|
МИНИСТЕРСТВО ТРАНСПОРТА |
Руководителям территориальных |
В целях повышения качества технического обслуживания, ремонта авиационной техники, а также совершенствования процедур сертификации ремонтного производства предлагаю:
1. Ввести в действие разработанный Национальным институтом авиационных технологий (ОАО "НИАТ") руководящий технический материал РТМ 1.4.2118-2003 "Специальные технологические процессы. Требования к порядку разработки и оформления документации при подготовке производства, изготовлении и ремонте авиационной техники";
2. Центрам по сертификации организаций по техническому обслуживанию и ремонту авиационной техники требовать неукоснительного выполнения положений данных руководящих технических материалов при проведении оценки соответствия организаций по ремонту авиационной техники.
|
Заместитель руководителя Департамента |
|
|
УТВЕРЖДАЮ |
РУКОВОДЯЩИЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ
|
СПЕЦИАЛЬНЫЕ ТЕХНОЛОГИЧЕСКИЕ |
РТМ 1.4.2118-2003 |
Дата введения 2004-01-01
Предисловие
1. Разработан ОАО НИАТ
2. Утвержден ПК 10
Зарегистрирован ТК 323
3. Введен впервые
1. Область применения
1.1 Настоящий Руководящий технический материал содержит требования к порядку разработки и оформлению документации по специальным технологическим процессам при подготовке производства, изготовлении и ремонте авиационной техники.
1.2 Руководящий технический материал вместе с комплектом Методических указаний, разработанных для реализации требований Руководящего технического материала применительно к конкретным видам производства и ремонта, предназначен для технологических служб предприятий, участвующих в разработке специальных процессов при технологической подготовке производства, изготовлении или ремонте конкретного изделия авиационной техники, и дополняют действующие на предприятии документы.
1.3 Руководящий технический материал и комплект Методических указаний разработаны в соответствии с требованиями действующих отечественных и зарубежных стандартов к системам качества, а также требований Авиационных правил в части технологии изготовления и ремонта изделий авиационной техники гражданского назначения.
1.4 Документация на специальные процессы, разработанная и оформленная в соответствии с требованиями настоящего Руководящего технического материала, может быть использована при подготовке доказательной документации для сертификации систем качества и производства предприятий, разрабатывающих, изготавливающих и ремонтирующих авиационную технику.
2. Нормативные ссылки
В настоящем Руководящем техническом материале использованы ссылки на следующие нормативные документы:
|
ГОСТ Р ИСО 9001-2001 |
Системы менеджмента качества. Требования |
|
ГОСТ 2.503-90 |
ЕСКД. Правила внесения изменений |
|
ГОСТ 2.004-88 |
ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах |
|
ГОСТ 3.1109-82 |
ЕСТД. Термины и определения основных понятий |
|
ГОСТ 3.1116-79 |
ЕСТД. Нормоконтроль |
|
ГОСТ 3.1119-83 |
ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы |
|
ГОСТ 3.1120-83 |
ЕСТД. Общие правила отражения и оформления требований безопасности труда в технологической документации |
|
ГОСТ 3.1121-84 |
ЕСТД. Общие требования к комплектности и оформлению комплектов документов на типовые и групповые технологические процессы (операции) |
|
ГОСТ 3.1127-93 |
ЕСТД. Общие правила выполнения текстовых технологических документов |
|
ГОСТ 3.1128-93 |
ЕСТД. Общие правила выполнения графических технологических документов |
|
ГОСТ 3.1129-93 |
ЕСТД. Общие правила записи технологической информации в технологических документах на технологические процессы и операции |
|
ГОСТ 3.1502-85 |
ЕСТД. Формы и правила оформления документов на технический контроль |
|
ГОСТ 2497-87 |
Входной контроль продукции. Общие положения |
|
ОСТ 1 90339-91 |
Входной контроль неметаллических и металлических материалов. Общие положения |
|
ОСТ 1 00221-84 |
Отраслевая система обеспечения единства измерений. Метрологическая экспертиза технических заданий, конструкторской документации и технологической документации. Организация и порядок проведения |
|
ОСТ 1 02772-98 |
Изделия авиационной техники. Порядок проведения и содержание работ по особо ответственным составным частям самолетов и вертолетов |
|
Руководство 145.1, 2001 г. |
Процедуры сертификации ремонтных предприятий |
|
Руководство 23-29.605, 2000г. |
Руководство по методам определения соответствия технологии изготовления образцов ВС требованиям Авиационных правил |
|
Руководство АП-21.2В, 1997г. |
Руководство по сертификации производства ВС |
|
Р 50-54-76-88 |
ЕСТД. Правила записи технологических операций и переходов. Технический контроль |
|
Р 50-67-88 |
ЕСТД. Рекомендации. Единая система технологической документации. Порядок определения документов применяемых при разработке, внедрении и функционировании технических процессов |
|
Р 50-92-88 |
ЕСТД. Общие положения по внесению изменений |
|
Р 50-609-38-88 |
ЕСТД. Рекомендации. Единая система технологической документации. Правила оформления документации контроля. Паспорт технологический. Карта измерений. Журнал контроля технологического процесса |
|
Р 50-609-40-88 |
ЕСТД. Рекомендации. Технологическое проектирование технического контроля |
|
Положение П 1.1.99-93 |
Порядок проведения и содержание работ по особо ответственным составным частям самолетов и вертолетов |
|
MM 1.4.2070-2001 |
Технологические процессы изготовления авиационной техники |
|
МУ 1.4.2055-94 |
Метрологическая экспертиза конструкторской и технологической документации. Порядок проведения и содержания работ |
|
МУ 1.4.2125-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на термообработку при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2126-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на дуговую Сварку при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2127-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на контактную сварку при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2128-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на электронно-лучевую сварку при подготовке производства и изготовлении авиационной техники |
|
МУ 1.4.2129-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на пайку при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2130-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на кузнечно-штамповочные процессы при подготовке производства и изготовлении авиационной техники |
|
МУ 1.4.2131-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на литье при подготовке производства и изготовлении авиационной техники |
|
МУ 1.4.2132-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на изготовление деталей из ПКМ при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2133-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на изготовление сотовых клееных конструкций при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2134-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на выполнение соединений стержневыми заклепками при подготовке производства и изготовлении авиационной техники |
|
МУ 1.4.2135-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на гальванические покрытия при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2136-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на размерное химическое травление при подготовке производства и изготовлении авиационной техники |
|
МУ 1.4.2137-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на получение ВАП при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2138-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на получение лакокрасочных покрытий при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2139-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на плазменное напыление при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2140-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на герметизацию при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2141-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на упрочнение при подготовке производства, изготовлении и ремонте авиационной техники |
|
МУ 1.4.2142-2003 |
Специальные технологические процессы. Указания по разработке и оформлению документации на изготовление резино - технических изделий при подготовке производства и изготовлении авиационной техники |
3. Термины, определения и сокращения
3.1 В настоящем документе использованы термины, установленные ГОСТ 3.1109.
3.2 Для изложения текста документа введены следующие определения.
3.2.1 Специальным технологическим процессом является технологический процесс, результаты которого нельзя в полной мере проверить последующим контролем и испытанием каждого образца продукции и установить выполнение требований конструкторской документации, так что недостатки продукции могут выявиться только в ходе ее использования.
3.2.2 Ключевыми параметрами специального технологического процесса называются такие выбранные измеряемые параметры процесса, контроль которых является существенными для управления качеством изготавливаемой продукции.
3.2.3 Несоответствием называется любое отклонение от установленных требований.
3.3 В настоящем документе использованы следующие сокращения:
AT - авиационная техника,
МУ- методические указания,
НД - нормативные документы,
РТМ - руководящий технический материал,
СпТП - специальный технологический процесс,
БТК - бюро технического контроля.
4. Общие положения
4.1 Документация на СпТП наряду с конструкторской документацией является основным документом, по которому производится изготовление и контроль качества деталей и сборочных единиц изделия AT.
4.2 Документация на СпТП должна обеспечивать:
а) постоянство заданного конструкторской документацией качества продукции на протяжении всего времени производства изделия AT;
б) выполнение требований конструкторской и технологической документации предприятия-разработчика изделия AT и действующей нормативной документации;
в) оптимальные для конкретных производственных условий затраты живого труда, материальных и энергетических ресурсов;
г) безопасность труда и охрану окружающей среды.
4.3 Целью документирования СпТП является:
а) обеспечение гарантии постоянства качества изготовления продукции путем регламентации ключевых технологических параметров процесса и требований к ним, а также процедур контроля технологической дисциплины;
б) демонстрация выполнения требований, предъявляемых к СпТП при сертификации типа, сертификации серийного и ремонтного производства и сертификации систем качества организаций в соответствии с требованиями ГОСТ Р ИСО 9001, Руководств 23-29.605, АП-21.1В и 145.1.
4.4 Документирование специального технологического процесса включает:
а) обязательное документирование в соответствии с требованиями к технологическим процессам, установленными отраслевой НД;
б) дополнительное документирование в соответствии с требованиями, установленными настоящим РТМ с учетом особенностей обеспечения качества при изготовлении с помощью СпТП.
4.5 Дополнительному документированию подлежат:
а) перечни СпТП, используемых при изготовлении изделия;
б) ключевые технологические параметры СпТП, обеспечивающие качество продукции, их допустимые значения и периодичность контроля;
в) процедуры аттестации оборудования, оснастки, инструмента и персонала;
г) правила регулирования СпТП;
д) правила (процедуры) принятия продукции по результатам контроля фактических значений ключевых параметров СпТП и выполнения требований настоящего РТМ.
4.6 Состав дополнительных документов и требования к ним определяются особенностями обеспечения гарантии качества на каждом из следующих этапов СпТП:
- разработка;
- аттестация оборудования, оснастки и инструмента;
- аттестация исполнителей;
- паспортизация рабочих мест;
- внедрение;
- реализация при выпуске продукции;
- контроль и регулирование.
4.7 В случае, если СпТП является также особо ответственным процессом, при его документировании должны быть выполнены все требования, предъявляемые к СпТП данным РТМ, и требования к особо ответственным процессам, предъявляемые ОСТ 1 02772 или П 1.1.99.
5. Формирование перечней специальных технологических процессов
5.1 Исходными документами для проведения работ по СпТП являются базовый перечень СпТП, разрабатываемый ОАО "НИАТ" для авиационной промышленности в целом, а также перечни СпТП, составляемые для конкретных изделий AT предприятиями, разрабатывающими, изготавливающими и ремонтирующими авиационную технику.
Взаимодействие предприятий и последовательность формирования перечней представлены на рисунке 1.
5.2 Базовый перечень СпТП предназначается для предприятий авиационной промышленности при составлении ими своих перечней для конкретных изделий и содержит:
- наименования видов производств;
- наименования специальных технологических процессов;
- НД, содержащую методические указания ОАО "НИАТ" по порядку разработки и оформления документации на СпТП.
5.2.1 ОАО "НИАТ" разрабатывает и корректирует базовый перечень СпТП, а также осуществляет техническое сопровождение НД на специальные процессы в авиационной промышленности.
5.2.2 Базовый перечень СпТП по состоянию на 2003 г., сформированный с учетом накопленного опыта изготовления и ремонта AT, утвержден ОАО "НИАТ" и приведен в Приложении А.
5.3 Предприятием-разработчиком составляется перечень СпТП для изготовления конкретного изделия AT, который должен содержать:
- наименование вида производства;
- наименование СпТП:
- обозначение рекомендуемой НД и/или директивного СпТП;
- наименования и чертежные номера деталей и сборочных единиц, изготавливаемых посредством данного СпТП;
Данный перечень СпТП должен быть включен в состав конструкторской документации и передан предприятию - изготовителю к началу этапа подготовки производства.
5.3.1 В данный перечень предприятием-разработчиком включаются СпТП (и соответствующая НД) из состава указанных в базовом перечне и используемых при изготовлении деталей и сборочных единиц, определяемых разработчиком с учетом их влияния на качество изделия.
5.3.2 Рекомендации по составлению перечня СпТП на предприятии-разработчике изделия приведены в Приложении Г.
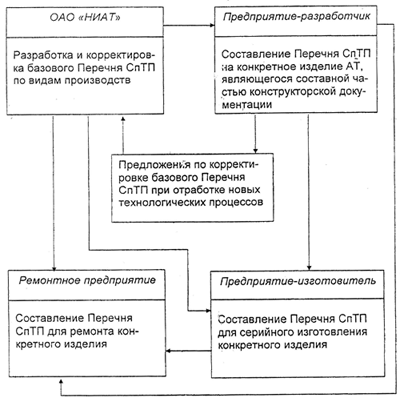
Рисунок 1. Взаимодействие организаций при формировании
Перечней специальных технологических процессов
5.3.3 Предприятие-разработчик должно направлять в ОАО "НИАТ" предложения по введению новых специальных процессов в базовый перечень СпТП и разработке соответствующей НД.
5.3.4 Порядок формирования, согласования и утверждения перечня должен регламентироваться нормативной документацией предприятия-разработчика.
5.3.5 Форма Перечня, составляемого предприятием - разработчиком AT, дана в Приложении Б.
5.4 Предприятие - изготовитель должно разработать свой перечень СпТП для конкретного изделия AT при его серийном изготовлении, который включает в себя:
- вид производства.
- наименование и обозначение рабочего СпТП;
- наименования и чертежные номера деталей и сборочных единиц, изготавливаемых посредством данного СпТП;
наименование и допустимые значения ключевых технологических параметров, а также периодичность их контроля.
5.4.1 Предприятие - изготовитель должно включить в свой перечень все СпТП, установленные предприятием-разработчиком (п. 5.3).
5.4.2 Предприятие - изготовитель может включить в свой перечень те СпТП из базового перечня СпТП (п. 5.2), которые используются при изготовлении данного изделия, но не вошли в перечень предприятия-разработчика.
5.4.3 Предприятие-изготовитель имеет право при формировании перечня СпТП для конкретного изделия AT внести дополнительно технологические процессы (не относящиеся к специальным), на которые оно распространяет правила документирования СпТП.
5.4.4 Предприятие-изготовитель должно включить в свой перечень ключевые параметры СпТП, указанных в перечне, а также требования к допустимым значениям параметров и периодичности их контроля.
5.4.5 Порядок формирования, согласования и утверждения перечня должен регламентироваться нормативной документацией предприятия-изготовителя.
5.4.6 Форма представления этого перечня для использования при подготовке производства конкретного изделия приведена в Приложении В.
5.5 Ремонтное предприятие должно составить свой перечень СпТП для конкретного изделия AT при его ремонте, который включает в себя:
- вид производства;
- наименование и обозначение рабочего СпТП;
- наименования и чертежные номера деталей и сборочных единиц, ремонтируемых посредством данного СпТП;
- наименование и допустимые значения ключевых технологических параметров, а также периодичность их контроля.
5.5.1 Ремонтное предприятие, должно включить в свой перечень СпТП, которые указываются в Руководстве по ремонту, представляемом ремонтному предприятию предприятием-разработчиком или предприятием-изготовителем на конкретное изделие в соответствии с требованиями Руководства 145.1.
5.5.2 Ремонтное предприятие может включить в свой перечень СпТП из базового перечня СпТП (п. 5.2), которые используются при изготовлении данного изделия, но не вошли в Руководство по ремонту.
5.5.3 Ремонтное предприятие имеет право при формировании перечня СпТП для конкретного изделия AT внести дополнительно технологические процессы (не относящиеся к специальным), на которые оно распространяет правила документирования СпТП.
5.5.4 Порядок формирования, согласования и утверждения перечня в целом и по составляющим его разделам должен регламентироваться нормативной документацией ремонтного предприятия.
5.5.5 Форма представления этого перечня для использования при подготовке ремонта конкретного изделия соответствует приведенному в Приложении В.
5.5.6 При необходимости к разработке перечня СпТП конкретного предприятия может привлекаться ОАО "НИАТ".
6. Общие требования к разработке, оформлению и изменению рабочей документации на специальный процесс
6.1 Разработка и оформление специальных процессов
6.1.1 Документация на СпТП должна разрабатываться на основании конструкторской и технологической документации предприятия-разработчика изделия AT, заданной программы выпуска продукции, указаний руководящих и методических материалов ОАО "НИАТ" и ФГУП ВИАМ.
6.1.2 Руководящей документацией для разработки СпТП могут быть:
а) государственные стандарты, устанавливающие требования к технологическим процессам, методам управления и контроля, оборудованию и средствам технологического оснащения, методам охраны окружающей среды и обеспечения безопасности труда;
б) отраслевая нормативная и методическая документация;
в) стандарты предприятия - изготовителя;
г) технические условия на поставку материалов, полуфабрикатов, заготовок, деталей, сборочных единиц и готовых изделий;
д) методические материалы по выбору режимов обработки, нормированию расхода материалов и др.;
е) типажи технологического оборудования, средств технологического оснащения и инструмента;
ж) конструкторская документация на средства технологического оснащения и инструмент;
к) тарифно-квалификационные справочники.
6.1.3 В качестве справочной документации при разработке СпТП должны быть использованы:
а) технологическая документация опытного производства изделия AT;
б) технические отчеты по исследованию и отработке новых прогрессивных методов изготовления и контроля;
в) каталоги и справочники, содержащие информацию о перспективном оборудовании, средствам технологического оснащения и инструмента;
г) специальные процессы изготовления изделий - аналогов и др.
6.1.4 Общие правила выполнения технологических документов и записи технологической информации должны соответствовать требованиям ГОСТ 3.1127; ГОСТ 3.1128; ГОСТ 3.1129; ГОСТ 3.1120
6.1.5 Комплектность и оформление документов должны соответствовать требованиям ГОСТ 3.1119 на единичные процессы и ГОСТ 3.1121 на типовые и групповые процессы.
6.1.6 Технологическая документация на СпТП должна содержать в соответствии с ГОСТ Р ИСО 9001, раздел 4.9.1, информацию, определяющую технологическую последовательность операций и переходов с указанием:
а) требований к производственной среде;
б) условий поставки материалов, полуфабрикатов, заготовок, деталей и сборочных единиц;
в) объемов входного контроля, контролируемых параметров, методов и средств входного контроля и порядка документирования результатов контроля;
г) работ по наладке, проверке и управлению процессом;
д) применяемого оборудования, оснастки и инструмента;
е) режимов обработки;
ж) контролируемых параметров с указанием их допустимых значений, этапов, методов и средств контроля;
к) перечня документируемых параметров и порядка оформления приемо-сдаточной и сопроводительной документации;
л) методов и средств маркирования и клеймения;
м) требований по выполнению погрузочно-разгрузочных работ, транспортированию и хранению;
н) требований по обеспечению безопасности труда;
п) действий по охране окружающей среды.
6.1.7 В общем случае разработка СпТП должна проводиться в следующей последовательности:
а) проработка конструкторской и технологической документации предприятия-разработчика изделия AT;
б) подбор руководящей и справочной документации;
в) выбор заготовок и технологических баз;
г) разработка технических условий на поставку заготовок, деталей и сборочных единиц;
д) выбор типового (группового) СпТП;
е) определение специфических требований к СпТП;
ж) определение последовательности и содержания технологических операций;
к) выбор технологического оборудования, выбор и заказ новых средств технологического оснащения и специального инструмента;
л) назначение контролируемых параметров, их допустимых значений, этапов, методов и средств контроля;
м) расчет и назначение режимов обработки;
н) установление требований по безопасности труда, условий охраны окружающей среды;
п) назначение методов и средств маркирования и клеймения;
р) определение условий хранения и транспортирования деталей и сборочных единиц;
с) определение профессий и квалификации исполнителей;
т) нормирование процесса;
у) разработка формы представления результатов замеров контролируемых параметров
ф) оформление технологической документации.
6.1.8 Автоматизированная разработка Документации на СпТП должна производиться в соответствии с требованиями ГОСТ 2.004 и Р 50-54-71.
6.1.9 Технологическая документация на СпТП должна оформляться с использованием форм ЕСТД или форм, предусмотренных нормативной документацией предприятия, подвергаться метрологической экспертизе согласно ОСТ 1 00221; МУ 1.4.2055 и нормоконтролю согласно ГОСТ 3.1116.
6.1.10 Порядок подписания, согласования и утверждения технологической документации должен быть определен нормативной документацией предприятия.
6.2 Разработка и оформление процессов контроля
6.2.1 Процессы технического контроля должны быть частью СпТП изготовления деталей/сборочных единиц.
6.2.2 Процессы контроля должны разрабатываться технологом одновременно с разработкой СпТП.
6.2.3 Процессы контроля должны разрабатываться в виде операций контроля или входить в СпТП отдельными переходами.
6.2.4 В документации на процесс технического контроля следует указывать;
а) контролируемые конструктивные и технологические параметры, их допустимые значения;
б) методику и средства контроля и измерения;
в) требования, к поверке и калибровке средств контроля и измерения;
г) этапы СпТП, на которых проводится контроль;
д) нормативную документацию, регламентирующую выполнение контроля;
е) квалификацию контролера;
ж) порядок документирования результатов контроля;
к) методы и средства клеймения.
6.2.5 При разработке процессов (операций) технического контроля их порядок должен соответствовать рекомендациям Р 50-609-40.
6.2.6 Формы и правила оформления документов на технический контроль должны соответствовать требованиям ГОСТ 3.1502, а правила записи операций и переходов технического контроля - рекомендациям Р 50-54-76.
6.2.7 Порядок оформления, согласования и утверждения документов технического контроля должен регламентироваться нормативной документацией предприятия.
6.3 Изменение специального процесса
6.3.1 Изменение СпТП следует проводить в следующих случаях;
а) изменении конструкторской и нормативной документации;
б) внедрении более производительного оборудования, оснастки и инструмента;
в) изменении технологического маршрута;
г) изменении технических условии на поставку материалов, полуфабрикатов, заготовок, деталей и сборочных единиц;
д) обнаружении ошибок в технологической документации.
6.3.2 Основания для проведения изменений должны регламентироваться нормативной документацией предприятия.
6.3.3 Изменения СпТП следует проводить на основании извещения об изменении, которые должны выпускать подразделения-разработчики СпТП.
6.3.4 Правила разработки извещений об изменении и порядок внесения изменений в технологическую документацию должны соответствовать требованиям ГОСТ 2.503 с учетом рекомендаций Р 50-92 и устанавливаться нормативной документацией предприятия.
6.3.5 Извещения об изменении должны утверждаться и согласовываться в установленном НД порядке.
7. Дополнительные требования к разработке и оформлению документации на специальный процесс
7.1 Разработка специального процесса
7.1.1 Комплект технологической документации на СпТП должен быть идентифицирован на титульном листе надписью или штампом "СПЕЦИАЛЬНЫЙ ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС". Если СпТП является также особо ответственным процессом, то первой ставится надпись или штамп "ОСОБО ОТВЕТСТВЕННЫЙ".
7.1.2 Если в технологическом процессе специальными являются только отдельные операции и признано нецелесообразным распространять на весь процесс требования, установленные к СпТП, то допускается на титульном листе ставить пометку "ОПЕРАЦИИ №№... -СПЕЦИАЛЬНЫЕ", а на первом листе карты специальной операции ставить пометку "ОПЕРАЦИЯ СПЕЦИАЛЬНАЯ".
7.1.3 На титульном листе специального процесса также должен указываться № акта внедрения, СпТП.
7.1.4 В общие технологические указания к СпТП дополнительно должны быть внесены следующие сведения:
а) порядок настройки оборудования, наладки и отработки процесса по изготовлению и контролю технологических образцов и/или образцов-свидетелей;
б) требования к маркировке, клеймению, хранению и транспортированию технологических образцов и/или образцов-свидетелей, их количеству и параметрам;
в) ключевые технологические параметры, их допустимых значениях, нормативные документы на СпТП, этапы процесса, на которых должен осуществляться контроль указанных параметров, методы, средства и периодичности контроля, а также рекомендации по регулированию процесса;
г) видах производственно-контрольной документации (технологическом паспорте, журнале контроля СпТП, картах измерений), подлежащих использованию в данном СпТП;
д) порядке регистрации ключевых параметров СпТП;
е) порядке документирования результатов контроля;
ж) обязательном ведении листа ознакомления исполнителя и работника БТК с технологией выполнения СпТП и вводимыми изменениями в соответствии с требованиями ММ 1.4.2070;
к) специальных требованиях к производственной среде.
7.1.5 В операционных маршрутных картах СпТП, в которых указано на необходимость поддержания или выполнения хотя бы одного из ключевых технологических параметров, необходимо ввести следующие технологические указания:
а) о проведении исполнителем обязательной проверки наличия документов, подтверждающих тот факт, что оборудование, оснастка, инструмент и средства контроля и измерений, используемые на данной операции, аттестованы и проверены (откалиброваны);
б) по порядку действий исполнителя при приближении ключевых технологических параметров к предельным значениям или выходе параметров за границы допустимых значений.
7.1.6 В операционных контрольных картах СпТП необходимо ввести следующие технологические указания о проведении БТК перед приемкой продукции проверки:
а) наличия у исполнителя удостоверения на право выполнения СпТП;
б) регистрации в журнале контроля СпТП ключевых технологических параметров выполненного процесса и нахождения их в заданных пределах или отметки о выходе за допуск и принятые меры.
7.2 Аттестация оборудования, оснастки и инструмента
7.2.1 Аттестация оборудования должна включать в себя оформление паспорта на оборудование и свидетельства о пригодности оборудования к эксплуатации.
7.2.2 Порядок разработки, оформления и утверждения документов по п.7.2.1, формы их представления и сроки пересмотра регламентируются нормативной документацией предприятия.
7.2.3 Паспортизация оборудования должна проводиться при вводе его в эксплуатацию (в конкретном цехе) и после капитального ремонта.
7.2.4 Необходимость и объем работ по аттестации оборудования после текущего и аварийного ремонтов устанавливается нормативной документацией предприятия.
7.2.5 На каждую единицу аттестованного оборудования, задействованного в СпТП необходимо иметь формуляр, включающий:
а) техническую документацию завода-изготовителя оборудования;
б) паспорт на оборудование;
в) свидетельство о пригодности оборудования к эксплуатации;
г) журнал состояния оборудования.
7.2.6 В журнале состояния оборудования должны содержаться все сведения о проведенных регламентных работах, текущих и капитальных ремонтах, выявленных неисправностях и мерах по их устранению, заменах деталей и т.д.
7.2.7 Порядок ведения журнала состояния оборудования и форма его представления должны устанавливаться в нормативной документации предприятия.
7.2.8 На каждый вид оснастки и инструмента, применяемых при реализации СпТП и требующих технического обслуживания, должен оформляться паспорт.
7.2.9 Перечень выполненных регламентных работ, сроки их выполнения должны регистрироваться в журнале состояния оснастки и инструмента применительно к конкретному СпТП.
7.2.10 Порядок оформления и утверждения паспортов на оснастку и инструмент, порядок ведения .журнала состояния оснастки и инструмента, а также формы представления этих документов регламентируются нормативной документацией предприятия.
7.3 Аттестация исполнителей
7.3.1 Порядок проведения аттестации исполнителя СпТП и форма удостоверения на право выполнения СпТП регламентируется нормативными документами предприятия.
7.3.2 Исполнители СпТП, подлежащие аттестации, должны сдавать теоретический экзамен на знание всей необходимой технологической документации на СпТП и проходить проверку практических навыков, удостоверяемую соответствующим документом предприятия.
7.4 Паспортизация рабочих мест
7.4.1 Основным документом по организации рабочего места исполнителя СпТП должен быть "паспорт рабочего места", отражающий требования по его размещению, организации и обслуживанию, а также условия труда и квалификацию исполнителей.
7.4.2 Паспорт рабочего места должен быть разработан на каждое индивидуальное рабочее место или коллективное рабочее место (паспорт производственного участка).
7.4.3 Порядок оформления, ведения, регистрации, хранения и периодического пересмотра паспорта на рабочее место регламентируется нормативной документацией предприятия.
7.5 Внедрение
7.5.1 Отработка и внедрение СпТП должны выполняться исполнителями, допущенными и аттестованными на выполнение этого процесса, по технологической и производственно-контрольной документации, отвечающей требованиям настоящего РТМ, на паспортизированных рабочих местах с использованием аттестованного оборудования, оснастки и инструмента.
7.5.2 Порядок внедрения СпТП в производство, оформление необходимых документов, в том числе Акта внедрения и формы его представления, регламентируется требованиями Р 50-67 и нормативной документацией предприятия.
7.6 Реализация при выпуске продукции
7.6.1 Все материалы и полуфабрикаты, используемые в СпТП, должны пройти входной контроль в соответствии с требованиями ГОСТ 2497 перед непосредственным их запуском в производство. Способы, объем и исполнитель процедуры этого контроля должны быть указаны в технологическом процессе.
7.6.2 Производственное оборудование, оснастка, инструмент и контрольно-измерительные средства, используемые при выполнении СпТП, должны проходить периодическую аттестацию или поверку, или калибровку с регистрацией результатов в документации на эти средства производства и отметкой непосредственно на этих средствах сроков очередной аттестации, поверки или калибровки.
7.6.3 Периодичность аттестации, либо поверки, либо калибровки средств производства регламентируется, нормативной документацией предприятия.
7.6.4 Использовать при выполнении СпТП средства производства, указанные в п.7.6.2 настоящего РТМ, если они не прошли своевременной аттестации, либо поверки, либо калибровки, не допускается.
7.7 Контроль и регулирование
7.7.1 Контроль и регулирование ключевых параметров, указанных в документации на СпТП, должны осуществляться в соответствии с рекомендациями отраслевой нормативной документации и/или соответствующих производственных инструкций предприятия-изготовителя (ремонтного предприятия) с регистрацией параметров процесса в автоматизированном или ручном режиме.
7.7.2 Ключевые параметры СпТП, не обеспеченные автоматическим контролем и регистрацией технологических параметров, должны заноситься в журнал контроля технологического процесса. Форма журнала и порядок его заполнения регламентируются Р 50-609-38.
7.7.3 В случае выхода ключевых параметров за границы допустимых значений порядок, состав и содержание действий должны регламентироваться документированной процедурой предприятия.
Приложение А
(обязательное)
Базовый перечень специальных процессов,
используемых в авиационной отрасли
|
"УТВЕРЖДАЮ" |
Базовый перечень специальных технологических
процессов, используемых в авиационной отрасли
По состоянию на 31 декабря 2003 г.
|
Наименование специального процесса |
НД |
Используется при | |
|
|
|
изго- |
Ремонте |
|
Вид производства: термообрабатывающее | |||
|
Термообработка |
МУ 1.4.2125 |
+ |
+ |
|
Вид производства: сварочное | |||
|
Сварка дуговая |
МУ 1.4.2126 |
+ |
+ |
|
Сварка контактная |
МУ 1.4.2127 |
+ |
+ |
|
Сварка электронно-лучевая |
МУ 1.4.2128 |
+ |
- |
|
Пайка |
МУ 1.4.2129 |
+ |
+ |
|
Вид производства: кузнечно-штамповочное | |||
|
Кузнечно-штамповочные процессы |
МУ 1.4.2130 |
+ |
- |
|
Вид производства: литейное | |||
|
Литье |
МУ 1.4.2131 |
+ |
- |
|
Вид производства: производство деталей из полимерных | |||
|
Изготовление деталей из ПКМ |
МУ 1.4.2132 |
+ |
+ |
|
Вид производства: производство сотовых клееных конструкций | |||
|
Изготовление сотовых клееных конструкций |
МУ 1.4.2133 |
- |
+ |
|
Вид производства: выполнение заклепочных, | |||
|
Выполнение соединений стержневыми заклепками |
МУ 1.4.2134 |
+ |
- |
|
Вид производства: получение покрытий | |||
|
Гальваника |
МУ 1.4.2135 |
+ |
+ |
|
Размерное химическое травление |
МУ 1.4.2136 |
+ |
- |
|
Получение полимерных антифрикционных покрытий (ВАП) |
МУ 1.4.2137 |
+ |
+ |
|
Получение лакокрасочных покрытий |
МУ 1.4.2138 |
+ |
+ |
|
Плазменное напыление |
МУ 1.4.2139 |
+ |
+ |
|
Вид производства: герметизация | |||
|
Герметизация |
МУ 1.4.2140 |
+ |
+ |
|
Вид производства: механообработка | |||
|
Упрочнение |
МУ 1.4.2141 |
+ |
+ |
|
Вид производства: резиновое производство | |||
|
Изготовление резино-технических изделий |
МУ 1.4.2142 |
+ |
- |
Приложение Б
(обязательное)
|
"СОГЛАСОВАНО" |
"УТВЕРЖДАЮ" |
Перечень специальных технологических процессов
на типовую конструкцию изделия
|
Специальный технологический процесс |
Деталь/сборочная единица | ||
|
Наименование |
Регламентированная НД |
Наименование |
№ чертежа (шифр) |
|
Вид производства: термообрабатывающее | |||
|
|
|
|
|
|
|
|
|
|
|
Вид производства: сварочное | |||
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Конструктор |
|
|
Технолог |
|
Приложение В
(обязательное)
|
"СОГЛАСОВАНО" |
"УТВЕРЖДАЮ" |
Перечень специальных технологические процессов
при изготовлении (ремонте) изделия
|
Рабочий специальный технологический процесс |
Деталь / сборочная единица | |||||
|
Обозначение (шифр) |
Наименование |
НД по изготовлению и контролю |
Ключевые технологические параметры (наименование) |
№ чертежа | ||
|
Вид производства: термообрабатывающее | ||||||
|
|
|
|
|
| ||
|
|
|
|
|
| ||
|
Вид производства: сварочное | ||||||
|
|
|
|
|
| ||
|
|
|
|
|
| ||
|
| ||||||
|
Главный технолог |
|
|
Главный металлург |
|
Приложение Г
(справочное)
Рекомендации предприятию-разработчику по составлению перечня
специальных технологических процессов для конкретного изделия
Нормативные документы по системе менеджмента качества ГОСТ Р ИСО 9001-2001, а также Авиационные правила АП-23, 25, 27, 29, Руководство по сертификации типовой конструкции Р 23-29.605 и Руководство по сертификации ее производства АП-21.2В устанавливают необходимость выявления и назначения дополнительных требований к технологическим процессам определенного типа, которые в настоящей работе и в ряде НД называются "специальными.
Особенностью специальных процессов (СпТП) является то, что результаты их реализации нельзя в полной мере проверить последующим контролем и испытанием каждого образца продукции и установить выполнение требований конструкторской документации, так как в технологическом процессе отсутствуют операции по контролю выполнения некоторого(ых) параметра(ов), установленного(ых) конструктором, по причине отсутствия необходимых контрольных средств и неразрушающих методов или больших затрат на их использование. Такие конструктивные параметры будут являться неконтролепригодными. Примером не-контролепригодного конструктивного параметра является предел прочности детали.
Для включения технологического процесса в Перечень СпТП Разработчик авиационной техники должен установить, что конструктивный параметр детали и/или сборочной единицы, получаемой в результате выполнения указанного технологического процесса, является:
- значимым,
- неконтролепригодным.
При определении "значимости" параметра конструктор прежде всего оценивает его влияние на безопасность полетов, как это регламентируется ОСТ 1.02772. К "значимым" также следует отнести конструктивные параметры, идентифицирующие (определяющие) типовую конструкцию и включаемые в ТУ на изделие в целом и его составные части.
Лист регистрации изменений
|
№ измене- |
Номер листа страницы |
Номер |
Под- |
Дата внесения |
Дата введения | |||
|
ния |
Изме- |
Заме- |
Нового |
Анну- |
|
|
изменения |
изменения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|