1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящий документ устанавливает порядок и основные требования к организации расследования причин повреждения деталей проточной части паровых турбин электростанций (эксплуатирующихся в соответствии с нормативами предприятий-изготовителей), которые должны быть учтены при разработке мероприятий по устранению и предотвращению аналогичных повреждений, а также при определении возможности дальнейшей эксплуатации турбин. При этом следует руководствоваться имеющимися нормативными документами, указанными в приложении Б.
1.2 Общие требования к организации и оформлению актов расследования, классификации аварий и отказов в работе установлены "Инструкцией по расследованию и учету технологических нарушений в работе энергосистем электростанций, котельных, электрических и тепловых сетей" (приложение А, РД 153-34.0-20.801).
1.3 В состав комиссии по расследованию причин повреждений, назначенной в установленном порядке, должны быть включены специалисты по эксплуатации турбоустановки, металловедению, расчетам на прочность и представители предприятия-изготовителя. В зависимости от характера повреждения (разрушения) в нее могут войти специалисты по вибрации, водно-химическому режиму, коррозии, эрозии, устройствам тепловой защиты, автоматике.
1.4 Причины повреждения металла деталей анализируются и устанавливаются по результатам обследования.
В тех случаях, когда для принятия окончательного решения требуется проведение более глубоких лабораторных исследований, составляется единая программа с участием необходимых специалистов. При этом комиссия обязана подготовить предварительное заключение и установить срок выдачи окончательного заключения о причинах повреждения.
Комиссия должна получить от предприятия-изготовителя необходимую техническую документацию: технические условия на поставку поврежденной детали (деталей), паспортные данные, чертежи, расчеты на прочность.
1.5 Администрация электростанции до начала работы комиссии должна принять меры по сохранению обстановки в месте повреждения, провести опрос персонала, подготовить доклад для комиссии о произошедшем нарушении работы турбины в соответствии с Инструкцией, указанной в п.1.2.
Кроме того, администрация должна подготовить и при необходимости в зависимости от характера повреждений представить комиссии следующую документацию:
- оперативный журнал котлотурбинного цеха;
- суточную ведомость турбоустановки;
- график опробования защит, блокировок и сигнализации;
- формуляр турбины;
- журнал дефектов и ремонта оборудования;
- журнал регистрации вибрации;
- журнал химических анализов воды и пара;
- данные лаборатории металлов электростанции о дефектоскопии деталей по инструкции РД 153-34.1-17.421 (приложение А) и ранее проводимых исследованиях однотипных повреждений металла, в том числе выполненных на предприятии-изготовителе или научными организациями отрасли;
- диаграммы самопишущих приборов, регистрирующих расход и параметры пара, величину осевого сдвига ротора, тепломеханические параметры турбоустановки, температурный режим системы маслоснабжения подшипников;
- данные о качестве пара, питательной и котловой воды, вибрации подшипников и валопровода, о давлении в конденсаторе, температуре выхлопа;
- графики пусков и остановов с привязкой показаний частоты вращения ротора и давления в конденсаторе.
1.6 Все виды неразрушающего контроля, измерения деталей, определение механических свойств, расчеты на прочность поврежденных деталей следует проводить в соответствии с требованиями государственных и отраслевых стандартов, инструкций предприятий-изготовителей, НТД РАО "ЕЭС России", перечисленных в приложениях А, Б.
Аппаратура, ее чувствительность, методики и эталоны настройки, применяемые для контроля поврежденных и однотипных визуально неповрежденных деталей проточной части данной турбины, как и при плановом контроле, должны соответствовать требованиям нормативных документов, конкретным видам контроля и пройти проверку в установленные сроки (см. приложение Б).
1.7 Обобщенная характеристика повреждаемости деталей за последний период и примерный типовой перечень повреждений приводятся в приложении В.
2.1 Анализ исходной технической документации
Для анализа причин повреждения комиссия должна рассмотреть исходную документацию, представленную в соответствии с п.1.5. Особое внимание следует обратить на:
- данные о работе поврежденных деталей: места их расположения (ЦВД, ЦСД, ЧНД ЦСД или ЦНД); номера ступеней рабочих лопаток и дисков, находящихся в зоне фазового перехода; ступени околоотборные, влажного пара, регулирующие; количество часов их работы с момента последней замены лопаток или дисков, ремонта деталей до повреждения; наличие и характер дефектов; мероприятия по восстановлению или замене поврежденных деталей; периодичность и результаты проводимого контроля;
- условия эксплуатации турбины: соблюдение нормативных параметров пара; частота сети; длительность возможной работы турбины с перегрузкой или увеличенным расходом пара в отбор, повышенным давлением в конденсаторе; изменение во времени давления пара в регулирующей ступени; режим пуска и останова; количество пусков и остановов турбины; уровень и особенности изменения вибрации и температурное состояние металла подшипников;
- методы консервации, способы и частоту промывок проточной части, данные о водно-химическом режиме блока;
- работу сбросных и охлаждающих устройств;
- сведения о повреждениях таких же ступеней на аналогичных турбинах данной и других электростанций.
2.2 Предварительный осмотр поврежденных деталей
Комиссия должна провести осмотр поврежденных(ой) деталей (детали), чтобы предварительно установить характер повреждения (усталостное, от статической нагрузки, коррозионное и пр.), очаг разрушения и определить содержание и направленность работы подкомиссий.
2.3 Требования к осмотру повреждений
2.3.1 Поврежденные детали тщательно осматриваются назначенными подкомиссиями. Осмотр включает в себя дефектацию проточной части для выявления вероятной причины повреждений отдельных элементов. Цель осмотра: определение объема повреждения, составление перечня вероятных причин его возникновения, сбор данных, подтверждающих или опровергающих эти причины.
2.3.2 Места повреждений (очаг, общий вид) фотографируются до и после проведения очистки от отложений. Составляется схема их расположения. В качестве примера на рисунке 1 приводится схема расположения поврежденных лопаток на ступени. По возможности отбираются пробы от отложений для проведения химического анализа.
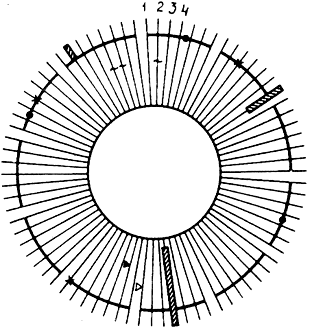
1-4 … - номера лопаток;
![]() - изломы (обрывы) лопаток;
- изломы (обрывы) лопаток;
![]() - обрывы проволочного бандажа;
- обрывы проволочного бандажа;
![]() - отпайка проволочного бандажа;
- отпайка проволочного бандажа;
![]() - трещины в лопатках;
- трещины в лопатках;
![]() - коррозия;
- коррозия;
![]() - эрозия.
- эрозия.
Рисунок 1 - Схема повреждений рабочих лопаток на ступени
После очистки необходимо более детально обследовать состояние металла поврежденной зоны и наметить план дальнейшего исследования, составить схему разрезки на образцы для измерения твердости и испытания механических свойств, изучения микро- и макроструктуры.
Следует иметь в виду, что образцы для испытаний свойств необходимо вырезать из недеформированной части поврежденной детали, например, из хвостовой части, если деформировано перо лопатки. Целесообразно вырезать образцы как вблизи, так и вдали от места повреждения детали, особо необходимо рассмотреть возможность проведения дефектоскопии детали.
2.3.3 При осмотре поврежденного лопаточного аппарата подкомиссии должны:
выявить изменения, которые произошли за время эксплуатации, а также со времени предыдущего ремонта (приложение Д, формуляры 1, 2, 3):
механические повреждения:
забоины, надрывы, натиры, деформацию;
обрывы лопаток по высоте, неплотная посадка их хвостовых частей и т.д.;
обрывы и трещины в лопатках, бандажах, связях, дисках;
наличие и характер задеваний лопаток в радиальном и аксиальном направлениях;
степень и характер заноса солями, в особенности под бандажами, у отверстий под демпферную проволоку, износ от эрозии, коррозии;
наличие остаточной пластической деформации лопаток (общее удлинение или образование шейки, разворот, наклон).
Особое внимание обратить на:
переход от профильной части лопаток к хвостовой или к цельнофрезерованному бандажу в верхней части пера,
наличие в нижней части пера рисок - дефектов технологического характера, являющихся концентраторами местных напряжений,
входные и выходные кромки по всей длине лопатки,
зоны, примыкающие к шипу и вокруг отверстия под связь,
бандажную ленту, особенно у головок шипов,
места пайки бандажной проволоки, наличие в ней трещин, обрывов и характер излома,
положение демпферной проволоки, ее соответствие требованиям сборочных чертежей, наличие в ней трещин и обрывов,
следы натиров на проволоке,
соответствие температурных зазоров и зазоров по цельнофрезерованному бандажу требованиям сборочных чертежей,
стыки стеллитовых пластин и слой, защищающий от эрозии, нанесенный электроискровым способом, трещины и потемнения металла вследствие подкалки,
осевые и радиальные уплотнения на лопатках и бандажной ленте;
установить характер излома по типу силового воздействия: ползучести, коррозионной усталости, коррозионного растрескивания под напряжением или от статической нагрузки и др., руководствуясь правилами приложения В;
проверить чистоту поверхности, отсутствие деформаций и механических повреждений на направляющих лопатках, а также состояние заделки лопаток в полотно и обод диафрагмы.
При обнаружении излома хвостовика лопатки в пазу диска, а также в случае если типовые поломки лопаток ступени происходили неоднократно на данной турбине или других турбинах экспертируемой или других электростанций, разлопачивается вся ступень и проводится осмотр лопаток по вышеизложенным правилам.
При обнаружении повреждений хотя бы одной лопатки контролируемой ступени или аналогичных ступеней многопоточных турбин провести дефектоскопию 100% лопаток одним из неразрушающих методов контроля (см. приложение Б).
Поврежденные рабочие лопатки и связи должны быть заменены или подвергнуты восстановительному ремонту. При ремонте необходимо руководствоваться нормами контроля, приведенными в РД 153-34.1-17.462 (приложение А).
2.3.4 При осмотре дисков цельнокованых роторов и насадных дисков особое внимание обратить на возможные дефекты (трещины, язвины, эрозионный износ) в следующих зонах: на концевых частях валов, на гребнях, ободе, полотне, ступице, в отверстиях разгрузочных и под заклепки, вокруг отверстий, шпоночных пазов (на снятых дисках). Заполнить формуляр 1 приложения Д.
2.3.5 При осмотре роторов обратить внимание на следующие факторы:
- характер излома (усталостный, статический);
- очаг разрушения;
- наличие задеваний;
- состояние тепловых канавок (наличие трещин, соответствие чертежным размерам);
- соответствие радиусов переходных галтелей чертежным.
На поврежденных дисках цельнокованых роторов осмотреть обод, зоны заклепок, разгрузочных отверстий, полотно, ступицу, галтели, лопатки.
При повреждении ротора необходимы сведения о пусках турбины по годам, а также зафиксированный на электростанции характер нарушений режимов во время эксплуатации (количество пусков, в том числе из холодного, неостывшего и горячего состояния; количество аварийных остановов; искривление вала, повышенная вибрация, повреждения подшипников, расхолаживание, попадание посторонних предметов, нарушение режима, резкое падение температуры). Эти данные указать в таблице (см. приложение Д, формуляр 1).
Установить место расположения дефекта и размеры обнаруженной трещины для составления точной схемы разрезки ротора с целью последующего исследования металла. Провести дефектоскопию ротора, особое внимание обратив на зону вблизи места повреждения в связи с возможным наличием в ней дополнительных дефектов и трещин.
2.3.6 Факторы, ответственные за коррозионное растрескивание деталей в зоне фазового перехода, определяются совокупностью следующих условий:
- конструкцией турбин и деталей (лопаток, дисков, роторов);
- условиями эксплуатации турбин;
- состоянием водно-химического режима пара и питательной воды;
- состоянием металла (способом выплавки, механическими свойствами, химическим составом, структурой).
При осмотре поврежденных деталей особое внимание следует обратить на наличие питтинговой коррозии, трещин, количество и характер отложений.
Солевые отложения для химического анализа отбираются до проведения очистки деталей.
При детальном осмотре:
- описывают количество коррозионных повреждений освобожденных от отложений и специально зачищенных деталей;
- фиксируют состояние поверхности (усредненное по количеству зачищенных лопаток данной ступени) с выпуклой и вогнутой сторон пера в прикорневом сечении, в середине и на периферии пера;
- оценивают диаметр максимальных питтингов и их плотность;
- делают качественное описание распределения коррозионных повреждений по перу лопатки или диска;
- отдельно описывается состояние входных и выходных кромок лопаток.
Примеры коррозионных повреждений лопаток и дисков ступеней, расположенных в зоне фазового перехода турбин разных предприятий-изготовителей, приведены в приложении В.
Для более полного представления о характере повреждений проводится дефектоскопия (в доступных местах МПД, ТВД, ЦД) всей поверхности поврежденного диска.
Трещины на выходных кромках рабочих лопаток, а также в зоне осевых шпоночных пазов дисков обнаруживаются методом ультразвуковой дефектоскопии. Места расположения трещин и питтингов на поверхности лопаток и дисков и их размеры должны быть указаны на эскизе.
В случае обнаружения коррозионного растрескивания, питтнинговой коррозии с потерей профиля или общей коррозии на диске последний должен быть демонтирован для проведения последующей дефектоскопии неразрушающими методами контроля и установления возможности дальнейшей его эксплуатации.
Нормы контроля металла лопаток и дисков ступеней в зоне фазового перехода турбин разных предприятий-изготовителей приведены в РД 34.30.507 "Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода" (см. приложение А).
2.3.7 Результаты осмотра поврежденных деталей оформляются протоколом. К нему должны быть приложены фотографии и эскизы поврежденных частей лопаток и дисков с описанием характера изломов, состояния поверхностей и очагов разрушения.
2.3.8 По результатам осмотра поврежденных деталей ротора и в зависимости от характера повреждения должны быть заполнены следующие формуляры 1-8 (см. приложение Д):
формуляр 1 - Повреждение и изменение состояния деталей ротора в процессе эксплуатации и ремонта,
формуляр 2 - Эрозионный износ лопаток и дисков,
формуляр 3 - Коррозионный износ лопаток и дисков,
формуляр 4 - Анализ химического состава и механических свойств металла поврежденных деталей,
формуляр 5 - Анализ микроструктуры металла поврежденных деталей,
формуляр 6 - Результаты испытаний на вибрацию лопаток,
формуляр 7 - Состав отложений в проточной части турбины,
формуляр 8 - Данные вибрации опор подшипников.
2.4 Анализ изломов и качества металла
2.4.1 Необходимо описать строение излома поврежденной детали: расположение очага (очагов) разрушения, направление распространения трещины. Излом классифицируют по характеру разрушающей нагрузки, если возможно оценивают разрушающую нагрузку, выдвигают гипотезу о возможной причине разрушения. При необходимости намечают план дальнейшего исследования: составляют схему разрезки излома для подробного микрофрактографического исследования и заключения о его классификации. Подробнее об изломах см. в приложении Г.
2.4.2 Для определения качества металла поврежденных деталей необходимо:
- установить методом стилоскопирования или химического анализа соответствие химического состава металла поврежденных лопаток, дисков и роторов нормам технических требований; о лопатках, дисках и роторах, в случае необходимости, получить сертификатные данные с предприятия-изготовителя;
- определить механические свойства стали или сплава после разрезки поврежденной детали. Нормативные данные о химическом составе и механических свойствах материалов лопаточного аппарата, дисков и роторов приведены в приложении Е; в приложении Ж даны указания для изготовления образцов и предварительной оценки прочности металла;
- провести металлографический анализ металла лопаток, дисков и роторов для определения микроструктурного состояния, наличия микротрещин, питтингов или микропиттингов, характера их расположения и развития в глубину металла. В справочном приложении В приводятся описания некоторых микроструктур, обуславливающих низкое качество металла лопаток и их повреждение.
Химический анализ, а также исследования механических характеристик и микроструктуры металла лопаток, дисков и роторов проводятся специализированной лабораторией. Для анализа должен быть взят металл как поврежденных, так и неповрежденных лопаток, а у дисков и роторов - вблизи и вдали от места повреждения данной детали. В местах задеваний дисков и роторов измеряется твердость металла. Ее значение сравнивается с таковым вдали от места задеваний. По возможности подкаленный слой удаляется зачисткой. После его удаления проводится контрольное измерение твердости.
Результаты анализа состояния металла представляются в виде формуляров 4 и 5 приложения Д.
В приложении И приведены примеры металлургических дефектов и отклонений в режимах при термообработке сталей и в технологии их изготовления, приводящих к повреждению деталей.
2.5 Оценка прочности лопаточного аппарата. Проверка правильности установки лопаток
2.5.1 Для оценки прочности лопаток необходимо использовать данные их расчета, включающие сведения о статических напряжениях парового изгиба и от действия центробежных сил.
2.5.2 Если поломка лопатки произошла по конструктивному концентратору напряжений (например, переходные галтели, радиусы кромок), необходимо определить соответствие фактически выполненных радиусов требованиям предприятия-изготовителя.
Для установления соответствия профиля лопаток заводским чертежам следует обмерять профиль поврежденных и неповрежденных лопаток по наибольшему сечению профиля ![]() , хорде лопатки
, хорде лопатки ![]() , толщине выходной кромки
, толщине выходной кромки ![]() (рисунок 2).
(рисунок 2).
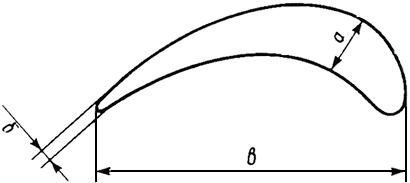
Рисунок 2 - Профиль рабочей лопатки
2.5.3 Для проверки правильности установки лопаток следует проверять соответствие радиальных и аксиальных навалов требованиям предприятия-изготовителя.
2.6 Анализ вибрационных характеристик лопаток ступени и общей вибрации турбоустановки
2.6.1 Для оценки вибрационной надежности ступени необходимо использовать заводские и станционные данные о частотных характеристиках, а также о вибрационной отстройке поврежденной ступени. Частотные характеристики должны включать спектр собственных частот колебаний от наинизших до зоны частот ![]() где
где ![]() - рабочая частота вращения,
- рабочая частота вращения, ![]() - количество направляющих лопаток поврежденной ступени.
- количество направляющих лопаток поврежденной ступени.
2.6.2 Если для установления причины повреждения требуется определить фактическое вибрационное состояние лопаточного аппарата, необходимо провести подробные вибрационные испытания поврежденной ступени со снятием всего спектра собственных частот колебаний лопаток при наличии норм контроля для данной ступени на электростанции.
По результатам испытаний должна быть сделана оценка вибрационной отстройки ступени (приложение К).
Помимо отстраиваемых форм колебаний необходимо учитывать и неотстраиваемые высокочастотные формы, при которых (для определенных условий) в проточной части турбины может произойти поломка лопаток.
2.6.3 Установить возможное изменение расположения бандажных связей, пакетирования лопаток, каких-либо других реконструкций лопаток поврежденной ступени, не согласованных с предприятием-изготовителем.
2.6.4 Все данные о вибрационных характеристиках лопаточного аппарата представляются в виде формуляра 6 приложения Д.
2.6.5 Для оценки общей вибрации турбоустановки необходимо собрать сведения о вибрации опор подшипников (формуляр 8 приложения Д). Период, за который собираются указанные сведения, определяется характером повреждений. В особых случаях необходимо собрать данные как стационарной, так и переносной аппаратуры, а также имеющиеся спектры вибрации опор турбоустановки.
Рекомендации по анализу вибрационного состояния турбоагрегата для выяснения причин повреждения лопаточного аппарата даны в приложении К.
2.7 Анализ водно-химического режима
Анализ водно-химического режима необходимо проводить во всех случаях выявления каких-либо механизмов коррозионного повреждения деталей проточной части турбины.
Для этого необходимо собрать и проанализировать:
- методы и частоту проведения пароводокислородной очистки (ПВКО) пароводяных трактов;
- методы и частоту реагентных и безреагентных промывок проточной части;
- методы консервации турбины в период ее остановов;
- режимы работы блочной обессоливающей установки (БОУ);
- величину пропуска конденсата помимо БОУ;
- частоту и способы регенерации ФСД (для блоков СКД);
- случаи и источники попадания масла в тракт турбины;
- присутствие потенциально кислых органических соединений;
- качество пара, питательной, котловой и обессоленой воды;
- качество конденсата турбины;
- данные количественной и качественной оценок отложений, образовавшихся на проточной части турбины. Эти сведения заносятся в формуляр 7 (см. приложение Д);
- сведения автоматического контроля за солесодержанием концентрированных проб и результаты контроля за первичным конденсатом.
Качество свежего пара перед турбиной должно удовлетворять существующим нормам ПТЭ (см. п.7 приложения Б) и циркуляру МВК Ц-07-83(Т) (см. приложение А).
3 АНАЛИЗ МАТЕРИАЛОВ РАССЛЕДОВАНИЯ И ПРИНЯТИЕ РЕШЕНИЯ КОМИССИЕЙ
На основании РД 34.20.801 "Инструкция по расследованию и учету технологических нарушений в работе энергосистем электростанций, котельных, электрических и тепловых сетей" (см. приложение А) и всего комплекса работ комиссия составляет Акт расследования, в котором приведены характеристика и уровень технического состояния оборудования на момент обследования.
Комиссия при расследовании выявляет и описывает все причины возникновения и развития нарушения, а также причинно-следственные связи между ними. Комиссия имеет право по результатам анализа всех представленных материалов по восстановлению оборудования дать следующие рекомендации:
- оставить поврежденные лопатки, связи, диски, роторы в работе после проведения их ремонта и контроля;
- принять решение о частичной или полной замене лопаток и связей на колесе, насадных дисков;
- вывести оборудование из эксплуатации;
- оставить в эксплуатации на ограниченный срок и назначить необходимый контроль за металлом деталей ротора в объеме и в срок, которые она сочтет необходимыми, но меньшими, чем предписывает инструкция (РД 153-34.1-17.421, приложение А);
- назначить дополнительные исследования, а в случае невыявленной причины повреждения провести дополнительные исследования.
Рекомендации комиссии должны сопровождаться техническими документами, обосновывающими принятое решение. Копии Акта технического расследования со всеми приложениями должны представляться членам комиссии по их запросу.
Приложение А
(справочное)
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ,
НА КОТОРЫЕ ИМЕЮТСЯ ССЫЛКИ В РД 153-34.1-17.424-2001
|
Обозначение НД |
Наименование НД |
Номер пункта |
|
ГОСТ 1497-84 |
Металлы. Методы испытания на растяжение |
Приложение Ж |
|
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки и технические требования |
Приложение В | |
|
ГОСТ 9454-78 |
Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах |
Приложение Ж |
|
ОСТ 108.020.03-82 |
Заготовки лопаток турбин и компрессоров штампованные из коррозионно-стойкой и жаропрочной стали. Общие технические требования |
То же |
|
ТУ 108.1028-81 |
Химический состав и механические свойства марок стали для насадных дисков паровых турбин |
Приложение Е |
|
ТУ 108.1029-81 |
Химический состав и механические свойства марок стали для роторов паровых турбин |
То же |
|
ТУ 302.02.155-92 |
Химический состав и механические свойства стали 26ХН3М2ФАА (УВРВ) для роторов и насадных дисков (ТУ ОАО "ЛМЗ") |
-"- |
|
Методические указания по предотвращению коррозионных повреждений дисков и лопаточного аппарата паровых турбин в зоне фазового перехода |
2.3.6 | |
|
РД 153-34.1-17.421-98* |
Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций (М.: СПО "ОРГРЭС", 1999) |
3 |
|
________________ | ||
|
Методические указания о порядке оценки работоспособности рабочих лопаток паровых турбин в процессе изготовления, эксплуатации и ремонта (М.: АООТ "ВТИ", 2000) |
2.3.3 | |
|
Методические указания по выявлению структурной неоднородности в металле лопаток последних ступеней ЧНД паровых турбин из стали ЭИ961-Ш в зоне припайки стеллитовых пластин |
Приложение Е | |
|
Инструкция по расследованию и учету технологических нарушений в работе энергосистем, электростанций, котельных, электрических и тепловых сетей |
1.2 | |
|
РТМ 108.021.03-77 |
Формы колебаний лопаток, подлежащих отстройке |
Приложение К |
|
Циркуляр МВК |
Нормы качества свежего пара перед турбинами ТЭС на давление 12.8 и 23,5 МПа |
2.7 |
Приложение Б
(рекомендуемое)
ПЕРЕЧЕНЬ ОСНОВНЫХ НОРМАТИВНЫХ ДОКУМЕНТОВ,
ИСПОЛЬЗУЕМЫХ ПРИ КОНТРОЛЕ ЗА МЕТАЛЛОМ
ПОВРЕЖДЕННЫХ ДЕТАЛЕЙ ПАРОВЫХ ТУРБИН
1 ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования
2 ГОСТ 21105-87. Контроль неразрушающий. Магнитно-порошковый метод
3 ОСТ 21105-87. Контроль неразрушающий. Методы акустические. Общие положения
4 РД 17.409-82. Инструкция по ультразвуковому контролю лопаток паровых турбин
5 ГОСТ 12503-75. Сталь. Методы ультразвукового контроля. Общие требования
6 МР 108.7-86 Методические рекомендации. Оборудование энергетическое. Расчеты и испытания на прочность. Расчет коэффициентов интенсивности напряжений
7 Рекомендации по контролю микроструктуры металла методом оттисков. (М.: СЦНТИ ОРГРЭС, 1969)
8 ОСТ 34-70-690-96. Метал паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации
9 Временная инструкция по выявлению трещиноподобных дефектов в тепловых канавках роторов турбин индикаторами ИГТ-02. (М.: ВТИ, 1989)
10 РД 34.17.421-92. Контроль галтелей дисков цельнокованых роторов
11 Инструкция и методика по контролю осевых каналов роторов турбин вихретоковым комплексом "Ротор" - Свердловск, (г.Челябинск: Урал ВТИ, 1991)
12 РД 34.17.411-84. Методические указания по определению длительной прочности теплоустойчивых сталей методом горячей длительной твердости
13 ОСТ 108.004.109-96. Металл паросилового оборудования электростанций. Методы металлографического анализа в условиях эксплуатации
14 РД 24.033.02-88. Методические указания. Лопатки стационарных паровых турбин. Расчет на прочность
15 РД 34.17.449-97. Методика вихретокового контроля лопаток паровых турбин тепловых электрических станций дефектоскопом "Зонд ВД-96"
16 Информационное письмо ОАО "ЛМЗ" N 510-753-190. Указание по осмотру, контролю и ремонту роторов, рабочих колес, дисков, рабочих лопаток и корпусов низкого давления паровых турбин ОАО "ЛМЗ"
17 Информационное письмо ОАО "ТМЗ" N ТМТ-116035. Инструкция по обследованию эрозионного износа рабочих лопаток 23(26), 24(27) 25(28) ступеней турбин Т-175/210-130, Т-185/220-130-2, ПТ-135/165-130, ПТ-140/165-130-2
18 Информационное письмо ОАО "ТМЗ" N ТМТ-115985. Инструкция по обследованию эрозионного износа рабочих лопаток последних ступеней турбин ПТ-50/60-130/7 (24 ст.), Т-50/60-130 (25 ст.), Т-60/65-130 (25 ст.), Т-100/120-130 (25, 27 ст.), Т-100/120-130-2 (25, 27 ст.), Т-100/120-130-3 (25, 27 ст.), Т-110/120-130-4 (25, 27 ст.), Т-110/120-130-5 (25, 27 ст.), Т-116/125-130-7 (25, 27 ст.), Т-118/125-130-8 (25, 27 ст.), Т-115/125-130-1 (25 ст.), ПТ-90/120-130/10-1 (25 ст.)
19 Информационное сообщение N 156 ОАО "ТМЗ" N ТМТ-116326, 2000 г. Инструкция по обследованию эрозионного износа рабочих лопаток 29(38), 30(39), 31(40) ступеней турбины Т-250/300-240
20 Информационное письмо ОАО "ТМЗ" N 2503.00159. Инструкция. Контроль травлением выходных кромок лопаток последних ступеней низкого давления паровых турбин
21 Инструкция АО "КТЗ" N 09574-10. Инструкция по проведению вибрационных испытаний облопачивания
22 СРД-98:
п.2.1. Проверка состояния лопаточного аппарата паровых турбин,
п.2.3. Предотвращение повреждений рабочих лопаток последних ступеней паровых турбин из-за эрозии их выходных кромок
23 Инструкция по контролю за металлом котлов, турбин и трубопроводов. Министерство энергетики и электрификации СССР, Главтехуправление по эксплуатации энергосистем. (М.: Союзтехэнерго, 1984)
24 Циркуляр МВК Ц-07-83 (Т). Нормы качества свежего пара перед турбинами ТЭС на давление 12,8 и 23,5 МПа
25 РД 50-345-82. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при циклическом нагружении
26 ГОСТ 25.506-85. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении
27 РД-50-338-82. Методические указания. Расчеты и испытания на прочность. Порядок разработки межотраслевых методических указаний на методы расчета и испытаний
Приложение В
(справочное)
ОБОБЩЕННАЯ ХАРАКТЕРИСТИКА ПОВРЕЖДАЕМОСТИ ДЕТАЛЕЙ,
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ ПОВРЕЖДЕНИЙ И МЕРОПРИЯТИЯ
ПО ПОВЫШЕНИЮ ИХ НАДЕЖНОСТИ
B.1 Обобщенная характеристика повреждаемости деталей
B.1.1 Статистика повреждений лопаточного аппарата турбоагрегатов России и СНГ показывает, что характер повреждаемости широк и разнообразен (таблицы B.1, B.2; рисунки B.1-В.5). За 30 лет эксплуатации имели место повреждения лопаточного аппарата, приведшие как к серьезным разрушениям турбоагрегатов, машинных залов и пожарам (см. таблицу B.2), так и к авариям с меньшими последствиями, однако существенно влияющими на эксплуатацию турбинного оборудования (см. таблицу B.1, рисунки В.3-В.5).
Таблица B.1 - Статистические данные о разрушениях рабочих лопаток последних ступеней РНД с обрывом или трещиной у корня
|
ГРЭС |
Тип турбины |
Количество разрушений |
|
Конаковская |
К-300-240 |
6 |
|
Сырдарьинская |
К-300-240 |
7 |
|
Экибастузская |
К-500-240 |
5 |
|
Каширская |
К-300-240 |
2 |
|
Запорожская |
К-800-240 |
1 |
|
Среднеуральская |
К-300-240 |
1 |
|
Черепетская |
К-300-240 |
1 |
|
Углегорская |
К-800-240 |
1 |
|
Лукомльская |
К-300-240 |
2 |
|
Рязанская |
К-300-240 |
1 |
|
Азербайджанская |
К-300-240 |
1 |
Таблица B.2 - Статистические данные о наиболее крупных авариях из-за вылета рабочих лопаток последних ступеней РНД, вызвавших разрушение турбоагрегата
|
Год |
ГРЭС |
Станционный номер турбины |
Наработка до повреждений, |
|
1972 |
Конаковская |
1 |
|
|
1967 |
Среднеуральская |
10 |
21000 |
|
1974 |
Конаковская |
4 |
54569 |
|
1975 |
Черепетская |
6 |
68121 |
|
1981 |
Сырдарьинская |
4 |
35569 |
|
1982 |
То же |
7 |
18000 |
|
1985 |
-"- |
6 |
49005 |
|
|
|
|
5725 (После капитального ремонта) |
|
1990 |
- "- |
7 |
69511 |
|
1990 |
Экибастузская |
5 |
50910 |
|
1991 |
Азербайджанская |
1 |
65511 |
|
|
|
|
21058 (После капитального ремонта в 1987 г.) |
|
Примечание - На всех станциях установлены турбины К-300-240, кроме Экибастузской, на ней смонтирована турбина К-500-240 | |||
|
Углегорская (1 случай) |
|
|
|
|
|
|
|
|
|
Славянская (1 случай) |
|
Углегорская (1 случай) |
|
Рязанская |
|
Сургутская-2 (1 случай) |
|
Сургутская-2 (4 случая) |
|
1986-1987 гг. |
|
1990-1991 гг. |
|
1995-1997 гг. |
|
1999 г. |
|
2000 г. |
Рисунок В.2 - Электростанции России и СНГ,
на которых происходили повреждения лопаточного аппарата турбоагрегатов 800 МВт
Рисунок В.3 - Разрушение обода диска из-за задеваний 49-й ступени РНД-2
турбоагрегата К-800-240-3 (ст. N 6) Рязанской ГРЭС

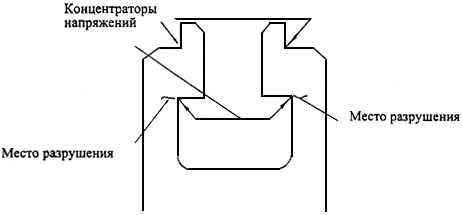
Рисунок В.5 - Эскиз и схема повреждений диска 18-й ступени РСД
турбоагрегата Т-175/210-130 (ст. N 2) Барнаульской ТЭЦ-3 (02.03.96 г.)
Пожары и разрушения турбоагрегатов и машинных залов происходили при вылете группы рабочих лопаток последних ступеней ЦНД турбоустановок 300 и 500 МВт (см. таблицу В.2). Коррозионные повреждения, пониженная частота в сети, эрозионный износ, наработка, приведшая к накоплению усталостных повреждений, дефекты и повреждения бандажных связей, качество свежего пара, ошибки и недостатки при эксплуатации - таков круг причин вышеуказанных масштабных аварий на Сырдарьинской, Азербайджанской и Экибастузской ГРЭС. Эти аварии породили научно-технические проблемы, связанные с необходимостью ограничить их разрушительные последствия для машинных залов электростанций и предотвратить поломки лопаток последних ступеней ЦНД под корень и др. Предлагаемые ВТИ противопожарные мероприятия ограничивают масштабы разрушений и отключают маслонасос по комплексному сигналу, имеющему высокие уровни виброскоростей по показаниям штатной аппаратуры. Предложены пути уменьшения накопления повреждаемости металла при пусконаладочных работах, прорабатываются вопросы профилактики таких повреждений во время ремонтов.
Весома роль повреждений лопаточного аппарата турбоагрегатов большой мощности. Повреждения цельнофрезерованного бандажа последней ступени ЦНД-1 турбоагрегата 1200 МВт Костромской ГРЭС (рисунок В.6) позволяют оценить уровень эрозионного износа вершин рабочих лопаток, при котором в реальных условиях с учетом периода освоения блока, временного характера активной нагрузки и конструктивных особенностей бандажа произошел отрыв металла вершины лопатки. Анализ таких повреждений важен также для быстроходных турбоагрегатов 1000 МВт, используемых в атомной энергетике, из-за унификации цилиндра низкого давления. Повреждения диска 4-й ступени РНД турбоагрегата 800 МВт Рязанской ГРЭС по заклепочному соединению (см. рисунки В.3, В.4) заставляют их анализировать и разрабатывать средства контроля для конкретного типа повреждений. Повреждение лопаток 2-й ступени РВД турбоагрегата 800 МВт Сургутской ГРЭС-2 с учетом особенностей вибросостояния турбоагрегата и наладки автоматов безопасности требует дальнейшей проработки вопроса о контроле качества облопачивания во время ремонта в условиях электростанции. Поиски оптимальных решений для снижения эрозионного износа вершин рабочих лопаток последних ступеней ЦНД турбоагрегатов 300 МВт ОАО "Турбоатом" с помощью парового щита (рисунок В.7), несмотря на существующий опыт, были неудачными и в результате были повреждены ступени турбоагрегатов не только Ставропольской ГРЭС (рисунок В.8). При дальнейшей эксплуатации необходимо учитывать повреждения рабочих лопаток ЦНД турбоагрегата 500 МВт Назаровской ГРЭС, произошедшие при наработке примерно 44 тыс. ч при эксплуатации агрегата перед повреждением с пониженной частотой сети в энергосистеме.

Рисунок В.6 - Эрозионный износ и силовой отрыв вершин рабочих лопаток
и бандажа РНД-1 турбоагрегата К-1200-240-3 (ст. N 9) Костромской ГРЭС
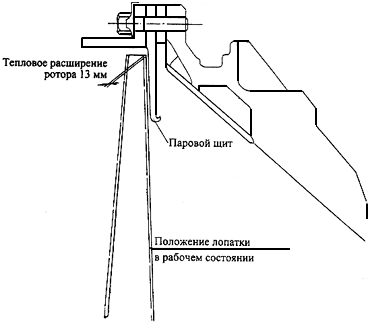
Рисунок В.8 - Эрозионный износ вершин рабочих лопаток 3-го потока 5-й ступени ЦНД
турбоагрегата К-300-240 (ст. N 1) Ставропольской ГРЭС
Опыт эксплуатации турбин Т-175-130 и Т-185-130 до 60 тыс. ч показал, что из 17 турбин этого типа имело место коррозионное растрескивание семи дисков 16-й и восьми дисков 18-й ступени в районе защелок. Три диска 18-й ступени имели повреждения в виде трещин коррозионного растрескивания под напряжением от верхних углов Т-образного паза обода. На двух турбинах разрушения ободов привели к тяжелым авариям. Для предотвращения таких повреждений разработан и утвержден РД 34.17.450-98 "Методические указания по ультразвуковому контролю (без разлопачивания обода диска) в районе верхних концентраторов Т-образного паза.
Повреждения дисков и рабочих лопаток теплофикационных турбоагрегатов 175 МВт Омской ТЭЦ-5 и Барнаульской ТЭЦ-9 (см. рисунок В.5), работающих в зоне фазового перехода, происходили при наличии галтельных концентраторов. Однако проблема соблюдения норм качества свежего пара продолжает влиять на процесс зарождения и развития таких повреждений. На повестке дня стоит вопрос о повышении качества свежего пара как средства, способствующего сокращению количества возможных повреждений рабочих лопаток и дисков, и доведении эксплуатационных нормативов, в том числе по показателю удельной электропроводности, до современных международных норм.
В 2000 г. на Сургутской ГРЭС-2 произошли две аварии рабочих лопаток последней ступени РНД-3 турбины К-800-240-5 (ст. N 2).
Причиной первой аварии явился обрыв рабочей лопатки 60-й ступени РНД-3 по отверстию второго ряда демпферной проволоки. Трещина развивалась от кромки отверстия в сторону входной кромки лопатки. Дефектоскопический контроль выявил еще на семи лопатках этой ступени трещины, идущие от кромок отверстий второго ряда демпферной проволоки, и на одной лопатке 55-й ступени - на расстоянии 40 мм от отверстия - трещину от входной кромки между стеллитовыми пластинами.
Причиной второй аварии явился обрыв рабочей лопатки 35-й ступени РНД-1 на расстоянии 215 мм от бандажной полки. Дефектоскопическим контролем выявлены трещины длиной от 5 до 30 мм еще на семи лопатках этой ступени. Все трещины развивались от входной кромки между верхним ярусом демпферной связи и бандажными полками, а зарождались между стыками стеллитовых пластин.
Материал лопаток - мартенситная сталь 13Х11Н2В2МФ-Ш (ЭИ961-Ш), термообработанная на КП 75. Профиль лопатки 1400 мм, длина 960 мм.
Лопатки после первой аварии отработали 45 тыс. ч, а после второй - 15 тыс. ч.
Исследования показали, что образование и развитие трещин в обоих случаях связано с наличием в лопатках подкаленных зон металла в районе припайки стеллитовых пластин. Структура этих зон - мартенсит твердостью 385-420 НВ вместо структуры отпущенного сорбита твердостью 248-302 НВ по ОСТ 108.020. Таким образом, образование трещин в лопатках связано с нарушениями технологии их изготовления, проявившимися в локальной подкалке металла в зоне стеллитовых противоэрозионных пластин на входной кромке. На рисунке В.9 показаны микроструктура металла с зонами повышенной травимости и трещины в стеллите лопаток 60-й ступени турбины К-800-240 Сургутской ГРЭС-2.
Рисунок В.9 - Макроструктура металла и трещина в стеллите рабочей лопатки 60-й ступени
турбоагрегата К-800-240 Сургутской ГРЭС-2
В 70-х годах имели место такие же характерные повреждения лопаток из стали 15Х11МФ последних ступеней ЧНД турбин К-300-240 ОАО "ЛМЗ". Пластины припаивались на предприятии-изготовителе ручным способом. После еще нескольких повреждений лопаток предприятиями-изготовителями было рекомендовано использовать автоматизированный процесс напайки стеллитовых пластин. В последующие периоды эксплуатации таких турбин разрушения лопаток по этой причине не наблюдалось.
Для повышения эксплуатационной надежности улучшена конструкция пера лопатки и применена более прочная мартенситная сталь ЭИ961-Ш для турбин 800 МВт. При этом вновь возникли проблемы с качеством припайки стеллитовых пластин и попаданием некондиционных лопаток в эксплуатацию.
Процесс накопления повреждений происходит более интенсивно при перегрузках турбоагрегата. Поэтому не случайно повышенное внимание к всемерному снижению перегрузок, возникающих при разгонных испытаниях автомата безопасности и паровоздушных расхолаживаниях цилиндров. Воздействие, которое оказала сконструированная система расхолаживания при развитии трещины ротора высокого давления турбоагрегата Т-110 Южно-Сахалинской ТЭЦ-1 (рисунок В.10), может проявиться и при формировании трещин в замковых соединениях рабочих лопаток и дисковых пазах. Достаточное количество серьезных повреждений лопаточного аппарата в 1995-1997 гг. произошло в момент проверки автомата безопасности (см. рисунок B.1).

Рисунок В.10 - Повреждение ротора ВД турбины Т-110/120-130-5 (ст. N 3) Южно-Сахалинской ТЭЦ-1
В практике эксплуатации наблюдаются случаи, когда турбинная ступень работает при отсутствии одной и более рабочих лопаток. В целом это недопустимо, особенно длительное время, так как перегрузки рабочих лопаток, находящихся в непосредственной близости к отсутствующей полностью или частично лопатке (лопаткам), создают условия для ускоренного накопления повреждений соседних с поврежденной рабочих лопаток. Такие случаи должны исключаться.
Нерасчетные динамические нагрузки передаются на рабочие лопатки и приводят к накоплению повреждений по длине пера, в хвостовике и на ободе дисков, в том числе и как результат разнотипных нарушений нормального вибрационного состояния. Статистика нарушений нормального вибрационного состояния турбоагрегатов включает случаи накопления повреждений от прогиба роторов, различных задеваний в проточной части, пусков из капитальных ремонтов с весомым остаточным дисбалансом и возможными осложнениями при проведении виброналадочных работ от кратковременных, но высоких уровней вибрации опор. Такое накопление повреждаемости в большей степени скрыто при выявлении причин технологических нарушений, однако оно неизбежно вносит свой вклад в общую картину. Таким образом, вопрос о нарушениях нормального вибрационного состояния неизбежно присутствует при выявлении причин повреждений рабочих лопаток.
В общем объеме повреждений лопаточного аппарата весома доля повреждений, причинами которых являются ошибки оперативного персонала при эксплуатации оборудования. Исключение этих ошибок, повышение уровня и качества эксплуатации - важный фактор снижения повреждаемости.
Неудовлетворительные динамические характеристики валопровода, вызывающие затруднения и в ряде случаев неизбежно высокий уровень вибрации при виброналадке, также способствуют накоплению повреждений в дисках и лопатках.
Принимая во внимание вышеизложенное, для дальнейшего снижения повреждаемости лопаточного аппарата требуется выполнить следующие мероприятия:
- повысить технический уровень эксплуатации турбинного оборудования и исключить ошибки оперативного персонала;
- запретить эксплуатацию в режимах, приводящих к повышенному накоплению повреждений лопаточного аппарата, особенно турбоагрегатов со ступенями, выработавшими свой парковый ресурс. К таким режимам в первую очередь следует отнести работу с отклонениями по частоте сети, малорасходные режимы эксплуатации агрегатов во избежание появления срывных колебаний рабочих лопаток, необоснованные срывы вакуума, жесткие синхронизации, повышенные (по сравнению со среднетиповыми) колебания реактивной нагрузки, работу с нарушением нормального вибрационного состояния и виброналадки с высокими промежуточными уровнями вибрации, перегревы выхлопов турбоагрегатов, приводящие к отрыву стеллитовых пластин, возможным повреждениям и концентраторам;
- использовать при эксплуатации оборудования профилактический контроль состояния лопаточного аппарата, данные вибродиагностических систем и систем контроля тепломеханических параметров;
- проводить ремонты без нарушений технологии установки рабочих лопаток при облопачивании, профилактические работы для накопления данных о частотных характеристиках облопаченных ступеней с целью выявления скрытых трещин;
- применять вихретоковый контроль рабочих лопаток и дисков;
- поддерживать на электростанциях нормативный уровень качества свежего пара и питательной воды, предотвратить образование окалины в трактах промперегрева паровых котлов;
- продолжать совершенствовать системы контроля и диагностики лопаточного аппарата, вибродиагностики и мониторинга, использовать при анализе повреждений лопаточного аппарата результаты работы экспертной системы контроля качества эксплуатации, отраженные в приказе N 307 РАО "ЕЭС России";
- совершенствовать технические условия на изготовление энергетического оборудования с целью снижения дефектов изготовления, создающих концентраторы напряжений и как следствие повреждаемость;
- целесообразно проводить работы по созданию на поверхности рабочих лопаток остаточных напряжений сжатия, особенно в прикорневых зонах.
B.1.2 Проблема вибрационной надежности рабочих лопаток (ЧНД) мощных турбоагрегатов весьма актуальна. При анализе причин повреждений этих лопаток наряду с влиянием других факторов все чаще приходится констатировать воздействие коррозии. Причем оно наблюдается практически в любых сечениях по высоте лопатки.
Наиболее отчетливо коррозия проявилась на рабочих лопатках 3-й и 4-й ступеней ЧНД турбин 300 МВт, работающих в зоне расширения пара вблизи линии насыщения.
Проблема вибрационной надежности рабочих лопаток ЧНД мощных турбин не нова. В середине 70-х годов в результате подробного изучения сталей различных марок ОАО "НПО ЦКТИ" был разработан ОСТ 108.020.03 на заготовки лопаток, штампованных из коррозионно-стойких и жаропрочных сталей (см. приложение А). Этим ОСТ был введен новый режим термообработки крупных лопаток: закалка при сниженной температуре до (1000+10) °С, отпуск при 680-700 °С. Снижение температуры закалки привело к получению более однородной структуры по длине и сечению лопаток, повышению демпфирующей способности материала (на 10-15%) и смещению критической температуры хрупкости в зону более низких значений. Помимо использующихся материалов (сталей 12Х13, ЭИ802 и др.), в ОСТ были включены стали 20Х13, ЭП291, ЭИ961, применявшиеся ранее для других ступеней. Основным материалом для рабочих лопаток 4-й и 5-й ступеней была рекомендована сталь 15Х11МФ-Ш, которая уступает стали ЭИ802 в значении предела усталости, но обладает большей пластичностью и долговечностью. За рубежом для лопаток используют материалы, весьма близкие отечественным: 12%-ные хромистые стали или стали на их основе, легированные молибденом, вольфрамом, титаном. Вместо никеля и алюминия обычно добавляют ванадий и марганец. Особое внимание обращают на получение гомогенной структуры стали, что повышает сопротивляемость металла коррозии.
В связи с обострением проблемы язвенной коррозии в 80-е годы ВТИ совместно с ОАО "Турбоатом" были исследованы условия воздействия коррозии на лопатки ЧНД турбин К-300-240 и К-500-240 ХТЗ после эксплуатации в течение 20-130 тыс. ч.
Лопатки 2-й и 3-й ступеней были изготовлены из стали 12Х13, лопатки 4-й ступени - из сталей ЭИ802 и 15Х11МФ. Язвенная коррозия была обнаружена на 65% рабочих лопаток 3-й ступени, 88% лопаток 4-й ступени и практически отсутствовала у рабочих лопаток 2-й ступени. Наибольшее количество повреждений было зафиксировано на рабочих лопатках 3-й ступени, работающих при 150 °С.
Как показали исследования, химический состав материала рабочих лопаток 3-й ступени соответствовал требованиям ГОСТ 5632 (см. приложение А). Содержание углерода было примерно одинаковым (0,14-0,15%), хрома - различным (больше и меньше 13,5%). При повышенном содержании хрома (13,5% и более) коррозионные повреждения появлялись только через 50-100 тыс. ч эксплуатации, а в некоторых случаях лопатки работали без повреждения максимальное время (130 тыс. ч). Влияние содержания серы, углерода и фосфора в стали 12Х13 на интенсивность язвенной коррозии не было установлено. Механические свойства металла рабочих лопаток 3-й ступени, как правило, соответствовали приведенным в ОСТ 108.020.03 (см. приложение А). Лишь в отдельных случаях были зафиксированы небольшие отклонения пластичности или относительного удлинения (![]() =14
=14![]() 18,5 при норме 20%), связанные с крупнозернистостью и грубоигольчатостью сорбита из-за нарушений режима термообработки. Вместе с тем у одной лопатки была обнаружена крайне низкая и неоднородная пластичность материала, вызванная металлургическими дефектами типа волосовин, расположенных вдоль оси лопатки: относительное удлинение на продольных образцах составляло 2,7-14 в зоне хвостовика и 5,7-24% в верхней части лопатки. Отмечены случаи неудовлетворительной шлифовки поверхности лопаток. В частности, одна из них сломалась по корневому сечению через 20 тыс. ч эксплуатации из-за грубой поперечной риски на поверхности.
18,5 при норме 20%), связанные с крупнозернистостью и грубоигольчатостью сорбита из-за нарушений режима термообработки. Вместе с тем у одной лопатки была обнаружена крайне низкая и неоднородная пластичность материала, вызванная металлургическими дефектами типа волосовин, расположенных вдоль оси лопатки: относительное удлинение на продольных образцах составляло 2,7-14 в зоне хвостовика и 5,7-24% в верхней части лопатки. Отмечены случаи неудовлетворительной шлифовки поверхности лопаток. В частности, одна из них сломалась по корневому сечению через 20 тыс. ч эксплуатации из-за грубой поперечной риски на поверхности.
Механические свойства лопаток из стали 12Х13 и ЭИ802 после 100-130 тыс. ч эксплуатации практически не изменились; неизменными остались фазовый состав сталей и содержание хрома в карбидах (0,2%).
Микроструктура металла большинства исследованных лопаток состояла из сорбита и была характерна для металла после нормальной термообработки. В нескольких длительно работающих лопатках обнаружены повышенное количество свободного феррита (25-30%) или карбидная сетка по границам первичных зерен. Это уменьшает более чем в 3 раза (от 0,39 до 0,11) декремент затухания колебаний лопаток и в 1,5 раза количество циклов до разрушения образца (450 МПа при ![]() =380), увеличивает уровень напряжений в лопатках.
=380), увеличивает уровень напряжений в лопатках.
Минимальное время работы лопаток 4-й ступени до появления коррозии независимо от материала (сталь ЭИ802 или 15Х11МФ) составило 20-25 тыс. ч, что, повидимому, объясняется одинаковым содержанием хрома в обеих сталях.
В зоне усталостных трещин обычно наблюдаются межкристаллические трещины, свидетельствующие о высоком уровне напряжений на кромках лопаток. Однако были случаи поломок лопаток, не имевших следов питтинговой коррозии. Усталостные трещины были расположены ниже нижнего бандажного отверстия в месте резкого перехода к утолщению сечения лопатки вблизи выходной кромки. В связи с этим завод-изготовитель изменил конструкцию лопаток: увеличил их хорду и толщину выходной кромки.
Как показали исследования, отложения на лопатках 2-й и 3-й ступеней включают в себя хлориды и сульфаты натрия, которые вследствие образования электролитов высокой электрической проводимости во время продолжительных остановов турбин (при повышенной влажности среды) способны вызвать интенсивную коррозию. Кроме того, в отложениях найдены оксиды железа и меди, а также хромиты. Хотя содержание агрессивных веществ незначительно, они способствуют интенсификации процесса образования коррозионных питтингов на профиле пера.
Процесс разрушения материала лопаток под воздействием агрессивных сред начинается с образования язвин и растрескивания. Поврежденные зоны приобретают пониженную микротвердость металла, что способствует появлению усталостных трещин, и в результате происходит поломка лопаток вследствие повышенного уровня напряжений в ослабленном сечении. С помощью микроанализатора "Камека" было установлено, что содержание хрома на выходной кромке рабочей лопатки на разных участках коррозионной язвины крайне различно: от 0,4 до 29,8%. Кроме того, в зоне язвины обнаружены хромиты. Все это свидетельствует об интенсивных окислительных процессах, происходивших в зоне образования язвин.
Фрактографическое исследование изломов рабочих лопаток 3-й и 4-й ступеней ЧНД зафиксировало усталостный характер повреждений с очагами разрушения в зоне язвин, расположенных на выходной кромке или вблизи нее, а также в зоне ферритных зерен или границ раздела ферритной составляющей и сорбита. Таким образом, можно констатировать, что однородность сорбитовой структуры металла обеспечивает большую надежность его в условиях циклического нагружения.
Установленное исследованиями положительное влияние повышенного содержания хрома (более 13,5%) на вибропрочность лопаток, работающих в зоне фазового перехода, открывает путь к созданию более перспективных материалов для лопаток. При этом, как показывает зарубежный опыт, должны быть использованы не простые хромистые стали, а ферритно-аустенитные по типу разработанных в Германии: двухфазные - X8CrNiMo275 и X4CrNiMoNb257, содержащие 25-27% хрома, 2% молибдена, 5-7% никеля и ниобий.
Особо следует остановиться на титановых лопатках. В Германии и Японии считают, что более целесообразно применять не чистый титан, а титановые сплавы типа TiA16V4: как показал опыт, лопатки последних ступеней мощных турбин, изготовленные из этого материала, отработали без повреждений более 100 тыс. ч. Отечественный опыт применения титанового сплава для лопаток последней ступени турбины мощностью 300 МВт оказался также положительным; вместе с тем обнаружено, что титановые сплавы не имеют преимуществ перед сталью 15Х11МФ по эрозионному износу выходных кромок лопаток, хотя они и более стойки к питтинговой коррозии. Следует отметить перспективность использования титановых сплавов для лопаток, работающих в зоне фазового перехода, т.е. в наиболее агрессивной из-за коррозии части парового потока.
Заслуживает внимания положительный английский опыт применения высокожаропрочной дисперсионно-твердеющей стали, легированной медью.
Интенсивность коррозионных процессов определяется как правильностью выбора материала лопаток, так и качеством питательной воды. Улучшение качества питательной воды и пара может оказать решающее влияние на снижение количества повреждений лопаточного аппарата.
Существенное значение также имеет качество изготовления лопаточного аппарата - термообработка, механическая обработка лопаток, особенно процесс шлифовки и конструктивное выполнение выходных кромок. Подтверждением сказанному является рисунок В.11. Снижение повреждаемости 3-й ступени ЧНД турбоагрегатов 300 МВт ОАО "Турбоатом", начавшееся с 1980 г., происходило за счет повышения качества ремонтных работ и установки рабочих лопаток улучшенной конструкции. Большие возможности открываются при использовании специальных покрытий лопаток, предохраняющих их от действия агрессивных сред. По мнению ОАО "ЦНИИТМАШ", на поверхности должны создаваться остаточные напряжения сжатия, что обеспечит повышение надежности рабочих лопаток.
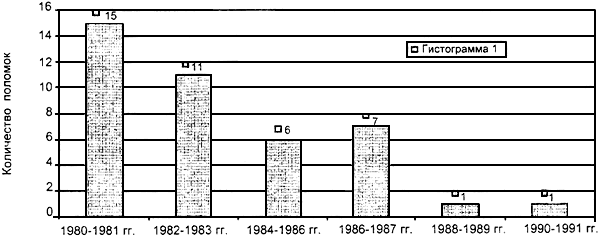
Рисунок В.11 - Снижение повреждаемости рабочих лопаток 3-й ступени ЧНД турбин К-300-240 ХТЗ
В.1.3 Роторы
В.1.3.1 Наиболее ярким примером повреждения роторов из-за исходных металлургических дефектов является авария турбины блока N 2 мощностью 225 МВт станции "Галлатин" (США), произошедшая 19 июня 1974 г.
При пуске турбины из холодного состояния произошло разрушение ротора среднего-низкого давления при частоте вращения 3400 об/мин. Номинальная частота вращения роторов турбин данного типа 3600 об/мин. Температура свежего пара на входе в турбину и пара после перегрева на входе в ЦСД составляет 565 °С. До аварии блок отработал 106 тыс. ч и имел 183 пуска из горячего и 105 пусков из холодного состояний.
Ротор СД-НД был изготовлен из Cr-Mo-V стали. При его изготовлении неразрушающий контроль роторов со стороны осевого канала не проводился. Слиток под заготовку ротора выплавлялся в трех отдельных электропечах, выложенных из основного огнеупора, с использованием двухшлаковой технологии. Вакуумная дегазация была еще не известна в период изготовления ротора (в 1954 г.).
Ротор разрушился на 30 крупных кусков (рисунок В.12). С помощью фрактографического анализа в очаге разрушения были обнаружены два единичных дефекта литья, выходящие на поверхность осевого канала и имеющие форму полуэллипса под 7-й ступенью РСД, и значительно большие по размеру аксиально-радиальные докритические трещины, проходящие через всю толщину данной части ротора (рисунок В.13).
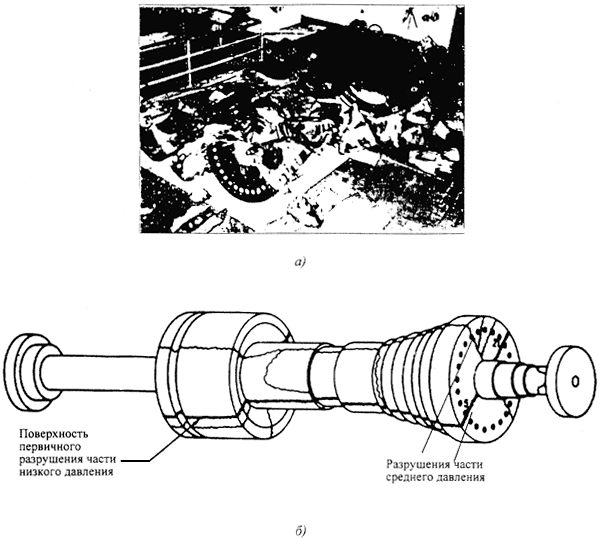
а - общий вид разрушения ротора; б - схема развития трещин в роторе.
Рисунок В.12 - Разрушение РСД-НД турбины 225 МВт на электростанции "Галлатин" (США)
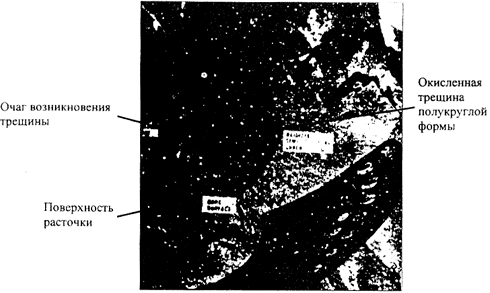
Рисунок В.13 - Кусок ротора ТЭС "Галлатин" с окисленной трещиной в изломе
Дефекты располагались в радиально-осевой плоскости на диаметрально противоположных сторонах окружности в зонах наиболее высокой плотности включений сульфида марганца, а также в зонах расслоения металла, возникших в процессе затвердевания слитка.
Протяженность наибольшего дефекта в момент разрушения составила 350 мм. Характер распространения трещины в очаге - межзеренный, при лавинообразном распространении в здоровом металле - внутризеренный скол с отчетливо наблюдаемыми фасетками по кристаллографическим плоскостям металла (рисунок В.14).
а - сегрегации неметаллических включений; в - распространение трещины по неметаллическим включениям;
б и г - в районах металлургических дефектов и хрупкого разрушения соответственно.
Рисунок В.14 - Фрактограммы излома ротора ТЭС "Галлатин"
Скопление включений типа сульфида марганца облегчило образование межзеренных трещин по механизму ползучести. При пуске турбины в феврале 1974 г. образовавшиеся трещины подросли до критического размера (на изломе ротора виден след ускоренного роста и остановки трещины). При следующем пуске турбины из холодного состояния в июне 1974 г. ротор разрушился.
Хрупкое разрушение ротора на электростанции "Галлатин" (США) после 106 тыс. ч эксплуатации из-за исходных металлургических дефектов, развившихся в эксплуатационные трещины, инициировало в нашей стране в конце 70-х годов работы по созданию средств и методов контроля высокотемпературных роторов турбин со стороны осевого канала. В разработке методов приняли участие ведущие специалисты ВТИ, ЛМЗ, ЦНИИТМАШ, ЦКТИ, УралОРГРЭС, УралВТИ, Донбасэнерго. Внимание прежде всего было уделено зоне осевого канала ротора. Для контроля этой зоны были предложены перископический осмотр поверхности осевого канала (ВК) для наблюдения за состоянием окалины, его поверхностью и качеством зачистки от окалины и непосредственно дефектоскопический контроль при магнитопорошковой дефектоскопии (МПД) поверхности канала для выявления поверхностных дефектов (разработка ЦНИИТМАШ и ЛМЗ), ультразвуковой контроль (УЗК) металла в районе осевого канала на глубину до 80 мм от его поверхности для выявления металлургических дефектов в глубине поковки (методики ЦНИИТМАШ, УралОРГРЭС, ВТИ, Донбасэнерго). Проведению МПД и УЗК предшествовала специальная операция по зачистке поверхности канала от окалины. Эта самостоятельная технологическая задача была решена предприятием "Ремэнергомеханизация" с помощью применения специально спроектированной хонинговальной головки. Позднее метод зачистки осевого канала от окалины был усовершенствован УралВТИ и УралОРГРЭС. Кроме названных методов контроля, был использован метод оценки накопленной деформации ползучести на поверхности осевого канала, разработанный ЦКТИ. По инициативе ВТИ исследовались микроструктура и твердость металла высокотемпературных ступеней роторов. Накопленную деформацию ползучести возможно было измерить только на роторах производства ЛМЗ и ТМЗ и только на тех из них, на поверхности осевого канала которых отсутствовали выборки, уступы и другие дефекты. Позднее (в 80-90-х годах) появились методы вихретокового контроля (ВТК) поверхности осевого канала по методике УралВТИ, зон концентраторов напряжений на наружной поверхности роторов (тепловые канавки, галтели, разгрузочные и заклепочные отверстия) и УЗК ободов дисков с Т-образным пазом без их разлопачивания по методикам ВТИ, ЛМЗ, ОРГРЭС.
С 1978 г. силами специализированных бригад началось комплексное обследование роторов на электростанциях, а с 1982 г. после выхода нормативного документа проведение этих работ стало обязательным для роторов турбин, отработавших проектный ресурс.
К настоящему времени проконтролировано более 200 высокотемпературных роторов турбин мощностью 25-800 МВт, проработавших от 50 до 400 тыс. ч.
Уже в первые годы внедрения методов контроля в районе осевого канала ряда роторов были выявлены протяженные дефекты, ориентированные вдоль их оси. Всего за более чем 20-летний опыт контроля роторов протяженные дефекты были выявлены примерно на каждом втором роторе турбин мощностью 25-100 МВт, изготовленном из стали 34ХМА, на 20-25% роторов турбин мощностью 150-500 МВт производства ОАО "Турбоатом", изготовленных из стали 20Х3МВФ (ЭИ415), и на 3-5% роторов турбин мощностью 50-800 МВт производства ЛМЗ и ТМЗ, изготовленных из стали 25Х1M1ФА (Р2, Р2МА). Для большинства роторов с дефектами назначался более частый контроль после различных сроков работы, производилась выборка дефектов путем расточки канала, вводились дополнительные ограничения на режимы эксплуатации турбин. Шесть роторов из-за выявленных дефектов были выведены из эксплуатации и три было рекомендовано вывести не позднее, чем через 2 года работы турбины в щадящем режиме.
Были выведены из эксплуатации следующие роторы:
1) Совмещенный ротор высокого-среднего давления из стали ЭИ415 турбины К-160-130 ХТЗ (ст. N 7) Иркутской ТЭЦ-10 после 137 тыс. ч эксплуатации. В районе промежуточных уплотнений ротора на расстоянии 40 мм от поверхности осевого канала методом УЗК был выявлен дефект условной протяженностью 60 мм и шириной 2,5-3,5 мм. Последующая разрезка ротора и исследование характера дефекта показали (рисунок В.15), что он представляет собой металлургический дефект, в составе металла которого были выявлены марганец, сера и кремний. За 137 тыс. ч работы эксплуатационные трещины от дефекта не развивались, а его размеры не ограничивали конструкционную прочность ротора. Исследования металла данного ротора позволили более уверенно продлевать ресурс эксплуатации других роторов с подобными дефектами.
а - схема расположения дефекта: 1 - выявленный дефект; 2 и 3 - 7-я и 8-я ступени соответственно;
б, в - выход дефекта на торцевую поверхность диска для разгонных испытаний (без увеличения
и при пятикратном увеличении); г - разрушенный диск после разгонных испытаний
Рисунок В.15 - Металлургический дефект в роторе ВД-СД турбины К-160-130 ХТЗ Иркутской ТЭЦ
2) Ротор среднего давления из стали ЭИ415 турбины К-300-240 ХТЗ (ст. N 4) Троицкой ГРЭС после 97 тыс. ч эксплуатации и 237 пусков. В районе первых четырех наиболее высокотемпературных ступеней ротора при контроле осевого канала была выявлена дефектная зона протяженностью 650 мм (рисунок В.16). В этой зоне методом УЗК были обнаружены 45 внутренних дефектов условной протяженностью до 100 мм и шириной (эквивалентный диаметр) до 20 мм. Методом МПД на поверхности канала в этой зоне было выявлено 10 дефектов. Наиболее крупный дефект располагался под 1-й ступенью и имел протяженность 35 мм. Можно предположить, что поковка данного ротора изначально имела металлургические дефекты. Некоторые из них, расположенные вблизи поверхности канала в наиболее высокотемпературной зоне, получили возможность развиваться в эксплуатационные трещины. Размеры выявленных трещиноподобных дефектов превышали допустимые. Это и послужило основанием для вывода ротора из эксплуатации.

Рисунок В.16 - Металлургические дефекты в РСД турбины К-300-240 ХТЗ Троицкой ГРЭС
3) Ротор высокого давления из стали 34ХМА турбины К-100-90 ЛМЗ (ст. N 5) Верхнетагильской ГРЭС после 215 тыс. ч эксплуатации и 514 пусков. На поверхности осевого канала методом МПД обнаружено 13 дефектов протяженностью до 30 мм и шириной до 5 мм. АО "Свердловэнергоремонт" совместно с ОАО "ЛМЗ" провел разрезку ротора и исследование характера выявленных дефектов. Было показано, что дефекты имели металлургическое происхождение и в процессе эксплуатации не развивались.
4) Ротор высокого давления из стали 34ХМА турбины ВК-50-90 ЛМЗ (ст. N 1) ТЭЦ-8 АО "Ленэнерго" после 200 тыс. ч эксплуатации и 1200 пусков. В районе регулирующей ступени методом ВТК выявлено восемь протяженных дефектов максимальной длиной до 140 мм и глубиной до 5 мм (рисунки В.17, В.18). Дефекты имели металлургическое происхождение (флокены), но развились в эксплуатационные трещины. Кроме дефектов, на поверхности осевого канала также были выявлены трещины на передней и задней галтелях регулирующей ступени. Образование этих трещин было связано с ликвационной неоднородностью металла в этой зоне, а их развитие - с жесткими условиями эксплуатации турбины в маневренных режимах.
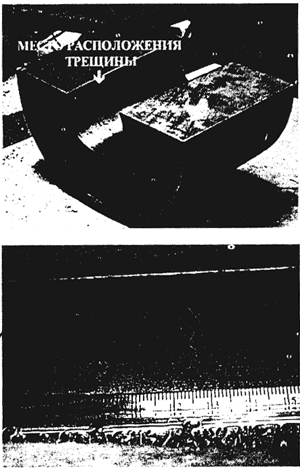
Рисунок В.17 - Дефекты на поверхности осевого канала ротора турбины ВК-50-90 ЛМЗ ТЭЦ-8 АО "Ленэнерго"
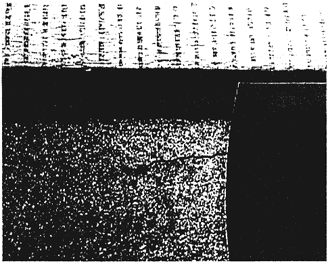
Рисунок В.18 - Дефект на поперечном шлифе, выходящий на поверхность осевого канала ротора
турбины ВК-50-90 ЛМЗ ТЭЦ-8 АО "Ленэнерго"
5) Ротор из стали 34ХМА турбины ВТ-25-4 ЛМЗ (ст. N 5) ТЭЦ ГАЗ. В 1994 г. после 326 тыс. ч эксплуатации и 286 пусков при ВК, УЗК и ВТК выявлено восемь трещиноподобных дефектов, шесть из которых выходили на поверхность канала под регулирующей ступенью. Максимальная протяженность дефектов до 50 мм, глубина - до 10 мм. Кроме этого накопленная остаточная деформация ползучести, измеренная со стороны осевого канала, превышала допустимое значение для стали 34ХМА (0,8%). После временной работы турбины в щадящем режиме ротор был выведен из эксплуатации в 1998 г.
6) Ротор турбины ВР-25-1 ХТЗ (ст. N 3) ТЭЦ ГАЗ (сталь 34ХН2М). В 1995 г. после 343 тыс. ч эксплуатации и 189 пусков в осевом канале обнаружено восемь продольных дефектов протяженностью от 50 до 160 мм. Дефекты располагались в конце ротора. После расточки канала на 10 мм размеры дефектов не изменились. Максимальная глубина дефекта превышала 10 мм. После временной эксплуатации ротор был демонтирован в 1998 г.
В.1.3.2 В 1994 г. на Сургутской ГРЭС-2 выявлено повреждение ротора высокого давления турбины К-800-240-5 ЛМЗ, связанное с образованием сквозной трещины в районе 2-й ступени. Трещина зарождалась в задней галтели диафрагменного уплотнения 2-й ступени (рисунок В.19) и развивалась перпендикулярно оси ротора до осевого канала (длиной 740 мм) сначала по механизму малоцикловой усталости (зоны I-IV), далее - многоцикловой усталости (зоны V-VII). На рисунке В.20 приведена фотография раскрытой трещины. До повреждения ротор проработал 52 тыс. ч и имел 164 пуска. Комплексное исследование металла и детальные расчеты термонапряженного состояния ротора в зоне образования трещины при основных режимах работы турбины позволили установить, что наиболее вероятной причиной образования и роста трещины явилось периодическое ускоренное расхолаживание турбины при ее остановах в сочетании с повышенными конструктивными напряжениями в данной галтели. Были даны рекомендации по проточке ротора и увеличению радиуса кривизны галтели.
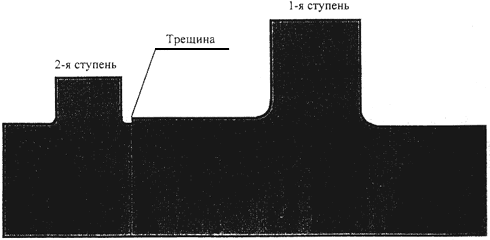
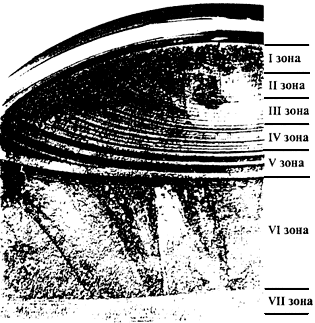
Рисунок В.20 - Поверхность раскрытой трещины в РВД турбины К-800-240-5 ЛМЗ Сургутской ГРЭС-2
При реализации этой операции в 1998 г. на турбине данного типа Рязанской ГРЭС в этой же зоне (задняя галтель диафрагменного уплотнения 2-й ступени) на роторе ВД также была обнаружена трещина глубиной 3 мм. К этому времени ротор отработал 100 тыс. ч. Своевременной проточкой дефектной зоны удалось спасти ротор.
В 1998 г. обнаружено повреждение ротора высокого давления турбины Т-110/120-130-5 (ст. N 3) Южно-Сахалинской ТЭЦ-1. Во время капитального ремонта турбины при проведении виброобработки для устранения остаточного прогиба ротор разломился на две части. В образовавшемся изломе (см. рисунок В.10) отчетливо видны усталостные трещины: эксплуатационная (старая) и свежая, развившаяся в момент виброобработки ротора.
Как и в двух предыдущих случаях трещина зарождалась от задней галтели диафрагменного уплотнения 2-й ступени.
В период расследования причин повреждения ротора на электростанции было установлено, что он был изготовлен с отклонениями от чертежа. Радиус галтели, в которой зародилась трещина, по чертежу должен составлять 3 мм. Фактически его величина не превышала 1 мм.
В отличие от трещины, выявленной в РВД Сургутской ГРЭС-2, излом эксплуатационной трещины в южно-сахалинском роторе имеет вибрационный характер. Трещина распространялась по механизму многоцикловой усталости. Примечательно, что приборы, регистрирующие вибрационное состояние турбины, не зафиксировали сколь-нибудь значимого отклонения от нормы.
Исследования металла этого ротора не проводилось. Поэтому дополнительные факторы, помимо отклонения от чертежа, которые могли бы явиться причиной повреждения ротора, не установлены.
В.1.3.3 На нескольких роторах высокого и среднего давления турбин типа К-500-240 ХТЗ после 70-100 тыс. ч эксплуатации обнаруживались трещины и вырывы металла в грибовидных ободах дисков в районе замковых соединений лопаток первых (наиболее высокотемпературных) ступеней (рисунок В.21). Трещины брали свое начало от конструктивных концентраторов (заклепочных отверстий) и развивались в тело гребня по механизму ускоренной ползучести. Эти повреждения явились подтверждением конструктивных просчетов при проектировании данного узла. ОАО "Турбоатом" нашел решение предотвращения подобных поломок, усилив крепление замковых лопаток дополнительными заклепками. Хотя серьезных разрушений подобные повреждения за собой не несут, поломки ободов обычно приводят к замене ротора.
а - общий вид; б - поверхность разрушения; в и г - вторичные трещины в ободе; д - микропоры в металле.
Рисунок В.21 - Разрушение обода диска РВД турбины К-500-240 ХТЗ в районе замковой лопатки
Кроме описанных случаев, разрушений высокотемпературных роторов турбин, эксплуатирующихся в странах СНГ, из-за исчерпания ресурса металла при удовлетворительных условиях их изготовления, эксплуатации и ремонта до настоящего времени не наблюдалось.
В ОАО "НПО ЦКТИ" в течение ряда лет на более чем 100 роторах высокого и среднего давления турбин К-200-130 ЛМЗ и К-300-240 ЛМЗ накоплены фактические данные о протекании процессов ползучести. В соответствии с методикой ЦКТИ проводятся прецизионные сравнительные замеры диаметров осевого канала в высоко- и низкотемпературных зонах ротора и по разности полученных значений определяется накопленная деформация ползучести ротора. Фактические значения остаточной деформации ползучести для роторов этих типов таковы, что 100% роторов высокого давления и 95% роторов среднего давления имеют фактический темп накопления остаточной деформации меньше, чем предсказано расчетами. В то же время два ротора среднего давления из числа обследованных имели более высокий (чем расчетный) темп накопления остаточной деформации ползучести. Для обоих роторов деформация измерялась дважды. Первый ротор после 38 тыс. ч работы имел остаточную деформацию 0,38%, а после 48 тыс. ч - 0,42%. Второй ротор за 135 тыс. ч накопил 0,5% остаточной деформации, а после 163,5 тыс. ч имел деформацию 0,7%. Учитывая фактический темп накопления остаточной деформации ползучести, следует ожидать, что к 200 тыс. ч эксплуатации и первый и второй роторы накопят, ориентировочно, 0,85-0,90% деформации. Таким образом, можно ожидать, что практически для всего парка роторов турбин мощностью 200 МВт, изготовленных из сталей Р2, Р2МА, значение накопленной остаточной деформации ползучести к 200 тыс. ч не превысит 1%, а для 95% роторов СД и 100% роторов ВД - 0,5%.
Для накопления данных второй из описанных роторов [ротор среднего давления турбины К-200-130 ЛМЗ (ст. N 1) Змиевской ГРЭС] после 164 тыс. ч был выведен из эксплуатации и разрезан для комплексного исследования длительно работавшего металла.
В.1.3.4 Помимо факторов, вызывающих повреждения цельнокованых роторов в высокотемпературных зонах из-за жестких условий эксплуатации и моделирующих исчерпание ресурса металла, встречаются и иные виды повреждений, наблюдаемые в низкотемпературных зонах. Их надо учитывать при оценке эксплуатационной надежности роторов и продлении их ресурса.
В настоящих методических указаниях не рассмотрены такие нередко встречающиеся повреждения, как искривления роторов и задевания роторных деталей о статор. Подобные повреждения, как правило, отмечаются при грубых нарушениях правил эксплуатации и ремонта турбины.
В1.3.4.1 Известно несколько примеров повреждения полумуфт соединения роторов ВД и СД турбин К-300-240 ХТЗ. Все эти повреждения сопровождаются разрушением призонных болтов, соединяющих полумуфты. Подобное повреждение полумуфты ротора высокого давления турбины К-300-240 ХТЗ наблюдалось на Запорожской ГРЭС (рисунок В.22).
а - вид полумуфты РВД, б и в - сегмент разрушенной полумуфты РВД
Рисунок В.22 - Разрушение полумуфты РВД турбины К-300-240 ХТЗ Запорожской ГРЭС
Призонные поверхности болтов и отверстий полумуфты в местах зарождения трещин имели грубые натиры. Болты разрушались в поперечном сечении по механизму многоцикловой усталости. Трещины зарождались на призонных поверхностях вдали от концентраторов напряжений.
Несколько первых трещин на полумуфте зарождались в сечении, перпендикулярном оси отверстия, также на призонной поверхности со стороны, передающей крутящий момент на болты. Из-за возросшей вибрации ротора в ходе развития аварии вторичная трещина зародилась на противоположной поверхности отверстия в радиально-осевой плоскости ротора и развивалась в направлении периферии полумуфты.
Первичные трещины в теле ротора развивались сначала под углом 45° к оси, на глубине 20-25 мм от поверхности отверстий они сливались в одну магистральную трещину, ориентированную параллельно оси ротора.
В зоне очага разрушения на глубине до 50 мкм микротвердость металла достигала 3300-4000 МПа, в стороне от него - 2500-3000 МПа.
Многоочаговое зарождение трещин перпендикулярно оси отверстия и наклеп поверхности в зоне очагов являются признаками процесса фреттинг-усталости, возникновение которого может быть связано со знакопеременным осевым перемещением полумуфты относительно болта, появившимся после поломки соседних болтов.
Данная турбина отличается недостаточной конструкционной прочностью муфтового соединения ВД-СД. Аналогичная турбина производства ОАО "ЛМЗ" отличается большими количеством и диаметром болтов. В связи с этим в турбине К-300-240 ХТЗ крутящий момент передается большим усилием. В этом случае минимальные отклонения от требований сборки полумуфты могут вызвать неравномерность распределения нагрузки на болты, а значит, большую вероятность их разрушения особенно при переменных режимах работы турбины.
В.1.3.4.2 На Уфимской ТЭЦ-1 дважды наблюдалось сквозное повреждение концевой части валов роторов на одной и той же турбине (ст. N 2) Р-25/30-90/18 ХТЗ (рисунок В.23). Первый ротор отработал 256 тыс. ч, второй - 79 тыс. ч.
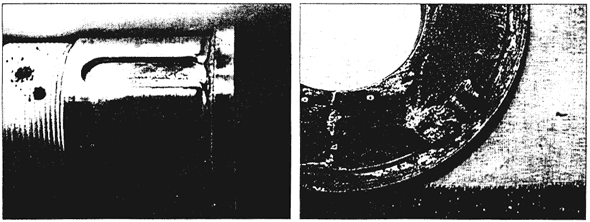
Рисунок В.23 - Разрушение конца вала ротора турбины Р-25/30-90/18 на Уфимской ТЭЦ-1
В обоих случаях изломы имели усталостный характер. Трещина зарождалась на посадочном месте диска упорного подшипника в точке пересечения двух концентраторов напряжений: шпоночного паза для крепления диска и галтельного перехода на наружной поверхности ротора с одного диаметра на другой. Первоначально усталостная трещина распространялась по поверхности, затем уходила вглубь ротора в плоскости, перпендикулярной его оси, и доходила до осевого канала. На заключительной стадии, когда поверхность излома отклонялась от плоскости, перпендикулярной оси ротора, происходил долом, конец вала отделялся, и выпуклая часть излома стачивалась из-за задевания об ответную часть.
Первоначальная мощность турбины составляла 25 МВт. Позже турбина была реконструирована. Когда ее мощность в результате замены проточной части была увеличена до 30 МВт, начались проблемы с упорным подшипником. Конструкция подшипника была усилена за счет использования упорного диска большего диаметра и с более мощной ступицей. При этом конструкция хвостовика вала не была изменена.
Следует отметить, что и изначально этот узел был ослаблен. Если диаметр вала всех турбин производства ОАО "ЛМЗ" и ОАО "ТМЗ" в этом месте составляет не менее 270 мм, то в данной конструкции всего 165 мм. Кроме того, в тонком сечении ротора наблюдается наложение двух острых концентраторов: шпоночного паза и галтели. И в завершение, у ротора, разрушенного после 79 тыс. ч эксплуатации, наблюдается отклонение от чертежа: диаметр осевого канала составлял 72 мм при требуемом 60 мм, радиус галтельного перехода 2 мм вместо 4 мм по чертежу.
Все это привело к ослаблению конструкции узла. Незначительные отклонения от требований, предъявляемых к качеству эксплуатации или ремонта турбины, стали приводить к повреждению роторов в этой зоне. В первом случае инициатором разрушения стала работа турбины в течение 5 лет с повышенной вибрацией, во втором - неравномерное прилегание плоскостей подшипника, о чем свидетельствует повышенный разогрев одной из колодок.
В.1.3.4.3 На двухвальной турбине К-800-240-1 ЛМЗ Славянской ГРЭС имел место случай повреждения ободов дисков 11-й и 12-й ступеней цельнокованого РВД (рисунок В.24). Радиальные трещины обнаруживались возле отверстий под заклепки замковых лопаток со стороны выхода пара в ободе 11-й ступени. На 12-й ступени кольцевая трещина по концентратору Т-образного паза привела к вырыву части щеки диска.
а - сегмент поврежденного обода с вторичными трещинами, б - общий вид излома,
в - фрактограмма поверхности излома обода
Рисунок В.24 - Разрушение обода диска 12-й ступени РВД турбины К-800-240-1 ЛМЗ Славянской ГРЭС
Поверхность излома оказалась покрытой отложениями (продуктами коррозии) бурого и черного цветов. В состав отложений, как показали исследования, проведенные на микроанализаторе, входили помимо оксидов железа также хлориды кальция, натрия и калия. В отдельных участках излома содержание хлора превышало 12%. Характер излома - межзеренный. Механизм разрушения - коррозионное растрескивание под напряжением.
Возникновение условий, приводящих к коррозионному растрескиванию ободов дисков в этих турбинах, связано с попаданием влаги в выхлопную часть ЦВД из холодной нитки промежуточного перегрева при определенных режимах эксплуатации энергоблока, выпариванием влаги и за счет этого концентрирования агрессивных компонентов в застойных зонах, каким является Т-образный паз. Возможность создания такой ситуации вызвана неудачной конструкцией паропровода холодного промперегрева данной модификации турбины К-800.
Известны случаи коррозионного растрескивания ободов дисков последних и предпоследних ступеней цельнокованых РВД в турбинах без промперегрева, когда они длительное время эксплуатировались при пониженной температуре пара. В этом случае без соответствующего изменения давления пара зона фазового перехода из ступеней, работающих при среднем и низком давлении, смещается в голову турбины (в ЦВД), температура в зоне фазового перехода повышается, и коррозионные процессы, характерные для этой зоны, активизируются.
Примером подобного повреждения может служить разрушение обода диска 20-й ступени (последней ступени РВД) турбины ВК-100-90-6 ЛМЗ (рисунок В.25). Данный ротор отработал 85 тыс. ч.
а) общий вид трещины от угла Т-образного обода; б - вид трещины от угла Т-образного обода
при 100-кратном увеличении; в) фрактограммы поверхности излома
Рисунок В.25 - Коррозионное растрескивание обода диска 20-й ступени турбины ВК-100-90-6 ЛМЗ
Трещина зародилась в верхнем углу Т-образного паза со стороны входа пара. На этом же ободе обнаружена также сильно разветвленная трещина, берущая свое начало от нижнего угла паза со стороны выхода пара.
Поверхность излома раскрытой трещины была покрыта продуктами коррозии черного и бурого цветов. Характер распространения трещин - межзеренный, хрупкий.
Из анализа результатов контроля и опыта эксплуатации высокотемпературных роторов высокого и среднего давления турбин можно сделать вывод:
1) При соблюдении требований к изготовлению, эксплуатации и ремонту не менее 95% роторов турбин мощностью 25-300 МВт могут надежно эксплуатироваться в течение времени, превышающего удвоенный проектный срок (200 тыс. ч). Срок надежной эксплуатации роторов турбин мощностью 500-1200 МВт, очевидно, соизмерим с проектным (100 тыс. ч).
2) Присутствие исходных металлургических дефектов наиболее вероятно в поковках роторов из стали 34ХМА производства 40-50-х годов и стали ЭИ415.
3) При эксплуатации турбин в базовом режиме (не более 30 пусков в год) наиболее вероятными зонами образования эксплуатационных дефектов в роторах являются зоны осевого канала под высокотемпературными ступенями и ободы дисков этих ступеней. При маневренных режимах работы турбин (более 50 пусков в год) и нарушении качества проведения переходных режимов образование трещин становится вероятным также в тепловых канавках и придисковых галтелях роторов на наружной поверхности.
4) При диагностике состояния металла цельнокованых роторов помимо зон с повышенным уровнем напряжений в высокотемпературной части, определяющих ресурс ротора, также должны контролироваться участки и в низкотемпературной его части, где возможны повреждения металла по иным механизмам.
В.2 Примерный перечень причин повреждений лопаточного аппарата, роторов и дисков паровых турбин
В.2.1 Причинами повреждений рабочих лопаток могут являться:
- заниженная толщина кромок,
- увеличенный диаметр отверстий под демпферную проволоку,
- уменьшенные по сравнению с чертежными радиусы переходных галтелей,
- увеличенные по сравнению с чертежными навалы.
В.2.1.1 Механические повреждения лопаток из-за попадания в проточную часть турбин посторонних предметов или отрыва металла от деталей проточной части в процессе развития повреждения - явление достаточно типичное. Повреждение или разрушение лопаток при этом сопровождаются в большинстве случаев большой пластической деформацией, силовыми изломами, надрывами, забоинами. Разрушение имеет вид отрыва или среза.
Механическое повреждение лопаток может произойти также при сборке или ремонте ступени из-за небрежного выполнения работ. Излом в этом случае, как правило, усталостный, очагом разрушения будет являться механическое повреждение или концентратор напряжения.
В.2.1.2 Отклонением геометрических размеров лопаток от чертежных является заниженная толщина кромок или отверстий под демпферную проволоку, что приводит к росту эксплуатационных напряжений, зарождению и развитию от них усталостных трещин (рисунок В.26).
Рисунок В.26 - Вид усталостной трещины от заостренной кромки отверстия под демпферную проволоку
Другими видами отклонений геометрических размеров от чертежа являются неправильно выполненные галтели у корня лопатки и у бандажных полок, хвостовики, навалы. Лопатки с такими дефектами лучше всего отбраковывать до установки в турбину.
В.2.1.3 Эрозионный износ (абразивный, каплеударный) является достаточно часто причиной поломки лопаток.
Абразивному износу могут подвергаться лопатки первых ступеней РВД и РСД с промежуточным перегревом из-за попадания в проточную часть окалины, грата из пароперегревателей котла. Этому может способствовать плохая продувка котла после монтажа и ремонта.
Абразивный износ рабочих лопаток регулирующей ступени может привести к поломке лопаток при незначительном ослаблении сечений. Для первых ступеней РСД турбин с промперегревом характерен износ шипов, что вызывает срыв бандажей и повреждения лопаток.
Эрозионный износ последних ступеней низкого давления вызван соударением водяных капель и поверхности лопаток (рисунки В.8, В.27). Для последних ступеней РСД, работающих во влажном паре, и РНД характерен износ входных и выходных кромок. Зоны расположения эродированных поверхностей и интенсивность эрозионного износа специфичны для лопаток турбин разных типов. Входная кромка защищается стеллитовыми пластинами или упрочняется электроискровым способом. Имеется небольшой опыт защиты нижней части выходной кромки путем нанесения покрытий, защищающих от эрозионно-коррозионного износа. Эродированная поверхность лопатки наклепывается. Зарождаться трещина будет от эрозионных канавок по механизму усталости, коррозионной усталости или коррозионного растрескивания, а распространяться, как правило, - по механизму усталости или коррозионной усталости. Нарушение технологии пайки противоэрозионных пластин явилось причиной эрозионного износа вершины входной кромки рабочих лопаток последней ступени РНД (см рисунок В.8). Эрозионный износ и силовой отрыв от кратковременной статической нагрузки вершин рабочих лопаток и цельнофрезерованного бандажа РНД турбоагрегата 1200 МВт представлен на рисунке В.6.
Рисунок В.27 - Эрозия выходных кромок на рабочих лопатках последней ступени РНД турбоагрегата 300 МВт
В.2.1.4 Нарушение технологии пайки противоэрозионных пластин характеризуется:
- перегревом металла лопатки выше принятой по ТУ температуры закалки;
- несоблюдением размеров (зазоров) между пластинами;
- образованием в припое газовых пузырей, пустот;
- некачественной подготовкой поверхности лопатки перед пайкой, которая может привести к плохому сцеплению лопатки с припоем и увеличенной толщине слоя припоя.
В процессе эксплуатации турбины отмечаются частые случаи отрыва припаянных пластин. Это может быть связано либо с нарушениями технологии их пайки, либо со специфическими режимами эксплуатации турбины.
При работе турбины с ухудшенным вакуумом, а также при пусках и остановах происходит разогрев металла лопаток последних ступеней. При отрыве пластин, связанном с эксплуатационными факторами, будут повреждены лопатки практически всей ступени (или ступеней для многопоточных турбин).
Подлинную причину поломки лопатки чаще всего можно выяснить после исследования излома или трещины на поперечном сечении (шлифе), используя оптический или электронный микроскопы. Наличие в очаге разрушения пор, рисок или технологических микротрещин свидетельствует о нарушении технологии пайки пластин (рисунок В.28).
Рисунок В.28 - Технологические микротрещины под слоем стеллита
Перегрев лопатки можно установить химическим или электрохимическим травлением металла, измерением твердости. Подкаленные зоны в отличие от неперегретого металла имеют повышенную травимость, увеличенную твердость по сравнению с нормами технических условий (см. рисунок В.9).
В.2.1.5 Повреждения рабочих лопаток, связанные с неудовлетворительным качеством металла, явление исключительно редкое. Тем не менее подобные случаи время от времени встречаются. В металле лопаток могут встречаться технологические риски (рисунок В.29), волосовины, флокены (рисунок В.30), плены, раковины, полосчатость микроструктуры (рисунок В.31), обезуглероженный слой, избыточное количество феррита, наличие карбидной или ферритной сетки (рисунок В.32), отклонение химического состава от марочного и механических свойств от требований технических условий из-за нарушения режима термообработки или установки в турбину лопаток из материала, не соответствующего проекту, а также повышенное содержание неметаллических включений.
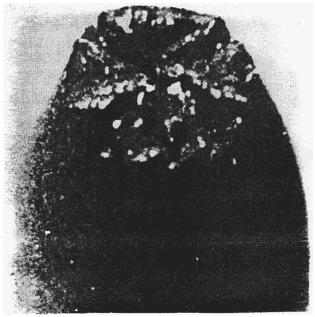
Рисунок В.32 - Ферритная сетка на фоне сорбита в микроструктуре стали 15Х11МФ рабочих лопаток
Подобные нарушения выявляются при исследовании механических свойств, микроструктуры и химического состава металла, а также при изучении характера излома разрушенной лопатки на оптическом и электронном микроскопах.
В.2.1.6 Наиболее распространенный вид повреждений - поломка лопаток из-за вибрации, часто не зависящая от причины зарождения трещины. Подобное наблюдалось в разных частях лопаток: случаи повреждения шипов (рисунок В.33), пера в разных зонах по длине, хвостовиков (рисунок В.34, В.35). Отличительной особенностью всякого усталостного разрушения являются усталостные бороздки. Они хорошо различимы под микроскопом (рисунок В.36). При расследовании повреждения лопаток особое внимание следует уделить определению причин, приведших к зарождению трещин. При наличии усталостного излома поломка может быть квалифицирована как вибрационная. Она может быть вызвана рядом причин:
- неудовлетворительной отстройкой ступени,
- изменением частотных характеристик из-за нарушения бандажных связей,
- скоплением большого количества отложений, изменяющих собственные частоты лопаточного аппарата и способствующих защемлению бандажной проволоки и ужесточению замкового соединения:
- повышенной вибрацией валопровода;
- пониженной частотой сети, нарушающей выполненную отстройку;
- нарушением работы турбины при прохождении через критические частоты при повышенной неуравновешенности валопровода;
- пусками, остановами и эксплуатацией при ухудшенном вакууме;
- темпом набора оборотов при пуске турбины (высокое угловое ускорение).
Рисунок В.35 - Усталостное разрушение рабочей лопатки в корневом сечении по комбинированной
(аксиальной и тангенциальной) форме колебаний

Рисунок В.36 - Вид усталостных бороздок при увеличении 500
При неудовлетворительной отстройке и массовом разрушении лопаток предприятие-изготовитель выявляет дефекты конструкции и модифицирует ступени.
При визуальном осмотре ступени фиксируется скопление отложений и принимаются меры для установления причин заноса проточной части турбины, разрабатываются мероприятия по предотвращению повторного разрушения лопаток по этой причине.
Во всех описанных случаях излом лопаток носит усталостный характер, трещины зарождаются в зонах максимальных вибрационных нагрузок или концентраторов.
В случае разрушения бандажных связей изучают характеристики механических свойств проволоки, строение ее излома, делают качественный (по возможности и количественный) анализ последовательности развития повреждения лопаточного аппарата.
Обычно, если на проволоке обнаружен усталостный излом с малой утяжкой в сечении, ее повреждение предшествовало поломке лопаток (рисунок В.37).
Рисунок В.37 - Первичное усталостное разрушение демпферной проволоки
с последующим повреждением рабочих лопаток в прикорневом сечении
В.2.1.7 Задевание лопаток о статор турбины происходит при выборке как осевых, так и радиальных зазоров. Поломки подобного типа сопровождаются подкалкой металла, налипанием на лопатки инородного металла в зоне задевания. В этом случае возможно зарождение межзеренных трещин (закалочных) и последующее их развитие по усталостному механизму.
В.2.1.8 Превышение номинальной частоты вращения ротора при пуске турбоагрегата, связанное с дефектами в работе системы регулирования, приводит к деформированию (рисунок В.38), вытягиванию вдоль оси пера или хвоста лопаток, особенно последних, наиболее нагруженных ступеней. Иногда даже образуется шейка в ослабленном сечении лопаток. Такие повреждения происходят при напряжениях от центробежных сил, превышающих пределы усталости или прочности материала. Вытягивание лопаток при отсутствии данных о показаниях приборов является одним из основных отличительных признаков разгона турбины.
Рисунок B.38 - Деформирование рабочих лопаток в радиальном направлении от превышения числа оборотов
Деформируются на ступени в первую очередь лопатки, значения прочности (твердости) металла которых имеют отклонения от требований технических условий в сторону снижения. При этом микроструктура также имеет отклонения от номинальной. Вместо сорбитообразного перлита она представляет собой феррито-карбидную смесь, полученную при отклонениях от принятого режима термообработки 12%-ных хромистых сталей. На рисунке В.39,а приведена микроструктура сорбитообразного перлита недеформированной лопатки, а на рисунке В.39,б - микроструктура в виде феррито-карбидной смеси деформированной по хвосту лопатке.
Рисунок В.39 - Микроструктура металла недеформированной (а)
и деформированной (б) лопатки (увеличение 1000)
В.2.1.9 Коррозионно-усталостные повреждения характерны в основном для лопаток, работающих в зоне фазового перехода (рисунки В.40, В.41). При нарушении режима консервации турбины во время простоя подобные повреждения возможны и на лопатках, работающих в зоне перегретого пара.
Рисунок В.40 - Коррозионные повреждения рабочих лопаток 3-й ступени НД
турбоагрегата 500 МВт ОАО "Турбоатом"
Рисунок В.41 - Сoчeтaниe коррозионных и эрозионных повреждений рабочих лопаток
последних ступеней НД турбоагрегата 300 МВт ОАО "ЛМЗ"
Для лопаток, разрушенных из-за коррозии, характерным признаком является поражение поверхности коррозионными питтингами или язвами, снижающими конструкционную прочность. Нередки случаи наложения нескольких факторов, вызывающих поломку лопатки (рисунок В.42). Если коррозионный фактор является единственной или основной причиной поломки лопаток, трещина после зарождения от питтинга или язвы развивается относительно медленно по механизму коррозионной усталости, зона усталости занимает 60-70% длины хорды, в структуре на поперечном шлифе присутствуют элементы межзеренного разрушения, растравы, вторичные трещины. При наложении на коррозию других причин поломки эти элементы излома могут отсутствовать, а протяженность усталостной зоны, как правило, меньше.
Рисунок В.42 - Коррозионно-усталостные повреждения рабочих лопаток в зоне заклепочных отверстий
при нарушении качества сборки лопаток или несоответствия геометрии отверстий под заклепки
Питтинги могут быть (вместе с микротрещинами) очагами зарождения усталостных трещин.
Действие указанных факторов значительно (в 2-3 раза) снижает предел конструктивной выносливости лопаток и их ресурс (до 5 раз).
Ниже приводятся примеры характерных коррозионных повреждений лопаток:
питтинговая коррозия рабочих лопаток, работающих в зоне фазовых превращений пара (рисунок В.43).
Рисунок В.43 - Питтинговая коррозия разных ступеней рабочих лопаток в зоне фазовых превращений пара
микропиттинги на поверхности пера лопатки, являющиеся очагами зарождения усталостной трещины (рисунок В.44).
Рисунок В.44 - Микропиттинги на поверхности пера лопатки, являющиеся очагами зарождения трещин
В зонах высоких статических напряжений по длине лопатки и в случае повышенной твердости металла (выше норм ТУ) и наличии питтингов разрушение происходит по механизму коррозии под напряжением, даже если размеры питтингов небольшие. В этом случае трещина развивается межкристаллитно.
В.2.1.10. Повреждения хвостовиков чаще всего связаны с неплотной сборкой ступени (рисунок В.45), реже - с дефектами конструкции. В обоих случаях излом имеет усталостный характер.
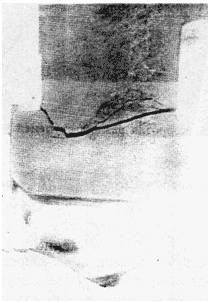
Рисунок В.45 - Повреждение хвостовика рабочей лопатки из-за неплотной сборки ступени
Для ступеней, работающих в зоне фазового перехода и во влажном паре, образование трещин в хвостовике при повышенной агрессивности среды может происходить по механизмам коррозионной усталости, при недостаточном конструктивном запасе прочности - коррозионного растрескивания под напряжением и фреттинг-коррозии.
Разрушению хвостовика может способствовать неправильный выбор материала заклепок и отклонение диаметра отверстия под них и самой заклепки от требований сборочного чертежа.
Разрушение хвостовиков рабочих лопаток регулирующих ступеней, имеющих сварную конструкцию пакетов, чаще всего происходит из-за нарушения швов сварных соединений.
В.2.1.11. Кроме отмеченных выше причин поломок рабочих лопаток последних ступеней, связанных с эрозией, некачественной пайкой стеллитовых пластин, коррозией, обрывами бандажных связей и разгонами ротора, следует отметить поломки, вызванные отклонениями от нормальных режимов эксплуатации турбин: пониженный вакуум в конденсаторе, режимы с малыми расходами пара, заброс воды в проточную часть турбины, нарушения режимов пуска по скорости прохождения через резонансы колебаний лопаток, срывы вакуума. Эти нарушения приводят к повышению нагрузки на лопатки, поломкам лопаток с относительно небольшой протяженностью усталостной зоны в изломе, преимущественно в корневом сечении или при полном отсутствии усталостной зоны (силовой излом). Вероятность разрушения лопаток по этим причинам увеличивается, если их поверхность поражена коррозионными питтингами или эрозионными промывами. Для лопаток с цельнофрезерованными бандажами из-за ограничения крутильных колебаний трещины могут зарождаться под бандажными полками. Фронт усталостной трещины по мере ее подрастания изменяет ориентировку.
Разрушения рабочих лопаток последних ступеней РНД могут привести к серьезным повреждениям турбины и пожарам в машинном зале.
В.2.1.12 Прочие причины:
1) Небольшие отклонения от нормативного теплового и водно-химического режимов, воздействие которых на состояние металла накапливается в течение длительного времени.
2) Несоответствие тепловой схемы турбины на электростанции проекту предприятия-изготовителя.
В.2.1.13 Поломки покрывных (ленточных) бандажей (рисунок В.46) могут происходить из-за:
- отклонений геометрических размеров ленты или шипов на лопатках от чертежных;
- нарушений технологии бандажирования ступени при изготовлении или при некачественном проведении ремонта;
- задевания ротора о статор турбины;
- несоответствия химического состава и механических свойств материала бандажа проектным;
- несоблюдения технологических требований при подварке бандажей к шипам лопаток при ремонте;
- коррозии при заносе проточной части турбин, работающих с грубыми нарушениями водно-химического режима;
- отложений, большинство которых скапливается под ленточными бандажами. Их увлажнение при останове, простое турбины и неудовлетворительной консервации приводит к накоплению хлор-ионов вблизи поверхности металла, развитию коррозионных процессов и снижению коррозионно-усталостной прочности металла лопаток и бандажей. Как правило, при этом на поверхности бандажа отмечаются коррозионные язвы или питтинги. Развитие трещин может происходить по механизму усталости или коррозионной усталости.
Рисунок В.46 - Поврежденный бандаж 3-й ступени ЦВД турбоагрегата 800 МВт
В.2.1.14 Одной из возможных причин поломок рабочих лопаток ЦНД может стать обрыв демпферных связей, приводящий к изменению частотных характеристик колеса и возможному нарушению первоначальной отстройки от резонанса, а также повышению динамических напряжений в лопатках. Традиционно для изготовления демпферных связей используются стали 12Х13, 20Х13 и титановый сплав ВТ-5.
Коррозионные повреждения проволоки снижают ее конструктивный предел усталости при диаметре язв 1-1,5 мм в 2 раза.
Повреждение демпферной проволоки может произойти из-за нарушения:
- геометрических размеров проволоки, их отклонения от чертежных (не того диаметра);
- технологии бандажирования (вмятины, зарубки, некачественная пайка при установке втулочных связей);
- режима эксплуатации турбины,
- твердости (повышение по сравнению с нормами ТУ) из-за несоответствия механических свойств требованиям чертежа.
Повышение нагрузок, превышение температуры металла приводят к силовым обрывам на нескольких ступенях, в нескольких потоках, заклиниванию и вытягиванию проволоки, при этом возможны изломы - усталостные или силовые. Коррозия при низком качестве пара (заносы отложений интенсифицируют коррозионные процессы и затрудняют свободное перемещение проволоки относительно лопатки) ухудшает демпфирование, приводит к изменению собственных частот ступени, защемлению и обрыву проволоки. Повреждение металла проволоки из-за коррозии вызывает на ее поверхности образование питтингов и разрушение по механизму коррозионной усталости или коррозионного растрескивания.
В.2.2 Роторы и полумуфты
В.2.2.1 Разрушение металла роторов возможно из-за металлургических дефектов:
- неметаллических включений;
- ликвационной неоднородности распределения серы по сечению ротора;
- пор и раковин, образовавшихся при затвердении слитка;
- флокенов и газовых пузырей;
- расслоений, возникших при ковке слитка с несплошностями;
- трещин, происхождение которых обусловлено внутренними напряжениями в металле.
Дефекты могут образоваться при отклонениях от оптимальных режимов технологических процессов изготовления. Образующиеся при этом дефекты объединены в понятие "металлургические дефекты".
В.2.2.2 При удовлетворительных свойствах металла в исходном состоянии разрушение ротора по механизму ползучести в зонах, работающих при температуре более 450 °С, возможно в результате исчерпания металлом своего ресурса и нарушения геометрических размеров ротора (утонения щеки обода, наличия концентраторов напряжений, не предусмотренных чертежом), приводящих к росту рабочих напряжений выше расчетного уровня.
В.2.2.3 На сегодняшний день в мировой и отечественной практике эксплуатации энергетических паровых турбин известно достаточно много случаев возникновения и развития поперечных трещин в валах роторов (зоны концентраторов напряжений конструктивного или технологического характера) из-за многоцикловых изгибных напряжений. Причинами их возникновения являются концентраторы напряжений (например, тепловые канавки роторов) и расцентровки опор валопровода. При выходе трещины на наружную поверхность вала изменяется вибрационное состояние турбоагрегата. Поэтому регулярный контроль вибрации валов и/или опор подшипников - одно из средств, позволяющих предотвратить внезапное разрушение валопровода в процессе эксплуатации машины.
Исследование показало, что процесс развития усталостных трещин в роторах проходит несколько стадий. Важна третья стадия, когда макротрещина достигает определенной глубины (порядка 25 мм) и под действием многоцикловых изгибных напряжений, обусловленных влиянием весовой нагрузки, расцентровки, паровых усилий и пр., развивается достаточно быстро. Соответствующим образом будет меняться во времени и вибрация агрегата. Из опыта эксплуатации известно, что подобные изменения носят, как правило, характер монотонного возрастания за время от нескольких часов до нескольких дней.
Для проведения вибрационного контроля за развитием такой трещины необходимо обеспечить одновременную многоканальную регистрацию составляющих вибрации с частотой вращения и с двойной частотой вращения на режимах разворота и выбега с дискретностью по частоте вращения не более 30 об/мин, а также на режимах работы турбоагрегата под нагрузкой с регистрацией вибрационных и требуемых для последующего анализа эксплуатационных параметров не более чем через 10 с. Важные для выявления трещины амплитудно- и фазочастотные характеристики вибрации на выбеге (наборе оборотов) должны регистрироваться при каждом останове (пуске). В наибольшей степени указанным требованиям удовлетворяют стационарные автоматизированные системы вибродиагностического контроля вибрации (АСКВД) с персональной ЭВМ.
В.2.2.4 Эксплуатация турбины в маневренном режиме приводит к разрушению из-за малоцикловой усталости: накоплению повреждаемости на поверхности роторов, зарождению и развитию трещины.
Образование трещин малоцикловой усталости наиболее вероятно в тепловых канавках концевых, промежуточных и диафрагменных уплотнений, в зоне повышенной температуры и в галтелях дисков первых трех ступеней. Интенсифицируют зарождение трещин отклонения от режимов эксплуатации (требуемых пусковыми инструкциями), наличие на поверхности коррозионных повреждений и толстого слоя окалины.
В.2.2.5 Разрушение ротора из-за коррозии может протекать по двум механизмам:
- коррозионного растрескивания под напряжением (с элементами межзеренного развития микротрещины, рисунок В.47),
- общей или язвенной коррозии, которая возникает при неудовлетворительной консервации турбины или отклонениях в поддержании параметров водно-химического режима.
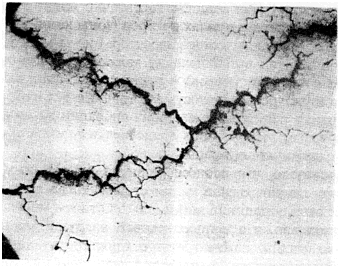
Рисунок В.47 - Вид межзеренного развития микротрещин в результате коррозии под напряжением
в металле роторов (лопаток, дисков ЦНД)
Наибольшую опасность представляют коррозионные язвы и межзеренные трещины, образующиеся на щеках обода, в районе отверстий под заклепки, в зонах конструктивных концентраторов напряжений, в тепловых канавках.
Коррозионное растрескивание более свойственно дискам, работающим в зоне фазового перехода, а также цельнокованым роторам, если зона фазового перехода искусственно создается в части перегретого пара, например, в результате работы турбины при пониженной температуре пара или из-за попадания влаги в проточную часть из отборов. Коррозионные дефекты могут образовываться и развиваться во время длительного останова без надлежащей консервации проточной части (стояночная коррозия).
В.2.2.6 Задевание ротора о статор турбины связано с нарушением режима ее эксплуатации, приводящим к отрыву части щеки обода диска при неправильно установленных зазорах в проточной части во время сборки или неудовлетворительных характеристиках расширения турбины и т.п. При задевании повреждаются обычно полотна дисков, щеки ободов. Образовавшиеся трещины, как правило, имеют межзеренный характер.
Отличительными признаками задеваний ротора о статор турбины является наличие на роторе следов задеваний или подкалки металла поверхности ротора. Подкаленный металл имеет, как правило, повышенную твердость (более 300 НВ) и обладает высокой травимостью. Часто на поверхности ротора стилоскопированием выявляется инородный металл (чугун диафрагм, хромистая сталь заклинивших лопаток).
В.2.2.7 Разрушение расцентровки валопровода чаще всего наблюдается в районе отверстий под болты полумуфт, шеек ротора, концевых частей ротора в зоне конструктивных концентраторов напряжений. Оно возможно в результате неправильной сборки турбины, просадки фундамента, прогиба ротора, повреждения подшипников. Возникновению этого вида разрушения могут способствовать отклонения от чертежных размеров (наличие острых концентраторов).
Разрушению ротора предшествует монотонное возрастание вибрации на подшипниках. Излом, как правило, носит усталостный характер.
В.2.2.8 В результате разгона разрушение ротора может произойти при прохождении резонансных частот, а также если напряжение от центробежных сил превысит предел усталости или прочности стали. Оно может явиться также следствием разрушения генератора из-за превышения предельно допустимого числа оборотов. Если разрушение началось с ротора турбины, то излом носит усталостный характер, скорость распространения трещины по мере развития нарастает. Очагов разрушения может быть несколько и чем выше разрушающая нагрузка, тем больше этих очагов, а характер разрушения трансформируется из многоциклового (вибрационного) в малоцикловой. Если разрушение ротора вторично, излом носит силовой характер, на роторе обычно видны следы пластической деформации.
Разгон ротора, как правило, контролируется регистрирующими приборами. Часто он сопровождается вытягиванием лопаток и даже образованием шейки в ослабленном их сечении.
В.2.2.9 Разрушения ротора возможны при внесении изменений в конструкцию или в режимы работы турбины. Отличные от проектных условия возникают, например, при работе турбины без каких-либо диафрагм, со срезанными лопатками отдельных ступеней, при отклонениях параметров пара, водно-химического режима и частоты сети от номинальных. В каждом конкретном случае разрушение носит свой специфический характер.
Известен случай, когда работа турбины без ряда диафрагм привела к поломке диска с очагом разрушения на его галтели из-за усталости металла. В результате развития трещины оторвался сегмент диска, что вызвало сильный дисбаланс и деформацию ротора с последующим разрушением всего турбоагрегата и ротора от статических напряжений (силовой характер).
При расследовании причин поломки ротора прежде всего необходимо выяснить, были ли подобные отклонения от проектных условий работы, а уже потом определить связана ли поломка с этими отклонениями.
В.2.2.10 Поломка из-за усталости метала, как при расцентровке валопровода, может быть связана с электроэрозией вкладышей подшипников и шеек роторов. Такой вид повреждений чаще всего вызван нарушением подстуловой изоляции подшипников. Существует мнение, что это возможно при повышенной остаточной намагниченности ротора или статора, например, после проведения магнитопорошковой дефектоскопии. Такое утверждение, на наш взгляд, является спорным и на сегодняшний день пока полностью не доказанным.
При электроэрозии на соприкасающихся поверхностях ротора и подшипника образуются повреждения в виде вырывов, выкрашиваний, помутнений. Структура металла в этих зонах при рассмотрении на оптическом микроскопе выглядит как сплавленная. Излом ротора преимущественно будет носить усталостный характер.
Близкое по характеру повреждение ротора будет наблюдаться при коррозии поверхностей шейки, например, из-за повышенного содержания воды в масле. Различие с электроэрозионным износом состоит в наличии продуктов коррозии в очаге разрушения при втором виде повреждения и в отсутствии признаков оплавления металла.
В.2.2.11 Одним из наиболее частых случаев разрушения роторов из-за расцентровки валопровода, дающим право выделить этот вид разрушений в самостоятельный, является усталостное разрушение полумуфт. Этому виду повреждения обычно сопутствует разрушение призонных болтов, соединяющих два ротора (рисунок В.48).
Рисунок В.48 - Усталостное разрушение призонных болтов полумуфт РВД-РСД турбоагрегата 300 МВт
Причинами поломки болтов и полумуфт, как правило, являются нарушения при сборке валопровода, износ болтов или несоответствие их свойств требуемым. Иногда также поломки связаны с нарушением технологии изготовления ротора на предприятии-изготовителе (отклонения от чертежных размеров, перекосы и т.п.).
Разрушение полумуфт и болтов протекает наиболее часто по механизму фреттинг-усталости (фреттинг-коррозии).
Признаком такого типа разрушения является образование на трущихся поверхностях натиров, выкрашиваний, каверн. В очаге разрушения имеется выступ, называемый языком деформации. Трещины зарождаются в поперечном сечении, перпендикулярном направлению взаимного перемещения поверхностей болта и отверстия. Болт перемещается относительно отверстия полумуфты в основном в осевом направлении. Разрушение его наиболее часто происходит в плоскости разъема полумуфт. Внешний вид излома носит усталостный характер. Чем медленнее развивалось разрушение, тем более притерты поверхности изломов двух половинок разрушенного болта и тем менее различимы и ближе друг к другу расположены линии остановки фронта усталостной трещины.
В полумуфте трещины часто зарождаются от кромки отверстий, но бывают случаи, когда очаги разрушения были расположены в глубине отверстия. В этом случае трещины зарождались перпендикулярно оси отверстия. На некотором расстоянии от поверхности отверстия фронт трещины поворачивался на 90° и поверхность разрушения на некотором удалении от отверстия совпадала с радиально-осевой плоскостью ротора - плоскостью действия максимальных растягивающих нагрузок. Этот разворот фронта трещины проявляется в изломе в виде зубьев.
Разрушению по механизму фреттинг-усталости способствует низкое качество состояния поверхности (грубые риски, натиры и т.п.).
Поломки муфтового соединения, если дать аварии развиться, могут привести к росту вибрации валопровода, разрушению подшипников, поломке роторов, статоров турбины и генератора.
В.3 Насадные диски
В.3.1 Металлургические дефекты, встречающиеся в роторах (см. п.В.2.2), свойственны и поковкам дисков с небольшим лишь отличием: в роторах скопление этих дефектов наиболее вероятно в центральной зоне в районе осевого канала, а в насадных дисках - в наиболее массивной его части - ступичной.
Наиболее вероятным местом зарождения трещин может быть конструктивный концентратор напряжений, например, паз под шпонку. Надрывы, задиры, трещины могут образовываться на посадочном месте дисков, которое при их насадке с натягом и нарушении режима технологии производства дисков оказывается наиболее уязвимым местом.
В.3.2 Встречаются три вида коррозионных повреждений дисков: коррозионное растрескивание (коррозия под напряжением, рисунок В.49), язвенная коррозия (рисунок В.50) и коррозионно-усталостное разрушение.
Рисунок В.49 - Трещины в металле дисков, работающих в зоне фазовых превращений пара,
от коррозии под напряжением
Рисунок В.50 - Питтинговая коррозия в металле дисков, работающих в зоне фазовых превращений пара
Наиболее часто повреждаются диски ступеней, работающих в зоне фазового перехода турбин.
В практике эксплуатации замечено, что коррозионное растрескивание на дисках происходит в основном на турбинах, работающих без промежуточного перегрева пара, а язвенная коррозия - с промежуточным перегревом пара. В первом случае температура металла диска в зоне начала фазового перехода составляет 120-150 °С, а во втором 40-70 °С. Для отдельных турбин известны случаи, когда металл дисков, работающих в зоне фазового перехода, подвергается в процессе эксплуатации интенсивной язвенной коррозии с потерей профиля диска. Этот вид коррозии инициирует зарождение трещин в зонах конструктивных концентраторов.
Наиболее часто трещины из-за коррозионного растрескивания металла в дисках зарождаются в зонах шпоночного паза (для дисков с продольными шпонками), в разгрузочных и заклепочных отверстиях, в гребнях обода, реже на ступичной части и полотне. При этом они ориентированы в радиально-осевой плоскости.
Растрескивание дисков отмечено на турбинах, отработавших более 70 тыс. ч, хотя известны случаи зарождения трещин на более ранней стадии - через 20 тыс. ч работы.
Кроме названных причин повреждений дисков, следует указать случаи, связанные с неудовлетворительной консервацией турбин. В отличие от коррозионных повреждений, возникающих на поверхности деталей зоны фазового перехода в процессе эксплуатации турбины, стояночная коррозия поражает диски и лопатки по всей длине проточной части, включая зону перегретого пара.
Известно достаточно много случаев повреждений дисков от задеваний. При этом происходило подкаливание металла с последующим развитием трещины в месте нарушения его механических свойств от локального разогрева.
На рисунке В.51 показан вид турбинного зала Сырдарьинской ГРЭС после одной из аварий турбины К-300-240 ЛМЗ из-за разрушения рабочих лопаток последних ступеней ЦНД.
Рисунок В.51 - Вид машинного зала Сырдарьинской ГРЭС после аварии турбины К-300-240 (ст. N 7) ЛМЗ из-за коррозионно-усталостного разрушения рабочих лопаток последних ступеней ЧНД*
________________
* Текст соответствует оригиналу. - Примечание .
Приложение Г
(справочное)
АНАЛИЗ ИЗЛОМОВ ДЕТАЛЕЙ
(лопатки, диски и роторы)
Исследование изломов деталей турбин является составной частью работ по расследованию причин их повреждений.
Как правило, расследование начинают с выявления очага разрушения. В каждом конкретном случае это может вылиться в самостоятельное, не похожее ни на какой другой случай, исследование.
Классификация и подробный анализ основных видов поверхностей разрушения указанных деталей приведены в книге "Исследование изломов: Методические рекомендации и атлас повреждений деталей проточной части турбин" (М.: ВТИ, 1993).
Различают изломы, связанные с металлургическими дефектами в деформированном металле, к которому относятся рассматриваемые детали (лопатки, диски, роторы, бандажи). Усадочная рыхлость - скопление несплошностей неправильной формы. Отдельные участки имеют пористое ноздреватое строение без явных признаков пластической деформации.
Древовидный излом, при котором поверхность разрушения имеет грубоволокнистое строение, вызванное многочисленными микрорасслоениями металла, обусловлен грубодендритным строением металла либо ориентированными включениями значительного размера.
Флокены - внутренние транскристаллитные трещины, возникающие в металле с повышенным содержанием водорода, - имеют гладкую серебристую кристаллическую поверхность стенок. Особенно присущи легированной конструкционной среднеуглеродистой стали. В лопатках выглядят в виде расслоений металла вдоль оси.
Опасно наличие обезуглероженных зон на поверхности деталей. В микроструктуре они выглядят как белые нетравящиеся участки. Хотя встречаются они довольно редко, так как поверхности деталей подлежат механической обработке с удалением обезуглероженного слоя. В отдельных случаях остаются технологические трещины с краями из обезуглероженного металла.
Трещины - несплошности в металле (разрывы), произвольно ориентированные к поверхности разрушения (термические трещины) или вытянутые по направлению деформации (деформационные трещины).
Термические трещины вызваны структурными и термическими напряжениями, связанными с неодновременным протеканием фазовых превращений в поверхностных и центральных слоях стального изделия и большим градиентом температур по его сечению при термической обработке. Обычно эти дефекты выявляются на стадии изготовления в заводских условиях.
Деформационные трещины возникают при неблагоприятных условиях деформации при повышенных степенях обжатий, отклонениях от оптимальных температур деформации, наличии внутренних концентраторов напряжений в виде шлаковых включений, рыхлот, плен оксидов и др. и характерны для металла пониженной пластичности. Края трещин, как правило, имеют обезуглероженный слой металла, а в поперечных изломах - паукообразный или крестообразный вид.
Основными типами макроизломов деталей являются изломы под воздействием статической нагрузки и от циклического нагружения (усталостные). Последние характерны для рабочих лопаток и дисков в зоне ободьев, работающих в условиях вибрационного нагружения. Изломы, возникающие под воздействием статической нагрузки (силовые изломы), присущи всем рассматриваемым деталям. В дисках и роторах могут возникать изломы в результате длительного воздействия статических напряжений и коррозионной среды (коррозия под напряжением). В лопатках оба механизма разрушения могут проявляться одновременно.
Изломы под воздействием статической нагрузки бывают кратковременного нагружения при напряжениях, больше условного предела текучести, или длительного - при напряжениях, меньше условного предела текучести. К последним относятся изломы ползучести в результате длительного статического нагружения при температуре, равной 0,4![]() , где
, где ![]() - температура плавления.
- температура плавления.
Для "силового" излома характерно однородное волокнистое строение со следами пластической деформации для вязкого материала или однородное крупнокристаллическое - для хрупкого. В последнем случае излом происходит в результате мгновенного обрыва и его поверхность направлена перпендикулярно продольной оси лопатки, ротора, бандажной проволоки. В дисках мгновенный обрыв может происходить под разными углами к оси, может оборваться часть сегмента или сектора. В вязком материале разрушение происходит путем среза, которому предшествует пластическая деформация под действием нормальной растягивающей нагрузки; при этом обычно образуются одна или несколько поверхностей обрыва, направленных под острым углом к продольной оси лопатки, ротора, бандажной связи.
Усталостные изломы начинаются, как правило, вблизи поверхности от концентраторов: утонений, эродированных канавок, забоин. Для них характерна отличительная микроструктура или отдельные ее фрагменты, например полосчатость - чередование крупных и мелких зерен или входящих в структуру разных фазовых составляющих (см. рисунок В.31). Возникают они под действием нагрузки, периодически и многократно изменяющейся. Скорость распространения трещины различна на разных стадиях разрушения. В изломе видны две зоны: одна притертая (разной степени), усталостная, другая - кристаллическая, статического (силового) долома.
Различают многоцикловые усталостные изломы при упругом деформировании, малоцикловые - при упругопластическом деформировании, коррозионно-усталостные - при воздействии коррозионной среды, термоусталостные - образующиеся под действием переменных напряжений, возникающих при термоциклах.
В типичном усталостном изломе видны усталостные бороздки - повторяющиеся вытянутые углубления и выступы (выпуклые или вогнутые), ориентированные перпендикулярно локальному направлению развития трещины. Расстояние между бороздками и их направленность коррелируют со скоростью развития трещины и условиями нагружения. Плоскость усталостного нагружения перпендикулярна оси действия напряжений на деталь.
Степень сглаженности зоны развития усталостной трещины зависит от количества циклов знакопеременной нагрузки, действующей до разрушения сечения детали, и от статической нагрузки (зона долома). При большом количестве циклов, когда напряжения превышают предел выносливости металла (конструктивный предел выносливости детали) незначительно, излом имеет фарфоровидное строение, а при дальнейшем увеличении количества циклов - блестящий шлифованный вид. При напряжениях, значительно превышающих предел выносливости, усталостная трещина развивается быстро на небольшой площади сечения детали, остальную площадь занимает долом. В результате поверхность развития трещины может быть менее пришлифованной, со следами грубых усталостных бороздок.
Очагов усталостных разрушений может быть несколько, в особенности у роторов или дисков.
По характеру расположения линий фронта усталости (бороздок) можно определить преобладающее направление колебаний (например, лопаток), приведших к поломке.
При колебаниях в аксиальном направлении линии фронта усталости металла расположены примерно перпендикулярно хорде лопатки, а при колебаниях в тангенциальном направлении - параллельно хорде.
На рисунке В.34 показан усталостный излом металла в лопатке, образовавшийся в результате колебаний по аксиальной форме.
Приложение Д
(обязательное)
ТИПЫ ФОРМУЛЯРОВ О ПОВРЕЖДЕННЫХ ДЕТАЛЯХ
Формуляр 1
Повреждение и изменения состояния деталей ротора в процессе эксплуатации и ремонта
|
Тип турбины ____, ст. N __, зав. N ____ Изготовитель _______ Пущена в эксплуатацию в ____ году Ступень N ___ | ||||||||||||||||
|
Дата |
При- чина оста- |
Нара- ботка на |
Коли- чест- |
Нару- шения |
Повреж- дения в межре- монтный |
Цельнокованые роторы |
Насадные диски |
Лопатки |
Связи |
При- |
Вы- |
Органи- зация, прово- дившая | ||||
|
|
|
|
|
|
|
Результаты |
Результаты |
Результаты |
Результаты |
|
|
| ||||
|
|
|
|
|
|
|
осмотра |
конт- роля |
осмотра |
конт- роля |
осмотра |
конт- роля |
осмотра |
конт- роля |
|
|
|
|
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
... |
|
Краткая характеристика поврежденной детали | ||||
|
|
| |||
|
Основные размеры | ||||
|
|
| |||
|
Взаимное расположение на роторе мест повреждений (схема) | ||||
|
|
| |||
|
Вид излома (описание, фото или эскиз) | ||||
|
|
| |||
Формуляр 2
Эрозионный износ лопаток
Тип турбины
Станционный N
Ступень N
Изготовитель
Наработка, тыс. ч
Дата ввода в эксплуатацию
Количество пусков
Частота вращения, об/мин
Длина лопаток, мм
Скрепляющие связи
Описание эрозионного износа (фото или эскиз)
Наименьшая площадь поперечного сечения
лопатки в зоне эрозионного износа
Формуляр 3
Коррозионный износ лопаток и дисков
|
Тип турбины |
Изготовитель |
Станционный N |
|
Ступень N |
Наработка, тыс. ч |
|
|
Количество пусков |
|
|
Описание коррозионного износа (место расположения, плотность, размер и глубина питтингов; фото или эскиз)
Формуляр 4
Анализ химического состава и механических свойств металла поврежденных деталей
Тип турбины Станционный N Ступень N Наработка, тыс. ч
|
|
Механические свойства |
Примечание | |||||
|
Результаты химического анализа, % |
Предел |
Относительное |
Ударная вязкость, Дж/м |
Твердость, МПа |
| ||
|
|
текучести, МПа |
прочности, МПа |
удлинение |
сужение, % |
|
|
|
Формуляр 5
Анализ микроструктуры металла поврежденных деталей
Тип турбины Станционный N Ступень N
|
Название поврежденной детали |
Результаты исследования микроструктуры металла |
Примечание | |
|
|
вдали от места повреждения |
вблизи места повреждения |
|
Формуляр 6
Результаты испытаний лопаток на вибрацию
|
Закреплены на диске ступени | ||
|
Тип турбины Станционный N Частота вращения, об/мин | ||
|
Испытание проведено | ||
|
|
(дата, во время капитального ремонта, | |
|
аварийного останова, вскрытия) | ||
|
Способ определения частот | ||
|
|
| |
|
1 Основные сведения о лопатках | ||
|
Профиль лопатки N ___________ Конструкция связи ____________ | ||
|
Профиль хвоста N ___________ | ||
|
Количество направляющих лопаток ступени ____________ | ||
|
Количество часов работы лопаток после перелопачивания ________ тыс. ч | ||
|
Дата последнего перелопачивания ________________ | ||
|
Определение виброхарактеристик проведено до (после) ремонта | ||
|
2 Испытание пакета лопаток | ||
|
Показатели |
Номера пакетов | |||||||||||
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
1 Количество лопаток в пакете _____________
2 Форма колебаний ______________________
Формуляр 7
Состав отложений в проточной части турбины
Тип турбины
Станционный N
Ступень N
Частота вращения, об/мин
Описание количественного и качественного составов отложений
Характер их распределения по профилю и высоте лопаток
Формуляр 8
Вибрация опор подшипников
Тип турбины
Станционный N
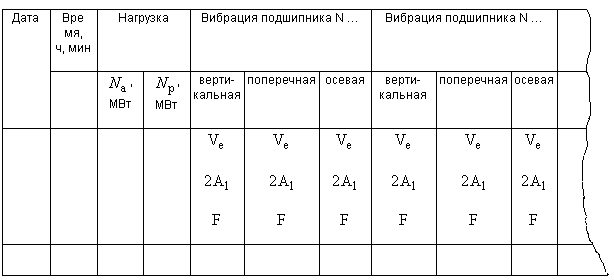
Примечание - Данные о вибрации дать вертикальным столбцом, указав по порядку среднеквадратическую виброскорость ![]() , размах виброперемещения (1-я гармоника)
, размах виброперемещения (1-я гармоника) ![]() и фазу (1-я гармоника)
и фазу (1-я гармоника) ![]() .
.
Приложение Е
(справочное)
НОРМАТИВНЫЕ ДАННЫЕ
О ХИМИЧЕСКОМ СОСТАВЕ И МЕХАНИЧЕСКИХ СВОЙСТВАХ
МАТЕРИАЛОВ ЛОПАТОЧНОГО АППАРАТА, ДИСКОВ И РОТОРОВ
Для лопаток турбин применяются коррозионно-стойкие (нержавеющие) жаропрочные стали, способные работать в нагруженном состоянии при высоких температурах (до 550 °С) в течение определенного времени и обладающие при этом хорошей жаростойкостью.
В зависимости от структуры применяют мартенситно-ферритные и мартенситные стали.
В первых, кроме мартенсита, может содержаться не менее 10% феррита, а вторые имеют структуру из 100% мартенсита после закалки.
Для рабочих лопаток должны применяться в основном следующие марки стали: 12Х13-Ш (КП-45), 20Х13-Ш, (КП-50, КП-60), 15Х11МФ-Ш (КП-60, КП-70), 18Х11МНФБ-Ш (КП-60, КП-65, КП-70), 13Х11Н2В2МФ-Ш (КП-70), 20Х12ВНМФ-Ш (КП-60, КП-70).
Допускается использование следующих марок стали ограниченного применения 12Х13 (КП-55), 13Х11Н2В2МФ-Ш (КП-75), 15Х12ВНМФ-Ш (КП-60, КП-70).
В качестве материала лопаток, работающих во влажном паре, по согласованию с предприятиями - изготовителями турбин допускается использовать титановые сплавы ВТ6, ТС5, ВТ20, ВТ3-1.
Требования к химическому составу и механическим свойствам лопаточных сталей и титановых сплавов приведены в таблицах Е.1-Е.5.
Таблица E.1 - Требования к химическому составу лопаточных сталей (ГОСТ 5632)
|
Класс стали |
Марка стали |
Содержание химических элементов, % | |||||||||||
|
|
|
С |
Si |
Mn |
Cr |
Ni |
W |
Mo |
Nb |
V |
S |
P | |
|
Мартенситно- ферритный |
12Х13-Ш |
0,09-0,15 |
0,8 |
0,8 |
12-14 |
- |
- |
- |
- |
- |
0,025 |
0,030 | |
|
|
15Х12ВНМФ-Ш |
0,12-0,18 |
0,4 |
0,9 |
11,0-13,0 |
0,4-0,8 |
0,7-1,1 |
0,5-0,7 |
|
0,15-0,30 |
0,025 |
0,030 | |
|
|
20Х12ВНМФ-Ш |
0,17-0,23 |
0,6 |
0,5-0,9 |
10,5-12,5 |
0,5-0,9 |
0,7-1,1 |
0,5-0,7 |
- |
0,15-0,30 |
0,025 |
0,030 | |
|
|
13Х11Н2В2МФ-Ш |
0,10-0,16 |
0,6 |
0,6 |
10,5-12,0 |
1,5-1,8 |
1,6-2,0 |
0,35-0,50 |
- |
0,18-0,30 |
0,025 |
0,030 | |
|
Мартенситный |
20Х13-Ш |
0,16-0,25 |
0,8 |
0,8 |
12,0-14,0 |
- |
- |
- |
- |
- |
0,025 |
0,030 | |
|
|
15Х11МФ-Ш |
0,12-0,19 |
0,5 |
0,7 |
10,0-11,5 |
0,6 |
- |
0,6-0,8 |
- |
0,25-0,40 |
0,025 |
0,030 | |
|
|
18Х11МНФБ-Ш |
0,15-0,21 |
0,6 |
0,6-1,0 |
10,0-11,5 |
0,5-1,0 |
- |
0,8-1,1 |
0,20-0,45 |
0,2-0,4 |
0,025 |
0,030 | |
|
|
08Х16Н13М2Б |
0,6-0,12 |
0,8 |
0,5-1,0 |
15,0-17,0 |
12,5-14,5 |
- |
2,0-2,5 |
0,9-1,3 |
- |
0,02 |
0,035 | |
|
Примечание - Массовая доля элементов максимальная, если не указаны пределы. Содержание меди ограничено 0,3%. Основу сталей составляет железо. | |||||||||||||
Таблица Е.2 - Требования к химическому составу титановых сплавов для лопаток (ГОСТ 19807-91)
|
Марка сплава |
Содержание химических элементов, % | ||||||||||||
|
|
Аl |
Sn |
Mo |
Zn |
V |
Cr |
Si |
Fe |
С |
N |
H |
О |
Сумма прочих примесей |
|
ТС5 |
4,5-6,0 |
2,5-4,0 |
- |
1,5-3,5 |
1,5-2,5 |
- |
0,15 |
0,3 |
0,1 |
0,05 |
0,015 |
0,12 |
0,30 |
|
ВТ20 |
5,5-7,0 |
- |
0,5-2,0 |
1,5-2,5 |
0,8-2,5 |
- |
0,15 |
0,25 |
0,1 |
0,05 |
0,015 |
0,15 |
0,30 |
|
Примечания | |||||||||||||
Таблица Е.3 - Требования к механическим свойствам металла заготовок стальных лопаток (ОСТ 108.020.03)
|
Категория |
Марка стали |
Механические свойства на продольных образцах | ||||||
|
|
|
предел |
|
|
|
|
| |
|
|
|
текучести |
прочности |
относи- тельное удли- нение |
относи- тельное сужение |
ударная вязкость KСU при 20 °С, кДж/м |
твер- дость |
диаметр отпечатка, мм, соответ- ствующий данной твердости |
|
|
|
|
не менее |
| ||||
|
КП-45 |
12Х13-Ш |
441-637 |
617,4 |
20 |
60 |
784(8) |
192-229 |
4,35-4,0 |
|
КП-50 |
20Х13-Ш |
490-657 |
666,4 |
18 |
50 |
686(7) |
207-241 |
4,2-3,9 |
|
КП-55 |
12Х13-Ш |
539-686 |
686 |
15 |
50 |
588(6) |
217-255 |
4,1-3,8 |
|
К11-60 |
20Х13-Ш |
568,4-755 |
755 |
14 |
50 |
588(6) |
248-293 |
3,85-3,55 |
|
|
20Х12ВНМФ-Ш |
|
735 |
15 |
40 |
|
|
|
|
КП-65 |
18Х11МНФБ-Ш |
617,4-764,4 |
764,4 |
14 |
45 |
490(5) |
235-277 |
3,95-3,65 |
|
КП-70 |
15Х11МФ-Ш |
666,4-813,4 |
784 |
13 |
40 |
392(4) |
241-285 |
3,9-3,6 |
|
|
15Х11Н2В2МФ-Ш |
617,4-764,4 |
784 |
13 |
40 |
392(4) |
241-285 |
3,9-3,6 |
|
|
|
|
833,4 |
15 |
40 |
588(6) |
248-302 |
3,7-3,44 |
|
|
13Х11Н2В2МФШ |
813,4 |
833,4 |
15 |
50 |
588(6) |
241-285 |
3,9-3,6 |
|
КП-75 |
13Х11Н2В2МФ-Ш |
705-852,6 |
862,4 |
15 |
50 |
588(6) |
269-313 |
3,85-3,5 |
|
Примечания | ||||||||
Таблица Е.4 - Требования к механическим свойствам металла заготовок лопаток из титанового сплава ВТ20 (паспорт 1986 г.)
|
Категория прочности |
Механические свойства продольных образцов штамповки лопаток из ВТ20 при 20 °С | ||||||
|
|
предел |
относительное |
|
|
| ||
|
|
текучести |
прочности |
удлинение |
сужение |
ударная вязкость KCU при 20 °С, |
твердость по Бринеллю, НВ |
диаметр отпечатка, мм, соответствующий данной твердости |
|
|
не менее |
|
| ||||
|
КП-80-85 |
850 |
930 |
17 |
30 |
705 |
332 |
3,35 |
Таблица Е.5 - Требования к механическим свойствам металла заготовок лопаток из титанового сплава ТС5 (данные ОАО "ЛМЗ")
|
|
Механические свойства продольных образцов штамповки лопаток из ТС5 при 20 °С | ||||||
|
|
предел |
относительное |
|
|
| ||
|
Длина лопатки, мм |
текучести |
прочности |
удлинение |
сужение |
ударная вязкость KCU при 20 °С, |
твердость по Бринеллю, НВ |
диаметр отпечатка, мм, соответствующий данной твердости |
|
|
не менее |
|
| ||||
|
<1300 |
720-790 |
830 |
8 |
20 |
0,45 |
255-341 |
3,3-3,8 |
|
>1300 |
750-900 |
830 |
8 |
20 |
0,4 |
269-341 |
3,3-3,8 |
Для роторов и насадных дисков применяют стали перлитного класса хромомолибденованадиевые или хромоникельмолибденованадиевые. Требования к химическому составу и механическим свойствам их приведены в таблицах Е.6, Е.7.
Таблица Е.6 - Химический состав марок сталей для роторов и насадных дисков паровых турбин (по ТУ 108.1029, ТУ 108.1028, ТУ 108.11.847)
|
Марка стали, |
Массовая доля химических элементов, % | ||||||||||
|
|
С |
Si |
Mn |
Cr |
Ni |
Mo |
W |
V |
Сu |
S |
Р |
|
Р2МА |
0,21-0,29 |
|
0,3-0,6 |
1,5-1,8 |
0,4 |
0,9-1,05 |
- |
0,22-0,32 |
0,2 |
0,022 |
0,025 |
|
ЭИ415 |
0,17-0,24 |
|
0,25-0,60 |
2,4-3,3 |
|
0,35-0,55 |
0,3-0,5 |
0,65-0,85 |
0,2 |
0,022 |
0,025 |
|
34ХН1МА, |
0,3-0,4 |
0,37 |
0,5-0,8 |
1,3-1,7 |
1,3-1,7 |
0,2-0,3 |
- |
- |
0,25 |
0,022 |
0,025 |
|
34ХН3МА, |
0,3-0,4 |
0,37 |
0,5-0,8 |
1,1-1,3 |
2,75-3,25 |
0,25-0,40 |
- |
- |
0,25 |
0,022 |
0,025 |
|
35ХН3МФА, ТУ 108.1028 |
0,32-0,40 |
0,37 |
0,5-0,8 |
1,3-1,7 |
3,0-3,5 |
0,4-0,6 |
- |
0,1-0,2 |
0,25 |
0,022 |
0,025 |
|
30ХН3М2ФА, |
0,26-0,32 |
0,37 |
0,2-0,5 |
1,2-1,7 |
3,0-3,5 |
0,4-0,65 |
- |
0,1-0,2 |
0,25 |
0,022 |
0,025 |
|
26ХН3М2ФА |
0,25-0,30 |
|
0,3-0,6 |
1,3-1,7 |
3,4-3,8 |
0,5-0,7 |
- |
0,12-0,18 |
0,20 |
0,012 |
0,01 |
|
Примечание - Массовая доля элементов максимальная, если не приведены пределы. | |||||||||||
Таблица Е.7 - Требования к механическим свойствам металла заготовок роторов и насадных дисков
|
|
|
Механические свойства, определенные на продольных образцах, | ||||||
|
|
|
предел |
относительное |
|
|
| ||
|
Марка стали |
НТД, |
текучести |
прочности |
удлинение |
сужение |
ударная вязкость KCU при 20 °С, |
твердость, НВ |
угол изгиба, град. |
|
|
|
|
не менее | |||||
|
Р2МА |
ТУ 108.1029, IlIa |
490-667 |
618 |
16 |
40 |
400 |
- |
180 |
|
ЭИ415 |
ТУ 108.1029, |
589-736 |
736 |
13 |
40 |
500 |
- |
150 |
|
34ХН1МА |
ТУ 108.1028, V |
664-833 |
815 |
12 |
40 |
600 |
- |
120 |
|
35ХН1М2ФА |
ТУ 108.1028, |
680-850 |
830 |
12 |
40 |
500 |
- |
120 |
Заготовки роторов и насадок дисков из стали нового поколения 26ХН3М2А (УВРВ) на ОАО "Турбоатом" и ОАО "ЛМЗ" производятся в соответствии с индивидуально разработанными ими техническими требованиями на поставку (таблицы Е.7а, Е.7б).
Таблица Е.7а - Требования ОАО "Турбоатом" к механическим свойствам металла заготовок роторов и насадных дисков из стали 26ХН3МА
|
|
Механические свойства при 20 °С | ||||||
|
|
предел |
относительное |
|
|
| ||
|
НТД и категория прочности |
текучести |
прочности |
удлинение |
сужение |
ударная вязкость KCU при 20 °С, |
твердость, МПа |
угол изгиба образцов, град. |
|
ТУ 108.11.847, III |
840-960 |
900 |
13 |
44 |
540-550 |
2410-2850 |
120 |
Таблица Е.7б - Требования ОАО "ЛМЗ" к механическим свойствам заготовок роторов (валов) и насадных дисков из стали 26ХН3МА
|
Наименование детали |
НТД |
Механические свойства при 20 °С, определяемые на продольных образцах, | ||||||
|
|
|
предел |
относительное |
|
угол изгиба образцов, град., | |||
|
|
|
текучести |
прочности |
удли- нение |
суже- ние |
ударная вязкость, KCU |
продоль- ных |
танген- циальных |
|
Валы роторов |
ТУ 302.02.155 |
590-760 |
710 |
15 |
40 |
780 |
150 |
120 |
|
Насадные диски |
|
740-800 |
780 |
14 |
40 |
580 |
- |
120 |
Приложение Ж
(справочное)
УКАЗАНИЯ ПО ИЗГОТОВЛЕНИЮ ОБРАЗЦОВ
И ПРЕДВАРИТЕЛЬНОЙ ОЦЕНКЕ ПРОЧНОСТИ МЕТАЛЛА
Ж.1 Для оценки состояния металла или обнаружения подкалки его при операциях, связанных с нагревом лопаточного аппарата (пайка бандажных связей, стеллитовых пластин, электроискровая обработка стеллитом или другим материалом и пр.), необходимо исследовать образец, вырезанный в непосредственной близости и вдали от места разрушения.
Ж.2 Если для малогабаритных лопаток не удается вырезать заготовку, достаточную для стандартного образца, допускается изготовление микрообразцов (ГОСТ 1497, на ударную вязкость ГОСТ 9454).
Ж.3 Предварительное значение временного сопротивления разрыву ![]() , МПа (кгс/мм
, МПа (кгс/мм![]() ), можно определить по формуле
), можно определить по формуле ![]() =0,35НВ+0,2.
=0,35НВ+0,2.
Приложение И
(справочное)
ПРИМЕРЫ
МЕТАЛЛУРГИЧЕСКИХ ДЕФЕКТОВ И ОТКЛОНЕНИЙ В РЕЖИМАХ ТЕРМООБРАБОТКИ
СТАЛЕЙ И ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ, ПРИВОДЯЩИХ К ПОВРЕЖДЕНИЮ ЛОПАТОК
Следующие металлургические дефекты и отклонения структуры от оптимальной снижают прочность лопаток из хромистой стали 12Х13 и 20Х13:
1) Наличие в металле волосовин, уменьшающих прочность и пластичность. На рисунке В.30 показано расслоение металла разрывного образца из-за волосовин.
2) Ферритно-карбидная смесь различной степени коагуляции карбидной составляющей (неоптимальная микроструктура) (см. рисунок В.39,б), образующаяся вследствие температурно-временных отклонений в режимах термической обработки лопаток после штамповки, приводит к снижению твердости (прочности) металла. Оптимальная структура для хромистых сталей - сорбитообразный перлит с возможным наличием в нем до 15% разрозненных включений избыточного дельта-феррита (см.рисунок В.39,а).
Грубая карбидная или ферритная сетка (более 15% дельта-феррита), расположенная по границам первичных зерен, приводит к значительному снижению демпфирующей способности хромистых сталей.
3) Наличие в микроструктуре избыточных фаз, например, дельта-феррита, расположенных в виде отчетливо выраженных строчек поперек пера лопатки (на рисунке В.31 показана микроструктура выходной кромки лопатки). Недопустимы обезуглероженные зоны (например, в трещинах технологического происхождения), снижающие усталостную прочность.
Отступления от режима термической обработки лопаток могут вызвать следующие явления:
1) Значительную остаточную пластическую деформацию перовой или хвостовой части лопатки, если расчетные напряжения превышают предел текучести материала (см. рисунок В.38) при рабочей температуре до 500 °С;
2) Преждевременное разрушение лопатки в результате исчерпания металлом запаса длительной прочности при рабочей температуре выше 500 °С.
Наиболее сильно сказываются отступления от режимов термообработки на механической прочности металла лопаток из более легированных мартенситных хромистых сталей, таких как ЭП291-Ш, ЭИ961-Ш, и титановых сплавов.
В процессе изготовления рабочих лопаток последних ступеней ЦНД при пайке стеллитовых пластин в случае перегрева металла возможно образование микротрещин на входных кромках (см. рисунок В.9). В таких случаях признаком перегрева являются пятна повышенной травимости металла на внутреннем профиле лопатки в зоне припайки пластины.
Металл подкаленных зон отличается структурной неоднородностью и превышением значений твердости против норм технических условий.
Приложение К
(справочное)
ФОРМЫ КОЛЕБАНИЙ ЛОПАТОК, ПОДЛЕЖАЩИХ ОТСТРОЙКЕ (РТМ 108.021.03)
В диапазоне до 300 Гц для турбин с частотой вращения 50 с![]() и в диапазоне до 150 Гц для турбин с частотой вращения 25 с
и в диапазоне до 150 Гц для турбин с частотой вращения 25 с![]() подлежат отстройке:
подлежат отстройке:
- лопатки без связей и пакеты - по всем формам колебаний;
- лопатки с кольцевыми или шахматными связями, а также система диск-лопатки - по всем формам колебаний с узловыми диаметрами.
Отстройка выполняется также и при частоте кромочных импульсов направляющего аппарата, близкой к динамическим частотам:
- первого, второго и третьего тонов изгибных колебаний, первого и второго тонов крутильных колебаний - для лопаток, устанавливаемых без связей;
- первого и второго тонов тангенциальных колебаний, первого тона внутрипакетных изгибных колебаний, первого тона внутрипакетных крутильных колебаний - для пакетов лопаток;
- первого тона тангенциальных колебаний - для пакета лопаток парциальных ступеней.
При малом значении пакетного множителя отстройку пакетов по первому и второму тонам тангенциальных колебаний разрешается не проводить.
Приложение Л
(рекомендуемое)
РЕКОМЕНДАЦИИ
ПО АНАЛИЗУ ВИБРАЦИОННОГО СОСТОЯНИЯ ТУРБОАГРЕГАТА ДЛЯ ВЫЯСНЕНИЯ
ПРИЧИН ПОВРЕЖДЕНИЙ ЛОПАТОЧНОГО АППАРАТА
Ознакомиться с возможностями:
- штатной системы вибрационного контроля, установленной на турбоагрегате;
- системы вибрационной диагностики, если она имеется на турбоагрегате. Как правило, эта система обслуживается специалистом по вибрации турбинного оборудования.
Необходимо с привлечением специалистов по вибрации электростанции либо энергоремонтного предприятия выяснить:
- объем информации, которую можно получить о вибрационном состоянии турбоагрегата от вибродиагностического комплекса;
- уровень остаточной неуравновешенности на валопроводе турбоагрегата, для чего ознакомиться с:
- вибрационным состоянием турбоагрегата на холостом ходу и под нагрузкой,
- имеющимися амплитудо- и фазочастотными характеристиками подшипников и валопровода при пусках и остановах турбоагрегата,
- происходившими нарушениями нормального вибрационного состояния турбоагрегата и условиями их протекания,
- тепломеханическими характеристиками турбоагрегата,
- отклонениями характеристик расширений турбоагрегата от нормативных значений,
- особенностями проводимых виброналадочных работ и поведением турбоагрегата при виброналадке,
- прочими имеющимися вибрационными характеристиками валопровода и опор,
- температурным состоянием подшипниковых опор.
При наличии на турбоагрегате системы вибрационного контроля, необходимо собрать всю информацию в соответствии с вышесказанным, в зависимости от ее возможностей.
Дополнительно целесообразно ознакомиться с вибрационными характеристиками турбоагрегата по данным, полученным от службы виброналадки электростанции или от обслуживающего турбоагрегат ремонтного предприятия.
Текст документа сверен по:
официальное издание
М.: РАО "ЕЭС России", ОАО "ВТИ", 2002