ГОСТ 13252-91
Группа Г18
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАТВОРЫ ОБРАТНЫЕ НА НОМИНАЛЬНОЕ ДАВЛЕНИЕ  25 МПа (250 кгс/см
25 МПа (250 кгс/см )
)
Общие технические условия
Swing check valves for 25 MPa (250 kgf/cm).
General specifications
МКС 23.060.30
ОКП 37 0000
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН ТК 259 "Промышленная трубопроводная арматура и сильфоны"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета по стандартизации и метрологии СССР от 06.12.91 N 1879
3. ВЗАМЕН ГОСТ 13252-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка |
Номер пункта |
2.19.1 | |
ГОСТ 12.2.063-81 |
3 |
1.3 | |
1.4 | |
2.18 | |
ГОСТ 6527-68 |
1.6 |
ГОСТ 10549-80 |
2.3 |
1.5 | |
2.18 | |
ГОСТ 16093-81 |
2.3 |
ГОСТ 16504-81 |
4.1 |
ГОСТ 22352-77 |
8.2 |
1.1 | |
ГОСТ 24643-81 |
2.4 |
ГОСТ 24705-2004 |
2.3 |
ГОСТ 24856-81 |
Вводная часть |
ГОСТ 25670-83 |
2.4 |
ГОСТ 26304-84 |
Вводная часть |
ГОСТ 26349-84 |
1.2 |
5. ПЕРЕИЗДАНИЕ.
Настоящий стандарт распространяется на обратные затворы (обратные поворотные клапаны*) металлические общепромышленного назначения, предназначенные для сред с номинальным давлением  25 МПа (250 кгс/см
25 МПа (250 кгс/см ) и температурой до 873 К (600 °С), изготавливаемые для нужд народного хозяйства и экспорта, а также может быть использован для их сертификации.
) и температурой до 873 К (600 °С), изготавливаемые для нужд народного хозяйства и экспорта, а также может быть использован для их сертификации.
_________________
* Применяют для продукции, разработанной до введения ГОСТ 24856.
Стандарт не распространяется на арматуру специального назначения для АЭС и арматуру из неметаллических материалов.
Дополнительные требования к обратным затворам для экспорта, в том числе в страны с тропическим климатом, - по ГОСТ 26304.
Термины и определения - по ГОСТ 24856.
Требования пп.1.3-1.7, 2.1-2.3, 2.5-2.7, 2.14, 2.16, 2.18 и разд.3, 4, 5 являются обязательными, другие требования настоящего стандарта - рекомендуемыми.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры - по ГОСТ 22445.
1.2. Номинальные давления - по ГОСТ 26349.
1.3. Пробные и рабочие давления - по ГОСТ 356.
1.4. Строительные длины - по ГОСТ 3326 или по рабочим чертежам, утвержденным в установленном порядке.
1.5. Присоединительные размеры и размеры уплотнительных поверхностей фланцев, фланцевых и стяжных обратных затворов - по ГОСТ 12815 или по рабочим чертежам, утвержденным в установленном порядке.
1.6. Муфтовые концы - по ГОСТ 6527.
1.7. Концы под приварку - по рабочим чертежам, утвержденным в установленном порядке.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Обратные затворы должны изготовляться в соответствии с требованиями настоящего стандарта и технических условий на конкретные изделия.
2.2. Рабочее положение обратных затворов указывается в технических условиях на конкретные изделия.
2.3. Метрическая резьба - по ГОСТ 24705 с полями допусков по ГОСТ 16093*. Сбег резьбы, проточки, недорезы и фаски - по ГОСТ 10549. Вмятины и заусенцы на поверхности резьбы, препятствующие навинчиванию проходного калибра, не допускаются.
________________
* С 1 июля 2005 г. вводится в действие ГОСТ 16093-2004.
На поверхности резьб, выполненных с полями допусков 8g и 7H, не допускаются рванины, выкрашивания, выходящие по глубине за пределы среднего диаметра резьбы и суммарной протяженностью более половины витка.
На метрических резьбах, выполняемых с полями допусков 6g и 6Н, на резьбах деталей из коррозионно-стойких и жаропрочных сталей, независимо от класса точности резьб, рванины и выкрашивания не допускаются.
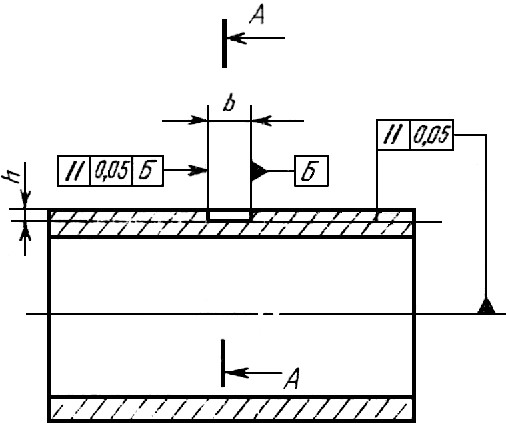
2.4. Неуказанные в рабочих чертежах допуски:
- формы и расположения обрабатываемых поверхностей (кроме соосности и симметричности), как правило, не должны превышать полей допуска на размер или расстояние между поверхностями (осями);
- соосности и симметричности - 10-й степени точности ГОСТ 24643;
- обрабатываемых угловых размеров, радиусов закруглений и фасок - класса точности "очень грубый" по ГОСТ 25670*.
________________
* С 1 января 2004 г. введен в действие ГОСТ 30893.1-2002.
2.5. Допуск параллельности уплотнительных поверхностей присоединительных фланцев обратных затворов на каждые 100 мм диаметра уплотнительной поверхности не должен быть более значений, указанных в табл.1.
Таблица 1
Номинальное давление |
Условный проход |
Допуск параллельности, мм |
|
|
0,20 |
>4 (40) |
|
0,10 |
|
200 |
0,15 |
 , МПа (кгс/см
, МПа (кгс/см , мм
, мм  2200
2200 200
200
Для фланцев под прокладки овального сечения отклонение от параллельности указано для торцов фланцев.
2.6. Перед сборкой должны быть сняты заусенцы, а детали очищены от загрязнений и следов коррозии.
Не допускаются к сборке детали, имеющие забоины и другие механические повреждения на рабочих поверхностях сопрягаемых деталей.
Резьбы и трущиеся поверхности деталей, не соприкасающиеся с рабочей средой, должны быть смазаны в соответствии с указанием в конструкторской документации.
2.7. В собранных изделиях шпильки должны быть завернуты до упора, концы шпилек и болтов должны выступать из гаек не менее чем на один шаг резьбы.
Детали подвижных соединений обратных затворов должны перемещаться плавно без заеданий.
2.8. В обратных затворах по требованию заказчика могут быть предусмотрены указатели положения диска.
2.9. Обратные затворы могут изготовляться с устройствами демпфирования.
2.10. В технических условиях может быть указан коэффициент сопротивления при полном открытии запорного органа и скоростное давление ( , Па), обеспечивающее полное открытие запорного органа.
, Па), обеспечивающее полное открытие запорного органа.
2.11. Сварка и контроль качества сварных швов - по нормативно-технической документации.
2.12. Обратные затворы могут иметь покрытия в соответствии с требованиями нормативно-технической документации и рабочих чертежей, утвержденных в установленном порядке.
2.13. В технических условиях по требованию заказчика могут быть установлены значение момента трения подвижных частей обратных затворов при отсутствии рабочей среды и методика ее определения.
2.14. Материалы деталей и сварных швов, работающих под давлением, должны быть прочными и плотными.
Обратные затворы должны быть герметичны относительно внешней среды.
2.15. Рекомендуемые нормы герметичности для обратных затворов указаны в табл.2.
Таблица 2
Давление номинальное |
Пропуск среды, см | |||||||||||
40 |
50 |
65 |
80, 100 |
125, 150 |
200, 250 |
300, 400 |
500, 600, 700 |
800, 1000 |
1200 |
от 1400 до 1800 |
2000 | |
<4 (40) |
2 |
3 |
4 |
6 |
10 |
15 |
25 |
45 |
80 |
150 |
250 |
500 |
|
1 |
1 |
2 |
3 |
5 |
7 |
12 |
20 |
40 |
80 |
130 |
- |
 , МПа (кгс/см
, МПа (кгс/см /мин (для воды) и дм
/мин (для воды) и дм 4 (40)
4 (40)
Примечание. При испытании обратных затворов керосином пропуск в 1,5 раза меньше, чем для воды.
Нормы герметичности в затворе на конкретные виды изделий устанавливаются по согласованию с заказчиком (основным потребителем) и указываются в технических условиях.
2.16. Показатели надежности, критерии отказа и предельного состояния должны быть указаны в технических условиях на конкретные изделия.
2.17. В комплект обратных затворов, как правило, входят:
- изделие в сборе;
- запасные части, инструмент, принадлежности согласно ведомости ЗИП на конкретные изделия (при необходимости);
- паспорт;
- техническое описание и инструкция по эксплуатации.
По договору с заказчиком изготовитель обеспечивает его эксплуатационной документацией в необходимом количестве.
2.18. Маркировка и отличительная окраска - по ГОСТ 4666.
Транспортная маркировка - по ГОСТ 14192.
2.19. Упаковка
2.19.1. Обратные затворы подвергают консервации по ГОСТ 9.014, обеспечивающей защиту от коррозии при транспортировании и хранении.
Вариант защиты и вариант упаковки - по техническим условиям на конкретные изделия.
Допускается обратные затворы из коррозионно-стойких материалов не консервировать.
2.19.2. Обратные затворы упаковывают в плотные или решетчатые ящики или контейнеры в соответствии с требованиями нормативно-технической документации.
Упаковка должна обеспечивать защиту обратных затворов от повреждений при перевозке всеми видами транспорта и хранении.
По согласованию с потребителем допускаются другие виды упаковки, обеспечивающие сохранность обратных затворов при транспортировании и хранении.
2.19.3. Обратные затворы условного прохода 200 и более допускается не упаковывать в тару или контейнеры, а устанавливать на прочном деревянном основании, при этом они должны быть закреплены, а внутренние полости предохранены от загрязнений.
2.19.4. При упаковке, транспортировании и хранении диски должны быть предохранены от ударов об уплотнения корпуса.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
Требования безопасности - по ГОСТ 12.2.063.
4. ПРИЕМКА
4.1. Для проверки соответствия обратных затворов требованиям настоящего стандарта проводят следующие виды испытаний по ГОСТ 16504:
- приемосдаточные;
- периодические;
- типовые.
4.2. Приемосдаточным испытаниям подвергают обратные затворы до окраски в объеме, указанном в технических условиях на конкретное изделие. Обратные затворы подвергают внешнему осмотру и следующим испытаниям:
- на прочность и плотность сварных швов и материала деталей, находящихся под давлением;
- на герметичность в затворе;
- на герметичность мест соединений;
- на работоспособность.
При окраске корпусов обратных затворов снаружи и внутри полимерной порошковой краской приемосдаточные испытания допускается проводить после окраски.
4.3. Контроль массы изделий должен проводиться один раз в год при приемосдаточных испытаниях на трех изделиях первой партии данного года.
4.4. Объем и порядок проведения периодических испытаний - в соответствии с требованиями нормативно-технической документации.
4.5. Типовые испытания должны проводиться при изменении конструкции или технологии изготовления обратных затворов, если эти изменения могут повлиять на их технические характеристики и работоспособность.
4.6. Показатели надежности должны быть подтверждены результатами испытаний или результатами подконтрольной эксплуатации, или сбором информации об эксплуатационной надежности.
4.7. Периодические, типовые испытания и подконтрольная эксплуатация должны проводиться изготовителем по программам, составленным изготовителем.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Внешним осмотром проверяют комплектность изделия, полноту и правильность маркировки.
Контроль размеров, указанных на сборочном чертеже, проводят с помощью универсального или специального измерительного инструмента.
5.2. Затворы испытывают на стендах с использованием контрольно-измерительных средств, обеспечивающих заданные условия испытаний и погрешности измерений параметров.
5.3. Отклонения от номинальных значений измеряемых давления и температуры, не указанные в технических условиях на конкретные изделия, не должны превышать ±1,5%.
5.4. При гидравлических испытаниях должно быть обеспечено вытеснение воздуха из внутренних полостей.
Жидкая среда, оставшаяся после испытаний, должна быть удалена.
5.5. Испытания на прочность и плотность материала деталей и сварных швов, а также герметичность в затворе и мест соединений должны проводиться при установившемся давлении в течение времени, необходимого для осмотра.
5.6. Испытания на прочность и плотность материала деталей и сварных швов должны проводиться водой, подаваемой во входной патрубок при заглушенном выходном патрубке, под давлением  .
.
Обратные затворы, предназначенные для газообразных, взрывоопасных, легковоспламеняющихся и токсичных сред, должны дополнительно испытываться на плотность воздухом давлением  или
или  .
.
Необходимость дополнительного испытания воздухом указывается в технических условиях на конкретные изделия.
После выдерживания при установившемся давлении от 1 до 3 мин давление должно быть снижено до номинального  , при котором производят осмотр материала и сварных швов.
, при котором производят осмотр материала и сварных швов.
Материал деталей считают прочным, если не обнаружено механических разрушений или видимых остаточных деформаций.
Материал деталей и сварные швы считают плотными, если при испытании:
- водой - не обнаружено течи или потения (контроль визуальный);
- воздухом - не обнаружено пропуска воздуха (контроль производится пузырьковым методом - способом обмыливания или погружением в воду).
Допускается:
а) проводить испытания обратных затворов, предназначенных для нефтепродуктов керосином;
б) проводить испытания на плотность обратных затворов на  63 кгс/см
63 кгс/см воздухом давлением 0,6 МПа (6 кгс/см
воздухом давлением 0,6 МПа (6 кгс/см );
);
в) проводить испытания отдельных деталей или затворов в собранном виде.
5.7. Детали, в которых при испытании выявлены течь или "потение" через металл, подлежат исправлению заваркой и повторно подвергнуты испытанию по п.5.6.
5.8. Испытания на герметичность в затворе должны проводиться подачей испытательной среды давлением  или
или  в выходной патрубок при открытом входном.
в выходной патрубок при открытом входном.
Метод контроля и испытательная среда указываются в технических условиях на конкретные изделия.
Герметичность в затворе должна соответствовать нормам, указанным в технических условиях.
Пропуск среды через места соединений не допускается.
5.9. Испытания на работоспособность проводят на полностью собранном изделии по методике, установленной в технических условиях.
5.10. Контроль массы проводить на весах статического взвешивания или с помощью динамометра.
6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. Обратные затворы могут транспортироваться всеми видами транспорта и транспортных средств.
Допускается транспортировать обратные затворы без упаковки, а также без установки на основание. При этом изделия должны быть надежно закреплены на транспортном средстве, внутренние полости предохранены от загрязнений, а привалочные поверхности и навесные устройства - от повреждений.
6.2. При транспортировании следует соблюдать правила перевозок грузов, действующие на конкретном виде транспорта.
6.3. Условия транспортирования и хранения - по техническим условиям на конкретные изделия.
7. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
7.1. Указания о содержании обратных затворов в готовности к эксплуатации, подготовке к действию, вводе в действие, неисправностях, повреждениях и способах их устранения, осмотрах и ремонтах приведены в техническом описании и инструкции по эксплуатации на конкретное изделие.
7.2. Условия эксплуатации - по техническим условиям на конкретные изделия.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель гарантирует соответствие обратных затворов требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
8.2. Гарантийные сроки устанавливаются в технических условиях на конкретные изделия.
Исчисление гарантийных сроков - по ГОСТ 22352*.
________________
* На территории Российской Федерации не действует.