устранении дефектов;
расчетные схемы паропроводов;
выходные формы программы при расчете на прочность;
результаты контроля за тепловыми перемещениями паропроводов;
акт о техническом состоянии паропроводов и ОПС, в который должны быть включены (в случае необходимости) мероприятия со сроками их выполнения по реконструкции паропроводов или ОПС.
7. ПОРЯДОК И ОРГАНИЗАЦИЯ РАБОТ ПО ПРОДЛЕНИЮ СРОКА СЛУЖБЫ
ОСНОВНЫХ ЭЛЕМЕНТОВ ПАРОПРОВОДОВ ПОСЛЕ ВЫРАБОТКИ ПАРКОВОГО РЕСУРСА
7.1. Продление срока службы элементов паропроводов за пределы паркового ресурса осуществляется на основании результатов экспертизы, выполненной в соответствии с разд.3 настоящих Методических указаний, с учетом результатов исследования физико-химических, структурных, механических и жаропрочных свойств металла контрольной вырезки.
7.2. К эксплуатации сверх паркового ресурса допускаются элементы, для которых выполнено условие ![]() 6.
6.
7.3. Для определения возможности и сроков эксплуатации элементов паропроводов сверх паркового ресурса на ТЭС организуется ЭТК и привлекается специализированная организация.
7.3.1. Электростанция анализирует исходную для проведения экспертизы техническую документацию по контролю элементов за весь период эксплуатации, проведенным заменам элементов, условиям эксплуатации и, соответственно, их проектным условиям, результатам экспертизы, выполненной с использованием интерактивного норматива, результатам расчетов ОПС паропроводов.
7.3.2. Специализированная организация проводит на основании исходной технической документации, результатов экспертизы, дополнительных ИКВ анализ состояния длительно работавших элементов и составляет заключение о возможности и условиях дальнейшей их эксплуатации.
7.4. Для подготовки заключения о возможности дальнейшей эксплуатации паропровода ТЭС не позднее чем за два месяца до исчерпания паркового ресурса представляет в специализированную организацию проект решения электростанции, исходную техническую документацию и результаты экспертизы элементов паропроводов.
7.5. В соответствии с действующими НД экспертной организацией подготавливается заключение о возможности эксплуатации элементов паропроводов. При положительной оценке возможности дальнейшей эксплуатации элементов паропроводов разрабатываются и вносятся в заключение номенклатура и объемы контроля элементов, условия их дальнейшей эксплуатации.
8.1. Общие положения
8.1.1. Исследование микроповрежденности порами ползучести следует осуществлять с помощью переносного или стационарного микроскопов при 500-кратном увеличении при просмотре в прямом и косом освещении. В случае микроповрежденности металла единичными порами ползучести рекомендуется просматривать микрошлифы при 1000-кратном увеличении.
8.1.2. При оценке микроповрежденности металла порами ползучести устанавливаются характерные места расположения, размер, глубина залегания и плотность (количество пор в одном поле зрения) распределения пор. Для составления заключения по одному микрообразцу или реплике необходимо просмотреть не менее двадцати полей зрения. Степень микроповрежденности металла контролируемого элемента оценивается по полю зрения с максимальной микроповрежденностью порами ползучести. Характерные места с максимальной микроповрежденностью порами ползучести должны быть зафиксированы при 500-кратном увеличении, занесены в память компьютера или сфотографированы.
8.2. Анализ микрошлифов
При оценке микроповрежденности металла паропроводов - выявлении микропор ползучести, цепочек микропор и микротрещин на металлографических шлифах ("живом металле") необходимо руководствоваться следующими правилами:
8.2.1. Единичные изолированные, множественные микропоры, цепочки микропор располагаются всегда по границам и в стыках зерен и имеют темную окраску (рис.4).

Рис.4. Микроструктура сталей 12Х1МФ (а, г) и 15Х1М1Ф (б, в)
Микрошлифы (500-кратное увеличение):
а, б - единичные изолированные микропоры округлой формы;
в - множественные поры; г - цепочки пор
8.2.2. Микротрещины имеют зигзагообразный, характерный для процесса ползучести, вид (рис.5).
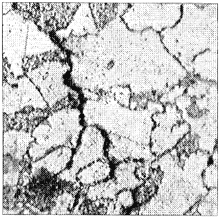
Рис.5. Микроструктура стали 12Х1МФ
Микрошлиф (500-кратное увеличение).
Зигзагообразные микротрещины по границам зерен
8.2.3. Поры ползучести имеют, как правило, каплевидную, слегка вытянутую форму, встречаются также поры округлой и треугольной формы (рис.6).

Рис.6. Микроструктура стали 12Х1МФ
Микрошлиф (500-кратное увеличение):
1 - микропоры округлой фрмы; 2 - микропоры каплевидной формы; 3 - микропоры треугольной формы
8.2.4. Единичные изолированные и множественные поры преимущественно имеют характерный размер 1-4 мкм; при наличии цепочек пор и крупных пор размером ![]() 5 мкм обязательно должны наблюдаться более мелкие единичные поры (рис.7, а). Если единичные поры отсутствуют, то выявленные "цепочки пор" могут представлять собой растравленные границы зерен с карбидами, расположенными по ним в виде цепочек (см. рис.7, б).
5 мкм обязательно должны наблюдаться более мелкие единичные поры (рис.7, а). Если единичные поры отсутствуют, то выявленные "цепочки пор" могут представлять собой растравленные границы зерен с карбидами, расположенными по ним в виде цепочек (см. рис.7, б).

Рис.7. Микроструктура стали 12Х1МФ
Микрошлифы (500-кратное увеличение):
а - цепочки пор (1), единичные изолированные поры (2);
б - растравленные границы зерен, микропоры отсутствуют
8.2.5. Карбиды на нерастравленном (правильно приготовленном) шлифе в отличие от микропор имеют светлую окраску с окантовкой по краям (рис.8).

Рис.8 Микроструктура сталей 12Х1МФ (а) и 15Х1М1Ф (б).
Микрошлифы (500-кратное увеличение).
Микропоры отсутствуют. Карбиды имеют светлую окраску с окантовкой по краям
8.2.6. При идентификации пор большое значение имеет степень травления шлифа. Выявляемость микропор лучше в том случае, когда микрошлиф подготовлен (протравлен) таким образом, что имеются тонкие четкие границы зерен (рис.9).

Рис.9. Микроструктура стали 12Х1МФ.
Микрошлиф (500-кратное увеличение):
Границы зерен тонкие, четкие: 1 - единичные микропоры;
2 - цепочки микропор
При сильном травлении границы зерен и очертания расположенных на них карбидов оказываются увеличенными, размытыми. Указанные элементы структуры могут быть ошибочно приняты за поры или цепочки пор (см. рис.7).
8.2.7. Следует отличать поры ползучести от ямок, оставшихся от выкрошившихся в процессе изготовления микрошлифа карбидов. Как было указано в п.8.2.1, микропоры всегда располагаются по границам и в стыках зерен. Ямки от выкрошившихся карбидов могут быть и в теле зерен (рис.10).

Рис.10. Микроструктура стали 12Х1МФ.
Микрошлифы (500-кратное увеличение).
Микропоры отсутствуют. Имеются ямки (1) от выкрошившихся карбидов по границам (а) и в теле (б) зерен
8.2.8. Неметаллические включения обычно имеют светло-серую (оксиды), темно-серую (сульфиды) или комбинированную светло-темно-серую (оксисульфиды) окраску. Микропоры в отличие от неметаллических включений имеют черную окраску (рис.11). Кроме этого, неметаллические включения, как правило, имеют большие размеры, чем микропоры. В отличие от пор, у которых при изменении фокусировки просматривается дно, неметаллические включения лежат в плоскости шлифа.

Рис.11. Микроструктура сталей 12Х1МФ (а, б) и 15Х1М1Ф (в, г).
Микрошлифы (500-кратное увеличение):
1 - неметаллические включения; 2 - микропоры ползучести
8.2.9. При оценке микроповрежденности металла элементов паропроводов из сталей 12Х1МФ и 15Х1М1Ф применяются единые правила. Следует, однако, учитывать, что наибольшая трудность связана с выявлением единичных изолированных пор в стали 15Х1М1Ф, имеющей бейнитную (ферритно-бейнитную) структуру (рис.12). В сомнительных случаях, когда другие составляющие микроструктуры можно принять за поры, следует давать более консервативную оценку микроповрежденности металла, то есть считать КПМ равной 5.1 (наличие единичных пор).

Рис.12. Микроструктура стали 12Х1МФ.
Микрошлифы (500-кратное увеличение):
а - единичное неметаллическое включение; б - единичные изолированные поры (1),
неметаллические включения (2); в - микропоры и неметаллические включения отсутствуют
8.3. Анализ реплик
8.3.1. Реплика представляет собой точный отпечаток рельефа металлографического шлифа и воспроизводит все детали микроструктуры шлифа: границы зерен, выделения на границах, включения, поры, трещины и т.п.
Все детали рельефа микроструктуры, которые на протравленном шлифе лежат ниже уровня поверхности (границы зерен, области вокруг карбидов, микропоры, микротрещины и т.п.), на реплике выступают над уровнем поверхности пленки.
8.3.2. При исследовании на металлографическом микроскопе на ацетатную реплику помещается зеркало, которое отражает прошедший через реплику свет обратно в объектив.
При прохождении через участки пленки, не содержащие рельефа, направление света практически не изменяется и все лучи попадают в объектив. Освещенность таких участков на изображении будет максимальной.
При прохождении света через выступ рельефа реплики часть лучей отклоняется от первоначального направления настолько, что не попадает в объектив. В результате элементы рельефа будут выглядеть темными. Таким образом, распределение контраста на изображении реплики получается подобным распределению контраста на шлифе. Для усиления контраста обратную поверхность реплики можно покрыть прозрачным слоем черной краски или чернил.
8.3.3. Если в металле шлифа имеются микропоры, на рельефе границ будут присутствовать микровыпуклости соответствующих размеров. Микропоры размерами порядка 1-2 мкм обычно выглядят как темные пятна на изображении шлифа, а достаточно крупные поры могут иметь неоднородный контраст.
Типичные портреты микроструктуры стали 12Х1МФ с различной степенью повреждения, полученные при исследовании ацетатных реплик, приведены на рис.13.

Рис.13. Микроструктура стали 12Х1МФ.
Ацетатная реплика (500-кратное увеличение):
а - феррито-перлитная структура, карбиды располагаются по границам и телу зерен, микропоры отсутствуют;
б - единичные изолированные поры (1) по границам и в стыках зерен
8.3.4. Оценка микроповрежденности металла порами ползучести с использованием полимерных реплик, изготовленных из фотопленки или магнитной пленки, производится по такой же методике, что и при анализе ацетатных пленок. Как и на металлографическом шлифе, микропоры имеют вид темных округлых пятен, а карбиды представляют собой светлые частицы с окантовкой (рис.14).

Рис.14. Микроструктура стали 12Х1МФ.
Полимерные реплики (фотопленка) (500-кратное увеличение):
а - феррито-карбидная структура, карбиды (1) располагаются по границам и телу зерен;
б - единичные изолированные поры (1), карбиды (2) расположены по границам и в теле зерен;
в - единичные изолированные микропоры (1), цепочки пор (2)
8.3.5. Микроповрежденность металла определяется и с помощью реплик (оттисков), приготовленных из специального жидкого раствора полимерного материала, твердеющего на воздухе. В качестве примера на рис.15 показаны характерные портреты структуры металла из стали 12Х1МФ после длительной эксплуатации. Идентификация структурных составляющих (границ зерен, карбидов, микропор и т.п.) при анализе реплик проводится таким же образом, как и при исследовании металлографических шлифов.
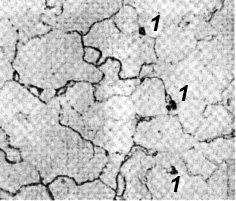
Рис.15. Микроструктура стали 12Х1МФ.
Реплика из жидких полимеров, твердеющих на воздухе (500-кратное увеличение):
1 - единичные изолированные поры
9. ПАРОПРОВОДЫ ТЭС. ТЕХНОЛОГИЯ ОПРЕДЕЛЕНИЯ
МИКРОПОВРЕЖДЕНИЯ МЕТАЛЛА ПО МИКРОТВЕРДОСТИ ОТОБРАННЫХ МИКРООБРАЗЦОВ
9.1. Общие положения и область применения
9.1.1. Технология определения микротвердости металла отобранных микрообразцов (далее - технология "Микротвердость") предназначена для систематической оценки микроповрежденности металла прямых труб и гибов паропроводов. При длительной эксплуатации паропроводов технология применяется наряду с иными физическими методами исследования, например металлографическим анализом, электронной растровой и просвечивающей микроскопией.
9.1.2. В технологии "Микротвердость" используются свойства жаропрочных сталей 12Х1МФ, 15Х1М1Ф изменять микротвердость составляющих фаз - феррита, перлита, сорбита, бейнита при трансформации микроструктуры в процессе стационарной и нестационарной ползучести, а также при действии термомеханических нагрузок.
9.1.3. Отбор микрообразцов для измерения микротвердости производится во время плановых и неплановых ремонтов оборудования.
9.2. Техническое обеспечение технологии "Микротвердость"
При использовании технологии "Микротвердость" применяется стандартное оборудование - микротвердомеры ПМТ-3 или ПМТ-3М.
9.3. Технология "Микротвердость"
9.3.1. При проведении контроля микроповрежденности металла элементов паропроводов ТЭС по технологии "Микротвердость" последовательно выполняются следующие основные операции:
выборка микрообразцов из наиболее повреждаемых зон паропроводов, в первую очередь из растянутой зоны гиба;
подготовка микрошлифов по принятой для оптической и растровой электронной микроскопии технологии;
измерения микротвердости на микрошлифах;
обработка результатов измерений и определение категорий повреждения (деградации) микроструктуры.
9.3.2. Измерение микротвердости различных структурных составляющих металла микрообразца выполняется в соответствии с технологией, рекомендованной ГОСТ 9450-76* [12].
9.3.3. При измерениях должны выполняться следующие требования:
количество отпечатков на каждой структурной составляющей - не менее 15;
нагрузка на индентор - 20 г;
расстояние между отпечатками - не менее 3![]() , где
, где ![]() - размер диагонали отпечатка;
- размер диагонали отпечатка;
перед каждой серией измерений выполняется юстировка прибора.
9.3.4. Измерения выполняются для следующих структурных составляющих:
ферритных зерен;
перлитных (сорбитных, бейнитных) зерен.
9.3.5. Результаты измерений записываются в табл.31.
Таблица 31
Форма записи результатов измерения микротвердости
|
Структурная составляющая |
Параметр |
Единица измерения |
Результаты измерений |
Среднеарифметическое значение |
|
Феррит |
Длина диагонали отпечатков |
мкм |
|
|
|
|
Микротвердость |
МПа |
|
|
|
Перлит |
Длина диагонали отпечатков |
мкм |
|
|
|
|
Микротвердость |
МПа |
|
|
|
Бейнит |
Длина диагонали отпечатков |
мкм |
|
|
|
|
Микротвердость |
МПа |
|
|
9.4. Обработка результатов измерения микротвердости и оценка КПМ металла
9.4.1. Оценка микроповреждения производится по значениям микротвердости структурных составляющих, характерных для данной марки стали.
Для стали 12Х1МФ определяются:
![]() - микротвердость феррита;
- микротвердость феррита;
![]() - микротвердость перлита;
- микротвердость перлита;
![]() - разность значений микротвердости перлита и феррита.
- разность значений микротвердости перлита и феррита.
Для стали 15Х1М1Ф определяются:
![]() - микротвердость феррита;
- микротвердость феррита;
![]() - микротвердость бейнита;
- микротвердость бейнита;
![]() - разность значений микротвердости бейнита и феррита.
- разность значений микротвердости бейнита и феррита.
Значения ![]() ,
, ![]() ,
, ![]() ,
, ![]() определяются как среднеарифметическое значение результатов измерений, выполненных в соответствии с пп.9.3.3 и 9.3.4.
определяются как среднеарифметическое значение результатов измерений, выполненных в соответствии с пп.9.3.3 и 9.3.4.
9.4.2. Значения ![]() ,
, ![]() ,
, ![]() ,
, ![]() , полученные в соответствии с п.9.4.1, сравниваются с этими же значениями, приведенными в табл.32 для данной марки стали, и определяется КПМ. Характеристики микроструктуры в зависимости от КПМ приведены в табл.33.
, полученные в соответствии с п.9.4.1, сравниваются с этими же значениями, приведенными в табл.32 для данной марки стали, и определяется КПМ. Характеристики микроструктуры в зависимости от КПМ приведены в табл.33.
Таблица 32
Характеристики микротвердости, МПа, структурных составляющих сталей 12Х1МФ и 15Х1М1Ф в зависимости от КПМ
|
КПМ |
12Х1МФ |
15Х1М1Ф | ||
|
|
|
|
|
|
|
1 |
>2225 |
>560 |
>2200 |
>525 |
|
2 |
Ниже 2225 до 2075 |
Ниже 560 до 480 |
Ниже 2200 до 2000 |
Ниже 525 до 475 |
|
3 |
Ниже 2075 до 1925 |
Ниже 480 до 400 |
Ниже 2000 до 1800 |
Ниже 475 до 425 |
|
4 |
Ниже 1925 до 1775 |
Ниже 400 до 320 |
Ниже 1800 до 1600 |
Ниже 425 до 375 |
|
5 |
Ниже 1775 до 1625 |
Ниже 320 до 240 |
Ниже 1600 до 1400 |
Ниже 375 до 325 |
|
6 |
(<1625) |
(<240) |
(<1400) |
(<325) |
|
7 |
- |
- |
- |
- |
Примечание. Значения, заключенные в скобки, должны использоваться как справочные.
Таблица 33
Категории повреждения микроструктуры металла паропроводов из сталей перлитного
класса (12Х1МФ, 15Х1М1Ф) в процессе длительной эксплуатации
|
КПМ |
Характеристика микроструктуры |
|
1 |
В пределах сдаточных исходных микроструктур. Отсутствие изменений микроструктуры по отношению к исходной |
|
2 |
В пределах сдаточных исходных микроструктур. Небольшие изменения микроструктуры по отношению к исходной на начальной стадии старения |
|
3 |
В пределах браковочных исходных микроструктур. Заметные изменения сдаточных исходных микроструктур в процессе эксплуатации |
|
4 |
Существенные изменения исходной сдаточной микроструктуры, заметные изменения исходной браковочной микроструктуры. Повышенное количество карбидов по телу зерен. Отсутствие пор (не выявляются при исследовании методом оптической микроскопии) |
|
5 |
Большие изменения исходной микроструктуры. Повышенное количество выделений карбидов по телу и границам зерен. Коагуляция карбидов. Наличие микропор со средним размером более 1 мкм, ориентированных по границам зерен |
|
6 |
Большие изменения исходной микроструктуры. Наличие цепочек микропор по границам зерен |
|
7 |
Наличие цепочек микропор, слившихся в микротрещины (макротрещины) |
Если значения ![]() ,
, ![]() ,
, ![]() ,
, ![]() соответствуют 5-й или 6-й категориям повреждения, то результаты проведенного контроля считаются ориентировочными. В этом случае действительная категория повреждения определяется другими методами контроля (например, путем анализа "портрета" микроструктуры). В остальных случаях по полученным значениям
соответствуют 5-й или 6-й категориям повреждения, то результаты проведенного контроля считаются ориентировочными. В этом случае действительная категория повреждения определяется другими методами контроля (например, путем анализа "портрета" микроструктуры). В остальных случаях по полученным значениям ![]() ,
, ![]() ,
, ![]() ,
, ![]() устанавливается соответствующая КПМ данного элемента паропровода.
устанавливается соответствующая КПМ данного элемента паропровода.
9.4.3. В том случае, когда в соответствии с табл.32 ![]() или
или ![]() соответствуют одной категории повреждения, а
соответствуют одной категории повреждения, а ![]() или
или ![]() другой категории, действительная КПМ определяется как средняя арифметическая этих значений с округлением результатов до целого.
другой категории, действительная КПМ определяется как средняя арифметическая этих значений с округлением результатов до целого.
9.5. Оформление результатов
Результаты оценки микроповреждения оформляются протоколом, в котором приводятся:
характеристики контролируемого элемента паропровода;
схема расположения точек отбора микрообразцов;
результаты измерений;
КПМ.
9.6. Обоснование применения технологии "Микротвердость"
Технология "Микротвердость" позволяет повысить достоверность контроля по сравнению с принятыми методами (например, металлографическим анализом и др.).
Технология апробирована более чем на 250 образцах металла прямых труб и гибов паропроводов различных типоразмеров из сталей 12Х1МФ и 15Х1М1Ф в состоянии поставки и после длительных (до 300000 ч) сроков эксплуатации или испытаний на длительную прочность и ползучесть при температуре 510-600 °С при КПМ металла от 1 до 7.
Кроме того, результаты испытаний позволили определить необходимое значение нагрузки - 20 г для получения представительных отпечатков алмазного индентора, а также определить информативные характеристики повреждения в зависимости от марки стали. Для стали 12Х1МФ - это микротвердость перлита (сорбита) и разность микротвердости перлита (сорбита) и феррита, для стали 15Х1М1Ф - это микротвердость бейнита и разность значений микротвердости бейнита и феррита. Эти параметры практически не изменяются по толщине образца.
Установлено, что технология "Микротвердость" достоверно выявляет однозначную связь между категориями повреждения и значениями микротвердости на 1-й и 2-й стадиях ползучести. При этом погрешность при измерениях микротвердости не превышает 5%.
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. ГОСТ 21105-87*. Контроль неразрушающий. Магнитопорошковый метод.
2. ГОСТ 18661-73*. Сталь. Измерение твердости методом ударного отпечатка.
3. ГОСТ 2789-73*. Шероховатость поверхности. Параметры и характеристики.
4. ОСТ 34-70-690-96. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации. - М.: ВТИ, 1998.
5. ГОСТ 1778-70*. Сталь. Металлографические методы определения неметаллических включений.
6. ГОСТ 5639-82*. Стали и сплавы. Методы выявления и определения величины зерна.
7. Циркуляр Ц-05-97(Т). О предупреждении повреждений роторов высокого и среднего давления турбин ТЭС.
8. ГОСТ 28702-90. Контроль неразрушающий. Толщиномеры ультразвуковые. Общие технические требования.
9. ГОСТ 12503-75*. Сталь. Методы ультразвукового контроля. Общие требования.
10. РД 10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды.
11. РТМ 108.031.112-80. Котлы стационарные паровые и водогрейные и трубопроводы пара и горячей воды. Метод оценки долговечности колен трубопроводов.
12. ГОСТ 9450-76*. Измерение микротвердости вдавливанием алмазных наконечников.