Утверждены
Государственным комитетом СССР
по труду и социальным вопросам
и Секретариатом ВЦСПС
постановление N 116/6-124
от 20 мая 1982 года
ТИПОВЫЕ НОРМЫ ВРЕМЕНИ
на ремонт электродвигателей, силовых трансформаторов, сварочных генераторов и трансформаторов
Типовые нормы времени утверждены постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 20 мая 1982 года N 116/6-124 и рекомендуются для применения в условиях электроремонтных цехов, участков предприятий и специализированных ремонтных мастерских отраслей народного хозяйства независимо от их ведомственной подчиненности. Постановлением Госкомтруда СССР и Секретариата ВЦСПС от 12 сентября 1989 года N 303/18-92 срок действия данных норм продлен до 1995 года.
Сборник содержит нормы времени на ремонт электрооборудования отечественного производства: электродвигателей мощностью до 100 кВт (постоянного тока и асинхронных переменного тока), силовых трансформаторов мощностью до 1000 кВ·А, сварочных генераторов и трансформаторов.
Типовые нормы времени разработаны Восточным филиалом "Энергонот" Министерства энергетики и электрификации СССР совместно с Центральным бюро нормативов по труду Государственного комитета СССР по труду и социальным вопросам при участии нормативно-исследовательских организаций и предприятий Министерства электротехнической промышленности и приборостроения СССР, Министерства химической и нефтеперерабатывающей промышленности СССР, Министерства обороны СССР, Министерства угольной промышленности СССР, Министерства автомобильного и сельскохозяйственного машиностроения СССР.
В конце сборника помещен бланк отзыва, который заполняется предприятием (организацией) и направляется в адрес ЦБНТ (109028, Москва, ул.Солянка, д.3, строение 3).
Обеспечение межотраслевыми нормативными и методическими материалами по труду осуществляется по заявкам предприятий и организаций через книготорговую сеть на местах. Информация об этих изданиях публикуется в аннотированных тематических планах выпуска литературы издательства "Экономика" и книготорговых бюллетенях.
1. Общая часть
1.1. Типовые нормы времени на ремонт электродвигателей, силовых трансформаторов, сварочных генераторов и трансформаторов являются межотраслевыми и рекомендуются для применения в условиях электроремонтных цехов, участков предприятий и специализированных ремонтных мастерских отраслей народного хозяйства независимо от их ведомственной подчиненности.
Нормы времени предназначены для нормирования труда электромонтеров по ремонту электрооборудования, электромонтеров-обмотчиков и изолировщиков по ремонту электрических машин и трансформаторов, а также мойщиков и маляров при сдельной и повременной системах оплаты труда.
Типовые нормы времени могут быть использованы при расчете комплексных норм при внедрении бригадной формы организации и стимулирования труда в соответствии с Методическими рекомендациями по нормированию труда рабочих в условиях комплексных форм его организации и стимулирования (М.: Экономика, 1987).
1.2. В основу разработки типовых норм времени положены:
технология ремонта;
результаты анализа организации труда и мероприятия по ее совершенствованию;
результаты фотохронометражных наблюдений и фотографий рабочего дня.
1.2. При разработке типовых норм использованы:
методические рекомендации "Разработка нормативных материалов для нормирования труда рабочих" (М.: НИИ труда, 1983);
Положение об организации нормирования труда в народном хозяйстве, утвержденное постановлением Госкомтруда СССР и Президиума ВЦСПС от 19 июля 1986 года N 226/П-6, с учетом изменений, внесенных постановлением Госкомтруда СССР и Президиума ВЦСПС от 15 августа 1989 года, N 271/П-8;
Методические основы нормирования труда рабочих в народном хозяйстве (М.: Экономика, 1987);
Типовые нормы времени на ремонт электродвигателей мощностью до 100 кВт, силовых трансформаторов мощностью до 1000 кВ·А, сварочных генераторов и трансформаторов (М.: НИИ труда, 1972).
1.4. Типовые нормы времени на ремонт электрооборудования установлены в человеко-часах на единицу объема работы и рассчитаны по формуле
![]()
где ![]() - норма времени на операцию;
- норма времени на операцию; ![]() - оперативное время на данную операцию;
- оперативное время на данную операцию; ![]() - сумма времени на подготовительно-заключительную работу, обслуживание рабочего места, отдых и личные потребности, % от оперативного времени.
- сумма времени на подготовительно-заключительную работу, обслуживание рабочего места, отдых и личные потребности, % от оперативного времени.
При расчете норм на подготовительно-заключительную работу отводится 3%, на обслуживание рабочего места - 3%, на отдых и "личные потребности - 7% от оперативного времени.
1.5. В типовых нормах учтено время на переходы исполнителя и время на перемещение узлов и деталей в рабочей зоне на расстояние до 10 м.
1.6. Наименование профессий рабочих и разряды работ указаны в соответствии с Единым тарифно-квалификационным справочником работ и профессий рабочих, выпуск 1, раздел "Профессии рабочих, общие для всех отраслей народного хозяйства", утвержденный постановлением Государственного комитета СССР по труду и социальным вопросам и Секретариата ВЦСПС от 31 января 1985 года N 31/3-30; выпуск 2, раздел "Металлопокрытия и окраска", утвержденный постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 года N 17/2-54; выпуск 9, раздел "Ремонт оборудования электростанций и сетей", утвержденный постановлением Государственного комитета СССР по труду и социальным вопросам и ВЦСПС от 16 января 1985 года N 18/2-55. При внесении изменений в тарифно-квалификационный справочник разряды работ, указанные в данном сборнике, должны соответственно изменяться.
1.7. На работы, не предусмотренные сборником, устанавливаются технически обоснованные местные нормы времени.
1.8. До введения типовых норм времени необходимо привести организационно-технические условия в цехах и на производственных участках (организация труда, оснастка и др.) в соответствие с запроектированными в нормах и осуществить производственный инструктаж рабочих.
1.9. При внедрения на предприятиях более совершенных, чем это предусмотрено в типовых нормах, организации производства и труда, технологии работы, оборудования, машин, оснастки и т.п., повышающих производительность труда рабочих, следует разрабатывать методом технического нормирования и вводить в установленном порядке местные нормы, соответствующие более высокой производительности труда.
1.10. Нормы времени, указанные в таблицах сборника, установлены для наиболее распространенных условий выполнения работ. При изменении условий выполнения работ применяются поправочные коэффициенты.
1.11. Приведенные в сборнике пределы числовых значений показателей (длина, сечение, диаметр, масса, объем, мощность и т.п.), в которых указано "до", следует понимать включительно.
1.12. С введением настоящих норм утрачивают силу Типовые нормы времени на ремонт электродвигателей мощностью до 100 кВт, силовых трансформаторов мощностью до 1000 кВ·А, сварочных генераторов и трансформаторов (М.: НИИ труда, 1972).
Характеристика оборудования, приспособлений, инструмента
|
Наименование оборудования, приспособлений, инструмента |
Характеристика |
Изготовитель или разработчик |
|
| ||
|
Кран мостовой |
Грузоподъемность 10 т |
Днепропетровский механический завод |
|
Кран мостовой |
Грузоподъемность 5 т |
Завод ПТО, |
|
Кран консольный поворотный |
Грузоподъемность 1 т |
ПТП "Проммеханизация", |
|
Кран-укосина |
Грузоподъемность 0,5 т |
Завод ПТО, |
|
Сверлильный станок |
|
Минэлектротехпром, ЦКТБЭР, черт. 5СД-487055 |
|
Электропечь |
Температура нагрева до 600°С |
Минэлектротехпром |
|
Токарно-винторезный станок |
1Д63 |
|
|
Ванна для пропитки обмоток лаком |
1300 x 1300 x 1500 мм |
Минэлектротехпром, ЦКТБЭР, черт. СД-357040 |
|
Камера для окраски электродвигателей |
1500 x 1500 x 1500 мм |
Минэлектротехпром, ЦКТБЭР, черт. СД-487201 |
|
Бандажировочный станок |
|
Минэлектротехпром, ЦКТБЭР, черт. 6СД-030023 |
|
Моечная машина |
МД-2М, МК-1М |
|
|
Установка для балансировки ротора (якоря) |
Ме-22М, МС-901 |
Минский станкостроительный завод |
|
Камера для продувки электродвигателя сжатым воздухом |
1500 x 1500 x 1500 мм |
Минэлектротехпром, ЦКТБЭР, черт. 5СД-357054 |
|
Сушильная печь |
400 x 2500 x 2000 мм, температура 120°С |
Минэлектротехпром, ЦКТБЭР, черт. ЭСД-971000 |
|
Фрезерный станок для продорожки коллектора |
|
СЭРЗ, черт. 003-146.000 |
|
Ванна с припоем для пайки |
320 x 320 x 400 мм |
Минэлектротехпром, ЦКТБЭР, черт. 5СД-352.001 |
|
Станок для обрезки лобовых частей обмотки |
|
ПО "Уралэлектроремонт", |
|
Печь для обжига изоляции обмоток статора |
|
ОКБ-2056, завод "Электропечь", г.Бийск |
|
Станок для изолировки |
|
Опытный завод ВНИИэлектропром, черт. 14.088Р |
|
Станок для намотки катушек |
ТТ-22, ТТ-23 |
|
|
Станок для вытяжки секций из статора электродвигателей и пакетирования обмоточного провода |
КБТО "СХ ПЭ" 308.00.00 |
|
|
Пресс-ножницы |
Ножницы листовые с наклонными ножами |
Саранский завод КПО |
|
Ручная тележка |
Грузоподъемность 1 т |
Пронский механический завод, г.Пронск |
|
Стенд для разборки электродвигателей |
|
Минэлектротехпром, ЦКТБЭР, черт. 5СД-487.006 |
|
Приспособления | ||
|
Приспособление для извлечения ротора из статора |
Грузоподъемность 0,7 т |
Западноуральский ЦНТИ |
|
Гидравлический съемник |
Максимальное усилие пресса 686,7 кН (70 тс), ход штока 250 мм, масса 1200 кг |
Зуевский завод, г.Зуев |
|
Приспособление для нарезки клиньев |
|
ПО "Уралэлектроремонт", черт. 0.93.000 |
|
Винтовой съемник |
|
ПРП "Свердловэнергоремонт" |
|
Углодержатель |
|
Минэлектротехпром, ЦКТБЭР, черт. 5СД-100, 0017 |
|
Инструмент | ||
|
Пневматический гайковерт с набором головок |
МП 3112 У1 |
|
|
Электрический гайковерт |
С-518, ИЭ-3104 |
|
|
Измерительная аппаратура | ||
|
Аппарат для проверки изоляции электродвигателей |
ВИФ-4-3, |
Завод электроизмерительных приборов "Мегомметр", г.Умань |
В данной таблице приведены наиболее распространенные типы оборудования, приспособлений, инструмента, применяемые при ремонте. Наряду с этим допускается применение других типов оборудования, приспособлений, инструмента без корректировки норм.
2. Организация труда
Ремонт осуществляют электромонтеры по ремонту электрооборудования, электромонтеры-обмотчики и изолировщики по ремонту электрических машин и трансформаторов, мойщики и маляры в условиях электроремонтных цехов, участков предприятий и специализированных ремонтных мастерских отраслей народного хозяйства. При ремонте электрооборудования производят следующие виды работ: разборочно-дефектировочные, заготовительно-намоточные и обмоточные, сушильно-пропиточные, сборочные, испытательные и покрасочные.
Разборочно-дефектировочные работы
Производят наружный осмотр, продувку, очистку электродвигателей и сварочных генераторов перед разборкой, мойку в специальной установке (рис.1), промывку деталей после разборки и дефектацию их.
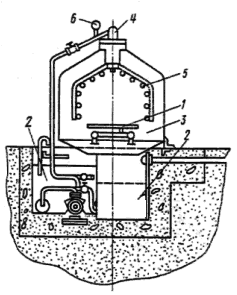
Рис. 1. Установка струйного типа для мойки деталей:
1 - тележка; 2 - бак; 3 - моечная камера; 4 - распределитель; 5 - разбрызгиватель; 6 - манометр
Расстояние от места приемки и наружного осмотра оборудования до разборочного стенда составляет 5 м (рис. 2).
При полной разборке применяют набор слесарного инструмента и приспособления для выпрессовки и снятия ротора (статора), подшипников, шкивов и полумуфт (рис. 3, 4 и 5).
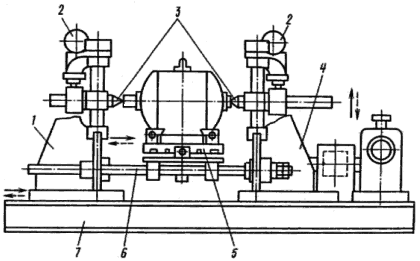
Рис. 2. Стенд для разборки двигателей:
1 - подвижная стойка; 2 - электропривод; 3 - пиноль; 4 - неподвижная стойка; 5 - стол поворотный; 6 - направляющая; 7 - рама
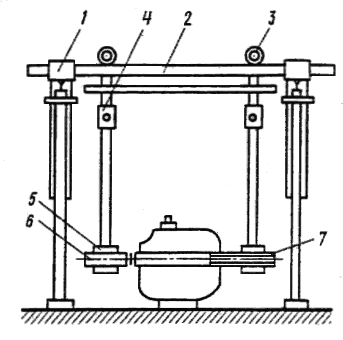
Рис 3. Приспособление для извлечения ротора из статора электродвигателя:
1 - подставка; 2 - направляющая; 3 - тележка; 4 - подвеска; 5 - цапфа; 6 - ось ротора электродвигателя; 7 - сменная труба
С якоря или ротора снимают металлический бандаж, у электродвигателей постоянного тока распаивают петушки якоря и снимают катушки полюсов с корпуса.
Выжигание изоляции неисправной обмотки производят в электрической печи, после чего статор или ротор перемещают к верстаку, где удаляют обмотку, выправляют и очищают пазы.
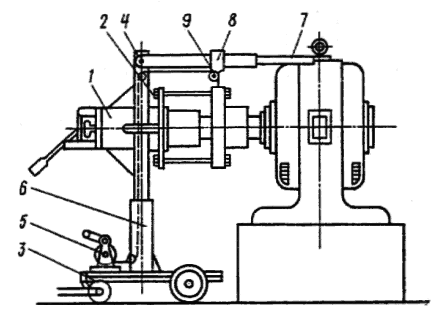
Рис. 4. Гидравлический съемник для снятия полумуфт:
1 - гидропресс; 2 - упорный диск; 3 - тележка; 4 - шарнир; 5 - лебедка; 6 - П-образная телескопическая конструкция; 7 - горизонтальная часть; 8 - поперечина; 9 - передвижной блок
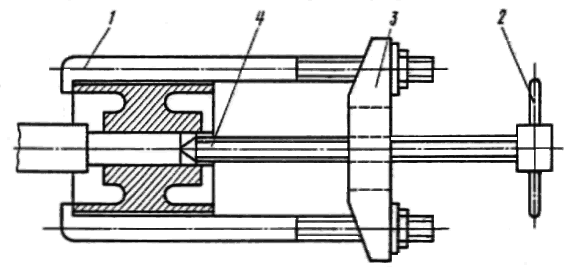
Рис. 5. Винтовой съемник:
1 - крюк; 2 - вороток; 3 - поперечина; 4 - упорный винт
Рис. 6. Набор инструмента обмотчика:
1 - пластина для отгиба лобовых частей; 2 - подбойка для уплотнения проводов в пазу; 3 - пластина (считалка) для переборки витков; 4 - пластина для проталкивания проводов через шлицу паза; 5 - нож для обрезки гильз
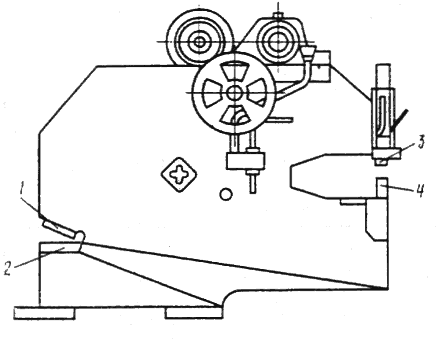
Рис. 7. Пресс-ножницы:
1 - верхний нож; 2 - нижний нож; 3 - пуансон; 4 - матрица
После разборки электродвигателя (генератора) детали транспортируют к моечной установке или ванне для промывки. Промытые детали протирают и транспортируют на участки для производства необходимых ремонтных работ.
Заготовительно-намоточные работы
Секции катушек обмоток, изготавливаемых по проволочному шаблону на намоточном станке, обмотчики укладывают в пазы статора (ротора, якоря), уплотняют и крепят клиньями с помощью специального инструмента (рис. 6). Предварительно в пазы устанавливают изоляционные гильзы. Заготовку гильз производят по шаблону при помощи пресс-ножниц (рис. 7). При изготовлении клиньев применяют приспособление для их вырезки (рис. 8).
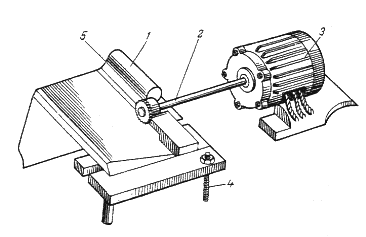
Рис. 8. Приспособление для вырезки клиньев:
1 - защитный кожух; 2 - ось электродвигателя; 3 - электродвигатель; 4 - крепежное устройство; 5 - фреза
При сборке якоря электродвигателя постоянного тока петушки коллектора лудят. Концы обмотки якоря также лудят, соединяют по схеме и припаивают к петушкам. Для пайки обмотки якоря к коллектору применяют ванну с припоем. Лобовые части обмотки покрывают изоляционным лаком. После укладки обмотки в пазы якоря или ротора выполняют бандажировку на станке (рис. 9) бандажировочной проволокой или стеклобандажной лентой, затем производят балансировку.
После проведения обмоточных работ статоры, роторы, якоря и катушки полюсов транспортируют на сушильно-пропиточный участок.
Сушильно-пропиточные работы
Роторы, статоры, якоря и катушки полюсов электродвигателей (генераторов), поступающие из заготовительно-намоточного участка, устанавливают на тележку, при помощи которой проводят их загрузку в сушильную печь. После просушки производят пропитку обмотки путем погружения в ванну с пропиточным лаком. С пропитанных статоров, роторов, якорей и катушек полюсов удаляют излишки лака. Активную часть, вал, замковые поверхности и выводные провода протирают хлопчатобумажными салфетками, смоченными в ксилоле. Выводные провода смазывают вазелиновым маслом. Пропитанные узлы просушивают в сушильной печи, после чего транспортируют на сборочный участок.
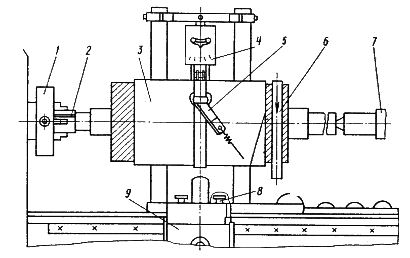
Рис. 9. Станок бандажировочный:
1 - патрон трехкулачковый; 2 - втулка разрезная; 3 - ротор; 4 - динамометр; 5 - мягкий хомут; 6 - подбандажная изоляция; 7 - пиноль задней бабки; 8 - болты; 9 - каретка
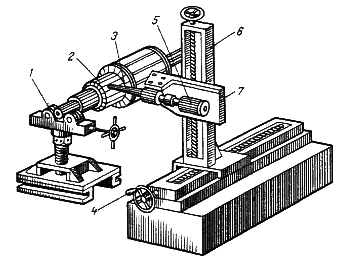
Рис 10. Фрезерный станок для продорожки коллектора:
1 - стойка; 2 - коллектор; 3 - фреза; 4 - маховик; 5 - электродвигатель; 6 - суппорт продольного перемещения; 7 - суппорт вертикального перемещения
Сборочные работы
При сборке электродвигателей (генераторов) применяют то же оборудование и инструмент, что и при разборке.
Верстаки для сборки оборудованы поворотным диском (![]() 800 мм). Перед сборкой коллекторы якорей электродвигателей постоянного тока обтачивают и продороживают на станке (рис. 10), дорожки между коллекторными пластинами зачищают. После сборки электродвигатели (генераторы) направляют на испытательную станцию. После испытания транспортируют на покраску (расстояние 10 м), которую производят в специальной камере.
800 мм). Перед сборкой коллекторы якорей электродвигателей постоянного тока обтачивают и продороживают на станке (рис. 10), дорожки между коллекторными пластинами зачищают. После сборки электродвигатели (генераторы) направляют на испытательную станцию. После испытания транспортируют на покраску (расстояние 10 м), которую производят в специальной камере.
Перед покраской поверхность электродвигателя (генератора) подлежащую окраске, обезжиривают ксилолом. Смазывают свободный конец вала, заводской щиток и болт заземления смазкой ПВК. Свободный конец вала обертывают, парафинированной бумагой и обвязывают шпагатом. Электродвигатель устанавливают на вращающийся стол в камеру, камеру закрывают и через круглое окно, защищенное брезентом, производят покраску краскораспылителем. Через другое окно (смотровое) контролируют качество покраски.
Работы по ремонту силовых и сварочных трансформаторов
Разборку и дефектовку трансформаторов производят на участке разборки, оборудованном стендом-решеткой для стока масла, стационарным устройством для слива масла из бака трансформатора. При разборке выполняют следующие операции: внешний осмотр трансформатора, проверку качества масла, слив масла, демонтаж расширителя, выхлопной трубы, арматуры и защитных устройств, подъем активной части из бака.
Бак, расширитель, арматуру, защитные устройства при необходимости передают на участок чистки и ремонта.
Активную часть транспортируют на участок ремонта. Проводят ее внешний осмотр и при необходимости соответствующие испытания для определения состояния обмоток, главной изоляции, отводов и переключателя напряжения. Затем демонтируют крышку, переключатель, вводы и отводы трансформаторов. Крышку транспортируют на участок чистки и ремонта (при необходимости на сварочный участок). Переключатель, вводы и отводы чистят и при необходимости ремонтируют.
Производят расшихтовку верхнего ярма магнитопровода, демонтируют обмотки и главную изоляцию, чистят и выполняют мелкий ремонт магнитопровода, изоляционных деталей и крепежных конструкций.
Обмотки и детали изоляции изготавливают на обмоточно-изоляционном участке, оборудованном намоточными станками, станками и приспособлениями для резки, прессовки и заточки электрокартонных деталей изоляции.
Сборку активной части производят на том же рабочем месте, что и разборку. При этом выполняют следующие операции: устанавливают обмотки и изоляцию, шихтуют и прессуют верхнее ярмо и обмотки, монтируют, паяют и изолируют отводы, монтируют переключатель.
Активную часть передают на участок сушки. Проводят осмотр активной части, подпрессовывают магнитопровод и обмотки, подтягивают крепления, монтируют крышки и вводы.
На участок сборки трансформаторов транспортируют собранную активную часть, очищенный и отремонтированный бак с установленной арматурой и защитными устройствами, расширителем и выхлопной трубой.
После сборки трансформатора производят его заливку предварительно испытанным трансформаторным маслом. Собранный трансформатор транспортируют на испытательную станцию (расстояние 6-10 м), где производят испытания согласно техническим условиям.
После испытания трансформатора производят его покраску. Работы по ремонту электрооборудования выполняют специализированные комплексные бригады рабочих.
В целях повышения качества и ответственности за проведение ремонта оборудования оно закрепляется за каждой бригадой. Как правило, закрепление оборудования за бригадами производят по производственным участкам. В отдельных случаях при производственной необходимости оборудование цеха может быть закреплено за бригадами по признаку его однотипности (силовые и сварочные трансформаторы, электродвигатели, генераторы и т.д.).
Планирование объема работ бригады по ремонту закрепленного за ней оборудования проводится на основании годового графика планово-предупредительного ремонта оборудования (ППР).
Основой для определения численного состава бригад является плановый объем работ по трудоемкости, приходящийся на участок, закрепленный за бригадой. Трудоемкость рассчитывается на основе межотраслевых и отраслевых нормативных материалов по труду.
Единая система планово-предупредительного ремонта оборудования (ЕППР), действующая на предприятиях, позволяет улучшать качество выполняемых работ, производственную и технологическую дисциплину, повышать производительность труда.
Ремонт электрооборудования на предприятиях осуществляется как агрегатно-узловым, так и индивидуальным методом.
В нормативной части сборника технологическим содержанием работ предусматривается выполнение операций на рабочих участках, оснащенных стендами, подъемно-транспортными средствами, соответствующими инструментами и приспособлениями.
Рис. 11. Типовая схема организации рабочего места электромонтера по ремонту электрооборудования:
1 - верстак; а, б, в, г, д - выдвижные ящики для инструмента; 2 - стул поворотный; 3 - тиски слесарные
Перемещение деталей, узлов, материалов, инструмента и приспособлений на рабочих местах допускается на расстояние до 10 м и входит в обязанность электромонтеров, занятых ремонтом электрооборудования.
Транспортировку электрооборудования на рабочее место электромонтеров осуществляет бригада такелажников.
Рациональная организация рабочего места определяется наличием и размещением необходимого оборудования, приспособлений и инструмента, а также расположением участков с учетом их взаимосвязи с другими производственными подразделениями и размерами ремонтируемых деталей и узлов.
Типовая схема организации рабочего места электромонтера по ремонту электрооборудования приведена на рис. 11.
Рациональная организация рабочего места обеспечивает экономное использование производственных площадей и сокращение переходов рабочих и транспортировку материалов, а также экономию движений и сил работающего за счет рационального расположения материалов и инструмента. Основные виды оргоснастки соответствуют требованиям научной организации труда и техники безопасности, в результате чего сохраняется здоровье человека, повышается производительность труда, улучшается культура производства.
Работы по ремонту электрооборудования выполняются на рабочих местах постоянными исполнителями. Для снятия, установки деталей и узлов электрооборудования свыше 30 кг используют кран-балку. Снятие и установку деталей и узлов массой свыше 1 т производят с помощью крана, установленного в цехе.
Для проведения разборочно-сборочных работ при ремонте электрооборудования наряду с универсальным оборудованием (слесарные верстаки, стеллажи и т.д.) применяют специализированное (стойки для рулонного материала, барабаны или бухты с проводом и т.п.), подставки или столики с поворотными устройствами, различные контейнеры, ящики, металлические корзины для транспортировки и сборки отходов, комплектования, хранения узлов и деталей и т.п., а также стропы или другие приспособления для захвата и закрепления при перемещении узлов, емкостей, тары и т.д.
Шкафы, ящики верстаков и столов, емкости и другой инвентарь содержат в закрытом положении, если в данное время они не используются исполнителями, а кисти, шпатели, деревянные лопатки, ломики и т.д. убирают в специально отведенные места.
Электроизмерительный и мерительный инструмент, измерительные приборы, электрический и пневматический инструмент располагают в удобных для их использования местах в процессе ремонтных работ.
Типовые схемы расположения оборудования в цехе по ремонту электрических машин и трансформаторов приведены на рис. 12 и 13.
На рабочих местах находятся: техническая документация, паспорта, руководство по эксплуатации оборудования, ведомость дефектов и др.
В производственном процессе ремонта особое место занимает дефектация (диагностика) узлов и деталей и составление на ее основе ведомости дефектов. Ведомость дефектов является основным исполнительным технологическим документом, на основании которого определяется потребность в запасных деталях, а также степень пригодности работавших деталей и узлов и объем ремонтных работ.
На основании ведомости дефектов определяют необходимость и своевременность получения или изготовления запасных деталей и узлов, заменяющих изношенные, снабжения инструментами и приспособлениями, а также материалами и комплектующими изделиями.
Рис. 12. Типовая схема расположения оборудования в цехе по ремонту электрических машин:
I - разборочно-дефектировочный участок; II - заготовительно-намоточный и обмоточный участок; III - сушильно-пропиточный участок; IV - сборочный участок; V - испытательная станция
1 - ванна масляная для подогрева подшипников; 2 - ванна для мойки подшипников; 3 - укладочное место комплектующих деталей электродвигателей взрывобезопасного исполнения; 4 - стол сборщика электродвигателей взрывобезопасного исполнения; 5 - настольный сверлильный станок; 6 - верстак слесарный; 7 - кран консольно-поворотный грузоподъемностью 1 т; 8 - стеллаж; 9 - стол сборщика электродвигателей; 10 - укладочное место электродвигателей; 11 - укладочное место комплектующих деталей электродвигателей; 12 - укладочное место проверенных, окрашенных электродвигателей; 13 - пульт управления; 14 - испытательный стенд; 15 - прибор для испытания катушек на витковое замыкание; 16 - прибор испытания корпусной изоляции; 17 - станок балансировочный; 18 - стол испытания жестких катушек; 19 - точильно-шлифовальный станок; 20 - ножницы роликовые; 21 - пресс-ножницы; 22 - ножницы для резки изоляционных материалов; 23 - стеллаж для металла; 24 - станок сверлильный; 25 - труборезный станок с амбразивным кругом; 26 - лентоизолировочный станок; 27 - станок для шлифовки посадочных поверхностей в подшипниковых щитах; 28 - станок обработки клиньев; 29 - отрезной ножовочный станок; 30 - заточной станок; 31 - бак для пропитки обмоток окунанием; 32 - решетка стока лака; 33 - щит управления сушильными печами; 34 - установка гальваники; 35 - камера покрасочная; 36 - печь сушильная; 37 - стол для ручной изолировки секций; 38 - укладочное место статоров после укладки секций обмотки; 39 - стол разборки и укладки катушек в статор электродвигателя; 40 - стол сборки схем обмотки; 41 - стол обмотки; 42 - станок для гильзовки; 43 - станок картонорезательный; 44 - стол для испытания обмоток; 45 - стойка для готовых катушек; 46 - станок для намотки секций; 47 - автотрансформатор; 48 - бандажировочный станок; 49 - пневматический пресс; 50 - шкаф дефектовщика электродвигателей взрывобезопасного исполнения; 51 - укладочное место электродвигателей после обжига; 52 - установка для мойки деталей; 53 - укладочное место для деталей и узлов электродвигателей; 54 - электропечь для обжига; 55 - стол разборщика электродвигателей; 56 - разборочный стенд; 57 - воздушная завеса; 58 - кран мостовой грузоподъемностью 5 т; 59 - станок для распрессовки подшипниковых щитов; 60 - кран мостовой грузоподъемностью 3 т; 61 - станок пакетирования обмоточного провода; 62 - станок вытяжки секций из статора электродвигателей; 63 - станок для вырезки лобовых частей обмоток статора; 64 - вентиляционное отделение; 65 - кран мостовой грузоподъемностью 10 т; 66 - камера для продувки электродвигателей сжатым воздухом
Количество деталей, хранящихся на складе, должно обеспечить возникшую в них потребность для всех видов работ по ремонту электрооборудования.
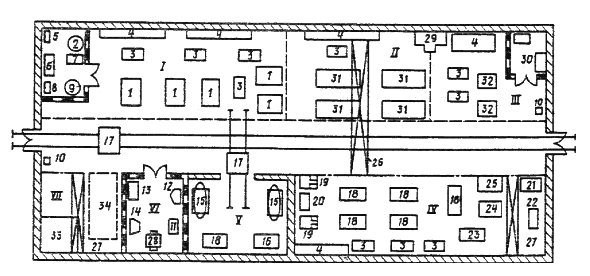
Рис. 13. Типовая схема расположения оборудования в цехе по ремонту трансформаторов:
I - разборочно-сборочный участок; II - участок ремонта активных частей; III - участок чистки и ремонта бака, расширителя, арматуры и т.п.; IV - обмоточно-изоляционный участок; V - участок сушки; VI - испытательная станция; VII - участок покраски
1 - место постановки трансформаторов в ремонт; 2 - емкость для грязного масла; 3 - верстак; 4 - стеллаж; 5 - насос для перекачки грязного масла; 6 - маслоочистительная установка; 7 - пульт управления; 8 - насос для перекачки чистого масла; 9 - емкость для чистого масла; 10 - тепловая завеса; 11 - испытательный трансформатор; 12 - испытательный стенд; 13 - шкаф; 14 - аппарат для испытания масла; 15 - ванна для пропитки; 16 - печь сушильная; 17 - тележка для перемещения грузов; 18 - станок для намотки катушек; 19 - сверлильный станок; 20 - пресс-ножницы; 21 - трубогибный станок; 22 - заточной ставок; 23 - приспособление для резки металла; 24 - листогиб; 25 - труборезный станок; 26 - мостовой кран грузоподъемностью 5 т; 27 - мостовой кран грузоподъемностью 3 т; 25 - индукционный регулятор напряжения; 29 - моечная машина; 30 - место сварщика; 31 - место постановки активной части; 32 - место постановки бака; 33 - покрасочная камера; 34 - место постановки окрашенных трансформаторов
Санитарно-гигиенические и производственно-эстетические условия выполнения ремонтных работ
Улучшение санитарно-гигиенических и производственно-эстетических условий труда на предприятиях (вентиляция, отопление, освещение, окраска производственных помещений и т.п.), а также обеспечение рационального режима труда и отдыха являются важными факторами повышения производительности труда.
Вентиляция при ремонтных работах. Одним из необходимых условий сохранения здоровья и высокопроизводительного труда является обеспечение нормальных санитарно-гигиенических условий в рабочих помещениях.
В воздухе рабочей зоны производственных помещений электроремонтных цехов, участков и мастерских могут находиться предельно допустимые концентрации вредных веществ. Поэтому все закрытые помещения электроремонтных цехов и мастерских должны иметь возможность естественного проветривания, а там, где производятся сварочные работы или в воздухе содержатся испарения масел, нефтепродуктов и растворов моечной установки, предусматривают принудительную вытяжную вентиляцию.
|
|
Осмотр |
|
| ||||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
Приемка электрооборудования в ремонт |
|
Очистка от нагара, обдувка, промывка | |||||||||||||||||
|
|
|
| |||||||||||||||||
|
|
|
| |||||||||||||||||
|
Транспортировка электрооборудования в ремонт |
|
Разборка электрооборудования на узлы | |||||||||||||||||
|
|
|
| |||||||||||||||||
|
Мойка узлов и деталей |
|
Разборка узлов на детали | |||||||||||||||||
|
|
|
| |||||||||||||||||
|
Дефектовка деталей и составление ведомости дефектов | |||||||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
Годные детали |
|
|
Негодные детали | ||||||||||||||
|
|
|
|
|
|
| ||||||||||||||
|
|
|
|
| ||||||||||||||||
|
|
|
Детали, требующие восстановления и ремонта |
| ||||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
Контроль качества ремонта |
|
Ремонт деталей | |||||||||||||||
|
|
|
|
|
| |||||||||||||||
|
|
|
Сборка узлов |
|
Новые детали | |||||||||||||||
|
|
|
| |||||||||||||||||
|
Испытание узлов |
|
Окраска узлов |
|
Общая сборка | |||||||||||||||
|
|
|
| |||||||||||||||||
|
Окраска |
|
Обкатка и испытание электрооборудования | |||||||||||||||||
|
|
|
| |||||||||||||||||
|
Сдача отремонтированного электрооборудования в эксплуатацию | |||||||||||||||||||
Общая схема технологического процесса ремонта электрического оборудования
Освещенность рабочего места. Для поддержания естественного освещения необходимы регулярная очистка и мойка стекол, своевременная побелка и покраска потолков и стен.
При ремонте электрооборудования используют комбинированное освещение. Светильники располагают так, чтобы свет лампы не попадал в глаза рабочему, но хорошо освещал рабочее место. Для освещения отдельных узлов и деталей применяют ручные переносные светильники или поворотные светильники на кронштейнах.
Светильники имеют арматуру, предохраняющую глаза рабочих от ослепления, а светильники - от механических повреждений.
Освещенность производственных помещений и рабочих мест при люминесцентном освещении должна быть не менее 150 лк.
3. Нормативная часть
3.1. Типовые нормы времени на ремонт электродвигателей переменного и постоянного тока мощностью до 100 кВт
|
Электродвигатели переменного и постоянного тока |
Наружный осмотр и установление основных технических характеристик электродвигателя перед разборкой |
Карта 1 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Произвести наружный осмотр электродвигателя. Записать основные электрические характеристики электродвигателя и зарегистрировать его. Взять бирку, выбить регистрационный номер на ней и навесить ее на двигатель.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
0,09 |
0,10 |
0,10 |
0,11 |
0,12 |
0,16 |
0,19 |
0,23 |
0,25 |
|
Электродвигатели переменного и постоянного тока |
Очистка электродвигателя перед разборкой |
Карта 2 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Содержание работы
Продуть электродвигатель сжатым воздухом. Протереть электродвигатель перед разборкой.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
0,06 |
0,07 |
0,08 |
0,09 |
0,10 |
0,11 |
0,12 |
0,13 |
0,14 |
|
Электродвигатели переменного тока |
Разборка электродвигателя с короткозамкнутым ротором |
Карта 3 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить электродвигатель на рабочее место. Открепить и снять наружные крышки подшипников и подшипниковые щиты. Вынуть ротор из статора. Снять закрепляющие кольца и выпрессовать подшипники с вала электродвигателя. Снять внутренние крышки подшипников. Открепить и снять крышку клеммного щитка, отсоединить выводы обмотки электродвигателя, снять клеммный щиток. Промаркировать детали электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
750 |
0,32 |
0,38 |
0,40 |
0,52 |
0,64 |
0,81 |
1,02 |
1,20 |
1,35 |
|
2 |
1000 |
0,28 |
0,35 |
0,40 |
0,46 |
0,55 |
0,7 |
0,94 |
1,14 |
1,24 |
|
3 |
1500 |
0,25 |
0,31 |
0,35 |
0,40 |
0,50 |
0,68 |
0,87 |
1,00 |
1,05 |
|
4 |
3000 |
0,20 |
0,25 |
0,30 |
0,35 |
0,43 |
0,63 |
0,74 |
0,80 |
0,83 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по разборке электродвигателя на рабочем месте. При разборке электродвигателя на разборочном стенде к нормам времени применять коэффициент 0,9.
|
Электродвигатели переменного тока |
Разборка электродвигателя взрывобезопасного исполнения |
Карта 4 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы: 3-й (для ремонта электродвигателей мощностью до 50 кВт); 4-й (мощностью свыше 50 кВт) | ||
Содержание работы
Установить электродвигатель на рабочее место. Открепить и снять кожух электродвигателя. Открепить и снять колпак вентилятора и вентилятор с вала электродвигателя. Вынуть ротор из статора. Открепить и снять наружные крышки подшипников и подшипниковые щиты. Снять закрепляющие кольца и выпрессовать капсулы с подшипниками с вала электродвигателя. Открепить и снять крышку клеммного щитка, отсоединить выводы обмотки электродвигателя, снять клеммный щиток. Промаркировать детали электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
750 |
0,38 |
0,47 |
0,59 |
0,74 |
0,92 |
1,12 |
1,32 |
1,52 |
1,72 |
|
2 |
1000 |
0,34 |
0,42 |
0,52 |
0,65 |
0,81 |
1,01 |
1,21 |
1,41 |
1,61 |
|
3 |
1500 |
0,32 |
0,40 |
0,44 |
0,55 |
0,69 |
0,89 |
1,09 |
1,29 |
1,49 |
|
4 |
3000 |
0,24 |
0,30 |
0,37 |
0,46 |
0,58 |
0,78 |
0,98 |
1,15 |
1,20 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по разборке электродвигателя на рабочем месте. При разборке электродвигателя на разборочном стенде к нормам времени применять коэффициент 0,9.
|
Электродвигатели переменного тока |
Разборка электродвигателя с фазным ротором |
Карта 5 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить электродвигатель на рабочее место. Открепить и снять крышку клеммного щитка, отсоединить выводы обмотки электродвигателя, снять клеммный щиток. Отсоединить провода, ведущие от пускового реостата, поднять щетки, открепить и снять палец с комплектом щеткодержателей. Отсоединить провода, соединяющие контактные кольца с обмоткой реостата. Открепить и снять с подшипникового щита кожух контактных колец, изоляционную шайбу с торца вала ротора. Отвернуть стопорную гайку и выпрессовать втулку с контактными и изоляционными кольцами с вала ротора. Открепить и снять наружные крышки подшипников и подшипниковые щиты. Вынуть ротор из статора. Отвернуть стопорные болты и снять вентилятор с вала ротора. Снять закрепляющие кольца, выпрессовать подшипники с вала ротора. Снять внутренние крышки подшипников с вала ротора. Промаркировать детали электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
750 |
0,47 |
0,58 |
0,74 |
0,94 |
1,10 |
1,31 |
1,57 |
1,90 |
2,28 |
|
2 |
1000 |
0,38 |
0,49 |
0,61 |
0,75 |
0,95 |
1,14 |
1,37 |
1,64 |
1,97 |
|
3 |
1500 |
0,34 |
0,42 |
0,53 |
0,66 |
0,82 |
0,98 |
1,18 |
1,42 |
1,70 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по разборке электродвигателя на рабочем месте и снятие одного пальца с комплектом щеткодержателей. При разборке электродвигателя на разборочном стенде к нормам времени применять коэффициент 0,9.
При снятии более одного пальца с комплектом щеткодержателей к нормам времени добавлять 0,1 ч на снятие каждого последующего пальца с комплектом щеткодержателей.
|
Электродвигатели постоянного тока |
Разборка электродвигателя постоянного тока |
Карта 6 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить электродвигатель на рабочее место. Открыть смотровые крышки коллектора, поднять щетки, положить их на обоймы щеткодержателей и прижать пружинами. Открепить и снять наружные крышки и подшипниковые щиты. Разобрать внутреннюю схему электродвигателя, снять траверсу со щеткодержателями и вынуть якорь из индуктора электродвигателя. Выпрессовать подшипники с вала якоря. Промаркировать детали электродвигателя.
|
N |
Напряжение, |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
В |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
6-48 |
0,45 |
0,55 |
0,65 |
0,75 |
0,87 |
1,20 |
1,80 |
2,50 |
3,30 |
|
2 |
110-220 |
0,40 |
0,45 |
0,54 |
0,62 |
0,75 |
1,02 |
1,40 |
2,00 |
2,80 |
|
3 |
440-660 |
0,38 |
0,45 |
0,52 |
0,60 |
0,70 |
0,97 |
1,35 |
1,90 |
2,60 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по разборке электродвигателя на рабочем месте. При разборке электродвигателя на разборочном стенде к нормам времени применять коэффициент 0,9.
|
Электродвигатели постоянного тока |
Снятие полюса с катушкой |
Карта 7 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Снять изоляцию, распаять соединения между катушками, отсоединить выводы обмоток от клеммной панели и промаркировать полюс. Открепить и снять полюс с катушкой и прокладками. Снять катушку и изоляционные прокладки с сердечниками полюса.
|
N |
Вид |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
полюса |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на полюс, чел.-ч | ||||||||
|
1 |
Главный |
0,14 |
0,18 |
0,22 |
0,28 |
0,35 |
0,40 |
0,47 |
0,58 |
0,7 |
|
2 |
Дополни- |
0,11 |
0,14 |
0,17 |
0,22 |
0,27 |
0,31 |
0,37 |
0,45 |
0,55 |
|
Электродвигатели переменного и постоянного тока |
Промывка и протирка деталей и узлов электродвигателя после разборки |
Карта 8 | |
|
Профессия: мойщик |
Разряд работы - 1 | ||
Содержание работы
Промыть, протереть детали и узлы электродвигателя после разборки. Уложить их на стеллажи.
|
N |
Способ |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
промывки |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
Вручную |
0,30 |
0,32 |
0,36 |
0,40 |
0,48 |
0,63 |
0,79 |
0,96 |
1,10 |
|
2 |
В моечной ванне |
0,12 |
0,15 |
0,19 |
0,23 |
0,28 |
0,35 |
0,44 |
0,48 |
0,50 |
|
3 |
В моечной машине |
0,05 |
0,05 |
0,06 |
0,08 |
0,11 |
0,15 |
0,20 |
0,30 |
0,40 |
|
Электродвигатели переменного и постоянного тока |
Дефектация и составление ведомости дефектов |
Карта 9 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Осмотреть ротор (якорь) и статор (индуктор) для обнаружения механических повреждений. Проверить целостность обмотки и сопротивление изоляции. Выявить детали, подлежащие смене, восстановлению и пригонке, определить характер и степень износа деталей и узлов. Произвести проверку на межвитковое замыкание в обмотке ротора (якоря), статора и катушек полюсов, составить таблицу замеров. Составить ведомость дефектов с указанием объемов работ.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
0,24 |
0,27 |
0,30 |
0,33 |
0,40 |
0,52 |
0,71 |
0,84 |
0,96 |
|
Электродвигатели переменного тока |
Демонтаж схемы обмотки статора (ротора) |
Карта 10 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 1-й (для ремонта электродвигателей мощностью до 40 кВт); 2-й (мощностью свыше 40 кВт) | ||
Содержание работы
Загрузить статор при помощи подъемного механизма в печь для отжига изоляции. Выгрузить статор из печи после отжига изоляции обмотки. Освободить от крепления лобовые части секций и соединительные провода после отжига. Разрезать соединения между катушками и фазами. Осадить клинья и удалить их из пазов статора. Удалить обмотку из пазов. Очистить пазы, продуть и протереть.
|
N |
Число |
Мощность электродвигателя, кВт, до | ||||||||||||
|
пози- |
пазов |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 | ||||
|
ции |
статора |
Норма времени на электродвигатель, чел.-ч | ||||||||||||
|
1 |
18 |
0,36 |
0,41 |
0,47 |
- |
- |
- |
- |
- |
- | ||||
|
2 |
24 |
0,40 |
0,50 |
0,58 |
0,63 |
0,75 |
1,15 |
- |
- |
- | ||||
|
3 |
36 |
0,61 |
0,74 |
0,78 |
0,95 |
1,04 |
1,34 |
1,68 |
2,00 |
2,41 | ||||
|
4 |
48 |
0,72 |
0,90 |
0,94 |
1,20 |
1,40 |
1,79 |
2,18 |
2,64 |
2,97 | ||||
|
5 |
54 |
- |
- |
1,29 |
1,49 |
1,68 |
2,20 |
2,58 |
3,05 |
3,55 | ||||
|
6 |
72 |
- |
- |
- |
- |
2,40 |
2,91 |
3,40 |
3,95 |
4,48 | ||||
Примечание.
Нормы времени в карте предусматривают выполнение работ без сохранения обмотки, без правки пазов и с обрезкой лобовой части статора (ротора) вручную.
При выполнении работ с применением специального приспособления для выемки обмотки из пазов с сохранением провода к нормам времени применять коэффициент 1,35; разряд работы - 2.
При необходимости правки пазов магнитопровода к норме времени добавлять:
|
Мощность электродвигателя, кВт, до | |||
|
5 |
20 |
50 |
100 |
|
Норма времени на один паз активного железа магнитопровода, чел.-ч | |||
|
0,05 |
0,06 |
0,07 |
0,09 |
При демонтаже обмотки ротора к нормам времени применять коэффициент 0,85.
При обрезке лобовой части обмотки статора (ротора) на станке к нормам времени применять коэффициент 0,5.
|
Электродвигатели переменного тока |
Заготовка изоляции и гильзовка пазов статора (ротора) |
Карта 11 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 2 | ||
Содержание работы
Установить статор на рабочее место. Замерить длину и ширину паза и изготовить шаблон. Нарезать рычажными ножницами гильзы в пазы с пригонкой по месту и с предварительным обжатием их на оправке. Уложить и закрепить пояски.
|
N |
Число |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
пазов |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
статора |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
18 |
0,30 |
0,36 |
0,39 |
- |
- |
- |
- |
- |
- |
|
2 |
24 |
0,40 |
0,50 |
0,58 |
0,67 |
0,80 |
0,95 |
- |
- |
- |
|
3 |
36 |
0,67 |
0,71 |
0,78 |
0,90 |
0,95 |
1,10 |
1,21 |
1,34 |
1,53 |
|
4 |
48 |
0,81 |
0,85 |
0,92 |
1,01 |
1,10 |
1,31 |
1,50 |
1,67 |
1,87 |
|
5 |
54 |
- |
- |
1,15 |
1,25 |
1,36 |
1,53 |
1,65 |
1,88 |
2,00 |
|
6 |
72 |
- |
- |
- |
- |
1,70 |
1,90 |
2,11 |
2,30 |
2,50 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по заготовке изоляции и гильзовке пазов статора.
При заготовке изоляции и гильзовке пазов ротора к нормам времени применять коэффициент 0,85.
|
Электродвигатели переменного тока |
Намотка секций статора (ротора) на намоточном станке |
Карта 12 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 3 | ||
1. Основное машинное время на намотку секций
|
Диаметр провода, мм, до | |||
|
0,86 |
1,56 |
2,26 |
свыше 2,26 |
|
Частота вращения шпинделя намоточного станка, | |||
|
120 |
90 |
60 |
30 |
|
Время на намотку 100 витков, мин | |||
|
0,83 |
1,11 |
1,66 |
3,32 |
2. Вспомогательное время на приемы работы при намотке секций
|
N п/п |
Наименование приемов |
Единица измерения |
Время, мин |
|
1 |
Распаковка бухты, измерение провода микрометром и установка бухты на стойку |
Статор (ротор) |
1,78 |
|
2 |
Установка провода в поводок |
Секция |
0,20 |
|
3 |
Определение размера витка секции (примерка по пазам) |
Статор (ротор) |
3,80 |
|
4 |
Установка шаблона и снятие шаблона |
Статор (ротор) |
0,30 |
|
5 |
Установка счетчика на ноль |
Секция |
0,03 |
|
6 |
Пуск и остановка станка |
" |
0,03 |
|
7 |
Отрезка провода кусачками |
" |
0,06 |
|
8 |
Перевязка секции в двух местах после намотки катушки |
" |
0,15 |
|
9 |
Снятие секции с шаблона |
" |
0,20 |
Примечание.
Нормы времени в карте предусматривают намотку секций статора (ротора) на намоточном станке из одного нефасонного провода в витке.
При намотке секций статора (ротора), состоящих из двух проводов в витке, приведенное в нормативной карте время применять с коэффициентом 1,10, из трех проводов в витке - 1,15, из четырех проводов в витке - 1,20, из пяти проводов в витке - 1,25, из шести проводов в витке - 1,30, из семи проводов в витке - 1,40.
При намотке секций катушек фасонным проводом приведенное в нормативной карте основное время применять, как при диаметре провода свыше 2,26 мм.
Нормы времени на намотку секций статора (ротора) на намоточном станке определяются из оперативного времени (основного и вспомогательного по нормативным картам) и добавочного времени в размере 12% от оперативного времени.
|
Электродвигатели переменного тока |
Укладка секций в статор (ротор) |
Карта 13 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 2-й (для ремонта электродвигателей мощностью до 40 кВт); 3-й (мощностью свыше 40 кВт) | ||
Содержание работы
Уложить секции в пазы статора. Установить прокладки между секциями в пазах и лобовых частях. Уплотнить провода в пазах, увязать и оправить лобовые части. Закрепить секции в пазах клиньями. Изолировать концы катушек лакотканью и киперной лентой.
|
N |
Частота |
Число |
Мощность электродвигателя, кВт, до | ||||||||||
|
пози- |
вращения |
пазов |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 | ||
|
ции |
электро- |
статора (ротора) |
Норма времени на статор (ротор), чел.-ч | ||||||||||
|
1 |
750 |
18 |
1,12 |
1,34 |
1,60 |
- |
- |
- |
- |
- |
- | ||
|
2 |
|
24 |
1,34 |
1,70 |
2,09 |
2,40 |
2,79 |
3,45 |
- |
- |
- | ||
|
3 |
|
36 |
1,55 |
2,00 |
2,29 |
3,00 |
3,49 |
4,07 |
4,87 |
5,99 |
7,15 | ||
|
4 |
|
48 |
2,11 |
2,50 |
3,17 |
3,70 |
4,45 |
5,04 |
5,97 |
7,02 |
8,72 | ||
|
5 |
|
54 |
- |
- |
3,80 |
4,25 |
5,21 |
6,21 |
7,69 |
8,60 |
9,11 | ||
|
6 |
|
72 |
- |
- |
- |
- |
6,80 |
8,32 |
10,08 |
11,76 |
13,10 | ||
|
7 |
1000 |
18 |
0,97 |
1,20 |
1,38 |
- |
- |
|
- |
- |
- | ||
|
8 |
|
24 |
1,17 |
1,37 |
1,65 |
2,00 |
2,40 |
2,70 |
- |
- |
- | ||
|
9 |
|
36 |
1,24 |
1,65 |
2,10 |
2,60 |
3,00 |
3,64 |
4,54 |
5,45 |
6,20 | ||
|
10 |
|
48 |
1,63 |
1,95 |
2,40 |
3,00 |
3,70 |
4,46 |
6,17 |
6,95 |
7,44 | ||
|
11 |
|
54 |
- |
- |
3,20 |
3,99 |
4,63 |
5,80 |
6,80 |
7,90 |
9,04 | ||
|
12 |
|
72 |
- |
- |
- |
- |
5,00 |
6,90 |
8,40 |
9,60 |
10,52 | ||
|
13 |
1500 |
18 |
0,82 |
1,03 |
1,21 |
- |
- |
- |
- |
- |
- | ||
|
14 |
|
24 |
0,92 |
1,12 |
1,40 |
1,66 |
1,98 |
2,32 |
- |
- |
- | ||
|
15 |
|
36 |
1,15 |
1,34 |
1,68 |
2,02 |
2,41 |
2,89 |
3,70 |
4,50 |
5,32 | ||
|
16 |
|
48 |
1,27 |
1,60 |
2,04 |
2,55 |
3,05 |
3,71 |
4,61 |
5,71 |
6,89 | ||
|
17 |
|
54 |
- |
- |
2,50 |
3,02 |
4,00 |
4,85 |
5,88 |
6,93 |
7,93 | ||
|
18 |
|
72 |
- |
- |
- |
- |
4,45 |
5,73 |
7,28 |
8,57 |
9,76 | ||
|
19 |
3000 |
18 |
0,69 |
0,86 |
1,00 |
- |
- |
- |
- |
- |
- | ||
|
20 |
|
24 |
0,80 |
1,00 |
1,20 |
1,42 |
1,58 |
1,84 |
- |
- |
- | ||
|
21 |
|
36 |
0,96 |
1,21 |
1,49 |
1,81 |
2,10 |
2,46 |
2,88 |
3,55 |
4,52 | ||
|
22 |
|
48 |
1,10 |
1,40 |
1,74 |
2,06 |
2,35 |
2,83 |
3,50 |
4,40 |
5,48 | ||
|
23 |
|
54 |
- |
- |
2,00 |
2,40 |
2,70 |
3,45 |
4,29 |
5,24 |
6,29 | ||
|
24 |
|
72 |
- |
- |
- |
- |
3,51 |
4,70 |
5,70 |
7,00 |
8,09 | ||
Примечание.
Нормы времени в карте предусматривают выполнение работ по укладке секций обмотки статора, состоящих из одного провода в витке.
При укладке секций обмотки статора, состоящих из двух параллельных проводов в витке, к нормам времени применять коэффициент 1,10, из трех проводов в витке - 1,15, из четырех проводов в витке - 1,20, из пяти проводов в витке - 1,25, из шести проводов в витке - 1,30, из семи проводов в витке - 1,40.
При укладке секций двухслойной обмотки статора к нормам времени применять коэффициент 1,2.
При укладке секций обмотки ротора к нормам времени применять коэффициент 0,85.
|
Электродвигатели переменного тока |
Монтаж схемы обмотки статора (ротора) |
Карта 14 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 3 | ||
Содержание работы
Зачистить концы секций и соединить их по схеме. Пропаять места соединений. Заготовить и подсоединить выводные концы. Изолировать места соединений. Наложить бандажи на соединение схемы и выправить лобовые вылеты. Проверить правильность соединений, измерить величину сопротивления изоляции.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на статор (ротор), чел.-ч | ||||||||
|
1 |
750 |
0,79 |
0,98 |
1,20 |
1,50 |
1,90 |
2,47 |
3,20 |
3,80 |
4,50 |
|
2 |
1000 |
0,68 |
0,80 |
1,01 |
1,27 |
1,60 |
2,00 |
2,45 |
3,00 |
3,98 |
|
3 |
1500 |
0,56 |
0,63 |
0,85 |
1,03 |
1,20 |
1,50 |
1,98 |
2,30 |
3,07 |
|
4 |
3000 |
0,46 |
0,54 |
0,62 |
0,80 |
1,00 |
1,25 |
1,50 |
1,86 |
2,10 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по монтажу схемы обмотки статора, состоящей из одного провода в витке.
При монтаже схемы обмотки статора, состоящей из двух параллельных проводов в витке, к нормам времени применять коэффициент 1,10, из трех проводов в витке - 1,15, из четырех проводов в витке - 1,20, из пяти проводов в витке - 1,25, из шести проводов в витке - 1,30, из семи проводов в витке - 1,40.
При монтаже схемы двухслойной обмотки статора к нормам времени применять коэффициент 1,2.
При монтаже схемы обмотки ротора к нормам времени применять коэффициент 0,85.
|
Электродвигатели постоянного тока |
Отсоединение обмотки якоря от коллектора |
Карта 15 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 2-й (для ремонта электродвигателей мощностью до 40 кВт); 3-й (мощностью свыше 40 кВт) | ||
Содержание работы
Изготовить и установить клинья между петушками. Распаять петушки. Поднять концы обмотки, зачистить от излишка припоя.
|
N |
Количество |
Мощность электродвигателя, кВт, до | |||
|
пози- |
концов обмотки |
3 |
10 |
40 |
100 |
|
ции |
на одном петушке |
Норма времени на 10 петушков, чел.-ч | |||
|
1 |
2 |
0,32 |
0,35 |
0,38 |
0,42 |
|
2 |
4 |
0,35 |
0,39 |
0,42 |
0,46 |
|
3 |
6 |
0,37 |
0,43 |
0,47 |
0,55 |
|
4 |
8 |
0,42 |
0,46 |
0,53 |
0,60 |
|
Электродвигатели постоянного тока |
Снятие коллектора |
Карта 16 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Зафиксировать положение коллектора на валу (промаркировать). Установить приспособление и выпрессовать коллектор с вала.
|
N |
Длина |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
коллектора, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
мм, до |
Норма времени на коллектор, чел.-ч | ||||||||
|
1 |
100 |
0,24 |
0,30 |
0,34 |
0,38 |
0,44 |
0,48 |
0,52 |
0,60 |
0,65 |
|
2 |
200 |
0,29 |
0,36 |
0,41 |
0,46 |
0,55 |
0,60 |
0,63 |
0,68 |
0,75 |
|
3 |
300 |
0,34 |
0,42 |
0,48 |
0,55 |
0,65 |
0,70 |
0,73 |
0,82 |
0,87 |
|
Электродвигатели постоянного тока |
Разборка коллектора |
Карта 17 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 5 | ||
Содержание работы
Подготовить и наложить хомут на коллектор. Открепить нажимной конус и снять нажимную шайбу. Зафиксировать положение пластин, подогреть и снять комплект пластин коллектора.
|
Наружный диаметр коллектора, мм, до | |||||
|
50 |
70 |
90 |
120 |
150 |
200 |
|
Норма времени на коллектор, чел.-ч | |||||
|
0,30 |
0,35 |
0,40 |
0,47 |
0,50 |
0,60 |
|
Электродвигатели постоянного тока |
Ремонт коллектора |
Карта 18 | ||||||||||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | |||||||||||
|
N |
Содержание работы |
Еди- |
Наружный |
Длина пластин коллектора, мм, до | ||||||||
|
по- |
|
ница изме- |
диаметр коллектора, |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 | |
|
ции |
|
рения |
мм, до |
Норма времени на единицу измерения, чел.-ч | ||||||||
|
1 |
Изготовить клин, вынуть пластину с поврежденной миканитовой изоляцией и временно установить клин. Осмотреть и очистить пластину и миканит. Выправить и облудить петушок. Вынуть клин и установить пластину с изоляцией на место |
10 плас- |
|
0,44 |
0,55 |
0,65 |
0,73 |
0,82 |
0,91 |
1,10 |
1,25 | |
|
2 |
Вынуть пластину, снять с пластины поврежденную миканитовую изоляцию и изготовить новую по образцу. Установить пластину с изоляцией на место |
10 плас- |
|
0,60 |
0,75 |
0,90 |
1,02 |
1,10 |
1,30 |
1,50 |
1,90 | |
|
3 |
Зачистить места повреждения и восста- |
Конус |
50 |
0,70 |
|
|
|
|
|
|
| |
|
|
новить изоляцию конуса |
|
70 |
0,75 |
|
|
|
|
|
|
| |
|
|
|
|
90 |
0,80 |
|
|
|
|
|
|
| |
|
|
|
|
120 |
0,85 |
|
|
|
|
|
|
| |
|
|
|
|
150 |
0,90 |
|
|
|
|
|
|
| |
|
|
|
|
200 |
0,95 |
|
|
|
|
|
|
| |
|
Электродвигатели постоянного тока |
Перемотка обмотки якоря |
Карта 19 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 3 | ||
Содержание работы
Снять бандажи, осадить клинья и выбить их из пазов. Удалить обмотку и очистить пазы якоря. Замерить и изготовить изоляцию, уложить изоляцию в пазы якоря. Наметать секции обмотки якоря на станке, уложить в пазы, изолировать лобовые части обмотки, изготовить клинья и установить в пазы. Загрузить и выгрузить якорь из сушильной камеры при помощи подъемного механизма. Загрузить в ванну и пропитать обмотку якоря лаком, выгрузить из ванны при помощи подъемного механизма. Загрузить и выгрузить якорь (после пропитки лаком) из сушильной камеры при помощи подъемного механизма. Проверить изоляцию обмотки мегаомметром. Заготовить и уложить изоляцию под бандажи, наложить бандажи, припаять или заварить.
|
N |
Число |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
пазов |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
якоря |
Норма времени на якорь, чел.-ч | ||||||||
|
1 |
18 |
6,15 |
7,40 |
8,70 |
9,15 |
9,85 |
- |
- |
- |
- |
|
2 |
24 |
6,40 |
9,40 |
10,60 |
11,45 |
12,70 |
15,20 |
- |
- |
- |
|
3 |
36 |
8,50 |
11,40 |
12,70 |
13,60 |
15,20 |
17,80 |
19,25 |
21,30 |
22,70 |
|
4 |
48 |
11,40 |
13,75 |
15,80 |
17,60 |
19,00 |
22,10 |
24,90 |
26,50 |
28,30 |
|
5 |
54 |
- |
- |
18,62 |
19,95 |
21,20 |
24,60 |
27,80 |
30,00 |
31,80 |
|
6 |
72 |
- |
- |
- |
26,13 |
27,55 |
33,25 |
37,05 |
40,38 |
44,18 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по удалению обмотки якоря без сохранения провода.
При удалении обмотки якоря с сохранением провода к нормам времени применять коэффициент 1,05.
Время на сушку якоря в сушильной камере нормами времени, приведенными в нормативной карте, не учитывается.
|
Электродвигатели постоянного тока |
Сборка коллектора |
Карта 20 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 6 | ||
Содержание работы
Установить комплект пластин (с выверкой положения установки) и нажимной конус. Закрепить нажимный конус, надеть нажимную шайбу и закрепить коллектор. Снять с коллектора хомут. Проверить коллектор на отсутствие межвиткового замыкания.
|
Наружный диаметр коллектора, мм, до | |||||
|
50 |
70 |
90 |
120 |
150 |
200 |
|
Норма времени на коллектор, чел.-ч | |||||
|
0,47 |
0,54 |
0,60 |
0,68 |
0,75 |
0,85 |
|
Электродвигатели постоянного тока |
Установка коллектора |
Карта 21 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Зачистить шейку вала и втулку. По маркировке определить положение коллектора на валу. Установить приспособление. Напрессовать коллектор на вал и закрепить его.
|
N |
Длина |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
коллектора, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
мм, до |
Норма времени на коллектор, чел.-ч | ||||||||
|
1 |
100 |
0,30 |
0,35 |
0,39 |
0,48 |
0,58 |
0,64 |
0,75 |
0,80 |
0,85 |
|
2 |
200 |
0,36 |
0,42 |
0,48 |
0,60 |
0,70 |
0,77 |
0,86 |
0,92 |
1,00 |
|
3 |
300 |
0,42 |
0,49 |
0,55 |
0,70 |
0,85 |
0,90 |
1,00 |
1,04 |
1,15 |
|
Электродвигатели постоянного тока |
Присоединение обмотки к коллектору |
Карта 22 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 3-й (для ремонта электродвигателей мощностью до 40 кВт); 4-й (мощностью свыше 40 кВт) | ||
Содержание работы
Выправить петушки коллектора, облудить петушки и концы обмотки, разобрать концы согласно схеме и присоединить их к петушкам, расклинить петушки, припаять и зачистить места пайки.
|
N |
Количество концов |
Мощность электродвигателя, кВт, до | |||
|
пози- |
обмотки на одном |
3 |
10 |
40 |
100 |
|
ции |
петушке |
Норма времени на 10 петушков чел.-ч | |||
|
1 |
2 |
0,55 |
0,60 |
0,65 |
0,70 |
|
2 |
4 |
0,60 |
0,65 |
0,70 |
0,75 |
|
3 |
6 |
0,65 |
0,70 |
0,80 |
0,85 |
|
4 |
8 |
0,75 |
0,30 |
0,90 |
0,95 |
|
Электродвигатели постоянного тока |
Присоединение обмотки к коллектору в ванне |
Карта 23 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 3-й (для ремонта электродвигателей мощностью до 40 кВт); 4-й (мощностью свыше 40 кВт) | ||
Содержание работы
Проверить расклиновку концов секций в петушках. Обезжирить петушки и промазать флюсом. Обмотать асбестовой лентой концы секций по диаметру якоря и миканитовый конус. Установить асбестовый шнур в уплотнительную канавку на коллекторе. Опустить якорь в ванну, поднять уровень расплавленного припоя, пропаять коллектор. Опустить уровень припоя, поднять якорь, убрать наплывы припоя. Проверить качество пайки внешним осмотром. Произвести протяжку коллекторных болтов.
|
Мощность электродвигателя, кВт, до | |||
|
3 |
10 |
40 |
100 |
|
Норма времени на якорь, чел.-ч | |||
|
0,95 |
1,05 |
1,15 |
1,40 |
|
Электродвигатели постоянного тока |
Продороживание коллектора |
Карта 24 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить якорь на опоры (станок). Произвести продороживание коллектора. Продуть коллектор сжатым воздухом, проверить изоляцию между пластинами. Снять якорь с опор (станка) и уложить на стеллаж.
|
N |
Способ |
Длина пластин коллектора, мм, до | |||||||
|
пози- |
продороживания |
50 |
75 |
100 |
125 |
150 |
200 |
250 |
300 |
|
ции |
|
Норма времени на 10 пластин, чел.-ч | |||||||
|
1 |
Вручную |
0,140 |
0,170 |
0,200 |
0,230 |
0,250 |
0,280 |
0,310 |
0,340 |
|
2 |
На станке |
0,044 |
0,048 |
0,052 |
0,056 |
0,060 |
0,067 |
0,075 |
0,085 |
|
Электродвигатели постоянного тока |
Шлифовка коллектора |
Карта 25 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Шлифовать коллектор с помощью специальных деревянных колодок. Продуть коллектор сжатым воздухом.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на коллектор, чел.-ч | ||||||||
|
0,15 |
0,16 |
0,17 |
0,22 |
0,30 |
0,47 |
0,65 |
0,82 |
1,0 |
|
Электродвигатели переменного и постоянного тока |
Наложения бандажа на ротор (якорь) электродвигателя |
Карта 26 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 3 | ||
Содержание работы
Подготовить проволоку для наложения бандажа. Заготовить и установить изоляцию под бандаж. Наложить бандаж из проволоки на ротор (якорь), закрепить и пропаять.
|
N |
Ширина |
Диаметр ротора, мм, до | ||||
|
пози- |
бандажа, |
100 |
200 |
300 |
400 |
500 |
|
ции |
мм |
Норма времени на бандаж, чел.-ч | ||||
|
1 |
10 |
0,32 |
0,40 |
0,50 |
0,60 |
0,65 |
|
2 |
20 |
0,44 |
0,55 |
0,70 |
0,85 |
0,90 |
|
3 |
30 |
0,60 |
0,75 |
0,90 |
1,10 |
1,15 |
|
4 |
40 |
0,70 |
0,85 |
1,05 |
1,25 |
1,35 |
|
5 |
60 |
0,80 |
1,00 |
1,25 |
1,50 |
1,60 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по наложению бандажа на ротор (якорь) из проволоки диаметром 0,5 мм.
При наложении бандажа на ротор (якорь) из шнура к нормам времени применять коэффициент 0,3, при наложении бандажа из стеклобандажной ленты - 0,9.
При наложении бандажа из проволоки диаметром свыше 0,5 мм к нормам времени применять коэффициенты:
|
Диаметр проволоки, мм, до | ||
|
0,8 |
1,0 |
1,2 |
|
Коэффициент | ||
|
0,75 |
0,6 |
0,5 |
|
Электродвигатели переменного и постоянного тока |
Сушка, пропитка обмотки статора (ротора, якоря) лаком, сушка после пропитки |
Карта 27 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 2 | ||
Содержание работы
Загрузить статор (ротор, якорь) в сушильную камеру при помощи подъемного механизма. Выгрузить статор (ротор, якорь) из сушильной камеры после просушки обмотки. Загрузить статор (ротор, якорь) в ванну с лаком для пропитки. Выгрузить статор (ротор, якорь) из ванны после пропитки. Загрузить статор (ротор, якорь) в сушильную камеру при помощи подъемного механизма. Выгрузить статор (ротор, якорь) из сушильной камеры после просушки. Удалить лак с активной части магнитопровода растворителем.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на статор, чел.-ч | ||||||||
|
0,13 |
0,15 |
0,18 |
0,19 |
0,21 |
0,25 |
0,27 |
0,28 |
0,30 |
Примечание.
Нормы времени в карте предусматривают одинарную пропитку обмотки.
На каждую последующую пропитку обмотки к нормам времени применять коэффициент 0,5.
Время на сушку в сушильной камере, пропитку обмотки в ванне и стекание лака со статора (ротора, якоря) нормами времени, приведенными в нормативной карте, не учитывается.
|
Электродвигатели переменного и постоянного тока |
Покрытие лобовых частей обмотки статора (ротора, якоря) электроэмалью |
Карта 28 | |
|
Профессия электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 2 | ||
Содержание работы
Установить статор (ротор, якорь) на рабочее место. Покрыть лобовые части обмотки электроэмалью. Снять статор (ротор, якорь) и уложить на стеллаж.
|
N |
Способ |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
покрытия |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на статор, чел.-ч | ||||||||
|
1 |
Кистью вручную |
0,14 |
0,15 |
0,17 |
0,19 |
0,21 |
0,23 |
0,25 |
0,28 |
0,31 |
|
2 |
Краскорас- |
0,07 |
0,08 |
0,09 |
0,10 |
0,11 |
0,12 |
0,13 |
0,15 |
0,16 |
|
Электродвигатели переменного и постоянного тока |
Балансировка ротора (якоря) |
Карта 29 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 5 | ||
Содержание работы
Установить на конец ротора (якоря) соединительную полумуфту и закрепить ее. Отрегулировать расстояние между опорами приспособления и установить ротор (якорь) на эти опоры. Соединить полумуфту балансируемого ротора (якоря) с полумуфтой привода и закрепить. Отрегулировать положение ротора (якоря) в приспособлении. Произвести балансировку ротора (якоря). Снять ротор (якорь) с опор приспособления
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||
|
пози- |
вращения, |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на ротор (якорь), чел.-ч | ||||||
|
1 |
750 |
0,54 |
0,68 |
0,87 |
1,06 |
1,35 |
1,70 |
2,12 |
|
2 |
1000 |
0,63 |
0,78 |
0,95 |
1,21 |
1,50 |
1,90 |
2,32 |
|
3 |
1500 |
0,71 |
0,92 |
1,18 |
1,49 |
1,88 |
2,27 |
2,77 |
|
4 |
3000 |
0,87 |
1,05 |
1,31 |
1,67 |
2,03 |
2,72 |
3,47 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по динамической балансировке ротора (якоря).
При статической балансировке ротора (якоря) к нормам времени применять коэффициент 1,2.
|
Электродвигатели постоянного тока |
Перемотка обмотки полюсной катушки |
Карта 30 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 3 | ||
Содержание работы
Снять изоляцию с катушки. Размотать катушку. Намотать катушку на станке, наложить изоляцию. Поместить катушку в ванну с лаком. Извлечь катушку из ванны после пропитки. Поместить катушку в сушильную камеру. Извлечь из сушильной камеры катушку после просушки. Покрыть наружную поверхность катушки эмалью.
|
N |
Вид |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
полюса |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на катушку, чел.-ч | ||||||||
|
1 |
Главный |
0,70 |
0,83 |
0,93 |
1,10 |
1,40 |
1,65 |
2,05 |
2,60 |
3,25 |
|
2 |
Дополни- |
0,47 |
0,55 |
0,65 |
0,78 |
1,00 |
1,25 |
1,60 |
1,90 |
2,40 |
Примечание.
Нормы времени в карте предусматривают работы по намотке полюсной катушки круглым проводом на намоточном станке.
При намотке полюсной катушки вручную к нормам времени применять коэффициенты: при применении круглого провода - 1,3, при применении шинной меди - 1,7.
Время на сушку в сушильной камере, пропитку обмотки в ванне и стекание лака с катушки нормами времени не учитывается.
|
Электродвигатели постоянного тока |
Ремонт траверсы и щеткодержателя |
Карта 31 | |||||||||||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||||||||||||
|
N пози- |
Содержание работы |
Единица измерения |
Мощность электродвигателя, кВт, до | ||||||||||
|
|
|
|
5 |
20 |
60 |
100 | |||||||
|
|
|
|
Норма времени на единицу измерения, чел.-ч | ||||||||||
|
1 |
Разобрать траверсу, очистить и промыть детали траверсы. Покрасить детали траверсы эмалью. Собрать траверсу |
Траверса |
0,11 |
0,13 |
0,16 |
0,20 | |||||||
|
2 |
Заменить изоляцию пальца щеткодержателя |
Палец |
0,24 |
0,30 |
0,38 |
0,48 | |||||||
|
3 |
Разобрать, очистить |
Щеткодержатель под размер щетки, мм | |||||||||||
|
|
щеткодержатель |
5 x 5 |
10 x 13 |
10 x 16 |
16 x 25 |
16 x 40 | |||||||
|
|
|
Норма времени на щеткодержатель, чел.-ч | |||||||||||
|
|
|
0,18 |
0,22 |
0,25 |
0,28 |
0,35 | |||||||
|
Электродвигатели постоянного тока |
Изготовление медно- |
Карта 32 | |||||||||||||||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||||||||||||||||
|
N |
Содержание |
Размер щетки, мм | |||||||||||||||
|
пози- |
работы |
5 x 5 x 18 |
10 x 13 x 32 |
10 x 16 x 32 |
16 x 25 x 40 |
16 х 40 х 60 | |||||||||||
|
|
|
Норма времени на щетку, чел.-ч | |||||||||||||||
|
1 |
Разметить щетку из медно-графитового или угольного бруска и опилить ее по обойме щеткодержателя; предварительно опилить рабочую поверхность щетки; изготовить и укрепить токоведущий шунт к щетке и припаять наконечник |
0,20 |
0,25 |
0,30 |
0,35 |
0,40 | |||||||||||
|
2 |
Разметить щетку (из щетки большого размера) по обойме щеткодержателя и опилить ее до требуемых размеров |
0,10 |
0,13 |
0,17 |
0,20 |
0,24 | |||||||||||
|
N |
Содержание |
Мощность электродвигателя, кВт, до | |||||||||||||||
|
пози- |
работы |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 | |||||||
|
ции |
|
Норма времени на комплект щеток, чел.-ч | |||||||||||||||
|
3 |
Притереть рабочую поверхность щетки по коллектору; коллектор очистить и продуть сжатым воздухом |
0,35 |
0,50 |
0,65 |
0,80 |
1,00 |
1,25 |
1,55 |
1,95 |
2,40 | |||||||
|
Электродвигатели переменного тока |
Ремонт замыкающего устройства электродвигателя с фазным ротором |
Карта 33 | |||||||||||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||||||||||||
|
N |
Содержание |
Мощность электродвигателя, кВт, до | |||||||||||
|
пози- |
работы |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 | |||
|
ции |
|
Норма времени на устройство, чел.-ч | |||||||||||
|
1 |
Осмотреть разобрать устройство, замыкающее обмотку ротора накоротко, промаркировать детали. Очистить, промыть и протереть рычаги, кулачки, кольца |
0,33 |
0,34 |
0,37 |
0,40 |
0,47 |
0,61 |
0,75 |
0,89 |
0,95 | |||
|
2 |
Собрать устройство, замыкающее обмотку ротора накоротко, проверить правильность сборки |
0,24 |
0,24 |
0,25 |
0,28 |
0,32 |
0,41 |
0,51 |
0,60 |
0,65 | |||
|
Электродвигатели переменного тока |
Ремонт контактного устройства электродвигателя с фазным ротором |
Карта 34 | |||||||||||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||||||||||||
|
N |
Содержание работы |
Мощность электродвигателя, кВт, до | |||||||||||
|
пози- |
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 | |||
|
ции |
|
Норма времени на устройство, чел.-ч | |||||||||||
|
1 |
Осмотреть контактное устройство, отсоединить выводы обмоток ротора к кольцам, открепить и выпрессовать втулку с кольцами с вала |
0,36 |
0,44 |
0,51 |
0,55 |
0,62 |
0,75 |
0,85 |
0,99 |
1,00 | |||
|
2 |
Промыть, протереть и очистить контактное устройство |
0,20 |
0,24 |
0,29 |
0,33 |
0,38 |
0,45 |
0,55 |
0,63 |
0,72 | |||
|
3 |
Собрать контактное устройство, установить и запрессовать втулку с кольцами на вал, подключить выводы обмоток ротора, проверить правильность сборки |
0,24 |
0,30 |
0,36 |
0,37 |
0,41 |
0,54 |
0,65 |
0,80 |
0,97 | |||
|
Электродвигатели постоянного тока |
Установка полюса с катушками |
Карта 35 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Очистить выводные концы катушки от изоляции, установить изоляционные прокладки и катушку на сердечник полюса. Установить прокладки и полюс, закрепить. Выверить диаметральное расстояние между, полюсами, припаять и заизолировать соединения между катушками. Вывести концы катушек на клеммный щиток. Проверить полярность катушки полюса.
|
N |
Вид |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
полюса |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на полюс, чел.-ч | ||||||||
|
1 |
Главный |
0,25 |
0,30 |
0,37 |
0,46 |
0,60 |
0,70 |
0,85 |
0,97 |
1,2 |
|
2 |
Дополни- |
0,20 |
0,24 |
0,29 |
0,34 |
0,42 |
0,50 |
0,60 |
0,72 |
0,86 |
|
Электродвигатели переменного тока |
Сборка электродвигателя с короткозамкнутым ротором |
Карта 36 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить внутренние крышки подшипников на вал ротора электродвигателя. Запрессовать подшипники на вал ротора в горячем состоянии. Заложить смазку в подшипники и установить закрепляющие кольца. Установить ротор в статор. Установить и закрепить подшипниковые щиты и наружные крышки подшипников. Присоединить выводные концы обмотки электродвигателя, установить и закрепить клеммный щиток, установить крышку клеммного щитка и закрепить ее. Проверить правильность сборки электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
750 |
0,70 |
0,89 |
0,92 |
0,98 |
1,04 |
1,25 |
1,45 |
1,80 |
2,16 |
|
2 |
1000 |
0,62 |
0,70 |
0,76 |
0,86 |
0,95 |
1,17 |
1,42 |
1,66 |
2,04 |
|
3 |
1500 |
0,58 |
0,65 |
0,74 |
0,81 |
0,92 |
1,07 |
1,31 |
1,55 |
1,79 |
|
4 |
3000 |
0,44 |
0,51 |
0,60 |
0,70 |
0,83 |
0,98 |
1,10 |
1,29 |
1,43 |
|
Электродвигатели переменного тока |
Сборка электродвигателя взрывобезопасного исполнения |
Карта 37 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы: 3-й (для ремонта электродвигателя мощностью до 50 кВт); 4-й (мощностью свыше 50 кВт) | ||
Содержание работы
Запрессовать капсулы подшипников и подшипники на вал ротора электродвигателя. Заложить смазку в подшипники и установить закрепляющие кольца. Установить и закрепить наружные крышки подшипников. Установить ротор в статор. Установить и закрепить подшипниковые щиты. Установить вентилятор и колпак вентилятора на вал электродвигателя и закрепить. Установить и закрепить кожух электродвигателя. Установить и закрепить клеммный щиток и крышку клеммного щитка. Проверить правильность сборки электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
750 |
0,95 |
1,13 |
1,30 |
1,55 |
1,80 |
2,01 |
2,21 |
2,43 |
2,67 |
|
2 |
1000 |
0,83 |
0,98 |
1,15 |
1,36 |
1,60 |
1,76 |
1,94 |
2,13 |
2,34 |
|
3 |
1500 |
0,70 |
0,84 |
0,99 |
1,08 |
1,30 |
1,52 |
1,67 |
1,84 |
2,02 |
|
4 |
3000 |
0,59 |
0,70 |
0,80 |
0,98 |
1,15 |
1,27 |
1,40 |
1,54 |
1,69 |
|
Электродвигатели переменного тока |
Сборка электродвигателя с фазным ротором |
Карта 38 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить внутренние крышки подшипников на вал ротора. Запрессовать подшипники на вал ротора в горячем состоянии. Заложить смазку в подшипники и установить закрепляющие кольца. Установить и закрепить стопорными болтами вентилятор на валу ротора. Установить ротор в статор. Установить и закрепить подшипниковые щиты и наружные крышки подшипников. Запрессовать втулку с контактными и изоляционными кольцами на вал ротора и завернуть стопорную гайку. Установить изоляционную шайбу на торце вала ротора и закрепить. Установить и закрепить на подшипниковом щите кожух контактных колец. Присоединить провода, соединяющие контактные кольца с обмоткой ротора. Установить и закрепить на кожухе контактных колец палец с комплектом щеткодержателей; установить щетки и закрепить, присоединить провода, идущие от пускового реостата к щеткодержателям и от щеткодержателей к щеткам. Установить и закрепить клеммный щиток, присоединить к нему выводы обмотки электродвигателя, установить и закрепить крышку клеммного щитка. Проверить правильность сборки электродвигателя.
|
N |
Частота |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
вращения, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
об./мин |
| ||||||||
|
1 |
750 |
1,10 |
1,34 |
1,51 |
1,86 |
2,14 |
2,60 |
2,84 |
3,09 |
3,47 |
|
2 |
1000 |
1,00 |
1,16 |
1,33 |
1,60 |
1,86 |
2,44 |
2,48 |
2,73 |
3,00 |
|
3 |
1500 |
0,84 |
1,03 |
1,13 |
1,28 |
1,61 |
1,94 |
2,14 |
2,39 |
2,55 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по установке одного пальца с комплектом щеткодержателей.
При установке более одного пальца с комплектом щеткодержателей к нормам времени следует добавлять 0,15 ч на установку каждого последующего пальца с комплектом щеткодержателей.
|
Электродвигатели постоянного тока |
Сборка электродвигателя постоянного тока |
Карта 39 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Обдуть индуктор и якорь сжатым воздухом. Запрессовать подшипники на вал якоря. Вывернуть зазор в подшипниках и заложить смазку. Установить якорь в индуктор электродвигателя. Установить траверсу. Установить и закрепить подшипниковые щиты и наружные крышки. Установить и закрепить на траверсу щеткодержатели, установить щетки, подогнать по коллектору, отрегулировать усилие нажатия щеток и обдуть коллектор сжатым воздухом. Собрать и проверить внутреннюю схему электродвигателя. Проверить равномерность воздушного зазора между якорем и полюсами, измерить сопротивление изоляции. Проверить правильность сборки электродвигателя.
|
N |
Напряжение, |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
В |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
6-48 |
0,62 |
0,85 |
1,10 |
1,50 |
1,95 |
2,52 |
3,38 |
4,39 |
5,71 |
|
2 |
110-220 |
0,54 |
0,70 |
0,95 |
1,25 |
1,70 |
2,20 |
2,75 |
3,60 |
4,75 |
|
3 |
440-660 |
0,52 |
0,67 |
0,92 |
1,20 |
1,65 |
2,10 |
2,70 |
3,45 |
4,50 |
|
Электродвигатели переменного и постоянного тока |
Окраска электродвигателя |
Карта 40 | |
|
Профессия: маляр |
Разряд работы - 2 | ||
Содержание работы
Переместить электродвигатель на рабочее место. Окрасить электродвигатель и переместить его на стеллаж.
|
N |
Способ |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
окраски |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
|
|
Норма времени на электродвигатель, чел.-ч | ||||||||
|
1 |
Кистью вручную |
0,08 |
0,09 |
0,09 |
0,10 |
0,11 |
0,13 |
0,15 |
0,17 |
0,18 |
|
2 |
Краскораспылителем |
0,04 |
0,05 |
0,05 |
0,06 |
0,06 |
0,07 |
0,08 |
0,09 |
0,10 |
3.2. Типовые нормы времени на работы, связанные с ремонтом электродвигателей
|
Электродвигатели переменного и постоянного тока |
Снятие полумуфты (шкива) с вала электродвигателя |
Карта 41 | |
|
Профессия электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить электродвигатель на рабочее место. Выпрессовать полумуфту (шкив) с вала электродвигателя.
|
Диаметр вала, мм, до | |||||||
|
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
|
Норма времени на полумуфту (шкив), чел.-ч | |||||||
|
0,08 |
0,13 |
0,18 |
0,23 |
0,28 |
0,33 |
0,38 |
0,43 |
|
Электродвигатели переменного и постоянного тока |
Разборка дискового тормоза |
Карта 42 | |
|
Профессия, электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Разобрать узел ручного растормаживания. Снять крышку пружин, отвернуть регулировочную гайку, снять пружину, вывернуть шпильку и болты. Снять магнит с катушками, вынуть катушки из магнита и регулировочные шайбы из корпуса магнита. Выпрессовать втулку или шестерню и диски тормоза, отвернуть фланец тормоза.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на тормоз, чел.-ч | ||||||||
|
0,39 |
0,48 |
0,63 |
0,75 |
0,95 |
1,22 |
1,53 |
1,80 |
2,10 |
|
Электродвигатели переменного тока |
Снятие клеммного щитка |
Карта 43 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Содержание работы
Открепить и снять крышку щитка. Отсоединить выводы обмотки электродвигателя. Снять клеммный щиток.
|
N |
Тип электро- |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
двигателя, |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
конструкция щитка |
Норма времени на щиток, чел.-ч | ||||||||
|
1 |
С коротко- |
0,09 |
0,10 |
0,10 |
0,11 |
0,12 |
0,13 |
0,16 |
0,18 |
0,22 |
|
2 |
Взрывобез- |
0,14 |
0,14 |
0,14 |
0,15 |
0,17 |
0,19 |
0,21 |
0,24 |
0,24 |
|
Электродвигатели переменного и постоянного тока |
Снятие вентилятора электродвигателя |
Карта 44 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Отвернуть стопорные болты. Снять вентилятор с вала ротора (якоря).
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на вентилятор, чел.-ч | ||||||||
|
0,06 |
0,07 |
0,08 |
0,09 |
0,10 |
0,15 |
0,21 |
0,26 |
0,31 |
|
Электродвигатели переменного тока |
Частичный ремонт обмотки статора (ротора) |
Карта 45 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы: 2-й (для ремонта электродвигателей мощностью до 40 кВт); 3-й мощностью от 41 до 100 кВт) | ||
Содержание работы
Установить статор на рабочем месте. Разрезать шпагат или ленту и освободить от крепления лобовые части секций и соединительные провода. Разрезать соединения между катушками и фазами. Осадить клинья и выбить их из пазов. Приподнять одну сторону секций по шпагату и извлечь поврежденную секцию. Очистить пазы после удаления секции. Изготовить гильзы и торцовые прокладки и установить их в пазы. Изолировать поврежденное место секции и уложить в пазы. Уложить одну сторону приподнятых секций в пазы статора. Уложить прокладки, подогнать и забить клинья в пазы. Восстановить соединение катушек и фаз по схеме, пропаять и изолировать места соединения лакотканью и лентой. Загрузить статор в сушильную камеру Выгрузить статор из сушильной камеры. Покрыть обмотку лаком при помощи пульверизатора. Загрузить статор в сушильную камеру. Выгрузить статор из сушильной камеры.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на статор, чел.-ч | ||||||||
|
1,22 |
1,53 |
1,97 |
2,33 |
2,78 |
3,48 |
4,02 |
4,40 |
4,75 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по ремонту одной секции.
При ремонте нескольких секций, лежащих рядом, на ремонт каждой последующей секции к нормам времени добавлять:
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени, чел.-ч | ||||||||
|
0,20 |
0,25 |
0,29 |
0,35 |
0,43 |
0,52 |
0,58 |
0,63 |
0,68 |
При частичном ремонте обмотки ротора к нормам времени применять коэффициент 0,85.
Время на сушку обмотки статора (ротора) в сушильной камере нормами времени не учитывается.
|
Электродвигатели переменного тока |
Смена обмотки стержневого ротора |
Карта 46 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту электрических машин |
Разряд работы - 4 | ||
|
N |
Содержание |
Единица |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
работы |
измере- |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
|
ния |
Норма времени на единицу измерения, чел.-ч | ||||||||
|
1 |
Установить ротор на опоры, очистить от пыли и грязи, при помощи газовой горелки распаять бандажи и снять их, распаять схему и вынуть выводные концы |
Ротор |
0,25 |
0,29 |
0,34 |
0,42 |
0,49 |
0,60 |
0,65 |
0,70 |
0,80 |
|
2 |
Вынуть стержни из пазов ротора, очистить пазы и обмоткодержатель от изоляции |
10 стержней |
0,02 |
0,02 |
0,03 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
0,15 |
|
3 |
Очистить стержни |
10 стержней |
0,25 |
0,28 |
0,31 |
0,34 |
0,39 |
0,45 |
0,50 |
0,55 |
0,60 |
|
4 |
Изготовить и |
То же |
0,11 |
0,15 |
0,19 |
0,24 |
0,30 |
0,37 |
0,42 |
0,45 |
0,49 |
|
5 |
Изготовить |
60 пазов |
0,50 |
0,55 |
0,65 |
0,75 |
0,95 |
1,20 |
1,45 |
1,70 |
1,80 |
|
|
ротора и |
72 паза |
0,60 |
0,65 |
0,75 |
0,90 |
1,10 |
1,40 |
1,75 |
2,00 |
2,20 |
|
|
изоляцию на |
96 пазов |
0,85 |
0,90 |
1,00 |
1,25 |
1,55 |
1,90 |
2,40 |
2,70 |
2,90 |
|
|
под бандажи для |
120 пазов |
0,95 |
1,00 |
1,10 |
1,40 |
1,75 |
2,20 |
2,70 |
3,00 |
3,30 |
|
6 |
Уложить нижний |
60 пазов |
0,80 |
1,00 |
1,20 |
1,50 |
1,90 |
2,50 |
3,00 |
3,40 |
3,70 |
|
|
пазы ротора, |
72 паза |
1,00 |
1,20 |
1,40 |
1,80 |
2,30 |
2,80 |
3,50 |
4,00 |
4,50 |
|
|
дистанционные |
96 пазов |
1,30 |
1,50 |
1,70 |
2,20 |
2,80 |
3,50 |
4,40 |
5,00 |
5,60 |
|
|
наложить изоляцию |
120 пазов |
1,70 |
1,90 |
2,10 |
2,70 |
3,30 |
4,20 |
5,20 |
6,10 |
6,70 |
|
7 |
Протянуть выводные концы в вал ротора, надеть петушки и установить перемычки по схеме. Расклинить петушки медными клиньями, собрать и пропаять схему |
Ротор |
1,20 |
1,40 |
1,60 |
1,90 |
2,20 |
2,60 |
3,00 |
3,20 |
3,40 |
|
Электродвигатели переменного и постоянного тока |
Ремонт вентилятора электродвигателя |
Карта 47 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Выправить погнутые лопасти вентилятора. Опилить задиры и заусенцы. Очистить и окрасить вентилятор.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на вентилятор, чел.-ч | ||||||||
|
0,17 |
0,19 |
0,21 |
0,26 |
0,37 |
0,58 |
0,80 |
1,03 |
1,24 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по ремонту двухдискового вентилятора.
При ремонте однодискового вентилятора к нормам времени применять коэффициент 0,7.
|
Электродвигатели переменного тока |
Изготовление клеммного щитка |
Карта 48 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Разместить клеммный щиток на листе изоляционного материала. Вырезать клеммный щиток, опилить и снять фаски. Разметить места отверстий для выводных концов или шпилек и для крепления клеммного щитка. Просверлить отверстия. Установить и закрепить клеммвые шпильки и перемычки на щитке. Произвести маркировку выводных концов клеммного щитка.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на клеммный щиток, чел.-ч | ||||||||
|
0,26 |
0,26 |
0,26 |
0,32 |
0,32 |
0,32 |
0,40 |
0,40 |
0,40 |
|
Электродвигатели переменного к постоянного тока |
Изготовление лопасти вентилятора |
Карта 49 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Разметить и вырезать лопасть вентилятора из листового железа. Опилить края лопасти, просверлить отверстия в лопасти для крепления к диску, загнуть концы лопасти под углом 90°.
|
Мощность электродвигателя, кВт, до | ||
|
5 |
40 |
100 |
|
Норма времени на лопасть, чел.-ч | ||
|
0,17 |
0,20 |
0,23 |
|
Электродвигатели переменного и постоянного тока |
Установка вентилятора электродвигателя |
Карта 50 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Зачистить и замерить шейку вала и ступицу вентилятора. Установить вентилятор на вал ротора (якоря). Завернуть стопорные болты.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на вентилятор, чел.-ч | ||||||||
|
0,10 |
0,10 |
0,11 |
0,12 |
0,13 |
0,17 |
0,21 |
0,25 |
0,30 |
|
Электродвигатели переменного тока |
Установка клеммного щитка |
Карта 51 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Присоединить выводные концы обмотки электродвигателя. Установить и закрепить клеммный щиток. Установить крышку клеммного щитка.
|
N |
Тип |
Мощность электродвигателя, кВт, до | ||||||||
|
пози- |
электро- |
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
ции |
двигателя, конструкция щитка |
Норма времени на щиток, чел.-ч | ||||||||
|
1 |
С коротко- |
0,20 |
0,20 |
0,21 |
0,21 |
0,23 |
0,26 |
0,29 |
0,33 |
0,36 |
|
2 |
Взрывобез- |
0,27 |
0,27 |
0,28 |
0,28 |
0,30 |
0,32 |
0,36 |
0,38 |
0,41 |
|
Электродвигатели переменного и постоянного тока |
Сборка дискового тормоза |
Карта 52 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Навернуть фланец тормоза, запрессовать диски, втулки или шестерню тормоза. Установить регулировочные шайбы в корпус магнита. Установить катушки в магнит. Установить магнит с катушками. Ввернуть шпильку и болты, установить пружину и навернуть регулировочную гайку. Поставить крышку пружины. Собрать и установить узел ручного растормаживания. Проверить работу дискового тормоза.
|
Мощность электродвигателя, кВт, до | ||||||||
|
1 |
3 |
5 |
10 |
20 |
40 |
60 |
80 |
100 |
|
Норма времени на тормоз, чел.-ч | ||||||||
|
0,55 |
0,70 |
0,85 |
1,10 |
1,30 |
1,60 |
2,00 |
2,50 |
3,10 |
|
Электродвигатели переменного и постоянного тока |
Установка полумуфты (шкива) на вал электродвигателя |
Карта 53 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Поднести полумуфту (шкив) к валу электродвигателя, запрессовать полумуфту (шкив) на вал электродвигателя.
|
Диаметр вала, мм, до | |||||||
|
20 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
|
Норма времени на полумуфту (шкив), чел.-ч | |||||||
|
0,10 |
0,15 |
0,20 |
0,24 |
0,30 |
0,34 |
0,39 |
0,44 |
3.3. Типовые нормы времени на ремонт силовых трансформаторов мощностью до 1000 кВ · А
|
Силовые трансформаторы |
Слив масла из трансформатора |
Карта 54 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Слив масла самотеком
Содержание работы
Подготовить емкость для слива масла из трансформатора. Поднять трансформатор краном и переместить к емкости. Снять заглушку сливного крана трансформатора и слить масло из трансформатора в емкость. Ввернуть пробку или установить и закрепить заглушку сливного крана трансформатора.
|
Норма времени, чел.-ч | |
|
на слив первых 100 кг |
на слив каждых последующих 100 кг |
|
0,40 |
0,13 |
Слив масла приводным насосом
Содержание работы
Поднести насос к трансформатору и установить в рабочее положение. Присоединить приемный и выпускной шланги к насосу. Опустить приемный шланг в бак трансформатора и выпускной шланг в емкость, включить насос и перекачать масло в емкость. Выключить насос, вынуть выпускной шланг из емкости и приемный шланг из бака трансформатора, отсоединить приемный и выпускной шланги от насоса. Убрать насос на место.
|
Норма времени, чел.-ч : | |
|
на слив первых 100 кг |
на слив каждых последующих 100 кг |
|
0,38 |
0,05 |
|
Силовые трансформаторы |
Разборка трансформатора |
Карта 55 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить трансформатор краном на рабочем месте. Осмотреть трансформатор и выявить механические повреждения. Проверить состояние обмоток мегаомметром. Произвести полную разборку трансформатора и составить схему соединения обмоток
|
N |
Место |
Мощность трансформатора кВ·А, до | |||||||
|
пози- |
расположения |
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
ции |
выводов трансформатора |
Норма времени на трансформатор, чел.-ч | |||||||
|
1 |
На крышке |
3,00 |
3,10 |
3,20 |
3,35 |
4,10 |
4,80 |
5,90 |
7,80 |
|
2 |
На баке |
2,50 |
2,65 |
2,75 |
2,85 |
3,60 |
4,30 |
- |
- |
|
Силовые трансформаторы |
Промывка и очистка деталей трансформатора |
Карта 56 | |
|
Профессия: мойщик |
Разряд работы - 1 | ||
Содержание работы
Очистить бак трансформатора от грязи снаружи. Очистить и протереть магнитопровод и изоляторы. Промыть трансформаторным маслом бак трансформатора внутри, сердечник, расширитель, переключатель напряжения и крышку трансформатора.
|
Мощность трансформатора, кВ·А, до | |||||||
|
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
Норма времени на трансформатор, чел.-ч | |||||||
|
1,40 |
1,60 |
1,95 |
2,40 |
3,30 |
4,00 |
5,25 |
6,20 |
|
Силовые трансформаторы |
Ремонт указателя уровня масла |
Карта 57 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Разобрать указатель уровня масла. Промыть, протереть и осмотреть детали указателя. Прогнать резьбу корпуса указателя. Изготовить прокладки. Собрать указатель уровня масла.
Норма времени на указатель уровня масла - 0,25 чел.-ч.
|
Силовые трансформаторы |
Ремонт переключателя напряжения |
Карта 58 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Разобрать переключатель. Опилить подгоревшие контакты или заменить на новые. Собрать переключатель. Проверить работу переключателя. Норма времени на переключатель напряжения - 0,65 чел.-ч.
|
Силовые трансформаторы |
Ремонт изоляторов |
Карта 59 | ||
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | |||
|
N пози- |
Содержание работы |
Норма времени на 3 изолятора, чел.-ч | |
|
ции |
|
6 кВ |
35 кВ |
|
1 |
Выбить изоляторы и очистить фланцы |
0,17 |
0,32 |
|
2 |
Установить прокладки между фланцами и изоляторами и закрепить натяжные скобы |
0,25 |
0,25 |
|
3 |
Приготовить специальную массу для армировки изоляторов и заармировать изоляторы |
0,34 |
0,42 |
|
4 |
Открепить и снять натяжные скобы после сушки изоляторов в сушильной камере, очистить изоляторы от излишка массы и покрыть места очистки лаком |
0,45 |
0,50 |
|
|
Итого |
1,21 |
1,49 |
|
Силовые трансформаторы |
Намотка катушки |
Карта 60 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту трансформаторов |
Разряд работы - 3 | ||
Содержание работы
Подвести и установить бухту с проводом на стойку. Установить и закрепить шаблон на намоточном станке. Установить цилиндр катушки трансформатора на шаблоне. Изготовить уравнительную и межслойную изоляцию из электрокартона и кабельной бумаги. Изготовить прокладки для межслойной изоляции. Обрезать клинья по высоте катушки и обернуть их кабельной бумагой. Намотать катушку - с выгибом отводов и креплением их, рихтовкой провода, установкой прокладок, клиньев, уравнительной и межслойной изоляции, наложением бандажа катушки в процессе намотки. Снять катушку со станка, открепить и снять шаблон.
|
N |
Обмотка |
Напря- |
Мощность трансформатора кВ·А, до | |||||||
|
пози- |
цилинд- |
жение |
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
ции |
рическая |
транс- |
Норма времени на катушку, чел.-ч | |||||||
|
1 |
Низкого напряжения |
0,230 |
0,95 |
0,85 |
0,73 |
0,78 |
1,00 |
1,20 |
- |
- |
|
2 |
|
0,400 |
- |
- |
0,97 |
1,10 |
1,30 |
1,50 |
- |
- |
|
3 |
|
0,525 |
- |
- |
- |
- |
- |
2,10 |
3,10 |
- |
|
4 |
Двухходовая низкого |
0,230 |
- |
- |
- |
- |
- |
- |
2,70 |
- |
|
5 |
напряжения |
0,400 |
- |
- |
- |
- |
- |
- |
3,40 |
- |
|
6 |
Непрерывная низкого |
0,230 |
- |
- |
- |
- |
- |
- |
- |
13,7 |
|
7 |
напряжения |
0,400 |
- |
- |
- |
- |
- |
- |
- |
15,6 |
|
8 |
Высокого напряжения |
3 |
- |
- |
- |
1,30 |
- |
- |
- |
- |
|
9 |
|
6 |
2,30 |
1,80 |
1,50 |
1,60 |
1,60 |
1,70 |
2,15 |
- |
|
10 |
|
10 |
3,40 |
|
2,30 |
2,40 |
2,20 |
2,45 |
2,65 |
- |
|
11 |
|
35 |
- |
- |
- |
- |
- |
- |
5,40 |
- |
|
12 |
Непрерывная высокого |
6 |
- |
- |
- |
- |
- |
7,90 |
9,00 |
15,8 |
|
13 |
напряжения |
10 |
- |
- |
- |
- |
- |
8,80 |
9,90 |
17,6 |
Примечание.
Нормы времени в карте предусматривают выполнение работ по намотке обмоток с одним проводом без укладки провода на ребро.
При намотке обмоток катушек низкого напряжения с укладкой провода на ребро к нормам времени применять коэффициент 1,2.
При намотке обмоток двумя параллельными проводами к нормам времени применять коэффициент 1,2; при намотке тремя параллельными проводами - 1,3.
При намотке обмоток с отпайками для регулирования напряжения по симметричной схеме к нормам времени применять коэффициент 1,3.
|
Силовые трансформаторы |
Пропитка катушки лаком и сушка до и после пропитки |
Карта 61 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту трансформаторов |
Разряд работы - 2 | ||
Содержание работы
Перемотать и установить катушку в сушильную камеру. Вынуть катушку из сушильной камеры. Загрузить катушку в ванну с лаком для пропитки. Вынуть катушку из ванны. Установить катушку в сушильную камеру после пропитки. Вынуть катушку из камеры после сушки и переместить к месту сборки трансформатора.
|
Мощность трансформатора, кВ·А, до | |||||||
|
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
Норма времени на катушку, чел.-ч | |||||||
|
0,19 |
0,20 |
0,21 |
0,23 |
0,25 |
0,27 |
0,29 |
0,32 |
Примечание. Время на сушку в сушильной камере, пропитку в ванне и стекание лака с катушки нормами времени, приведенными в карте, не учитывается.
|
Силовые трансформаторы |
Сборка трансформатора |
Карта 62 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Произвести сборку трансформатора. Проверить целостность и состояние изоляции обмоток.
|
N |
Место |
Мощность трансформатора, кВ·А, до | |||||||
|
пози- |
расположения |
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
ции |
выводов трансформатора |
Норма времени на трансформатор, чел.-ч | |||||||
|
1 |
На крышке |
7,78 |
8,18 |
8,88 |
9,52 |
10,78 |
12,98 |
16,64 |
21,10 |
|
2 |
На баке |
6,88 |
7,38 |
8,18 |
8,62 |
9,92 |
11,28 |
- |
- |
|
Силовые трансформаторы |
Заполнение трансформатора маслом |
Карта 63 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Заполнение самотеком
Содержание работы
Поднять трансформатор краном, переместить к месту заполнения и установить. Поднять краном емкость с маслом и переместить к трансформатору. Заполнить трансформатор маслом. Переместить емкость с маслом, опустить и установить на место.
|
Норма времени на трансформатор, чел.-ч | |
|
на заполнение первых 100 кг |
на заполнение каждых последующих 100 кг |
|
0,30 |
0,08 |
Заполнение приводным насосом
Содержание работы
Поднести насос к трансформатору и установить в рабочее положение. Присоединить приемный и выпускной шланги к насосу, опустить приемный шланг в емкость, а выпускной шланг в бак трансформатора. Включить насос и заполнить бак трансформатора маслом. Выключить насос, вынуть приемный шланг из емкости, а выпускной шланг из бака трансформатора, отсоединить приемный и выпускной шланги от насоса. Убрать насос на место.
|
Норма времени на трансформатор, чел.-ч | |
|
на заполнение первых 100 кг |
на заполнение каждых последующих 100 кг |
|
0,38 |
0,05 |
|
Силовые трансформаторы |
Окраска трансформатора |
Карта 64 | |
|
Профессия: маляр |
Разряд работы - 2 | ||
Содержание работы
Переместить трансформатор на рабочее место. Окрасить кистью фланцы изоляторов. Установить на неокрашиваемые части защитные колпаки. Окрасить трансформатор краскораспылителем. Снять защитные колпаки. Протереть ветошью неокрашиваемые части. Переместить трансформатор на место сушки.
|
Мощность трансформатора, кВ·А, до | |||||||
|
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
Норма времени на трансформатор, чел.-ч | |||||||
|
0,22 |
0,22 |
0,22 |
0,28 |
0,28 |
0,32 |
0,36 |
0,40 |
3.4. Типовые нормы времени на работы, связанные с ремонтом силовых трансформаторов
|
Силовые трансформаторы |
Ревизия трансформатора |
Карта 65 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 4 | ||
Содержание работы
Установить трансформатор на рабочем месте краном. Осмотреть трансформатор и выявить механические повреждения. Проверить состояние обмоток мегаомметром. Отсоединить выводы трансформатора. Открепить и снять расширитель. Открепить и снять крышку и прокладку бака трансформатора. Составить схему соединения обмоток. Снять изоляторы трансформатора. Вынуть сердечник трансформатора из бака. Промыть сердечник и внутреннюю поверхность бака трансформаторным маслом. Проверить крепление контактов. Проверить состояние изоляции стяжных болтов мегаомметром. Опустить сердечник трансформатора в бак. Установить изоляторы трансформатора. Установить прокладку и крышку бака трансформатора. Закрепить крышку бака" трансформатора. Присоединить выводы трансформатора. Установить и закрепить расширитель.
|
N |
Место |
Мощности трансформатора, кВ·А, до | |||||||
|
пози- |
расположения |
25 |
40 |
63 |
100 |
250 |
400 |
630 |
1000 |
|
ции |
выводов трансформатора |
Норма времени на трансформатор, чел.-ч | |||||||
|
1 |
На крышке |
2,6 |
2,8 |
3,1 |
3,4 |
3,9 |
4,3 |
5,1 |
9,1 |
|
2 |
На баке |
3,1 |
3,3 |
3,6 |
4,0 |
4,8 |
5,2 |
- |
- |
|
Силовые трансформаторы |
Изготовление изоляционных шайб цилиндров |
Карта 66 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
|
N |
Содержание |
Единица |
Мощность трансформатора, кВ · А, до | |||||||
|
пози- |
операции |
изме- |
25 |
40 |
63 |
100 |
250 |
400 |
600 |
1000 |
|
ции |
по элементам |
рения |
Норма времени на единицу измерения, чел.-ч | |||||||
|
1 |
Изготовить изоляционные шайбы для верхнего и нижнего ярма трансформатора |
шт. |
0,05 |
0,05 |
0,06 |
0,07 |
0,08 |
0,08 |
0,09 |
0,10 |
|
2 |
Изготовить изоляционные цилиндры для стержней магнитопровода |
шт. |
0,20 |
0,24 |
0,28 |
0,34 |
0,48 |
0,57 |
0,68 |
0,80 |
|
3 |
Изготовить прокладки для клиньев из прессшпана |
10 шт. |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
|
4 |
Изготовить прокладки для консолей ярма трансформатора из прессшпана |
шт. |
0,03 |
0,03 |
0,04 |
0,05 |
0,06 |
0,06 |
0,07 |
0,08 |
|
3 |
Изготовить изоляционные шайбы для стяжных шпилек |
10 шт. |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
|
6 |
Изготовить прокладки из резины для фланца изолятора, расширителя и переключателя напряжения |
10 шт. |
0,40 |
0,40 |
0,40 |
0,40 |
0,40 |
0,40 |
0,40 |
0,40 |
3.5. Типовые нормы времени на ремонт сварочных генераторов и трансформаторов
|
Сварочные генераторы |
Разборка сварочного генератора (без регулирующего реостата) |
Карта 67 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Отсоединить от клеммного щитка провода, идущие от траверсы. Открепить и снять наружные крышки подшипников, подшипниковые щиты. Вынуть якорь из корпуса генератора. Отвернуть нажимные гайки, крепящие подшипники на валу якоря. Снять внутренние крышки подшипников с вала якоря. Открепить и снять траверсу. Открепить и снять пальцы щеткодержателей с траверсы.
Норма времени на генератор - 1,72 чел.-ч.
Примечание.
Норма времени в карте предусматривает разборку сварочного генератора без снятия регулирующего реостата.
При снятии регулирующего реостата к нормам времени добавлять 0,2 ч.
|
Сварочные генераторы |
Ремонт катушки главного полюса |
Карта 68 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Снять изоляцию, распаять соединения между полюсными катушками. Открепить и снять полюс с катушкой. Снять катушку с полюса и определить количество витков в катушке. Изготовить шаблон для намотки катушки. Намотать катушку с креплением витков лентой. Поместить катушку в ванну с лаком. Извлечь катушку из ванны после пропитки. Поместить катушку в сушильную камеру. Извлечь катушку из сушильной камеры после просушки. Проверить состояние изоляции мегаомметром. Покрыть наружную поверхность катушки эмалью. Изготовить цилиндр, надеть и временно закрепить его на полюсе. Изготовить прокладки для катушки. Установить нижнюю прокладку, надеть на полюс катушку и установить верхнюю прокладку. Установить и закрепить полюс с катушки на корпусе генератора. Соединить выводы катушки по схеме, пропаять и заизолировать места соединения.
Норма времени на катушку - 4,52 чел.-ч.
Примечание.
Время на сушку катушки главного полюса, пропитку в ванне и стекание лака с катушки нормой времени не учитывается.
|
Сварочные генераторы |
Ремонт катушки дополнительного полюса |
Карта 69 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Снять изоляцию, распаять соединения между полюсными катушками. Открепить и снять полюс с катушкой. Снять катушку с полюса. Растянуть провод катушки по продольной оси. Определить место повреждения изоляции провода. Снять старую прокладку между витками, изготовить и установить новую. Сжать провод катушки по продольной оси. Поместить катушку в ванну с лаком. Извлечь катушку из ванны после пропитки. Поместить катушку в сушильную камеру. Извлечь катушку из сушильной камеры после просушки. Проверить состояние изоляции катушки мегаомметром. Изготовить гильзу, установить и закрепить ее на полюсе. Изготовить прокладки для катушки. Установить нижнюю прокладку, надеть на полюс катушку и установить верхнюю прокладку. Установить и закрепить полюс с катушкой на корпусе генератора. Соединить выводы катушки по схеме, пропаять и заизолировать места соединения.
Норма времени на катушку - 3,65 чел.-ч.
Примечание.
Время на сушку катушки дополнительного полюса, пропитку в ванне и стекание лака с катушки нормой времени не учитывается
|
Сварочные генераторы |
Сборка сварочного генератора (без регулирующего реостата) |
Карта 70 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить и закрепить пальцы щеткодержателей на траверсе. Установить и закрепить щеткодержатели со щетками на пальцах траверсы. Установить и закрепить траверсу. Надеть внутренние крышки подшипников на вал якоря, заложить в подшипники смазку и запрессовать подшипники на вал якоря. Закрепить подшипники на валу якоря нажимными гайками. Установить якорь в корпус генератора. Установить и закрепить подшипниковые щиты, наружные крышки подшипников. Присоединить к клеммному щитку провода, идущие от траверсы. Проверить правильность сборки генератора и опробовать его работу под нагрузкой.
Норма времени на генератор - 3,80 чел.-ч.
Примечание.
Норма времени в карте предусматривает выполнение работ по сборке сварочного генератора без опиловки щеток по окну щеткодержателя, подгонки щеток по коллектору и без установки регулирующего реостата.
При опиловке щетки по окну щеткодержателя к нормам времени добавлять 0,18 ч, при подгонке щетки по коллектору добавлять 0,06 ч на каждую щетку.
При установке регулирующего реостата к норме времени добавлять 0,3 ч.
|
Сварочные трансформаторы |
Разборка сварочного трансформатора |
Карта 71 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Содержание работы
Открепить и снять крышку трансформатора. Отсоединить выводные концы катушек высокого и низкого напряжения от клеммного щитка, разъединить катушки. Открепить и снять гайки стяжных шпилек, верхнее ярмо магнитопровода, катушки высокого и низкого напряжения с сердечника магнитопровода.
Норма времени на разборку сварочного трансформатора без встроенного регулятора - 1,53 чел.-ч.
Норма времени на разборку сварочного трансформатора со встроенным регулятором - 1,92 чел.-ч.
|
Сварочные трансформаторы |
Разборка регулятора |
Карта 72 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Содержание работы
Открепить и снять рукоятку регулятора. Отсоединить провода регулятора от клеммного щитка. Открепить и снять кожух регулятора. Открепить пружины. Снять подвижную часть магнитопровода, катушку со стержня магнитопровода, магнитопровод со стержнем, изоляционный цилиндр со стержнем магнитопровода.
Норма времени на разборку регулятора, не встроенного в сварочный трансформатор, - 0,98 чел.-ч.
Норма времени на разборку регулятора, встроенного в сварочный трансформатор, - 1,18 чел.-ч.
|
Сварочные трансформаторы |
Намотка катушки трансформатора и регулятора |
Карта 73 | |
|
Профессия: электромонтер-обмотчик и изолировщик по ремонту трансформаторов |
Разряд работы - 3 | ||
Содержание работы
Установить и закрепить шаблон на намоточном станке. Установить цилиндры катушки на шаблоне. Намотать катушку и снять ее с шаблона. Поместить катушку в ванну с лаком. Извлечь из ванны после пропитки. Поместить катушку в сушильную камеру. Извлечь катушку из сушильной камеры после просушки. Проверить состояние изоляции катушки мегаомметром. Присоединить (припаять) наконечники к выводным концам катушек и заизолировать их.
Норма времени на сварочный трансформатор - 9,0 чел.-ч, на регулятор - 7,5 чел.-ч.
|
Сварочные трансформаторы |
Сборка регулятора |
Карта 74 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 3 | ||
Содержание работы
Установить на стержень магнитопровода изоляционный цилиндр. Установить магнитопровод со стержнем, затем катушку на стержень магнитопровода, далее - подвижную часть магнитопровода. Установить и закрепить пружины. Присоединить провода регулятора к клеммному щитку. Установить и закрепить кожух регулятора. Установить и закрепить рукоятку регулятора.
Норма времени на сборку регулятора, не встроенного в сварочный трансформатор, - 1,30 чел.-ч.
Норма времени на сборку регулятора, встроенного в сварочный трансформатор, - 1,56 чел.-ч.
|
Сварочные трансформаторы |
Сборка сварочного трансформатора |
Карта 75 | |
|
Профессия: электромонтер по ремонту электрооборудования |
Разряд работы - 2 | ||
Содержание работы
Надеть катушки высокого и низкого напряжения на сердечник магнитопровода. Установить верхнее ярмо магнитопровода и закрепить его гайками стяжных шпилек. Соединить катушки по схеме. Пропаять места соединения и заизолировать их. Присоединить выводные концы катушек высокого и низкого напряжения к клеммному щитку. Установить кожух и крышку трансформатора. Испытать сварочный трансформатор.
Норма времени на сборку сварочного трансформатора без встроенного регулятора - 3,26 чел.-ч.
Норма времени на сборку сварочного трансформатора со встроенным регулятором - 4,10 чел.-ч.
Текст документа сверен по:
рассылка