РД 03-421-01
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
ПО ПРОВЕДЕНИЮ ДИАГНОСТИРОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ И ОПРЕДЕЛЕНИЮ ОСТАТОЧНОГО СРОКА СЛУЖБЫ СОСУДОВ И АППАРАТОВ
УТВЕРЖДЕНЫ постановлением Госгортехнадзора России от 06.09.01 N 39
В настоящих Методических указаниях изложены технические требования и рекомендации по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов, эксплуатируемых в химической, нефтехимической, нефтеперерабатывающей и других отраслях промышленности.
При разработке настоящих Методических указаний учтены опыт и практические результаты диагностирования технического состояния сосудов и аппаратов, использована современная методология оценки и прогнозирования технического состояния, изложен порядок проведения и оформления результатов диагностирования технического состояния сосудов и аппаратов.
В развитие основных требований настоящих Методических указаний могут выпускаться нормативные технические документы с учетом конструктивных особенностей и условий эксплуатации оборудования.
В разработке Методических указаний приняли участие представители Госгортехнадзора России и специализированных организаций: А.А.Шаталов, В.А.Баранов, Г.М.Селезнев, Н.А.Хапонен, С.А.Жулина, Н.М.Самсонов, В.В.Раков, В.И.Рачков, П.А.Харин, С.М.Кутепов, В.С.Шубин, В.И.Муштаев, А.М.Кузнецов, В.И.Лившиц, В.Г.Татаринов, А.П.Корчагин, С.П.Быков, В.И.Олеринский, А.В.Шишкин, И.В.Петрушин, Е.Н.Гальперин, Р.Г.Маннапов, В.М.Горицкий.
ВВЕДЕНИЕ
Настоящие Методические указания распространяются на отечественные и зарубежные стальные сосуды и аппараты химической, нефтехимической, нефтеперерабатывающей и других отраслей промышленности. Методические указания могут быть распространены на сосуды других отраслей при условии, что на них распространяются требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00)*, ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования".
_______________
* До введения ПБ 03-384-00 действует ОСТ 26-291-94 "Сосуды и аппараты стальные сварные. Общие технические условия".
Настоящие Методические указания содержат основные требования и рекомендации к проведению диагностирования технического состояния* и определению остаточного ресурса эксплуатации сосудов.
_______________
* Далее - техническое диагностирование.
Термины и их определения, примененные в настоящих Методических указаниях, приведены в приложении А.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Техническое диагностирование сосудов и аппаратов в целях определения возможности их дальнейшей эксплуатации и остаточного ресурса проводится в следующих случаях:
после аварий;
после ремонтно-восстановительных работ с применением сварки;
при выявлении случаев нарушения установленного регламента эксплуатации (повышения рабочего давления, расширения диапазона рабочих температур, увеличения цикличности нагружения и др.);
по истечении установленного в паспорте сосуда срока эксплуатации (исчерпании установленного ресурса);
при отсутствии в паспорте сосуда расчетного срока службы после эксплуатации в течении 20 лет, если нет других решений о расчетном сроке службы, согласованных с Госгортехнадзором России;
при отсутствии в паспорте сосуда, работающего при переменном режиме нагружения, допускаемого числа циклов нагружения;
при утрате паспорта сосуда;
наступления сроков, установленных по результатам предыдущих технических диагностирований.
1.2. Работы по техническому диагностированию сосудов носят комплексный характер и в общем случае включают:
а) анализ технической документации;
б) наружный и внутренний осмотр, визуально-измерительный контроль сосуда;
в) контроль соответствия системы автоматизации требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96);
г) неразрушающий контроль качества сварных соединений, толщинометрию;
д) определение химического состава, металлографические исследования, оценку механических свойств основного металла и сварных соединений;
е) проведение коррозионных исследований;
ж) анализ результатов технического диагностирования и проведение расчетов на прочность;
з) анализ повреждений и параметров технического состояния сосуда и установление критериев предельного состояния;
и) проведение уточненных расчетов на прочность;
к) определение остаточного ресурса сосуда;
л) гидравлические (пневматические) испытания.
Работы по подп."а", "б", "в", "г", "ж", "к", "л" носят обязательный характер.
Работы по подп."д", "е", "з", "и" могут проводиться дополнительно к основным работам при технической необходимости.
1.3. Объем работ по техническому диагностированию сосуда определяется по каждому конкретному объекту с учетом особенностей конструкции, сроков и условий эксплуатации.
1.4. Работы по техническому диагностированию сосуда должны выполняться по программе, разрабатываемой в соответствии с требованиями настоящих Методических указаний.
1.5. При оценке ресурса группы сосудов, однотипных по конструктивному и материальному исполнению и работающих в одинаковых условиях, производится полный комплекс работ по настоящим Методическим указаниям для отдельных представителей группы сосудов и в зависимости от полученных результатов может быть снижен объем контрольных работ на других сосудах данной группы.
1.6. Техническое диагностирование сосудов выполняется специализированной организацией силами специалистов, аттестованных в установленном порядке.
1.7. На основании результатов технического диагностирования специализированная организация выдает Заключение о возможности и условиях дальнейшей безопасной эксплуатации сосуда (далее - Заключение), оформленное в установленном порядке.
1.8. В случае если в Заключении возможность дальнейшей эксплуатации сосуда допускается только при условии его ремонта, все ремонтные работы, включая разработку технологии ремонта, должны проводиться согласно требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96) [1], и Положения о порядке безопасного проведения ремонтных работ на химических, нефтехимических и нефтеперерабатывающих опасных производственных объектах (РД 09-250-98) [62].
1.9. К выполнению сварочных работ на сосудах должны допускаться специалисты, аттестованные в установленном порядке.
1.10. Все участки основного металла или сварных соединений, подвергавшиеся ремонту с применением сварки, следует проконтролировать двумя или более неразрушающими методами, один из которых предназначен для обнаружения поверхностных дефектов, а второй - для выявления внутренних дефектов; в необходимых случаях следует провести толщинометрию с оформлением соответствующих заключений о результатах контроля (приложение Б).
2. ПОДГОТОВКА СОСУДОВ И АППАРАТОВ К ТЕХНИЧЕСКОМУ ДИАГНОСТИРОВАНИЮ
2.1. Перед диагностированием сосудов и аппаратов следует прекратить их эксплуатацию, освободить внутреннее пространство от заполняющей среды, отключить заглушками от всех трубопроводов, соединяющих диагностируемые сосуды с источниками давления и другими сосудами и оборудованием.
Применяемые для отключения сосудов заглушки, устанавливаемые между фланцами, должны быть соответствующей прочности и иметь выступающую часть (хвостовик), по которой определяется наличие поставленной заглушки. Устанавливаемые между фланцами прокладки должны быть без хвостовиков.
2.2. При необходимости, если внутреннее пространство сосуда было загрязнено какими-либо вредными веществами, оно должно быть очищено и нейтрализовано в соответствии с инструкцией по безопасному ведению работ на предприятии - владельце сосуда.
2.3. Внутренняя и наружная поверхности сосуда очищаются от продуктов коррозии и оставшейся грязи с использованием металлической щетки и ветоши, смоченной растворителем, а контролируемые сварные соединения с внутренней или наружной стороны зачищаются до металлического блеска механическим методом (шлифмашинкой, абразивом и т.п.) до Rz40-Rz20 на ширину 50-100 мм (в зависимости от толщины стенки сосуда) по обе стороны от оси шва. При зачистке ось вращения инструмента должна быть параллельна оси контролируемых сварных швов.
2.4. Футеровка, изоляция и другие виды покрытий должны быть частично или полностью удалены, если имеются признаки, указывающие на возможность возникновения дефектов материала силовых элементов конструкции сосуда (неплотность футеровки, отдулины, следы промокания изоляции и т.п.).
2.5. Подготовленные к техническому диагностированию поверхности необходимо высушить сжатым воздухом.
2.6. Необходимо оснастить сосуд достаточным освещением от источника тока напряжением не более 12 В, а для сосудов, работающих со взрывоопасными средами и (или) во взрывоопасных зонах, - освещением светильниками во взрывозащищенном исполнении с соответствующей степенью или уровнем защиты.
2.7. Должны быть оборудованы безопасные подходы к сосуду и в случае необходимости установлены леса, лестницы, переходные мостики и ограждения для осмотра верхней части сосуда и проведения технического диагностирования.
2.8. Работы по подготовке сосуда к техническому диагностированию выполняются организацией - владельцем сосуда.
2.9. Работы по подготовке сосуда завершаются оформлением акта о готовности сосуда и передачей акта специализированной организации, выполняющей техническое диагностирование.
3. ПОРЯДОК ПРОВЕДЕНИЯ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
3.1. Анализ технической документации
3.1.1. Анализ технической документации на сосуд проводится в целях:
проверки наличия паспорта сосуда и правильности его заполнения;
установления фактических условий эксплуатации сосуда и соответствия их паспортным данным;
анализа результатов предшествовавших диагностированию технических освидетельствований, ранее проведенных диагностирований и ремонтно-восстановительных работ;
уточнения фактической наработки сосуда в часах или циклах нагружения (для сосудов периодического действия).
3.1.2. Анализу в общем случае подвергается следующая техническая документация:
паспорт сосуда, работающего под давлением;
сборочный чертеж;
ремонтная документация;
эксплуатационные документы;
предписания территориального органа Госгортехнадзора России;
заключения по результатам предыдущих технических освидетельствований и технических диагностирований.
При анализе технической документации проверяются:
наличие в паспорте сосуда записи о его регистрации;
соответствие заводской маркировки сосуда на корпусе и на фирменной табличке паспортным данным;
использование сосуда по прямому назначению.
По результатам анализа технической документации уточняется программа технического диагностирования.
3.1.3. Особое внимание уделяется анализу сведений о повреждениях и неисправностях в работе сосуда и о причинах, приведших к ним.
3.2. Оперативная (функциональная) диагностика
3.2.1. Рабочая (проектная) документация на систему автоматизации сосудов должна соответствовать требованиям разд.5 Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
3.2.2. Контрольно-измерительные приборы (КИП), установленные на щитах системы автоматизации (СА) и по месту, должны соответствовать рабочей (проектной) документации на СА сосуда.
3.2.3. КИП должны быть метрологически поверены и иметь соответствующие клейма и отметки.
3.2.4. Блокировки безопасности, выполненные на сосуде и в СА, должны соответствовать рабочей (проектной) документации.
3.2.5. Если выявлено несоответствие КИП измеряемым параметрам, а блокировок безопасности - требованиям ПБ 10-115-96 или рабочей (проектной) документации, то решение о дальнейшей эксплуатации сосуда принимается организацией - разработчиком документации или специализированной организацией, проводящей техническое диагностирование сосуда.
Специализированная организация, выполняющая техническое диагностирование, выдает заключение о возможности дальнейшей безопасной эксплуатации сосуда после устранения выявленного несоответствия.
3.2.7. Результаты контроля соответствия СА сосуда требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), оформляются в виде раздела к отчету или акта проверки, являющегося приложением к основному Заключению.
3.3. Разработка программы технического диагностирования
3.3.1. Работы по техническому диагностированию сосудов и аппаратов должны выполняться по программе, разрабатываемой на сосуд или группу сосудов на основании настоящих Методических указаний и с учетом требований норм и правил, предъявляемых к сосудам при их изготовлении.
3.3.2. Программа технического диагностирования должна составляться с учетом особенностей конструкции и условий эксплуатации сосуда и предусматривать перечень и объем работ, соответствующих требованиям настоящих Методических указаний.
3.3.3. Программа должна разрабатываться специализированной организацией, выполняющей работы по техническому диагностированию, и подлежит согласованию в установленном порядке.
3.4. Проведение наружного и внутреннего осмотра
3.4.1. Наружный и внутренний осмотр сосуда проводится в целях выявления дефектов, которые могли возникнуть как в процессе его эксплуатации, так и при его изготовлении, транспортировке и монтаже.
3.4.2. При осмотре защитные покрытия и изоляция подлежат удалению на участках поверхности сосуда, где имеются явные признаки нарушения их целостности.
Необходимость удаления защитного покрытия и изоляции на других участках поверхности сосуда определяется специалистами организации, проводящей техническое диагностирование.
3.4.3. Осмотру подлежат все доступные сварные соединения сосуда и его элементы в целях выявления в них следующих дефектов:
трещин;
свищей и пористости швов;
подрезов, наплывов, прожогов, незаплавленных кратеров;
смещений и уводов кромок стыкуемых элементов свыше норм, предусмотренных Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), Правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00) и ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования";
несоответствий форм и размеров швов требованиям технической документации;
деформаций поверхности сосуда (в виде вмятин, отдулин и т.п.).
3.4.4. Особое внимание следует обратить на состояние сварных соединений в зонах концентрации напряжений (местах приварки горловины люка и штуцеров к обечайке и днищам, особенно в зонах входных и выходных штуцеров, на участках пересечения швов, в зонах сопряжения обечайки с днищами, местах приварки опорных узлов и др.), а также в местах возможного скопления конденсата и зонах проведенного ранее ремонта.
3.4.5. Для сосудов из аустенитных сталей особое внимание при осмотре следует уделять местам возможного попадания на поверхность сосуда воды, паров и влажных газов ввиду возможного образования в этих местах коррозионных трещин.
3.4.6. При проведении осмотра в случае возникающих сомнений по классификации и размерам выявленных дефектов следует применять лупу 4-20-кратного увеличения, а также по усмотрению специалиста, выполняющего осмотр, любой из неразрушающих методов, указанных в пп.3.6.1-3.6.3, 3.6.5-3.6.7 настоящих Методических указаний.
3.4.7. Оценка выявленных при осмотре деформированных участков поверхности сосуда производится путем замера максимального прогиба и площади деформированного участка. Замер производится мерительным инструментом, обеспечивающим погрешность ±1,0 мм.
3.4.8. Нормы допустимых дефектов, выявленных при наружном и внутреннем осмотре, должны соответствовать требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00) и ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования".
3.4.9. Результаты осмотра оформляются в виде заключения (протокола), подписываемого специалистами организации, проводящей техническое диагностирование.
3.5. Исследование коррозионного состояния сосудов
3.5.1. При исследовании коррозионного состояния сосудов устанавливают:
степень коррозионно-эрозионного поражения внешней и внутренней поверхности сосудов в результате эксплуатации;
наличие (отсутствие) механических повреждений, дефектов, допущенных ранее при изготовлении сосуда, которые могут повлиять на дальнейшую безопасную эксплуатацию сосуда.
3.5.2. Инструменты для проведения исследований:
лупы, в том числе измерительные от 1,5 до 7-кратного увеличения по ГОСТ 25706-83 [44];
иглы измерительные - для определения глубины пор, язв, подрезов и т.п.;
щупы N 2-4;
нутромеры микрометрические по ГОСТ 10-88 [5] и индикаторные по ГОСТ 868-82 [6];
шаблоны (типа УШС по ТУ 1021.338-83 [7]) радиусные и др.;
линейки измерительные металлические по ГОСТ 427-75 [8];
магниты металлические.
3.5.3. При внешнем осмотре определяют:
наличие (отсутствие) коррозионно-эрозионных поражений, особенно в местах подачи рабочей среды, где могли быть проливы, в местах ремонта;
видимые поверхностные дефекты, появившиеся и развившиеся в процессе эксплуатации, например вмятины, выпучины, изменения геометрической формы (коробление, провисание и другие отклонения от первоначального расположения);
отмечают места ремонтов и устанавливают наличие документации на ремонт.
Необходимость и объем демонтажа теплоизоляции определяется специалистами, проводящими обследование, с учетом требований настоящих Методических указаний.
Осмотру подлежат внешние опоры аппаратов, при этом необходимо проверять сварные швы приварки опор к корпусу аппарата.
На теплообменном и другом оборудовании, где часто производится открывание и закрывание крышек, люков-лазов и т.п., необходимо осматривать крепеж на соответствие требованиям ОСТ 26-2043-91 [9].
3.5.4. При внутреннем осмотре определяют наличие (отсутствие) коррозионных трещин, язв, питтингов, сплошной коррозии на основном металле, сварных швах и околошовной зоне, в местах ремонта, застойных зонах, под осадком, в зоне скопления конденсата, где возможно возникновение щелевой коррозии.
3.5.5. Оценка коррозионных и механических дефектов.
Коррозионные и механические дефекты оцениваются по глубине, площади и количеству на 1 дм![]() (или 1 м
(или 1 м![]() ). Глубина проникновения коррозии определяется после удаления продуктов коррозии.
). Глубина проникновения коррозии определяется после удаления продуктов коррозии.
Скорость сплошной коррозии оценивается в соответствии с ГОСТ 9.908-85 [10].
При обнаружении трещин коррозионного или механического характера эксплуатация сосуда должна быть прекращена. По результатам коррозионного обследования составляется акт, в котором указываются дата, место обследования, регистрационный и заводской номера сосуда, обнаруженные дефекты, состояние поверхности, скорость коррозии конструкционных материалов.
3.5.6. Особенности обследования оборудования из коррозионностойких сталей и сплавов.
3.5.6.1. Коррозионностойкие (нержавеющие) стали при высокой стойкости против сплошной, язвенной, щелевой и точечной (питтинговой) коррозии могут быть подвержены межкристаллитной коррозии (МКК).
МКК характеризуется избирательным разрушением границ зерен металла и приводит к резкому снижению его прочности и пластичности.
МКК проявляется в зоне термического влияния сварных швов.
3.5.6.2. В некоторых средах (азотная кислота, нитраты и т.п.) возможно проявление ножевой коррозии по линии сплавления сварного шва, которая является разновидностью МКК.
3.5.6.3. В растворах хлоридов, щелочах, ряде кислот при повышенных температурах (обычно выше 40-50 °С) нержавеющие стали подвержены коррозионному растрескиванию (КР). Наибольшая вероятность КР возникает в местах наибольших остаточных напряжений после сварки, штамповки, гибов и т.п.
3.5.6.4. Для выявления склонности к МКК и КР сварных соединений из нержавеющих аустенитных сталей следует применять метод травления по ГОСТ 6032-89 [46] и (или) токовихревой метод, капиллярную дефектоскопию, магнитопорошковый контроль и другие методы неразрушающего контроля.
3.6. Проведение неразрушающего контроля
Контролю неразрушающими методами следует подвергать сварные соединения и основной металл сосуда.
Контроль выполняет специализированная организация, имеющая опыт работ, обладающая методической документацией на контроль, аттестованными специалистами, технической базой.
Контроль сварных соединений предусматривает применение не менее двух неразрушающих методов, один из которых предназначен для обнаружения поверхностных дефектов, а другой - для выявления внутренних дефектов в сварных соединениях. Применяемые методы выбираются по усмотрению специалистов, проводящих техническое диагностирование.
Для выявления дефектов в сварных соединениях могут использоваться следующие неразрушающие методы контроля:
визуально-измерительный;
ультразвуковая дефектоскопия;
радиографический контроль;
капиллярная дефектоскопия или магнитопорошковый контроль;
акустико-эмиссионный контроль;
токовихревой метод контроля и другие, обеспечивающие требуемый объем контроля и точность выявления дефектов.
3.6.1. Контроль сварных соединений ультразвуковым или радиографическим методом
3.6.1.1. Неразрушающий контроль сварных соединений следует проводить ультразвуковым (УЗК) или радиографическим (РК) методом в соответствии с действующими на данный момент нормативно-техническими документами на данные методы для выявления внутренних дефектов сварных соединений в виде трещин, непроваров, пор и неметаллических включений.
3.6.1.2. Для проведения контроля методом УЗК или РК применяется аппаратура, предназначенная для этих целей и обладающая необходимой чувствительностью.
3.6.1.3. При разработке индивидуальных программ технического диагностирования в них следует указывать зоны и объем контроля сварных соединений сосудов.
3.6.1.4. Контроль сварных соединений и основного металла сосудов и устранение выявленных недопустимых дефектов рекомендуется проводить в следующем порядке:
анализ технической документации по изготовлению, эксплуатации, ремонтам и контролю, ранее проведенным на сосуде;
визуальный контроль;
выдача задания на подготовку сварных соединений для дефектоскопии;
магнитопорошковый или капиллярный контроль;
ультразвуковой или радиационный контроль;
устранение выявленных недопустимых дефектов;
дефектоскопия ремонтируемых участков.
3.6.1.5. Объем дефектоскопического контроля сварных соединений сосудов зависит от группы сосуда [табл.6 Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96)], от объема контроля, выполненного в процессе изготовления сосуда и в процессе его эксплуатации, и определяется в каждом конкретном случае специалистами, проводящими диагностирование. Необходимо, чтобы объем полученной информации позволял достоверно судить о техническом состоянии всех несущих элементов сосуда. Объем контроля сварных соединений определяется в процентах от общей длины сварных швов.
3.6.1.6. В случае обнаружения при осмотре сосуда локально-деформированных участков (например вмятин, выпучин, гофров и т.п.) деформированную зону и прилегающую к ней зону недеформированного металла шириной 100-150 мм по периметру следует подвергнуть контролю на отсутствие трещин с помощью дефектоскопии.
3.6.1.7. Дефектоскопии следует подвергать элементы оборудования или сварные соединения, качество металла которых вызывает сомнение.
3.6.1.8. При назначении выборочного (неполного) контроля сварных соединений следует учитывать, что участки пересечения продольных и кольцевых сварных швов обязательно должны быть включены в зоны контроля.
3.6.1.9. При технической невозможности осмотра внутренней или наружной поверхности сосуда объем контроля сварных соединений независимо от группы сосуда должен составлять 100%.
3.6.1.10. При обнаружении недопустимых дефектов в процессе неполного контроля сварных соединений объем контроля должен быть увеличен не менее чем вдвое. В первую очередь следует расширить зоны контроля сварных швов в местах обнаружения дефектов.
3.6.1.11. После проведения ультразвукового контроля в необходимых случаях дополнительно для уточнения характера дефектов и глубины их расположения может быть применен радиографический метод, метод послойного вскрытия сварного соединения или металлографический метод.
3.6.1.12. Шероховатость поверхности сварных соединений, подлежащих УЗК, должна соответствовать нормативным требованиям. Для зачистки поверхности сварных соединений рекомендуется применять щетки, шлифмашинки, пескоструйную, химическую и другую обработку.
3.6.1.13. Качество сварных соединений сосуда признается неудовлетворительным, если при любом виде контроля будут выявлены наружные или внутренние дефекты, выходящие за пределы допускаемых величин, установленных нормативными документами.
3.6.1.14. Результаты контроля оформляются в виде заключения или протокола. Расположение участков контроля с привязкой к основным размерам элементов сосуда следует условно изображать на прилагаемой к заключению или протоколу схеме.
Рекомендуемая форма заключения по УЗК качества сварных соединений приведена в приложении Б.
3.6.2. Контроль методами цветной и магнитопорошковой дефектоскопии
3.6.2.1. Контроль внутренней и (или) наружной поверхностей элементов сосудов методами цветной (ЦД) и магнитопорошковой (МПД) дефектоскопии следует проводить в соответствии с действующими на данный момент нормативно-техническими документами на данные методы для выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, расслоений и других трещиноподобных дефектов.
3.6.2.2. Контроль методами ЦД и МПД проводят на контрольных участках поверхности элементов, указанных в программах диагностирования, и, кроме того, на участках поверхности, где по результатам визуального контроля или анализа эксплуатационно-технической документации предполагается наличие трещин, а также в местах выборок трещин, коррозионных язв и других дефектов и (или) в местах ремонтных заварок.
3.6.2.3. Результаты контроля поверхности элементов сосуда методом ЦД или МПД рекомендуется оформлять в виде заключений (протоколов), в которых следует приводить описание размеров, формы и месторасположения выявленных дефектов. Расположение участков контроля и выявленных дефектов следует условно изображать на прилагаемой к заключению (протоколу) схеме.
Рекомендуемая форма заключения по контролю поверхности элементов сосудов методами ЦД и МПД приведена в приложении Б.
3.6.3. Метод акустико-эмиссионного контроля
3.6.3.1. Метод акустико-эмиссионного контроля (АЭК) должен применяться в соответствии с требованиями Правил организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97) [11].
3.6.3.2. Метод АЭК обеспечивает обнаружение и регистрацию только развивающихся дефектов. Поэтому он позволяет классифицировать дефекты не по размерам, а по степени их опасности.
3.6.3.3. Метод АЭК обеспечивает контроль всего сосуда с использованием одного или нескольких преобразователей акустической эмиссии (АЭ), неподвижно установленных на поверхности сосуда.
3.6.3.4. Положение и ориентация дефекта не влияют на его выявляемость.
3.6.3.5. Особенностью метода АЭК является сложность выделения полезного сигнала из помех в том случае, когда дефект мал, и вероятность выявления такого источника АЭ высока только при резком развитии дефекта и при приближении его размеров к критическому значению.
Поэтому метод АЭК рекомендуется применять в сочетании с другими методами НК в зависимости от характера дефектов.
3.6.3.6. При диагностировании сосудов, находящихся в эксплуатации, в целях сокращения объема работ по подготовке сосуда и контролю традиционными методами желательно первоначально провести АЭК объекта. В случае выявления источников АЭ в месте их расположения провести контроль одним из традиционных методов неразрушающего контроля (УЗК, РК, МПД или ЦД).
Возможна схема, при которой в случае обнаружения дефектов традиционными методами, опасность того или иного дефекта выявляется в результате контроля сосуда методом АЭК.
Кроме того, в отдельных случаях, при возникновении сомнения в достоверности результатов применяемых методов контроля также может быть использован метод АЭК.
В этих случаях решение о допуске сосуда в эксплуатацию или о его ремонте принимается по результатам проведенного АЭК.
3.6.3.7. В случае наличия в сосуде дефекта, выявленного одним из методов НК, метод АЭК может быть использован для слежения за развитием этого дефекта.
3.6.3.8. Метод АЭК в соответствии с Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), должен применяться при пневмоиспытаниях сосудов в качестве сопровождающего метода, повышающего безопасность проведения испытаний. В этом случае целью применения АЭК является обеспечение предупреждения возможности разрушения сосуда.
Рекомендуется использовать метод АЭК и при гидравлических испытаниях сосудов.
3.6.3.9. АЭК сосудов проводится специализированными организациями и аттестованными специалистами не ниже уровня квалификации, установленного действующими нормативно-техническими документами.
Рекомендуемые формы протокола и заключения по результатам контроля методом АЭК приведены в Правилах организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97).
3.6.4. Ультразвуковая толщинометрия
3.6.4.1. Ультразвуковая толщинометрия (УЗТ) применяется в целях определения количественных характеристик утонения стенок элементов сосуда в процессе его эксплуатации. По результатам УЗТ определяют скорость коррозионного или коррозионно-эрозионного изнашивания стенок и устанавливают расчетом на прочность допустимый срок эксплуатации изношенных элементов, уровень снижения рабочих параметров или сроки проведения восстановительного ремонта.
3.6.4.2. Для измерений толщины металла могут быть использованы ультразвуковые толщиномеры, соответствующие требованиям действующей нормативно-технической документации и обеспечивающие погрешность измерения не более ±0,1 мм.
3.6.4.3. Контроль толщины стенки проводят в местах элементов сосуда, указанных в специальных инструкциях, в типовых или индивидуальных программах диагностирования, а также в зонах интенсивного коррозионно-эрозионного износа металла, в местах выборок дефектов и на поверхности вмятин или выпучин.
3.6.4.4. Толщинометрия может проводиться как по наружной, так и по внутренней поверхностям сосуда. Измерения осуществляются по четырем образующим обечайки и четырем радиусам днищ через 90° по окружности элемента. На каждой царге обечайки сосуда проводится не менее трех измерений по каждой образующей (в середине и по краям).
На днищах проводится не менее пяти измерений: на каждом из четырех радиусов и в центре. При обнаружении зон с расслоением металла число точек измерения в этом месте должно быть увеличено до количества, достаточного для установления границ (контура) зоны расслоения металла.
3.6.4.5. Измерения толщины стенки вварных патрубков диаметром ![]() (
(![]() - диаметр отверстия, не требующий укрепления) и более согласно ГОСТ 24755-88 [63] следует проводить в одном сечении в четырех точках, расположенных равномерно по окружности элемента.
- диаметр отверстия, не требующий укрепления) и более согласно ГОСТ 24755-88 [63] следует проводить в одном сечении в четырех точках, расположенных равномерно по окружности элемента.
3.6.4.6. В случае невозможности выполнения УЗТ сосуда по полной программе число точек замера толщины стенок должно быть таким, чтобы обеспечить максимально надежное представление о состоянии сосуда и проведение прочностных расчетов. Для повышения достоверности результатов замеров толщины стенок рекомендуется использовать статистический подход, изложенный в п.4.2.
3.6.4.7. В местах измерения толщины поверхность должна быть защищена до металлического блеска. Толщина металла определяется как среднее значение из результатов трех измерений.
3.6.4.8. Результаты УЗТ элементов сосуда рекомендуется оформлять в виде заключений (протоколов), в которых следует приводить схему расположения мест замера толщины и таблицу значений измеренной толщины.
Рекомендуемая форма заключения по УЗТ элементов сосуда приведена в Приложении Б.
3.6.5. Вихретоковая дефектоскопия
Вихретоковый неразрушающий контроль - это контроль, основанный на взаимодействии внешнего электромагнитного поля с электромагнитным полем вихревых токов, наводимых этим полем в объекте контроля.
Этот метод эффективен для выявления поверхностных и подповерхностных трещин в ферромагнитных материалах. Достоинством вихретокового контроля является сравнительная простота, высокая производительность и чувствительность. Метод может быть использован для контроля металла в околошовных зонах сварных швов, особенно в местах концентрации напряжений (местах приварки патрубков, люков, горловин, фланцев и др.). Метод эффективен для выявления трещин коррозионного растрескивания, а также межкристаллитной коррозии, но он не может быть рекомендован для контроля сварных швов в целях выявления внутренних дефектов. Поэтому при диагностировании сосудов и аппаратов наиболее целесообразно применять вихретоковый метод в сочетании с ультразвуковым, радиографическим или акустико-эмиссионным методами.
3.6.6. Замеры твердости
3.6.6.1. Замеры твердости основного металла и сварных соединений сосудов рекомендуется производить в следующих случаях:
если показатель твердости является одной из определяющих характеристик свойств основного металла и сварных соединений по паспорту и в результате условий эксплуатации сосуда (температура, давление, среда) или в результате аварийной ситуации могли произойти необратимые изменения этого показателя;
для оценки механических свойств по показателю твердости в случае необратимых изменений этих свойств в результате условий эксплуатации сосуда или в результате аварийной ситуации;
для оценки механических свойств в случае необходимости идентификации основных и сварочных материалов при отсутствии сведений о них (например, при утрате и связанной с этим необходимостью восстановления паспорта сосуда), а также в случае необходимости идентификации импортных сталей.
Вероятность необратимых изменений и соответственно необходимость замера твердости в этом случае определяет специализированная организация, выполняющая техническое диагностирование сосудов.
3.6.6.2. Для измерения твердости ударным методом деталей с толщиной менее 10 мм рекомендуется пользоваться только приборами с малой энергией удара типа "Эквотип" с индентором-датчиком "С", либо приборами типа УЗИТ-2М или ХПО-10.
В каждой точке (шов, зона термического влияния, основной металл) производится не менее трех замеров; в протокол заносятся минимальные, максимальные и средние значения твердости.
В случае получения результатов измерения твердости, не соответствующих требованиям стандартов, производится не менее двух дополнительных замеров на расстоянии 20-50 мм от точек, показавших неудовлетворительный результат.
При подтверждении полученного значения твердости производится выявление размеров участка или длины шва с отклонениями по твердости. Количество дополнительных замеров твердости и их частоту определяют специалисты, проводящие диагностирование.
3.6.6.3. Зачистку площадок для измерения твердости рекомендуется производить шлифовальными машинами. Размер площадок определяется исходя из конструкции инденторов твердомера. Оптимальный размер 50х50 мм. Глубина вышлифовки при первой серии замеров твердости должна быть в пределах 0,5 мм, при второй серии замеров - 1,5-2,5 мм. Чистота поверхности должна быть не ниже Rz20.
3.6.6.4. Оценку механических свойств по показателям твердости производят аналоговым путем или по формулам, полученным расчетно-экспериментальным методом.
Временное сопротивление и предел текучести могут быть определены с помощью переносных твердомеров по ГОСТ 22761-77 [12] и ГОСТ 22762-79 [13].
3.6.6.5. Результаты замера твердости и перевода показателей твердости в показатели механических свойств оформляются в виде заключения, подписываемого специалистами организации, проводящей диагностирование сосудов.
3.6.7. Металлографический анализ
3.6.7.1. Металлографический анализ следует производить в следующих случаях:
для подтверждения изменений характеристик твердости и механических свойств, определяемых в случаях, оговоренных подп.3.6.6.1 настоящих Методических указаний;
при необходимости уточнения характера дефектов, выявленных при контроле наразрушающими методами.
3.6.7.2. Металлографический анализ выполняется путем приготовления микрошлифа непосредственно на сосуде, травления, снятия с него полистирольной реплики и последующего осмотра и фотографирования структуры со снятой реплики на оптическом микроскопе с разрешающей способностью до х400.
3.6.7.3. При технической возможности вырезки образцов из сосуда металлографический анализ производится на микрошлифах, изготовленных из этих образцов.
3.6.7.4. Результаты металлографического анализа оформляются в виде заключения, подписываемого специалистами организации, проводящей диагностирование сосудов.
3.7. Лабораторные исследования металлов
3.7.1. Лабораторные исследования основного металла и сварных соединений следует выполнять в случаях, оговоренных в пп.3.6.6, 3.6.7, на образцах основного металла и сварных соединений при условии технической возможности вырезки указанных образцов из сосудов.
3.7.2. При лабораторных исследованиях определяются механические свойства, проводится металлографический анализ и определяется химический состав основного металла и сварных соединений, при этом химический состав определяется только в случае необходимости идентификации основных и сварочных материалов.
3.7.3. Химический анализ основного металла и сварных соединений допускается производить химическим методом на стружке, снятой непосредственно с конструктивных элементов сосуда, и спектральным методом переносным спектрометром на сосуде.
3.7.4. Перечень и объем лабораторных исследований определяются специализированной организацией, проводящей техническое диагностирование.
3.7.5. Изготовление и испытание образцов для определения механических свойств, металлографические исследования и определение химического состава следует производить в соответствии с требованиями нормативно-технической документации.
3.7.6. Результаты лабораторных исследований оформляются в виде заключения, подписываемого специалистами организации, проводящей диагностирование сосудов.
3.8. Фрактографический анализ
3.8.1. Фрактографический анализ проводится при аварийном разрушении сосуда для выявления механизмов повреждения, а также в случае обнаружения при осмотре сосуда дефектов в виде трещин неизвестного происхождения. Фрактографические исследования могут применяться при проведении работ в соответствии с подразд.3.7 для получения дополнительных данных о свойствах металла.
3.8.2. Фрактографический анализ предусматривает получение качественной и количественной информации о строении изломов с помощью визуального их рассмотрения, а также с использованием оптических и электронных микроскопов и других приборов (электронно-фрактологический анализ).
3.8.3. При анализе причин трещинообразования или разрушения фрактографический анализ проводится на макро- и (или) микроуровне. В первом случае при визуальном рассмотрении или при небольших (до 50 крат) увеличениях для получения интегральной картины процесса разрушения (с выделением по виду излома характерных зон, указывающих на характер силового воздействия, ориентацию и макрогеометрию излома, степень пластической деформации, микромеханизм разрушения и цвет излома), во втором случае - с привлечением широкого диапазона увеличений (100-50000 крат) в целях получения подробностей рельефа излома в пределах отдельных зерен и субзерен.
3.8.4. Классификацию видов изломов по всей площади поверхности разрушения следует проводить в соответствии с рекомендациями [41].
3.8.5. В целях более достоверного определения причины трещинообразования или разрушения сосуда следует установить очаг зарождения трещины и его связь с природой (причиной) образовавшихся дефектов металла, в том числе со шлаковинами, неметаллическими включениями, непроварами, несплавлениями, коррозионными язвами и механическими повреждениями (вмятины, задиры и т.д.).
3.8.6. При кристаллическом характере поверхности разрушения элемента сосуда очаг зарождения трещины определяется по "шевронному" рисунку (рельефу), а именно - по направлению сходимости лучей (ступенек) рельефа, указывающего на направление к очагу зарождения трещины.
3.8.7. Для усталостного излома свойственна относительно плоская, без развитого рельефа поверхность разрушения, не обнаруживающая признаков пластической деформации, а при условии отсутствия смыкания берегов трещины - наличие на поверхности разрушения усталостных бороздок (следов периодической остановки трещины).
3.8.8. В ряде случаев очаг зарождения усталостной трещины выявляется по изменению цвета излома и наличию на поверхности разрушения концентрических (относительно очага зарождения трещины) линий (бороздок), появление которых связано с изменением режима нагружения и состава коррозионной среды.
3.8.9. Электронно-фрактологический анализ изломов, возникших при эксплуатации сосудов, проводится после очистки поверхности разрушения от грязи и продуктов с помощью органических растворителей (ацетон, керосин, толуол, бензин, гексан, гептан и т.п.) и последующей осушки излома с целью удаления влаги.
3.8.10. Выбор оборудования для проведения электронно-фрактографического анализа изломов осуществляют в соответствии с МР 5-81 [42].
3.8.11. При определении технического состояния сосудов, выполненных из материалов, у которых под действием эксплуатационных факторов может происходить изменение исходных свойств, приводящее к их охрупчиванию, проводится оценка вида и величины (степени) охрупчивания материала под воздействием технологических и эксплуатационных факторов.
3.8.12. К технологическим факторам охрупчивания относятся все виды воздействий на стадиях изготовления (вальцовка, подгиб кромок, сварка, термообработка и т.д.), транспортировки и монтажа сосуда.
3.8.13. К эксплуатационным факторам охрупчивания относятся все виды тепловых, механических, коррозионно-механических и коррозионных воздействий в период эксплуатации сосуда, включая технологические и внеплановые остановы.
3.8.14. К числу основных видов охрупчивания, возникающих при эксплуатации конструкций, относятся:
а) тепловая хрупкость, обусловленная сегрегацией вредных примесей типа фосфора и его химических аналогов и выделением карбидов по границам зерен при длительном воздействии повышенных температур (150-500 °С);
б) водородная хрупкость, вызванная воздействием водорода и водородосодержащих газовых и жидкостных сред;
в) деформационное старение в зонах конструкции, испытывающих малоцикловую усталость и статическую или циклическую перегрузку в результате накопления при пластической деформации дефектов кристаллической решетки типа дислокации и последующего закрепления их атомами внедрения типа углерода и азота;
г) сульфидное растрескивание, обусловленное влиянием сульфидсодержащих составляющих в жидкой и газовой средах;
д) коррозионное растрескивание под напряжением, вызванное одновременным воздействием механических нагрузок и электрохимических процессов коррозии;
е) хлоридное растрескивание, связанное с присутствием в жидкой фазе ионов хлора.
3.8.15. В зависимости от конструктивных особенностей сосуда, наличия зон с различными условиями эксплуатации (температура, давление, среда и т.д.), режимов сварки и материального исполнения элементов конструкции степень охрупчивания металла может существенно различаться, что следует учитывать при выборе места отбора проб.
3.8.16. В зависимости от потенциальной опасности, возникающей при разрушении конструкции, возможных механизмов повреждаемости металла, сроков ее эксплуатации и иных важных обстоятельств организация, проводящая диагностирование, совместно с владельцем сосуда согласовывает методику отбора проб металла, предусматривающую вырезку заготовок (макропроб) или спил, срез, сруб малых проб (микропроб), не нарушающих целостность конструкции.
3.8.17. Места вырезки заготовки для изготовления стандартных образцов, ориентация оси концентраторов (надрезов) в этих образцах определяются в зависимости от конструктивных особенностей сосуда, ожидаемых мест максимальной повреждаемости материала и условий возможного ремонта конструкции.
3.8.18. Технология вырезки заготовки для изготовления стандартных образцов определяется по ГОСТ 7268-82 [43] с учетом конструктивных особенностей сосуда и условий максимального облегчения последующих ремонтных работ по восстановлению работоспособности конструкции.
3.8.19. Каждая заготовка должна иметь маркировку с указанием мест отбора проб и направления ориентировки характерного элемента заготовки по отношению к элементу конструкции.
3.8.20. При использовании методики малых проб с толщиной микропроб, не превышающих глубину коррозионных язв, питтинга или толщиной 2,5-5% от толщины стенки сосуда, отбор проб проводят механическим (спил, срез, сруб) или физическим (электроискровым и т.д.) способами без применения огневого воздействия на металл. Технология проведения работ должна обеспечить минимальную деформацию металла при отборе проб.
3.8.21. Рекомендуемый размер микропроб от элементов сосуда должен быть не менее 1,2х1,5х15 мм, а минимальная площадь сечения в ее срединной части - не менее 3 мм![]() .
.
3.8.22. Каждая микропроба должна иметь сопровождающую записку, указывающую место ее отбора и направление ориентировки длинной стороны микропробы относительно элемента конструкции.
3.8.23. После проведения отбора микропроб металла места отбора подвергаются механической зачистке (с помощью шлиф-машинки или другими способами) для устранения концентраторов напряжений.
3.8.24. На каждую конструкцию составляется карта отбора микропроб с указанием места отбора по отношению к сварному соединению: основной металл, металл сварного шва и околошовной зоны и зон сосуда; при этом для двухфазной среды выделяются зоны с исключительно газовой и жидкостной средой и зоной переменного смачивания.
3.8.25. Подготовка проб к исследованию.
3.8.25.1. В целях выявления межзеренной хрупкости, которая свойственна видам хрупкости, указанным в п.3.8.14 "а", "б", "г", "д", "е" и др., электронно-фрактографический анализ проводится на хрупких кристаллических зонах изломов стандартных образцов (ГОСТ 9454-88 [24]) или микропроб, а также на элементах конструкции в случае их разрушения.
3.8.25.2. При фрактографическом анализе излома стандартных образцов исследованию подлежит поверхность разрушения в пределах "хрупкого квадрата" (кристаллического строения поверхности разрушения центральной части образца).
3.8.25.3. При определении доли межкристаллитного разрушения на микропробах форма их и размеры произвольны в той степени, чтобы хрупкий излом надежно характеризовал состояние материала в исследуемых зонах (элементах) конструкции.
3.8.25.4. В целях ограничения влияния предварительной пластической деформации, возникающей при разрушении, на строение изломов рекомендуется использовать образцы и микропробы с острым V-образным надрезом (ГОСТ 9454-88).
3.8.25.5. Температура испытания ![]() стандартных образцов, предназначенных для электронно-фрактографического анализа, устанавливается по положению кривой температурной зависимости ударной вязкости КС=
стандартных образцов, предназначенных для электронно-фрактографического анализа, устанавливается по положению кривой температурной зависимости ударной вязкости КС=![]() и доли волокна в изломе
и доли волокна в изломе ![]() для исследуемого материала так, что
для исследуемого материала так, что ![]() должна быть ниже
должна быть ниже ![]() и
и ![]() (KCV=20 Дж/см
(KCV=20 Дж/см![]() ) на 70 °С и 20 °С соответственно, где
) на 70 °С и 20 °С соответственно, где ![]() - критическая температура, устанавливаемая по наличию в изломе 50%-ной волокнистой составляющей,
- критическая температура, устанавливаемая по наличию в изломе 50%-ной волокнистой составляющей, ![]() - критическая температура определяемая по величине ударной вязкости на образцах с V-образным надрезом, равной 20 Дж/см
- критическая температура определяемая по величине ударной вязкости на образцах с V-образным надрезом, равной 20 Дж/см![]() .
.
3.8.25.6. Температура испытания микропроб от сосудов, которые изготовлены из известных сталей, определяется аналогичным образом. Для случаев, когда сериальные кривые КС=![]() и
и ![]() для обследуемой конструкции неизвестны, то температуру первого испытания целесообразно выбрать в диапазоне температур от -60 до -120 °С. По результатам первого испытания микропробы следует произвести коррекцию температуры последующих испытаний.
для обследуемой конструкции неизвестны, то температуру первого испытания целесообразно выбрать в диапазоне температур от -60 до -120 °С. По результатам первого испытания микропробы следует произвести коррекцию температуры последующих испытаний.
3.8.25.7. При наличии информации о хрупком разрушении конструкции из углеродистых и низколегированных сталей при комнатной и более высоких температурах в целях удобства и экономии хладагента первые испытания ударных образцов и микропроб рекомендуется проводить при комнатной температуре.
3.8.25.8. В целях предотвращения коррозионных повреждений поверхности разрушения отогрев изломов следует производить в ванне с предохраняющей от коррозии жидкостью (ацетоном, толуолом, гексаном и т.п.), а сушку - с помощью фена или вакуумирования.
3.8.25.9. При измерении доли структурных составляющих хрупкого излома просматривают не менее 50-100 полей зрения при 1000-3000-кратном увеличении в растровом электронном микроскопе и 500-600 полей зрения с 3-5 реплик (с числом полей зрения в каждой реплике не менее 70) при 4000-6000-кратном увеличении в просвечивающем электронном микроскопе.
3.8.25.10. Рабочее увеличение, используемое при электронно-фрактографическом анализе, определяется из условия, чтобы размер поля (кадра) не превышал или был равен наиболее вероятному размеру наименьшего структурного элемента, например, фасетки транскристаллитного скола.
3.8.25.11. В каждом из полей зрения (кадра) отмечают превалирующий (±85%) характер разрушения: хрупкий транскристаллитный скол (X), ямочный (Я), межкристаллитный (М) и смешанные: (М+Я), (М+X), (X+Я). Доля межкристаллитной составляющей определяется по формуле
![]() ,
,
где ![]() - общее число полей зрения;
- общее число полей зрения;
![]() - суммарное число полей, занятых данным видом структурной составляющей излома. Аналогичным образом устанавливается доля полей
- суммарное число полей, занятых данным видом структурной составляющей излома. Аналогичным образом устанавливается доля полей ![]() , занятая фасетками хрупкого транскристаллитного скола.
, занятая фасетками хрупкого транскристаллитного скола.
3.8.25.12. Приведенная доля межкристаллитной составляющей, отражающая увеличение длины свободного пробега элементарной хрупкой микротрещины за счет ослабленных границ зерен, определяется по отношению величины ![]() к площади хрупкой зоны излома, занятой фасетками транскристаллитного скола и фасетками межкристаллитного разрушения:
к площади хрупкой зоны излома, занятой фасетками транскристаллитного скола и фасетками межкристаллитного разрушения:
![]() .
.
3.8.25.13. Смещение критической температуры, связанной с величиной межкристаллитного охрупчивания стали, устанавливается по соотношению
![]() ,
,
где ![]() и
и ![]() - критические температуры хрупкости металла после эксплуатации и в исходном состоянии (до эксплуатации) соответственно;
- критические температуры хрупкости металла после эксплуатации и в исходном состоянии (до эксплуатации) соответственно;
![]() - постоянная материала, зависящая от типа структуры:
- постоянная материала, зависящая от типа структуры: ![]() =10 °С для стали со структурой феррита и феррит+перлит,
=10 °С для стали со структурой феррита и феррит+перлит, ![]() =20 °С для стали со структурой мартенсита и бейнита, в том числе мартенсита и бейнита отпуска, и смешанной структурой, в которой присутствуют продукты сдвигового (бездиффузионного) превращения;
=20 °С для стали со структурой мартенсита и бейнита, в том числе мартенсита и бейнита отпуска, и смешанной структурой, в которой присутствуют продукты сдвигового (бездиффузионного) превращения;
![]() - коэффициент пропорциональности, зависящий от вида межкристаллитного разрушения:
- коэффициент пропорциональности, зависящий от вида межкристаллитного разрушения: ![]() =3,0 °С/% для межзеренного разрушения по границам бывших зерен аустенита в сталях, структура которых образовалась по сдвиговому механизму превращения и
=3,0 °С/% для межзеренного разрушения по границам бывших зерен аустенита в сталях, структура которых образовалась по сдвиговому механизму превращения и ![]() =1,04 °С/% для межсубзеренного разрушения в сталях, структура которых образовалась по сдвиговому механизму превращения, и межзеренного разрушения в сталях, испытавших диффузионное превращение;
=1,04 °С/% для межсубзеренного разрушения в сталях, структура которых образовалась по сдвиговому механизму превращения, и межзеренного разрушения в сталях, испытавших диффузионное превращение;
![]() и
и ![]() - приведенные доли межкристаллитного разрушения в металле после эксплуатации и в исходном состоянии соответственно.
- приведенные доли межкристаллитного разрушения в металле после эксплуатации и в исходном состоянии соответственно.
3.8.25.14. Установление вида межкристаллитного разрушения в сталях, показывающих в структуре продукты сдвигового превращения, проводят по характеристикам структуры хрупкого излома путем измерения фасеток хрупкого межкристаллитного и транскристаллитного сколом разрушения: если средний размер фасетки межкристаллитного разрушения меньше среднего размера фасетки транскристаллитного скола, то имеет место межсубзеренное разрушение, а в иных случаях - межзеренное.
3.8.25.15. Для сосуда, выполненного из разнородных материалов, степень межзеренного охрупчивания определяется для каждой стали.
3.8.25.16. Для сварных конструкций рекомендуется оценку степени охрупчивания стали производить для основного металла, металла сварного шва, для околошовной зоны.
3.8.25.17. Для сосудов с антикоррозионным защитным покрытием, эксплуатируемых при повышенных (выше 150 °С) температурах допускается проводить отбор проб металла с наружной стороны конструкции. Степень охрупчивания металла со стороны защитного покрытия рассчитывается специализированной организацией с учетом перепада температур по толщине стенки.
3.8.25.18. При прогнозировании характеристик трещиностойкости и остаточного ресурса сосуда, выполненного из материалов, склонных к хрупкому разрушению, и эксплуатируемого в диапазоне температур вязкохрупкого перехода, скорость охрупчивания стали ![]() определяется как
определяется как ![]() , где
, где ![]() - продолжительность эксплуатации сосуда.
- продолжительность эксплуатации сосуда.
3.9. Анализ результатов технического диагностирования
и проведение расчетов на прочность
3.9.1. Анализ прочности является одним из наиболее ответственных этапов диагностирования, в результате которого определяются фактические запасы прочности сосуда по его состоянию на момент диагностирования, устанавливается соответствие сосуда требованиям действующих норм прочности и определяются условия и ресурс дальнейшей безопасной эксплуатации.
3.9.2. Расчет на прочность выполняется с учетом результатов технического диагностирования в соответствии с подразд.3.1-3.8 настоящих Методических указаний. В расчетах учитываются фактические значения толщин стенок элементов сосудов, размеры и расположение выявленных дефектов, результаты исследований свойств металла. Расчеты на прочность выполняются на основании требований действующих нормативных документов (приложение В).
Расчетам на прочность подвергаются все основные конструктивные элементы сосуда: цилиндрические, конические или сферические корпуса, выпуклые и плоские днища и крышки, укрепление отверстий, фланцы и т.д. Расчеты на прочность проводятся с учетом всех видов нагрузок, действующих на сосуд: внутреннего, внешнего давления, при необходимости - ветровых и сейсмических воздействий, веса аппарата и примыкающих к нему элементов.
Расчеты на статическую прочность проводятся в обязательном порядке. Расчет на циклическую прочность проводится, когда количество циклов нагружения сосуда превышает 1000. Когда в процессе эксплуатации возможен переход материала сосуда в хрупкое состояние, то необходимо оценивать прочность и остаточный ресурс сосуда с учетом хрупкого разрушения.
Различные особые случаи определения остаточного ресурса сосудов приведены в разд.6 и 7 настоящих Методических указаний.
3.9.3. В тех случаях, когда расчетов на прочность по действующим нормативным документам недостаточно, то проводятся уточненные расчеты в соответствии с рекомендациями разд.5 настоящих Методических указаний.
3.9.4. В случае обнаружения недопустимых дефектов типа вмятин, выпучин, смещения кромок стыкуемых элементов, овальности, а также внутренних дефектов в сварных швах допускается определять их влияние на прочность сосуда расчетом по РД 26-6-87 [14], ПНАЭ Г-7-002-86 [15] или с помощью специальных методов расчетов, согласованных с Госгортехнадзором России, или экспериментально.
3.9.5. При невозможности расчетной или экспериментальной оценки влияния дефекта или при неудовлетворительных результатах, полученных в соответствии с п.3.9.4 или разд.5, дефектное место подлежит ремонту (в случае его ремонтопригодности) с обязательным последующим обследованием места ремонта и проведением расчета на прочность.
3.10. Гидравлические (пневматические) испытания сосуда
3.10.1. Гидравлические испытания, являющиеся завершающим этапом работ по диагностированию, проводятся в целях проверки прочности и плотности элементов сосуда. Гидравлическое испытание проводится при положительных результатах диагностирования или после устранения выявленных дефектов в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
3.10.2. Значение пробного давления определяется по рабочим параметрам сосуда (давлению и температуре), которые устанавливаются по результатам диагностирования.
3.10.3. Гидравлическое испытание может быть заменено пневматическим при условии контроля процесса нагружения методом АЭК; контроль осуществляется в соответствии с требованиями Правил организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97).
3.10.4. В том случае, когда при проведении гидравлических испытаний используется метод АЭК, величина давления в соответствии с Правилами организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97) может быть принята равной 1,05 рабочего давления.
3.10.5. В том случае, когда при диагностировании в качестве неразрушающего метода контроля использован метод АЭК в соответствии с п.3.6.3, гидравлическое (пневматическое) испытание в соответствии с п.3.10.1 допускается не проводить, если в сосуде не были выявлены дефекты, требующие ремонта.
3.10.6. Сосуд считается выдержавшим гидравлические испытания, если в процессе нагружения не обнаружено:
падения давления;
течи и отпотевания;
трещин и других признаков разрыва металла;
видимых остаточных деформаций;
акустически активных дефектов (в том случае, когда при испытаниях осуществляется контроль методом АЭК).
4. АНАЛИЗ ПОВРЕЖДЕНИЙ И ПАРАМЕТРОВ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
СОСУДОВ И АППАРАТОВ
4.1. Нормы и критерии оценки технического состояния сосудов
4.1.1. Дефекты и повреждения сосудов и аппаратов.
Повреждения сосудов и аппаратов возникают вследствие воздействия различных эксплуатационных факторов. Наиболее распространенные виды повреждений обусловлены следующими воздействиями: коррозией металла (сплошной или общей, пятнами, межкристаллитной, язвенной, питтинговой, щелевой, контактной, структурно-избирательной, атмосферной, коррозионным растрескиванием и др.), эрозионным истиранием стенок рабочей средой, усталостью, ползучестью, изменением физико-химических свойств металла и другими причинами.
В сосудах, работающих в водородосодержащих средах, под воздействием водорода, при повышенных температуре и давлении, могут возникнуть водородная коррозия, охрупчивание (снижение трещиностойкости) и снижение пластичности металла.
Наиболее часто встречаемыми повреждениями поверхностей нагрева являются свищи, отдулины, трещины и разрывы в местах вварки штуцеров, которые могут быть вызваны различными причинами.
При эксплуатации и ремонте сосудов возможно механическое повреждение поверхностей в виде вмятин или царапин, а также при нарушении технологии ремонта возможны дефекты сварных швов и изменение свойств основного металла.
Воздействие вышеуказанных факторов при эксплуатации вызывает изменение технического состояния сосудов, проявляющееся в уменьшении толщины стенок, изменении геометрических размеров сосудов, механических свойств и структуры металла, возникновении локальных повреждений в виде трещин, каверн, язв, появлении участков пластической деформации или изменении других параметров технического состояния (ПТС) сосудов.
Предельно допустимые значения ПТС, установленные в нормативно-технической документации, называют критериями предельного состояния (КПС), которые являются критериями для оценки технического состояния сосудов при диагностировании и определении их остаточного ресурса безопасной эксплуатации. Дефекты и повреждения, которые в момент контроля не являются критическими, но могут за период планируемой эксплуатации достичь значений КПС, при проведении диагностирования должны быть выявлены и устранены. Для выявления таких дефектов применяют критерии отбраковки (КО) элементов сосудов, изложенные в п.4.1.3.
4.1.2. Нормы оценки технического состояния сосудов.
Нормы оценки технического состояния сосудов (аппаратов), при которых допускается их дальнейшая эксплуатация без проведения специальных расчетов, определяются нормативной технической документацией на сосуды, устанавливающей допуски на отклонение геометрических размеров сосудов, механических свойств и структуры металла, размеры дефектов, в частности:
размеры основных элементов сосуда должны соответствовать проектным, указанным в паспорте и заводских чертежах, с учетом допусков на размеры полуфабрикатов и их изменение при технологических операциях на заводе-изготовителе;
механические свойства металла основных элементов сосуда, указанные в сертификатных данных, должны удовлетворять требованиям соответствующих нормативных документов;
отклонения формы, увод (угловатость) кромок в сварных швах, смещение кромок стыкуемых листов должны соответствовать допускам, установленным Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), и (или) требованиями Правил проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00), ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования" и другими нормативными документами.
При выявлении в ходе диагностирования сосудов отклонений каких-либо параметров от норм, установленных на сосуды, необходимо производить оценку технического состояния сосудов по критериям отбраковки, приведенным в п.4.1.3, и проводить анализ их влияния на безопасность эксплуатации сосуда.
4.1.3. Критерии отбраковки при диагностировании сосудов.
Эксплуатационные нормы допускаемых размеров повреждений могут превышать технологические допуски на изготовляемые сосуды. Основные критерии отбраковки элементов сосудов при их диагностировании приведены ниже.
4.1.3.1. Допускаемые отклонения геометрических размеров и формы сосудов - отклонение от прямолинейности образующей цилиндрического корпуса сосуда, отклонение диаметра сосуда, овальность, допускаемые размеры отдельных выпуклостей (выпучин) и вогнутостей (вмятин), смещение кромок сварных швов указаны в нормативной документации на сосуды (отраслевые стандарты, технические условия на изделия). Если измеренные отклонения геометрических размеров сосудов не превышают допусков, то сосуды могут быть допущены к дальнейшей эксплуатации без исправления. Если размеры отклонений больше допускаемых, то вопрос о возможности дальнейшей эксплуатации сосуда без исправления решается на основе расчета на прочность специализированной организацией.
4.1.3.2. Допускаемые толщины стенок сосудов и размеров коррозионных повреждений.
При равномерной коррозии минимальная толщина стенок элементов корпуса сосуда должна быть не менее расчетной с учетом эксплуатационной прибавки на коррозию. В качестве расчетной (отбраковочной) величины различных конструктивных элементов сосудов принимается наибольшая толщина, полученная из расчетов на прочность и устойчивость при различных режимах эксплуатации и испытания. Если минимальная толщина стенки равна расчетной без эксплуатационной прибавки, то возможность дальнейшей эксплуатации сосуда и остаточный срок его службы устанавливаются при условии изменения рабочих параметров эксплуатации.
Для сосудов из пластичных материалов в условиях эксплуатации участки с локальными коррозионными повреждениями, расположенные на расстоянии не менее ![]() от штуцеров или других элементов, вызывающих краевой эффект, могут быть допущены к эксплуатации без ремонта, если одиночные коррозионные язвы, эрозионные повреждения (нетрещиноподобного вида) имеют глубину
от штуцеров или других элементов, вызывающих краевой эффект, могут быть допущены к эксплуатации без ремонта, если одиночные коррозионные язвы, эрозионные повреждения (нетрещиноподобного вида) имеют глубину ![]() не более 80% от минимальной толщины стенки элемента
не более 80% от минимальной толщины стенки элемента ![]() , определенной при толщинометрии, и имеют длину не более величины, вычисленной по формуле
, определенной при толщинометрии, и имеют длину не более величины, вычисленной по формуле
![]() , где
, где ![]() ,
,
где ![]() - внутренний диаметр сосуда,
- внутренний диаметр сосуда,
![]() - расчетная прибавка на равномерную коррозию.
- расчетная прибавка на равномерную коррозию.
Одиночными считаются дефекты, расстояние между ближайшими кромками которых составляет не менее длины меньшего дефекта. Если это расстояние меньше, то дефекты считаются взаимодействующими. В этом случае два дефекта (или несколько) могут рассматриваться как один, длина которого принимается равной расстоянию между наиболее удаленными кромками этих дефектов, а глубина принимается равной наибольшей глубине дефектов.
Если размеры дефектов превышают ![]() , то вопрос о возможности ремонта или допуска к дальнейшей эксплуатации сосуда без ремонта решается на основе расчета на прочность специализированной организацией.
, то вопрос о возможности ремонта или допуска к дальнейшей эксплуатации сосуда без ремонта решается на основе расчета на прочность специализированной организацией.
4.1.3.3. Сосуды с трещинами любых видов, трещиноподобными дефектами и дефектами, размеры которых превышают допускаемые, к эксплуатации не допускаются. Вопрос о возможности допуска к эксплуатации сосуда с указанными дефектами решается специализированной организацией с учетом рекомендаций подразд.6.5 настоящих Методических указаний.
4.1.3.4. Для конкретных типов аппаратов (реакторов, автоклавов, теплообменников и др.) критерии отбраковки могут регламентироваться в технической документации с учетом характера нагрузки на элементы оборудования и свойств применяемых материалов.
4.1.4. Контроль исправленных дефектов.
Исправленные дефекты после выборки (зашлифовки) абразивным инструментом (с плавным округлением краев выборок) должны быть проконтролированы методом ЦД или МПД по всей поверхности выборок.
Заваренные после выборки дефекты должны быть проконтролированы неразрушающими методами контроля. Выборки дефектов могут быть допущены к эксплуатации без заварки, если их глубина и длина не превышает значений, указанных в подп.4.1.3.2. Вопрос о возможности эксплуатации сосуда без заварки выборок, превышающих указанные размеры, решается специализированной организацией на основе расчета на прочность.
Отбракованные элементы после их ремонта должны быть проконтролированы в соответствии с подразд.3.6; при невозможности (нецелесообразности) ремонта они могут быть подвергнуты более детальному исследованию (расчетному или экспериментальному) в целях определения возможности и условий их дальнейшей безопасной эксплуатации.
4.2. Анализ погрешности контроля размеров повреждений и параметров технического состояния
4.2.1. Источники погрешностей и достоверность контроля.
Источники погрешностей при контроле подразделяются на объективные и субъективные. Субъективными являются погрешности, обусловленные действиями конкретного оператора, зависящими от его квалификации, физико-психических данных, состояния здоровья в момент контроля и др., и особенностями условий проведения контроля.
Объективными являются погрешности метода и средств измерений, а также статистические отклонения, обусловленные выборочным контролем показателей, имеющих естественный разброс (рассеяние).
При контроле дефектов и повреждений на сосудах, измерении параметров их технического состояния необходимо знать возможную величину погрешности контроля, которая определяет степень его достоверности и влияет на величину допускаемого ресурса дальнейшей безопасной эксплуатации сосудов.
Достоверность контроля характеризует степень соответствия его результатов фактическому техническому состоянию объекта и определяется двумя показателями: точностью и доверительной вероятностью. Точность контроля (размеров обнаруженных дефектов, геометрических размеров элементов сосудов и других параметров технического состояния сосудов) указывают в виде доверительного интервала (например, для измеренной толщины стенки: 19±1 мм) или односторонней доверительной границы (например, толщина стенки не менее 18 мм). Доверительную вероятность ![]() , то есть вероятность нахождения фактического размера внутри доверительного интервала стандарты по измерениям рекомендуют указывать в зависимости от ответственности контроля (как правило,
, то есть вероятность нахождения фактического размера внутри доверительного интервала стандарты по измерениям рекомендуют указывать в зависимости от ответственности контроля (как правило, ![]() = 0,95).
= 0,95).
4.2.2. Факторы, влияющие на достоверность контроля.
К основным факторам, влияющим на достоверность контроля при диагностировании сосудов, относятся следующие: методические погрешности, метрологические погрешности, особенности условий проведения контроля, психофизические факторы, статистические отклонения.
Методические погрешности обусловлены несовершенством методик контроля, основанных на определении контролируемого параметра через косвенные параметры. Например, при измерении толщины стенки сосуда методом УЗК прибор определяет время прохождения отраженных ультразвуковых волн от противоположной стороны стенки листа металла. Если на стенке имеются отложения или ее поверхность повреждена коррозией, то время прохождения ультразвуковой волны через стенку сосуда будет несколько отличаться от времени, измеренного на образцах. Величина этого отличия и составляет методическую погрешность.
Метрологические погрешности обусловлены наличием для любого прибора или мерительного инструмента устойчивой вероятности отклонения измеренного значения параметра от фактического значения контролируемого параметра, при этом величина отклонения зависит от класса точности прибора (инструмента). Величина метрологической погрешности при диагностировании сосудов при правильном выборе класса точности приборов и инструментов, как правило, не оказывает существенного влияния на достоверность контроля, так как бывает значительно ниже методической погрешности.
Особенности условий проведения контроля определяются возможностями доступа к объекту контроля, возможностями создания для операторов-дефектоскопистов оптимальных эргономических условий. Наличие помех (ограниченного доступа, затрудненных условий работы операторов) может вызывать дополнительные погрешности при контроле. Особые неудобства испытывают операторы при работе внутри сосудов из-за трудностей создания в них оптимальных рабочих условий (температуры, влажности, чистого воздуха в рабочей зоне, освещенности, удобства расположения тела и др.). При отсутствии оптимальных условий для работы операторов чаще возможны ошибки в их работе, увеличиваются погрешности измерений.
Психофизические факторы (иногда применяют выражение "человеческий фактор") определяют точность действий конкретного оператора в момент проведения контроля. Состояние каждого человека не бывает совершенно одинаковым в разные дни и часы работы. Возможны ухудшения здоровья, нарушение внимания и правильности действий в течение рабочего дня. При этом оператором могут быть допущены погрешности в правильности настройки прибора, установки датчика по отношению к объекту контроля, погрешности в прочтении показаний прибора, ошибки в записи показаний и т.п. Во многом стабильность контроля при возникновении для оператора неблагоприятных психофизических факторов зависит от его квалификации, профессионального и жизненного опыта, дисциплинированности.
Важной мерой предупреждения ошибок контроля, обусловленных психофизическими факторами, является контроль операторов со стороны руководителей и обеспечение ими необходимых мер для нормальной работы (обучение и проведение экзаменов по специальности и технике безопасности, прохождение медицинского контроля, создание оптимальных условий работы).
Статистические отклонения имеют место в случаях проведения выборочного контроля.
Сплошной контроль элементов сосудов всеми методами выполнить не всегда возможно (из-за недоступности некоторых участков), а в ряде случаев в этом нет необходимости, поэтому применяют выборочный контроль и оценку поврежденности по наибольшим размерам выявленных дефектов; оценку возможной при этом погрешности осуществляют с помощью статистических методов.
Например, при измерении толщины стенок портативными ультразвуковыми толщиномерами типов "Кварц-15", УТ-93П суммарная методическая и метрологическая погрешность измерений составляет до 0,1-0,2 мм. Более высокую погрешность контроля обусловливают статистические отклонения толщины стенок, присущие листовому прокату, из которого изготовляют аппараты. Допуск на отклонения толщины листов проката достигает 5% номинального размера и при толщинах более 20 мм отклонения могут достигать 1 мм.
Значительный разброс результатов измерений толщины стенок может наблюдаться из-за неравномерности их коррозии, вызванной различием условий нагружения различных участков поверхностей (различием концентраций агрессивных компонентов, температур, скоростей потоков, механических напряжений и др.), а также стохастическими свойствами процесса коррозии.
Участки, подвергающиеся повышенным нагрузкам и коррозии, обычно известны, определяются по конструктивным признакам и по результатам внутреннего осмотра аппаратов (см. подразд.3.4 настоящих Методических указаний). Именно такие участки и подвергают более тщательному контролю. Однако и в пределах одного участка возможно существенное различие толщины стенок. Поэтому минимальная измеренная толщина может оказаться выше фактической минимальной на данном участке, поскольку точки измерения располагают на поверхности в некоторой последовательности, случайной по отношению к вероятностному распределению толщин. Достоверность контроля при этом может быть определена по статистическим закономерностям распределения толщин стенок сосудов с учетом вида и интенсивности коррозии стенок.
4.2.3. Количественная оценка достоверности контроля.
Количественная оценка достоверности контроля осуществляется путем определения доверительного интервала или односторонней доверительной границы контролируемого параметра с заданной доверительной вероятностью.
Известно, что размеры листов проката металла, прочностные характеристики металла (временное сопротивление, предел текучести) распределены по нормальному закону. Параметрами нормального распределения являются математическое ожидание (среднее значение показателя) и среднее квадратическое отклонение.
Среднее квадратическое отклонение (СКО) контролируемого параметра может быть определено по экспериментальным данным (результатам контроля) или априорно путем суммирования дисперсий от независимых составляющих погрешностей.
Например, СКО результатов контроля толщины стенок сосуда может быть определено по формуле
![]() , (4.1)
, (4.1)
где ![]() - СКО, обусловленное методической и метрологической погрешностью контроля; при контроле методом УЗТ при отсутствии расслоений металла
- СКО, обусловленное методической и метрологической погрешностью контроля; при контроле методом УЗТ при отсутствии расслоений металла ![]() может составлять величины порядка 0,1-0,2 мм.
может составлять величины порядка 0,1-0,2 мм.
![]() - СКО от влияния условий проведения контроля; может составлять величины от 0 (при толщинометрии, проводимой в помещении с наружной поверхности сосуда) до 0,2 мм (при контроле внутри сосуда).
- СКО от влияния условий проведения контроля; может составлять величины от 0 (при толщинометрии, проводимой в помещении с наружной поверхности сосуда) до 0,2 мм (при контроле внутри сосуда).
![]() - СКО статистической погрешности контроля, вызванной отклонением толщин проката металла и неравномерностью коррозии; может составлять от 0,2 мм при равномерной коррозии до 0,5 мм и выше при неравномерной коррозии.
- СКО статистической погрешности контроля, вызванной отклонением толщин проката металла и неравномерностью коррозии; может составлять от 0,2 мм при равномерной коррозии до 0,5 мм и выше при неравномерной коррозии.
Таким образом, величина СКО, определенная по формуле (4.1), составляет 0,22-0,6 мм.
4.2.4. Планирование необходимого объема контроля и определение минимальной толщины стенок сосудов с учетом статистических отклонений толщины проката металла и неравномерности коррозии.
При планировании контроля возникает вопрос о необходимом и достаточном числе участков (точек на поверхности аппарата) ![]() , выбираемых для измерений. Чем больше
, выбираемых для измерений. Чем больше ![]() , тем выше достоверность контроля, но тем выше и его трудоемкость. Ниже рассмотрены возможные варианты контроля.
, тем выше достоверность контроля, но тем выше и его трудоемкость. Ниже рассмотрены возможные варианты контроля.
Сплошной контроль. В машиностроении термин "сплошной контроль" означает контроль каждой единицы из партии изделий. Применительно к контролю толщины стенок сосуда термин "сплошной контроль" означает контроль каждого участка поверхности ![]() , глубина коррозии (и толщина стенки) на котором может отличаться от соседних участков. При сплошном контроле отсутствует статистическая погрешность; погрешность контроля определяется технической погрешностью приборов и условиями контроля.
, глубина коррозии (и толщина стенки) на котором может отличаться от соседних участков. При сплошном контроле отсутствует статистическая погрешность; погрешность контроля определяется технической погрешностью приборов и условиями контроля.
В случаях необходимости контроля толщины при неравномерной коррозии стенок (![]() - порядка 0,01 м
- порядка 0,01 м![]() ) и поверхности
) и поверхности ![]() aппaрата, составляющей несколько квадратных метров, сплошной контроль может потребовать нескольких сотен измерений (
aппaрата, составляющей несколько квадратных метров, сплошной контроль может потребовать нескольких сотен измерений (![]() ).
).
В случаях равномерной коррозии ![]() (0,2-1) м
(0,2-1) м![]() (отклонения толщины, измеренной в разных точках поверхности аппарата, будут соответствовать отклонениям толщины листов проката металла). Соответственно необходимое число точек для контроля толщины будет составлять от одной до пяти на 1 м
(отклонения толщины, измеренной в разных точках поверхности аппарата, будут соответствовать отклонениям толщины листов проката металла). Соответственно необходимое число точек для контроля толщины будет составлять от одной до пяти на 1 м![]() .
.
Выборочный контроль. Выборочным называется контроль, при котором назначаемое число точек контроля меньше, чем при сплошном контроле, то есть ![]() , где
, где ![]() - площадь контролируемой поверхности. Достоверность контроля при выборочном контроле зависит от отношения
- площадь контролируемой поверхности. Достоверность контроля при выборочном контроле зависит от отношения ![]() , в частности, от степени неравномерности коррозии, характеризующейся величиной
, в частности, от степени неравномерности коррозии, характеризующейся величиной ![]() . При выборочном контроле достоверность контроля может быть достаточно высокой, если определено СКО измеряемой толщины.
. При выборочном контроле достоверность контроля может быть достаточно высокой, если определено СКО измеряемой толщины.
СКО может быть определено по данным измерений по формулам (4.2) и (4.3) или априорно, в частности, по табл.4.2.
Для определения СКО по формулам (4.2) и (4.3) измерения толщины должны быть произведены на нескольких участках поверхности (не менее десяти), находящихся в одинаковых условиях эксплуатации и расположенных друг от друга на расстоянии не менее 0,5 м при равномерной коррозии и не менее двукратного среднего размера очагов (пятен) коррозии при неравномерной коррозии. Оценка среднего значения СКО вычисляется по формуле (4.2), и затем по формуле (4.3) - верхняя доверительная граница СКО, используемая для расчетов:
 , (4.2)
, (4.2)
где ![]() - результаты измерений толщины на
- результаты измерений толщины на ![]() -x участках поверхности;
-x участках поверхности;
![]() - средняя измеренная толщина;
- средняя измеренная толщина;
![]() - число участков замера (величина
- число участков замера (величина ![]() должна быть не менее 10, так как при меньшем значении
должна быть не менее 10, так как при меньшем значении ![]() точность оценки
точность оценки ![]() неудовлетворительна).
неудовлетворительна).
Верхнюю доверительную границу СКО определяют по формуле
![]() , (4.3)
, (4.3)
где ![]() - определяется по табл.4.1 в зависимости от
- определяется по табл.4.1 в зависимости от ![]() .
.
Таблица 4.1
|
|
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
20 |
|
|
1,65 |
1,59 |
1,55 |
1,52 |
1,49 |
1,46 |
1,44 |
1,42 |
1,40 |
1,37 |
|
|
22 |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
|
|
1,35 |
1,32 |
1,28 |
1,23 |
1,20 |
1,18 |
1,16 |
1,15 |
1,14 |
1,13 |
Если рассчитанная ![]() окажется меньшей
окажется меньшей ![]() (см. табл.4.2), характеризующей отклонение толщины
(см. табл.4.2), характеризующей отклонение толщины ![]() листов проката металла, то неравномерность коррозии незначительна, и в расчетах следует принимать
листов проката металла, то неравномерность коррозии незначительна, и в расчетах следует принимать ![]() из табл.4.2.
из табл.4.2.
Таблица 4.2
|
|
До 4 |
6 |
8 |
10 |
16 |
20 |
24 |
30 |
40 и более |
|
|
0,12 |
0,15 |
0,18 |
0,2 |
0,27 |
0,3 |
0,32 |
0,36 |
0,4 |
Минимальную возможную толщину стенки аппарата с учетом неконтролированных участков поверхности определяют по формуле
![]() , (4.4)
, (4.4)
где ![]() - определяется по табл.4.3 в зависимости от доверительной вероятности
- определяется по табл.4.3 в зависимости от доверительной вероятности ![]() .
.
Таблица 4.3
|
|
95 |
98 |
99 |
99,9 |
|
|
1,64 |
2,05 |
2,33 |
3,1 |
При необходимости более точной оценки остаточной толщины стенки на каком-либо участке поверхности аппарата число измерений ![]() увеличивают, имея в виду, что уменьшение ошибки контроля пропорционально
увеличивают, имея в виду, что уменьшение ошибки контроля пропорционально ![]() .
.
4.2.5. Планирование минимально необходимого объема контроля размеров локальных повреждений.
При наличии на поверхности сосуда большого числа рассредоточенных локальных коррозионных повреждений (язв, питтингов) и невозможности измерения глубины каждого повреждения для объективной оценки средней и максимальной глубины повреждений на поверхности сосуда необходимо планировать число измерений.
Минимальное необходимое число ![]() точек на поверхности для измерений следует выбирать в зависимости от степени неравномерности коррозии, характеризующейся коэффициентом вариации глубин повреждений
точек на поверхности для измерений следует выбирать в зависимости от степени неравномерности коррозии, характеризующейся коэффициентом вариации глубин повреждений ![]() (по табл.4.4).
(по табл.4.4).
Таблица 4.4 *
_____________________
* Содержание таблицы соответствует оригиналу.
Примечание .
Минимальное число точек для измерений ![]()
|
|
|
| ||||||
|
0,05 |
0,8 |
0,1 |
0,2 |
0,3 |
0,4 |
0,6 |
0,8 |
1,0 |
|
|
0,9 |
4 |
13 |
25 |
50 |
100 |
200 |
315 |
|
|
0,95 |
8 |
25 |
65 |
100 |
250 |
500 |
650 |
|
|
0,99 |
13 |
40 |
100 |
1500 |
400 |
650 |
1000 |
|
0,1 |
0,8 |
25 |
100 |
200 |
315 |
800 |
1000 |
>1000 |
|
|
0,9 |
<3 |
5 |
10 |
13 |
32 |
50 |
100 |
|
|
0,95 |
3 |
8 |
15 |
32 |
65 |
125 |
200 |
|
|
0,99 |
5 |
13 |
25 |
50 |
100 |
200 |
400 |
|
0,15 |
0,8 |
8 |
25 |
50 |
100 |
200 |
400 |
650 |
|
|
0,9 |
<3 |
3 |
5 |
6 |
15 |
25 |
40 |
|
|
0,95 |
<3 |
4 |
8 |
15 |
32 |
65 |
80 |
|
|
0,99 |
3 |
6 |
13 |
25 |
50 |
100 |
150 |
|
0,2 |
0,8 |
5 |
13 |
25 |
40 |
100 |
200 |
315 |
|
|
0,9 |
<3 |
<3 |
3 |
5 |
10 |
2 |
25 |
|
|
0,95 |
<3 |
4 |
6 |
10 |
20 |
40 |
50 |
|
|
0,99 |
<3 |
5 |
8 |
15 |
32 |
50 |
100 |
Коэффициент вариации глубин повреждений ![]() , где
, где ![]() - средняя глубина повреждений, а
- средняя глубина повреждений, а ![]() - определяется по формуле (4.2), в которую вместо
- определяется по формуле (4.2), в которую вместо ![]() подставляют
подставляют ![]() .
.
Ориентировочно ![]() определяют по результатам осмотра коррозионного состояния аппарата, а уточненную оценку получают путем статистической обработки результатов измерений.
определяют по результатам осмотра коррозионного состояния аппарата, а уточненную оценку получают путем статистической обработки результатов измерений.
Числовое значение ![]() может быть ориентировочно выбрано в следующих интервалах:
может быть ориентировочно выбрано в следующих интервалах:
до 0,2 - при умеренной неравномерности (сплошная коррозия);
0,2-0,5 - при средней неравномерности (коррозия пятнами);
выше 0,5 - при высокой неравномерности (язвы, питтинги).
Доверительную вероятность ![]() выбирают из ряда 0,8; 0,9; 0,95; 0,99. Максимальную допустимую относительную ошибку
выбирают из ряда 0,8; 0,9; 0,95; 0,99. Максимальную допустимую относительную ошибку ![]() выбирают из ряда 0,05; 0,1; 0,15; 0,2.
выбирают из ряда 0,05; 0,1; 0,15; 0,2.
После выполнения измерений следует вычислить фактический коэффициент вариации и в случае, если он окажется больше предварительно выбранного, выполнить дополнительные измерения в соответствии с рекомендациями табл.4.4.
4.2.6. Контроль максимальной глубины очагов коррозии.
Для определения максимальной глубины равномерно распределенных по поверхности большого числа мелких питтингов и язв значительного уменьшения трудоемкости контроля (в некоторых случаях на порядок) можно достичь, если использовать при выборочном контроле закон распределения экстремальных значений (двойной экспоненциальный). Такому закону подчиняется выборка максимальной величины из ![]() значений, распределенных по закону с затухающей плотностью распределения (в том числе и распределению Вейбулла, которому соответствует распределение глубин коррозионных повреждений).
значений, распределенных по закону с затухающей плотностью распределения (в том числе и распределению Вейбулла, которому соответствует распределение глубин коррозионных повреждений).
Функция распределения экстремальных значений имеет следующий вид:
![]() , (4.5)
, (4.5)
где ![]() - параметр интенсивности (размерность обратна размерности
- параметр интенсивности (размерность обратна размерности ![]() );
);
![]() - характеристическое наибольшее значение величины
- характеристическое наибольшее значение величины ![]() :
:
![]() .
.
Параметры распределения можно определить из следующих соотношений:
![]() ;
; ![]() , (4.6)
, (4.6)
где ![]() - математическое ожидание максимальной величины
- математическое ожидание максимальной величины ![]() ;
;
![]() =0,57721... - постоянная Эйлера;
=0,57721... - постоянная Эйлера;
![]() - среднее квадратическое отклонение
- среднее квадратическое отклонение ![]() .
.
Для вычисления параметров распределения необходимо на нескольких случайно выбранных участках ![]() поверхности площадью
поверхности площадью ![]() (со средним числом дефектов
(со средним числом дефектов ![]() 10) измерить максимальные величины дефектов
10) измерить максимальные величины дефектов ![]() ; затем определить
; затем определить ![]() , вычислить
, вычислить ![]() и по формулам (4.6) определить параметры распределения
и по формулам (4.6) определить параметры распределения ![]() и
и ![]() .
.
Далее по формуле (4.5) можно определить вероятность ![]() отсутствия на произвольном участке площадью
отсутствия на произвольном участке площадью ![]() дефектов размером более
дефектов размером более ![]() . Вероятность отсутствия таких дефектов на всей поверхности оборудования площадью
. Вероятность отсутствия таких дефектов на всей поверхности оборудования площадью ![]() находится по формуле
находится по формуле
![]() . (4.7)
. (4.7)
При необходимости определения максимального вероятного размера дефекта ![]() задают допустимую вероятность (риск) наличия такого дефекта 1-
задают допустимую вероятность (риск) наличия такого дефекта 1-![]() и вычисляют
и вычисляют ![]() по формулам (4.7) и (4.5) в обратном порядке.
по формулам (4.7) и (4.5) в обратном порядке.
4.3. Анализ закономерностей изменения параметров технического состояния
4.3.1. В качестве параметров технического состояния (ПТС) для прогнозирования остаточного ресурса сосудов и аппаратов чаще всего используют измеренные величины возникших повреждений (глубины коррозии, величины эрозионного или механического износа, остаточной пластической деформации), данные об изменении физико-химических характеристик материалов, а также число циклов нагружения сосудов. Кроме того, для прогнозирования могут использоваться косвенные параметры (например, по изменению температуры стенок футерованного сосуда можно прогнозировать срок его эксплуатации до предельно допустимого значения температуры стенок и необходимости ремонта).
Для прогнозирования остаточного ресурса сосудов необходимо знать закономерности изменения ПТС, которые более точно могут быть определены по данным длительных наблюдений за изменением ПТС. Однако во многих практических ситуациях при диагностировании сосудов данных наблюдений бывает недостаточно. В таких случаях необходимо использовать априорную информацию о виде зависимости ПТС от продолжительности эксплуатации сосудов (см. п.4.3.2) и возможные погрешности при контроле значений ПТС.
4.3.2. Рекомендуемые математические модели для прогнозирования остаточного ресурса сосудов.
1. Линейная модель вида ![]() , где
, где ![]() и
и ![]() - постоянные величины для заданных условий;
- постоянные величины для заданных условий; ![]() - продолжительность эксплуатации.
- продолжительность эксплуатации.
Эта модель хорошо описывает кинетику разрушения металлов при общей коррозии и различных видах механического изнашивания (при трении, гидро- и газоабразивной эрозии). Величина ![]() может быть положительной и отрицательной. Отрицательные значения
может быть положительной и отрицательной. Отрицательные значения ![]() наблюдаются в тех случаях, когда появлению внешних признаков разрушения предшествует так называемый инкубационный период, обусловленный накоплением микроповреждений на поверхности металла до значений, достаточных для отделения частиц металла от поверхности. Такой вид разрушения наблюдается при ударно-абразивном изнашивании, а также при кавитации. Во многих случаях значение
наблюдаются в тех случаях, когда появлению внешних признаков разрушения предшествует так называемый инкубационный период, обусловленный накоплением микроповреждений на поверхности металла до значений, достаточных для отделения частиц металла от поверхности. Такой вид разрушения наблюдается при ударно-абразивном изнашивании, а также при кавитации. Во многих случаях значение ![]() бывает равным или близким к нулю. Это имеет место при коррозионных испытаниях некоторых чистых металлов, при равномерной коррозии, например атмосферной, и в других случаях.
бывает равным или близким к нулю. Это имеет место при коррозионных испытаниях некоторых чистых металлов, при равномерной коррозии, например атмосферной, и в других случаях.
2. Степенная зависимость вида ![]() , где
, где ![]() и
и ![]() - постоянные для заданных условий величины.
- постоянные для заданных условий величины.
Модель применяется при описании многих видов коррозии поверхностей металлов (как сплошной, так и локальной), а также при коррозии под напряжением и изнашивании. Для многих случаев общей коррозии при умеренных напряжениях, а также при локальной коррозии ![]() < 1. При высоких напряжениях (превышающих некоторое значение, называемое пороговым напряжением)
< 1. При высоких напряжениях (превышающих некоторое значение, называемое пороговым напряжением) ![]() > 1.
> 1.
При химической коррозии металлов, в частности, при газовой ![]() часто имеет значения, близкие к 1/2. Изменение максимальной глубины питтингов хорошо описывается при
часто имеет значения, близкие к 1/2. Изменение максимальной глубины питтингов хорошо описывается при ![]() = 1/3.
= 1/3.
3. Логарифмическая зависимость вида ![]() , где
, где ![]() и
и ![]() - постоянные для заданных условий величины, в ряде случаев хорошо описывает кинетику газовой и локальной коррозии.
- постоянные для заданных условий величины, в ряде случаев хорошо описывает кинетику газовой и локальной коррозии.
4. Экспоненциальная модель вида ![]() , где
, где ![]() - постоянная для заданных условий величина и
- постоянная для заданных условий величина и ![]() - некоторая функция от времени, применяется при описании кинетики общей коррозии под напряжением.
- некоторая функция от времени, применяется при описании кинетики общей коррозии под напряжением.
Применяются также другие математические модели для описания частных случаев разрушения элементов оборудования, включающие кроме фактора времени ряд эксплуатационных параметров.
На практике при оценке ресурса оборудования чаще всего применяется линейная модель ![]() , которая во многих случаях дает оценки остаточного ресурса с некоторым запасом.
, которая во многих случаях дает оценки остаточного ресурса с некоторым запасом.
После выбора математической модели необходимо по результатам контроля ПТС определить величины коэффициентов модели и оценить их погрешности, по которым может быть вычислена достоверность прогноза остаточного ресурса сосуда (аппарата).
4.3.3. Анализ возможности использования для прогнозирования остаточного ресурса сосудов косвенных параметров.
При оценке возможности использования для прогнозирования остаточного ресурса сосуда (аппарата) в качестве ПТС какого-либо косвенного параметра необходимо определить, является ли процесс изменения данного параметра монотонным.
Большинство контролируемых параметров технологических процессов являются стационарными и немонотонными, так как подвергаются регулированию. Некоторые из них могут нести информацию об интенсивности деградации оборудования; в таких случаях при анализе записей параметров наблюдается их дрейф, то есть постепенное смещение среднего значения. Если этот дрейф не устраняется регулированием технологического процесса и определены предельно допустимые уровни параметров, то такие параметры могут быть использованы для прогнозирования ресурса оборудования.
5. УТОЧНЕННЫЕ РАСЧЕТЫ НА ПРОЧНОСТЬ И ОПРЕДЕЛЕНИЕ КРИТЕРИЕВ ПРЕДЕЛЬНОГО СОСТОЯНИЯ
5.1. В случаях когда нельзя оценить прочность сосуда по действующей нормативной документации, а также когда возникает необходимость получения дополнительной информации о несущей способности и остаточном ресурсе сосуда, проводятся уточненные расчеты напряженно-деформированного состояния.
5.2. Уточненные расчеты проводятся с учетом всех режимов эксплуатации и нагрузок, а также возможных изменений геометрии сосуда, наличия дефектов, изменения характеристик материала.
5.3. Применяемые уточненные методы расчета должны иметь теоретические и экспериментальные обоснования. Ответственность за выбранную методику расчета и правильность результатов расчета несет организация, выполнявшая расчет.
5.4. Уточненные значения напряженно-деформированного состояния могут определяться экспериментальным путем (тензометрией, тензочувствительными покрытиями и т.д.).
5.5. Критерии предельного состояния устанавливаются в зависимости от нагруженности, условий эксплуатации, закономерностей механизмов повреждений, которые могут привести сосуд к аварийному состоянию.
Для пластичных в условиях эксплуатации материалов при непрерывном режиме эксплуатации в качестве предельного состояния можно принимать состояние предельного равновесия либо превышение общих и местных напряжений допускаемых значений, устанавливаемых нормативно-техническими документами.
При расчете сосуда по теории предельного равновесия (предельных нагрузок) должны выполняться условия:
![]() ;
; ,
,
где ![]() ,
, ![]() - приведенные упругие мембранные и изгибные напряжения, определяемые на основании проведения уточненных расчетов;
- приведенные упругие мембранные и изгибные напряжения, определяемые на основании проведения уточненных расчетов;
![]() - допускаемые напряжения, определяемые по ГОСТ 14249-89 [64].
- допускаемые напряжения, определяемые по ГОСТ 14249-89 [64].
Уточненный расчет с учетом общих и местных напряжений можно проводить по ПНАЭ Г-7-002-86 [15].
Для сосудов, работающих при переменном режиме эксплуатации, предельное состояние определяется статической и циклической прочностью. Расчет остаточного ресурса при переменном режиме эксплуатации изложен в подразд.6.2.
6. ОПРЕДЕЛЕНИЕ ОСТАТОЧНОГО РЕСУРСА СОСУДОВ И АППАРАТОВ
Остаточный ресурс сосуда определяется на основании анализа условий эксплуатации, результатов технического диагностирования и критериев предельного состояния. Когда остаточный ресурс определяется на основании рассмотрения нескольких критериев предельного состояния, то остаточный ресурс назначается по тому критерию, который определяет минимальный срок остаточного ресурса.
Если полученный в результате расчетов остаточный ресурс превышает 10 лет, то его следует принять равным 10 годам.
6.1. Прогнозирование ресурса аппаратов, подвергающихся коррозии и изнашиванию (эрозии)
6.1.1. Остаточный ресурс аппарата, подвергающегося действию коррозии (эрозии), определяется по формуле
![]() , (6.1)
, (6.1)
где ![]() - фактическая минимальная толщина стенки элемента, мм;
- фактическая минимальная толщина стенки элемента, мм;
![]() - расчетная толщина стенки элемента, мм;
- расчетная толщина стенки элемента, мм;
![]() - скорость равномерной коррозии (эрозионного износа), мм/год;
- скорость равномерной коррозии (эрозионного износа), мм/год;
Формула (6.1), используется, если число замеров ![]() толщины стенок за время эксплуатации сосуда не превышает 3. При
толщины стенок за время эксплуатации сосуда не превышает 3. При ![]() 3 остаточный ресурс сосуда определяется по Методике прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния [16].
3 остаточный ресурс сосуда определяется по Методике прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния [16].
6.1.2. Скорость равномерной коррозии ![]() определяется следующим образом.
определяется следующим образом.
6.1.2.1. Если после проведения очередного обследования имеется только одно измерение контролируемого параметра ![]() , полученное при рассматриваемом обследовании, то скорость коррозии определяется по формуле
, полученное при рассматриваемом обследовании, то скорость коррозии определяется по формуле
![]() , (6.2)
, (6.2)
где ![]() - исполнительная толщина стенки элемента, мм;
- исполнительная толщина стенки элемента, мм;
![]() - плюсовой допуск на толщину стенки, мм;
- плюсовой допуск на толщину стенки, мм;
![]() - время от момента начала эксплуатации до момента обследования, лет.
- время от момента начала эксплуатации до момента обследования, лет.
6.1.2.2. Если после проведения очередного обследования имеются два измерения контролируемого параметра ![]() ,
, ![]() , то скорость коррозии определяется по формуле
, то скорость коррозии определяется по формуле
![]() , (6.3)
, (6.3)
где ![]() ,
, ![]() - фактическая толщина стенки, определенная при первом и втором обследованиях соответственно, мм;
- фактическая толщина стенки, определенная при первом и втором обследованиях соответственно, мм;
![]() ,
, ![]() - время от момента начала эксплуатации до момента первого и второго обследования соответственно, лет;
- время от момента начала эксплуатации до момента первого и второго обследования соответственно, лет;
![]() - коэффициент, учитывающий отличие средней ожидаемой скорости коррозии (эрозии) от гарантированной скорости коррозии (эрозии) с доверительной вероятностью
- коэффициент, учитывающий отличие средней ожидаемой скорости коррозии (эрозии) от гарантированной скорости коррозии (эрозии) с доверительной вероятностью ![]() = 0,7-0,95;
= 0,7-0,95;
![]() - коэффициент, учитывающий погрешность определения скорости коррозии (эрозии) по линейному закону, от скорости коррозии, рассчитанной по более точным (нелинейным) законам изменения контролируемого параметра.
- коэффициент, учитывающий погрешность определения скорости коррозии (эрозии) по линейному закону, от скорости коррозии, рассчитанной по более точным (нелинейным) законам изменения контролируемого параметра.
Коэффициенты ![]() и
и ![]() выбираются на основе анализа результатов расчета скорости коррозии для аналогичного оборудования на основе формул [16] при
выбираются на основе анализа результатов расчета скорости коррозии для аналогичного оборудования на основе формул [16] при ![]() 4. При отсутствии данных для такого анализа значения коэффициентов
4. При отсутствии данных для такого анализа значения коэффициентов ![]() и
и ![]() следует принимать в пределах
следует принимать в пределах ![]() =0,5-0,75;
=0,5-0,75; ![]() =0,75-1,0. При этом большие значения
=0,75-1,0. При этом большие значения ![]() и
и ![]() принимаются при незначительной фактической скорости коррозии (меньше 0,1 мм/год) и при общей величине коррозии, не превышающей проектную прибавку на коррозию (2-3 мм), меньшие значения
принимаются при незначительной фактической скорости коррозии (меньше 0,1 мм/год) и при общей величине коррозии, не превышающей проектную прибавку на коррозию (2-3 мм), меньшие значения ![]() и
и ![]() принимаются при значительной скорости коррозии и при общей величине коррозии, превышающей проектную прибавку на коррозию.
принимаются при значительной скорости коррозии и при общей величине коррозии, превышающей проектную прибавку на коррозию.
6.1.2.3. Если после проведения очередного диагностирования имеются три значения контролируемого параметра ![]() ,
, ![]() ,
, ![]() , полученные при обследованиях в моменты времени
, полученные при обследованиях в моменты времени ![]() ,
, ![]() ,
, ![]() , то для определения скорости коррозии
, то для определения скорости коррозии ![]() проводятся следующие вычисления. Вычисляются величины:
проводятся следующие вычисления. Вычисляются величины:
![]() ;
; ![]() ;
;![]() ;
; ![]() ;
;
После чего ![]() определяется по формуле
определяется по формуле
![]() . (6.4)
. (6.4)
6.1.3. Если число измерений ![]() контролируемого параметра
контролируемого параметра ![]() больше или равно четырем (
больше или равно четырем (![]() ), то расчет остаточного ресурса проводится в соответствии с нормативно-технической документацией [16].
), то расчет остаточного ресурса проводится в соответствии с нормативно-технической документацией [16].
6.2. Прогнозирование ресурса аппаратов при циклических нагрузках
6.2.1. Для аппарата, эксплуатируемого в условиях малоциклового нагружения (до 5·10![]() циклов), допускаемое число циклов нагружения [
циклов), допускаемое число циклов нагружения [![]() ] определяется из расчета циклической долговечности по ГОСТ 25859-83 [17]. Для сосудов, у которых расчетное давление свыше 10 МПа, расчет циклической долговечности по ГОСТ 25859-83 определяется с учетом требований ОСТ 26-1046-87 [18]. Ресурс циклической работоспособности сосуда определяется по формуле
] определяется из расчета циклической долговечности по ГОСТ 25859-83 [17]. Для сосудов, у которых расчетное давление свыше 10 МПа, расчет циклической долговечности по ГОСТ 25859-83 определяется с учетом требований ОСТ 26-1046-87 [18]. Ресурс циклической работоспособности сосуда определяется по формуле
![]() , (6.5)
, (6.5)
где ![]() - время эксплуатации сосуда с момента его пуска, лет;
- время эксплуатации сосуда с момента его пуска, лет;
[![]() ] - допускаемое количество циклов нагружения;
] - допускаемое количество циклов нагружения;
![]() - количество циклов нагружения за период эксплуатации.
- количество циклов нагружения за период эксплуатации.
При определении [![]() ] используются минимальные толщины стенок элементов сосуда
] используются минимальные толщины стенок элементов сосуда ![]() , определенные при толщинометрии сосуда с учетом прибавки на коррозию на момент исчерпания ресурса циклической работоспособности сосуда
, определенные при толщинометрии сосуда с учетом прибавки на коррозию на момент исчерпания ресурса циклической работоспособности сосуда ![]() .
.
6.2.2. В случае если сосуд нагружен циклами различного вида, ресурс определяется по формуле
 , (6.6)
, (6.6)
где ![]() - количество циклов нагружения
- количество циклов нагружения ![]() -го вида за время эксплуатации
-го вида за время эксплуатации ![]() ;
;
[![]() ] - допускаемое количество циклов нагружения для
] - допускаемое количество циклов нагружения для ![]() -го типа нагружения.
-го типа нагружения.
6.2.3. Ресурс остаточной работоспособности определяется по формуле
![]() . (6.7)
. (6.7)
6.2.4. Если аппарат эксплуатируется в условиях многоциклового нагружения (![]() 5·10
5·10![]() ), то допускаемое количество циклов нагружения [
), то допускаемое количество циклов нагружения [![]() ] (до
] (до ![]() 10
10![]() ) может быть определено с помощью зависимостей, приведенных в нормах расчета на прочность оборудования и трубопроводов атомных энергетических установок ПНАЭ Г-7-002-86.
) может быть определено с помощью зависимостей, приведенных в нормах расчета на прочность оборудования и трубопроводов атомных энергетических установок ПНАЭ Г-7-002-86.
После этого ресурс остаточной работоспособности сосуда определяется также с помощью формул (6.5)-(6.7).
6.2.5. Если ресурс остаточной работоспособности, определенный по формулам (6.5)-(6.7), оказался исчерпанным, то необходимо провести очередное диагностирование соответствующего сосуда или аппарата. При этом необходимо подвергнуть 100%-ному контролю места концентраторов и сварные швы аппарата. Если в проконтролированных местах не обнаружено растрескивание, то рассматриваемые сосуды можно допустить к дальнейшей эксплуатации при регулярном дефектоскопическом контроле зон концентраторов напряжений и сварных швов сосудов.
Этот контроль должен проводиться через промежутки времени, за которые число циклов нагружения сосуда не превосходит 0,1[![]() ]. Промежутки времени между очередным контролем могут быть увеличены, если с помощью стандартных испытаний определить статические механические характеристики материала (
]. Промежутки времени между очередным контролем могут быть увеличены, если с помощью стандартных испытаний определить статические механические характеристики материала (![]() ,
, ![]() ,
, ![]() ,
, ![]() ) сосуда, находящегося в эксплуатации. Размеры образцов и методика их испытаний должны соответствовать ГОСТ 1497-90, ГОСТ 9651-90, ГОСТ 11150-90 [19-21].
) сосуда, находящегося в эксплуатации. Размеры образцов и методика их испытаний должны соответствовать ГОСТ 1497-90, ГОСТ 9651-90, ГОСТ 11150-90 [19-21].
После определения статических механических характеристик, допускаемое число циклов нагружения для дальнейшей эксплуатации сосуда определяется с помощью зависимостей, приведенных в нормах ГОСТ 25859-83.
Ресурс циклической долговечности, определенный по результатам испытаний образцов, вырезанных из сосуда, может быть распространен на партию сосудов, имеющих однотипную конструкцию, изготовленных из одного материала и находящихся в идентичных условиях эксплуатации. При этом в качестве представителя группы для вырезки темплетов для образцов выбирается сосуд, подвергшийся наибольшему из данной группы количеству циклов нагружения или имевший большой уровень нагрузок за предшествующий период эксплуатации.
6.3. Прогнозирование ресурса аппаратов по изменению механических характеристик металла
В процессе эксплуатации оборудования в ряде случаев происходит снижение механических свойств материала отдельных элементов сосудов и аппаратов (![]() ,
, ![]() ,
, ![]() ,
, ![]() , KCU).
, KCU).
Такое снижение механических свойств может быть определено путем испытания образцов, изготовленных из контрольных вырезок, либо путем замера твердости металла и определения механических характеристик по существующим корреляционным зависимостям.
В случае если снижение механических свойств оказалось менее 5% нормативных, то все расчеты отбраковочных размеров либо допускаемого количества циклов проводят по фактическим механическим свойствам материала.
Если снижение механических свойств оказалось более 5% нормативных, то определяют скорость снижения механических свойств аналогично определению скорости коррозии в подп.6.1.2.2 настоящих Методических указаний и путем экстраполяции определяют механические свойства материала к концу ожидаемого остаточного периода эксплуатации. Отбраковочные размеры конструктивных элементов или остаточный ресурс определяются по этим механическим характеристикам.
6.4. Прогнозирование ресурса сосуда, работающего в условиях ползучести материала
6.4.1. Остаточный ресурс с учетом ползучести материалов (длительной прочности) определяется для сосудов, работающих при повышенных температурах, когда в расчетах на прочность допускаемое напряжение определяется по пределу длительной прочности или 1% предела ползучести для заданного срока эксплуатации (10![]() ч). Если нет таких данных, то температура, когда учитывается ползучесть, принимается равной и выше 380 °С для углеродистых сталей, 420 °С - для низколегированных сталей, 525 °С - для аустенитных сталей.
ч). Если нет таких данных, то температура, когда учитывается ползучесть, принимается равной и выше 380 °С для углеродистых сталей, 420 °С - для низколегированных сталей, 525 °С - для аустенитных сталей.
6.4.2. Остаточный ресурс сосудов, работающих при непрерывном режиме нагружения, определяется по формуле
![]() ,
,
где ![]() - фактическая минимальная толщина стенки элемента, мм;
- фактическая минимальная толщина стенки элемента, мм;
![]() - расчетная толщина стенки элемента, определенная по допускаемым напряжениям, учитывающим предел длительной прочности материала элемента (1% предела ползучести) для планируемого срока службы, мм;
- расчетная толщина стенки элемента, определенная по допускаемым напряжениям, учитывающим предел длительной прочности материала элемента (1% предела ползучести) для планируемого срока службы, мм;
![]() - скорость равномерной коррозии (эрозионного изнашивания), мм/год.
- скорость равномерной коррозии (эрозионного изнашивания), мм/год.
Скорость равномерной коррозии (эрозии) ![]() определяется в соответствии с подразд.6.1 настоящих Методических указаний.
определяется в соответствии с подразд.6.1 настоящих Методических указаний.
Предел длительной прочности (1% предел ползучести) или допускаемое напряжение для планируемого срока службы определяется по нормативной документации (например, по ГОСТ 14249-89, ОСТ 108.031.08-85, ПНАЭ Г-7-002-86). Если в указанных НД нет таких данных, то предел длительной прочности для планируемого остаточного срока эксплуатации может быть определен в соответствии с рекомендациями подразд.7.9 настоящих Методических указаний.
6.4.3. Если имеется какой-либо установленный фактический размер ![]() диаметра сосуда или другого фиксированного размера в кольцевом направлении в местах с наиболее высокой температурой и при очередном диагностировании (не более 4 лет) выявлена остаточная деформация ползучести, то ресурс сосуда может быть определен по следующей зависимости:
диаметра сосуда или другого фиксированного размера в кольцевом направлении в местах с наиболее высокой температурой и при очередном диагностировании (не более 4 лет) выявлена остаточная деформация ползучести, то ресурс сосуда может быть определен по следующей зависимости:
![]() ,
,
где ![]() - скорость установившейся ползучести, %/год.
- скорость установившейся ползучести, %/год.
Остаточный ресурс сосуда в этом случае определяется по формуле
![]() ,
,
где ![]() - продолжительность эксплуатации от начала до последнего обследования.
- продолжительность эксплуатации от начала до последнего обследования.
Скорость установившейся ползучести определяется по формуле:
 ,
,
где ![]() ,
, ![]() - фактический размер диаметра сосуда или другого фиксированного линейного размера в кольцевом направлении при первом и втором обследованиях соответственно, мм;
- фактический размер диаметра сосуда или другого фиксированного линейного размера в кольцевом направлении при первом и втором обследованиях соответственно, мм;
![]() - время между первым и вторым обследованиями, лет;
- время между первым и вторым обследованиями, лет;
![]() - коэффициент, учитывающий отличие средней ожидаемой скорости ползучести от гарантированной скорости ползучести с доверительной вероятностью
- коэффициент, учитывающий отличие средней ожидаемой скорости ползучести от гарантированной скорости ползучести с доверительной вероятностью ![]() =0,7-0,95;
=0,7-0,95;
![]() - коэффициент, учитывающий погрешность определения скорости ползучести по линейному закону, от скорости ползучести, рассчитанной по более точным нелинейным законам изменения контролируемого параметра.
- коэффициент, учитывающий погрешность определения скорости ползучести по линейному закону, от скорости ползучести, рассчитанной по более точным нелинейным законам изменения контролируемого параметра.
Значения коэффициентов ![]() и
и ![]() следует принимать в пределах:
следует принимать в пределах: ![]() =0,5-0,75;
=0,5-0,75; ![]() =0,75-1,0. При этом большие значения
=0,75-1,0. При этом большие значения ![]() ,
, ![]() принимаются при незначительной скорости ползучести (меньше 0,05% в год) и при общей остаточной деформации меньше 0,5%; меньшие значения
принимаются при незначительной скорости ползучести (меньше 0,05% в год) и при общей остаточной деформации меньше 0,5%; меньшие значения ![]() ,
, ![]() принимаются при значительной скорости ползучести (более 0,05% в год) и при общей остаточной деформации, превышающей 0,5%.
принимаются при значительной скорости ползучести (более 0,05% в год) и при общей остаточной деформации, превышающей 0,5%.
6.4.4. Если после проведения очередного диагностирования имеются три значения контролируемого параметра ![]() ,
, ![]() ,
, ![]() , полученные в моменты времени
, полученные в моменты времени ![]() ,
, ![]() ,
, ![]() , то для определения скорости ползучести
, то для определения скорости ползучести ![]() проводятся следующие вычисления. Вычисляются величины:
проводятся следующие вычисления. Вычисляются величины:
![]() ;
; ![]() ;
;![]() ;
; ![]() .
.
После этого скорость ползучести определяется по формуле
![]() .
.
6.4.5. Если число измерений ![]() контролируемого параметра
контролируемого параметра ![]() ) больше или равно четырем (
) больше или равно четырем (![]() 4), то расчет остаточного ресурса проводится в соответствии с нормативно-технической документацией [16].
4), то расчет остаточного ресурса проводится в соответствии с нормативно-технической документацией [16].
6.4.6. Прогнозирование остаточного ресурса при циклических нагрузках в условиях ползучести проводится, если аппарат работает при температурах, вызывающих ползучесть, и при этом нагружается повторными тепловыми или механическими усилиями. В этом случае элементы аппарата должны быть рассчитаны на длительную циклическую прочность.
Расчеты на длительную циклическую прочность проводятся по нормам ПНАЭ Г-7-002-86 с помощью тех же формул, что и расчеты на циклическую прочность при температурах, не вызывающих ползучести. При этом в формулах вместо кратковременных механических характеристик материала используются механические характеристики, полученные при испытаниях на длительную статическую прочность (![]() ,
, ![]() ,
, ![]() ).
).
![]() - предел длительной прочности при максимальной температуре цикла нагружения за время
- предел длительной прочности при максимальной температуре цикла нагружения за время ![]() .
.
![]() - равномерное сужение поперечного сечения при длительном статическом разрушении;
- равномерное сужение поперечного сечения при длительном статическом разрушении;
![]() - относительное удлинение образца при длительном статическом разрушении.
- относительное удлинение образца при длительном статическом разрушении.
Остаточный ресурс определяется в соответствии с рекомендациями подразд.6.2.
6.5. Прогнозирование ресурса сосудов по критерию хрупкого разрушения
6.5.1. Определение остаточного ресурса по критерию хрупкого разрушения (трещиностойкости) проводится в следующих случаях.
1. Минимальная температура стенки сосуда при рабочих режимах эксплуатации или при гидроиспытании может быть меньше минимальной температуры, предусмотренной для применения стали в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
2. Сталь или сварные соединения при рабочих режимах эксплуатации или испытаний имеет ударную вязкость ниже значений, предусмотренных табл.8 Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), например, в результате наводораживания сталей.
3. При проведении дефектоскопии сосуда обнаружены дефекты, выходящие за пределы норм, установленных Правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00) и ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования". При этом проведение ремонта дефектных мест связано с большими техническими трудностями.
4. При проведении дефектоскопии выявлены отдельные трещины, которые после выборки были заварены и места ремонта проконтролированы на отсутствие дефектов.
6.5.2. Условие сопротивления хрупкому разрушению проверяется выполнением следующего соотношения:
![]() ,
,
где ![]() - коэффициент интенсивности напряжений;
- коэффициент интенсивности напряжений;
[![]() ] - допускаемый коэффициент интенсивности напряжений.
] - допускаемый коэффициент интенсивности напряжений.
Коэффициент интенсивности напряжений определяется в соответствии с нормами, изложенными в ПНАЭ Г-7-002-86.
Для первого случая п.6.5.1 (при отсутствии информации о дефекте) при определении ![]() , принимается условная поверхностная трещина глубиной
, принимается условная поверхностная трещина глубиной ![]() =0,25
=0,25![]() и полудлиной
и полудлиной ![]() =1,5
=1,5![]() .
.
Для первого случая при оценке хрупкой прочности можно провести расчет по критерию "течь перед разрушением".
Использование критерия "течь перед разрушением" предусматривает выполнение условия, при котором процессу неконтролируемого роста трещины (хрупкому разрушению) предшествует образование сквозного дефекта на стадии ее медленного подрастания, то есть значение критического размера дефекта ![]() больше, чем толщина стенки
больше, чем толщина стенки ![]() элемента сосуда, в котором имеется дефект:
элемента сосуда, в котором имеется дефект:
![]() .
.
Критический размер дефекта рассчитывается по формуле
 ,
,
где ![]() - критический коэффициент интенсивности напряжений в материале сосуда;
- критический коэффициент интенсивности напряжений в материале сосуда;
![]() - параметр, зависящий от конструкции сосуда, формы трещины и напряженного состояния;
- параметр, зависящий от конструкции сосуда, формы трещины и напряженного состояния;
![]() - максимальное напряжение в зоне дефекта.
- максимальное напряжение в зоне дефекта.
Параметр ![]() определяется по справочной литературе.
определяется по справочной литературе.
Условие трещиностойкости по критерию "течь перед разрушением" может быть записано в следующем виде:
![]() ,
,
где ![]() - коэффициент запаса по критическому размеру дефекта.
- коэффициент запаса по критическому размеру дефекта.
Учитывая, что коэффициент запаса прочности по коэффициенту интенсивности напряжений равен 2, значение коэффициента ![]() следует принимать
следует принимать ![]() =4.
=4.
Если снижение температуры по сравнению с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), не более 20 °С, то проверку на хрупкое разрушение можно провести на основании выполнения расчетов на прочность при пониженных допускаемых напряжениях. При толщине стенки меньше 36 мм и проведении термообработки сосуда допускаемое напряжение, определяемое по ГОСТ 14249-89, должно быть понижено в 1,35 раза. При отсутствии термообработки допускаемое напряжение снижается в 2,85 раза.
Для третьего случая, рассмотренного в п.6.5.1, когда в процессе дефектоскопии обнаружены недопустимые один или несколько дефектов, расчет проводится для трещиноподобного дефекта. Размеры дефекта и его глубина залегания определяются по результатам дефектоскопии. Учитывая, что коэффициент интенсивности напряжений зависит от размеров дефекта и величины напряжений, в расчете (при наличии нескольких дефектов), рассматривается наихудшее их сочетание и определяется максимальная возможная интенсивность напряжений.
Для четвертого случая, рассмотренного в п.6.5.1, когда в процессе дефектоскопии обнаружены отдельные трещины, расчет коэффициента интенсивности напряжений проводится для фактических размеров трещины, обнаруженной в сосуде.
Допускаемый коэффициент интенсивности напряжений определяется по формуле
![]() ,
,
где ![]() - критический коэффициент интенсивности напряжений;
- критический коэффициент интенсивности напряжений;
![]() - коэффициент запаса прочности по трещиностойкости. Для рабочих условий
- коэффициент запаса прочности по трещиностойкости. Для рабочих условий ![]() =2; для условий испытаний
=2; для условий испытаний ![]() =1,5.
=1,5.
Критический коэффициент интенсивности напряжений может определяться на основании результатов испытания материала на хрупкое разрушение в соответствии с требованиями ГОСТ 25.506-85 [22] для рабочих условий эксплуатации или условий испытаний. Если проведение таких испытаний невозможно, то значение допускаемого коэффициента интенсивности напряжений рекомендуется определять по ПНАЭ Г-7-002-86. При определении допускаемого коэффициента интенсивности напряжений по ПНАЭ Г-7-002-86 за критическую температуру хрупкости материала следует принимать минимальную температуру применения сталей, предусмотренную Правилами проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00) и ОСТ 24.201.03-90 "Сосуды и аппараты стальные высокого давления. Общие технические требования".
6.5.3. Определение остаточного ресурса.
Остаточный ресурс определяется в зависимости от первоначального расчетного срока ![]() , от объема контроля при техническом диагностировании и от вероятности хрупкого разрушения сосуда.
, от объема контроля при техническом диагностировании и от вероятности хрупкого разрушения сосуда.
Остаточный ресурс определяется по формуле
![]() ,
,
где ![]() - расчетный срок службы сосуда. Если в паспорте сосуда срок не указан, то принимается 20 лет;
- расчетный срок службы сосуда. Если в паспорте сосуда срок не указан, то принимается 20 лет;
![]() - коэффициент, определяемый по рис.6.1 в зависимости от объема контроля
- коэффициент, определяемый по рис.6.1 в зависимости от объема контроля ![]() при техническом диагностировании.
при техническом диагностировании.

Рис.6.1
Для первого, второго и четвертого случаев п.6.5.1 коэффициент ![]() определяется по кривой I рис.6.1. Для третьего случая п.6.5.1 - по кривой II.
определяется по кривой I рис.6.1. Для третьего случая п.6.5.1 - по кривой II.
6.6. Определение гарантированного (гамма-процентного) и среднего остаточных ресурсов сосудов и аппаратов
В заключении, подготавливаемом по результатам диагностирования сосудов и аппаратов, должен указываться допускаемый срок их безопасной эксплуатации или гарантированный остаточный ресурс.
Этот ресурс должен рассчитываться для возможного наименее благоприятного режима предстоящей эксплуатации с учетом максимальной возможной погрешности контроля параметров, определяющих техническое состояние сосуда (аппарата).
В тех случаях, когда указанные факторы определяются в детерминированных значениях (однозначно), то гарантированный остаточный ресурс определяется по минимальным (либо максимальным) значениям установленных при диагностировании сосуда параметров.
Например, если при периодическом контроле скорости коррозии стенок сосуда установлены максимальная скорость коррозии ![]() , минимальная толщина стенки сосуда
, минимальная толщина стенки сосуда ![]() , определенная при последнем диагностировании, расчетная толщина стенки
, определенная при последнем диагностировании, расчетная толщина стенки ![]() , то в этом случае остаточный гарантированный ресурс сосуда по критерию коррозионной стойкости определяется по формуле
, то в этом случае остаточный гарантированный ресурс сосуда по критерию коррозионной стойкости определяется по формуле
![]() . (6.8)
. (6.8)
В тех случаях, когда прогнозирование ресурса осуществляют по результатам выборочного контроля параметров, имеющих некоторый естественный разброс (см. подразд.4.2), то при определении остаточного ресурса рассчитывают средний и гамма-процентный остаточные ресурсы.
Средний ресурс представляет собой наиболее вероятное (ожидаемое) значение ресурса сосуда, по которому можно планировать необходимые затраты на ремонт или замену сосуда. Гамма-процентный ресурс определяет минимальное значение ресурса, которое способен отработать сосуд при обеспечении нормативных запасов прочности с доверительной вероятностью ![]() , достаточно близкой к единице. При этом остается некоторая вероятность (1-
, достаточно близкой к единице. При этом остается некоторая вероятность (1-![]() ) выхода контролируемых параметров за пределы нормативных значений; при реализации этой вероятности потребуется остановка сосуда для проведения внепланового диагностирования.
) выхода контролируемых параметров за пределы нормативных значений; при реализации этой вероятности потребуется остановка сосуда для проведения внепланового диагностирования.
В соответствии с Методическими указаниями по определению остаточного ресурса потенциально опасных объектов, поднадзорных Госгортехнадзору России (РД 09-102-95) [23], при определении гамма-процентного ресурса рекомендуется принимать значение ![]() 90%.
90%.
Формулы для вычисления гамма-процентного и среднего остаточного ресурса сосудов и аппаратов для различных вариантов исходных данных по параметрам технического состояния приведены в Методике прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния [16].
Если в процессе эксплуатации исходные характеристики материала сосуда могут изменяться под воздействием среды или минусовых температур, то предельное состояние сосуда определяется с учетом хрупкого разрушения или трещиностойкости. Расчет остаточного ресурса в этом случае определяется с учетом подразд.6.5, 7.1, 7.2, 7.4.
7. ОСОБЫЕ ТРЕБОВАНИЯ К ДИАГНОСТИРОВАНИЮ
И ОПРЕДЕЛЕНИЮ ОСТАТОЧНОГО РЕСУРСА СОСУДОВ
7.1. Требования к диагностированию сосудов, находящихся в эксплуатации на открытом воздухе
7.1.1. Сосуды, установленные на открытом воздухе, в холодное время года подвергаются воздействию низких температур, в результате чего температура стенки может стать ниже, чем минимальная разрешенная температура применения стали; это может привести к снижению пластических свойств металла и опасности возникновения и развития хрупких трещин. Это относится в первую очередь к углеродистым и некоторым низколегированным сталям, из которых изготовлено значительное количество сосудов, работающих на открытом воздухе (воздухосборников, цистерн, емкостей для хранения различных химических реагентов и другого оборудования).
7.1.2. Неразрушающий контроль сварных швов сосудов, указанных в п.7.1.1, должен проводиться в следующих объемах:
для сосудов, работающих в режиме воздействия циклических нагрузок, контролю УЗК или РД методами подлежат сварные швы в объеме 100%; швы, не подлежащие контролю УЗК или РД (например, патрубки диаметром менее 100 мм, швы с конструктивным зазором и др.), должны быть проконтролированы цветным, магнитопорошковым или вихретоковым методами;
для сосудов, режим нагружения которых является непрерывным, контролю методами УЗК или РД в объеме 100% должны быть подвергнуты продольные швы обечайки и места пересечений продольных и кольцевых швов; сварные швы приварки патрубков и горловин люков контролируются в объеме 100%, при этом для контроля швов патрубков диаметром до 100 мм используются цветной, магнитопорошковый или вихретоковый методы (как самостоятельно, так и в сочетании друг с другом).
7.1.3. Применение метода АЭК (см. п.3.6.3) вместо методов контроля, указанных в п.7.1.2 настоящих Методических указаний, не рекомендуется. Для получения достоверных данных о склонности дефектов к развитию в условиях эксплуатации сосуда при отрицательных температурах АЭК должен проводиться при температуре стенки, соответствующей минимальной температуре окружающего воздуха. Проведение АЭК при более высоких температурах усложняет получение достоверной информации о склонности металла сосуда к хрупкому разрушению при минимальной рабочей температуре.
7.1.4. При положительных результатах неразрушающего контроля (п.7.1.2) возможность эксплуатации сосудов при минимальных климатических температурах может быть обоснована:
испытаниями материала сосуда на ударную вязкость при требуемой температуре;
расчетом на прочность.
7.1.5. Образцы для испытаний на ударную вязкость изготовляются из заготовок, вырезаемых из корпуса сосуда (как правило, из каждой царги обечайки и каждого днища; в случаях когда сосуд изготовлен из металла одной плавки, допускается вырезка одной заготовки); рекомендуемый размер заготовки 100х100 мм или ![]() 100 мм. Количество образцов для испытаний на ударную вязкость должно быть не менее трех из каждой заготовки. Используются образцы типа 1 по ГОСТ 9454-88 [24] (в случаях когда из-за малой толщины стенки элементов сосуда изготовление образцов типа 1 не представляется возможным, допускается применение образцов типов 2-4). Значение ударной вязкости KCU
100 мм. Количество образцов для испытаний на ударную вязкость должно быть не менее трех из каждой заготовки. Используются образцы типа 1 по ГОСТ 9454-88 [24] (в случаях когда из-за малой толщины стенки элементов сосуда изготовление образцов типа 1 не представляется возможным, допускается применение образцов типов 2-4). Значение ударной вязкости KCU![]() 3 кгс·м/см
3 кгс·м/см![]() . На одном из образцов допускается KCU
. На одном из образцов допускается KCU![]() 2,5 кгс·м/см
2,5 кгс·м/см![]() .
.
7.1.6. Возможность эксплуатации сосудов при отрицательных температурах ниже минимальных разрешенных температур применения материала сосуда (например, ниже -20 °С для сосуда из стали Ст3) может быть обоснована с учетом требований Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96), расчетом с использованием более низких, чем нормативные, допускаемых напряжений ![]() , где
, где ![]() - нормативное допускаемое напряжение в соответствии с ГОСТ 14249-89;
- нормативное допускаемое напряжение в соответствии с ГОСТ 14249-89; ![]() =1,35 для термообработанных и
=1,35 для термообработанных и ![]() =2,85 для нетермообработанных сосудов с толщиной стенки до 36 мм).
=2,85 для нетермообработанных сосудов с толщиной стенки до 36 мм).
7.1.7. Расчет на прочность можно выполнить, рассматривая материал сосуда как хрупкий. Коэффициенты запаса в этом случае принимаются как для чугуна с пластинчатым графитом по ГОСТ 26159-84 [25].
7.2. Особенности диагностирования сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах
7.2.1. Характерные повреждения сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах.
В сероводородсодержащих средах помимо общей коррозии металла сосуда может происходить коррозионное растрескивание и расслоение металла, вызванные водородом, образующимся в результате электрохимических процессов на поверхности стали при участии сероводорода, углекислого газа и влаги.
В отличие от хлоридного коррозионного растрескивания, которое начинается с поверхности, сероводородное растрескивание и расслоение могут начаться внутри металла, вдалеке от поверхности.
Сероводородное растрескивание под напряжением (СРН) характерно для сталей аустенитного и аустенитно-мартенситного классов. Водород в этих сталях облегчает протекание мартенситного превращения и зарождение трещин. Наиболее часто СРН наблюдается в зонах термического влияния сварного шва при рН водной фазы <5, в наиболее опасном интервале температур 30-40 °С. Кроме того, склонность к СРН определяется особенностью структуры самого металла: наличием структурных неоднородностей, количеством и распределением неметаллических включений, химическим составом.
Сероводородное расслоение (СР) металла проявляется в образовании трещин в направлении прокатки стали даже в отсутствие внешних напряжений. Обычно вследствие этого возникает расслоение металла и образуются "пузыри" на поверхности. Иногда трещины распространяются ступеньками - такой вид растрескивания называют ступенчатым растрескиванием, инициированным водородом.
Сероводородному расслоению подвергаются в основном стали с пределом прочности от 300 до 800 МПа, в то время как сероводородное коррозионное растрескивание под напряжением более характерно для высокопрочных сталей.
Анализ разрушений оборудования, эксплуатирующегося в сероводородсодержащих средах, показал, что, как правило, сосуды и трубопроводы из углеродистых низколегированных материалов подвергаются расслоению, в отдельных случаях наблюдается растрескивание сварных соединений.
При наличии признаков сероводородной коррозии для проведения диагностирования сосудов рекомендуется использовать Методику диагностирования технического состояния сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах, утвержденную Минтопэнерго России 30.11.93 г. и согласованную с Госгортехнадзором России [26]. Ниже указаны основные методы выявления характерных повреждений сосудов и критерии их оценки, приведенные в этой методике.
Оценка прочности сосудов, работающих в контакте с сероводородсодержащими средами, должна проводиться по РД 26-02-62-88 [50].
7.2.2. Проведение неразрушающего контроля.
При проведении неразрушающего контроля сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах, дополнительно к видам контроля, указанным в разд.3, выполняется контроль стенок сосудов на наличие в них расслоений и вспученных участков.
Участки с вспученной поверхностью могут быть обнаружены визуальным контролем с помощью светового луча, направленного касательно к поверхности. Такому же осмотру подвергают сварные соединения для обнаружения на них трещин. Сварные швы необходимо исследовать на участках наибольших напряжений. Чаще всего трещины возникают поперек шва. Для выявления трещин применяют методы, изложенные в пп.3.6.2, 3.6.5.
Для обнаружения расслоений используют в основном ультразвуковую дефектоскопию и толщинометрию. Эти методы позволяют выявить дефекты на любой глубине в толще стенки аппарата. Надежность выявления дефектов (расслоений) обеспечивается сплошным сканированием поверхности. При выборочном контроле рекомендуется контролировать не менее 5 точек на 1 м![]() поверхности. В случаях обнаружения пораженных расслоением участков необходимо определить размеры пораженных участков (оконтурить) путем сканирования или пошагового контроля участков поверхности ультразвуковыми методами (см. пп.3.6.1, 3.6.4).
поверхности. В случаях обнаружения пораженных расслоением участков необходимо определить размеры пораженных участков (оконтурить) путем сканирования или пошагового контроля участков поверхности ультразвуковыми методами (см. пп.3.6.1, 3.6.4).
7.2.3. Оценка результатов контроля участков, склонных к сероводородному растрескиванию.
Согласно вышеуказанной Методике [26] предусматривается три уровня контроля повреждений. При первом уровне - применяется стандартный ультразвуковой эхо-метод (по ГОСТ 22727-88) [27], при втором уровне - в дополнение к первому используется метод ультразвукового сканирования с помощью компьютерных дефектометров [28], при третьем уровне - в дополнение ко второму выполняются специализированные расчеты в рамках структурной механики разрушения, водородная и акустико-эмиссионная диагностика высокого разрешения. При каждом уровне контроля выделяются три области параметров, определяющих состояние сосуда: исправное, неисправное, либо состояние неопределенности, при котором решение в рамках данного уровня невозможно. Если измеренные параметры попадают в области исправного или неисправного состояния, принимается решение и диагностирование заканчивается. Если измеренные параметры оказываются в области неопределенности, диагностирование должно быть продолжено на следующем уровне в соответствии с Методикой [26].
Согласно критериям первого уровня контроля сосуд соответствует исправному состоянию, если условные размеры выявленных в металле несплошностей в целом не превышают норм технической документации на поставку металлопроката или поковок для изготовления оборудования, а именно:
а) условные размеры в плоскости изолированных несплошностей или их скоплений не выходят за пределы круга диаметром 50 мм (изолированными считаются несплошности, если расстояние от каждой из них до соседней в плоскости больше характерного условного размера каждого из них, а по глубине удаление превышает 20% их характерных условных размеров в плоскости);
б) в областях, примыкающих к сварным швам на расстоянии менее половины толщины стенки, несплошности не выходят за пределы круга диаметром 20 мм;
в) условная толщина зоны несплошностей не превышает 5% номинальной толщины стенки;
г) средняя глубина залегания зоны несплошностей от ближайшей поверхности не меньше чем половина характерного размера в плоскости;
д) общая площадь, занятая несплошностями, не превышает 1% поверхности контроля.
Если размеры выявленных в металле несплошностей не превышают вышеуказанных норм, то последующая эксплуатация сосуда может осуществляться в обычном режиме.
Если размеры выявленных дефектов и повреждений превышают эти нормы, то для определения возможности дальнейшей безопасной эксплуатации сосуда требуется дополнительное исследование в соответствии с вышеуказанной Методикой [26] с применением ультразвукового сканирования, с использованием компьютерных дефектометров [28].
При этом последующая эксплуатация должна производиться в подконтрольном режиме, основанном на рекомендациях специализированной организации.
7.3. Особенности диагностирования сосудов и аппаратов для аммиака
7.3.1. Наиболее опасными дефектами в сосудах для аммиака являются трещины коррозионного растрескивания (КР), которые могут возникать в сосудах из углеродистых и низколегированных сталей, особенно в тех случаях, когда сосуды не подвергались термической обработке для снятия остаточных напряжений. Поэтому выявление трещин КР является одной из основных задач при диагностировании аммиачных сосудов.
7.3.2. Технический аммиак, выпускаемый по ГОСТ 6221-90 [29] относится в соответствии с ГОСТ 12.1.007-98 [30] к четвертому классу опасности. Выпускается жидкий аммиак марок А и Б; аммиак марки Б имеет повышенное содержание влаги (0,1-0,2% воды). Применение аммиака марки А увеличивает опасность КР, поэтому при анализе технической документации и условий работы сосудов необходимо установить группу аммиака, который использовался при эксплуатации сосуда.
7.3.3. При диагностировании аммиачных сосудов особую роль для выявления КР играет внутренний осмотр, которому в обязательном порядке подлежат все доступные для его проведения сосуды.
7.3.4. Осмотру подлежат все сварные швы; особое внимание должно быть уделено швам в зонах концентрации напряжений (зоны приварки патрубков, горловин люков, швы в местах приварки опор и др.), а также зонам ремонта. Шов должен просматриваться с помощью лупы 2,5-7-кратного увеличения.
7.3.5. В случаях когда сосуд недоступен для непосредственного внутреннего осмотра из-за отсутствия или малых размеров люков, осмотр внутренней поверхности должен проводиться с помощью специальных приборов (эндоскопов, перископов, смотровых приборов типа РВП и др.).
7.3.6. Если внутренний осмотр нельзя выполнить с помощью средств, указанных в п.7.3.5, его необходимо заменить акустико-эмиссионным методом контроля.
7.3.7. При обнаружении трещин (или при подозрении наличия трещин) зона их расположения в обязательном порядке подвергается дополнительному контролю цветным, магнитопрошковым или вихретоковым методами.
7.3.8. Зоны концентрации напряжений и зоны ремонта в аммиачных сосудах подвергаются неразрушающему контролю в объеме 100% в соответствии с подразд.3.6 настоящих Методических указаний.
7.4. Диагностирование сосудов и аппаратов, работающих в водородосодержащих средах
7.4.1. Диагностированию подвергается металл сосудов по истечении 150000-200000 часов его эксплуатации в газообразных водородосодержащих средах при парциальном давлении водорода и температуре согласно табл.7.1.
Таблица 7.1
Максимальная допустимая температура применяемых сталей в водородосодержащих средах, °С
|
|
Парциальное давление водорода, МПа | ||||||
|
|
1,5 |
2,5 |
5,0 |
10,0 |
20,0 |
30,0 |
40,0 |
|
20, 20К, 22К, 15ГС, 16ГС, 09Г2С, 10Г2С1 |
290 |
280 |
250 |
230 |
210 |
200 |
190 |
|
14ХГС |
310 |
300 |
280 |
260 |
250 |
240 |
230 |
|
30ХМА, 12ХМ, 15ХМ, 12Х1МФ |
400 |
390 |
370 |
330 |
290 |
260 |
250 |
|
20Х2М |
480 |
460 |
450 |
430 |
400 |
390 |
380 |
|
10Х2М1, 12Х2МФА, 15Х1М1Ф, 25Х2МФА |
510 |
490 |
460 |
420 |
390 |
380 | |
|
22Х3М, 25Х3МФА |
510 |
500 |
490 |
475 |
440 |
430 |
420 |
|
18Х3МВ |
510 |
500 |
470 |
450 | |||
|
20Х3МВФ, 15Х5М, 12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н13М2Т |
510 | ||||||
Для марок стали, не указанных в табл.7.1, предварительно, исходя из фактического химического состава, должна устанавливаться их принадлежность к какой-либо группе из числа перечисленных в данной таблице.
7.4.2. Диагностирование осуществляется специализированной организацией, имеющей опыт проектирования и эксплуатации сосудов, работающих с газообразными водородосодержащими средами, посредством металлографических исследований и измерений твердости непосредственно на поверхности стенок сосудов и аппаратов, контактирующих с водородосодержащей средой, или в лабораторных условиях путем исследования металла контрольных темплетов.
7.4.3. Диагностирование предусматривает вырезку контрольных темплетов из стенок сосудов и аппаратов. Места вырезки контрольных темплетов, технология их вырезки, размеры и способы последующей заделки мест вырезки определяются в каждом конкретном случае специализированной организацией по согласованию с предприятием, эксплуатирующим диагностируемое оборудование.
Контрольные темплеты вырезаются из тех элементов, которые имели наиболее длительный и желательно прямой контакт водородосодержащей среды с материалом и наиболее высокую в данной конструкции температуру стенки.
7.4.4. Диагностированием предусматриваются оценка степени и характера изменения структурного состояния материала у поверхности со стороны контакта с водородосодержащей средой и выявление признаков, свидетельствующих о протекании в металле процесса водородной коррозии (обезуглероживание и снижение твердости).
Дополнительно (при изучении металла контрольных темплетов в лабораторных условиях) определяется его химический и фазовый состав, производится послойное определение содержания водорода в металле и его механических свойств по толщине стенки, по результатам измерения твердости и испытаний на растяжение и ударную вязкость.
7.4.5. При диагностировании металла оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах при повышенных температуре и давлении, следует руководствоваться Техническими указаниями - регламентом по эксплуатации оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах [48].
7.5. Диагностирование сосудов и аппаратов,
имеющих односторонний доступ к поверхности корпуса
(футерованные аппараты, емкости, заглубленные в грунт, и т.п.)
7.5.1. Основной особенностью сосудов, имеющих односторонний доступ к поверхности, как объекта диагностирования является сложность (или невозможность) проведения их визуального контроля в полном объеме; при этом для осмотра недоступны именно те поверхности сосуда, появление дефектов на которых наиболее вероятно (наружная поверхность сосудов, заглубленных в грунт; внутренняя поверхность футерованных сосудов).
Для технического диагностирования футерованных аппаратов рекомендуется использовать М4-96 [33], а для технического диагностирования сосудов, заглубленных в грунт, рекомендуется использовать ИЗ-94 [34].
7.5.2. Характерным дефектом для сосудов, указанных в п.7.5.1, является коррозионное поражение металла из-за нарушений защитного покрытия. Поэтому одной из основных задач диагностирования является определение состояния защитного покрытия.
7.5.3. Футерованные сосуды.
7.5.3.1. Наружный осмотр проводится до снятия изоляции (если сосуд термоизолирован) в целях выявления участков с признаками нарушения ее целостности для последующего тщательного обследования металла, находящегося под этими участками термоизоляции.
После снятия термоизоляции проводится осмотр поверхности в объеме 100%. При этом особое внимание необходимо обратить на наличие следов пропуска продукта на основном металле и сварных швах, а также на наличие трещин, отслоений, следов коррозии, нарушений геометрической формы и ремонтных зон с применением сварки.
7.5.3.2. Состояние футеровки можно косвенно установить по результатам осмотра в соответствии с подп.7.5.3.1, а также по результатам УЗТ. При проведении УЗТ футерованных сосудов необходимо выполнять следующие требования:
число точек измерения должно быть не менее 12 на каждой царге обечайки и не менее 5 на каждом листе металла;
в вертикальных сосудах обратить особое внимание на УЗТ нижнего днища и примыкающую к нему царгу обечайки (число точек измерения на днище должно быть не менее 9, при этом обязательным является измерение толщины в полюсе днища и не менее 5 на каждом листе в случае сварного днища);
в горизонтальных сосудах при проведении УЗТ необходимо в обязательном порядке проводить измерения по нижней образующей обечайки, а также по двум образующим обечайки, находящимся на расстоянии 100-150 мм и 200-250 мм с каждой стороны нижней образующей вверх по периметру окружности обечайки;
в зонах протечки продукта, повышенной коррозии, вмятин и выпучин измерения необходимо проводить по сетке с шагом не более 25 мм.
7.5.3.3. При внутреннем осмотре в первую очередь определяется целостность футеровки; в местах неплотности или нарушения ее целостности (трещины, сколы, отслоения и т.п.) футеровка подлежит обязательному удалению. Снятие и восстановление футеровки должно проводиться только специализированными организациями.
Поверхность металла, находящаяся под снятой футеровкой, должна быть проконтролирована визуально с лупой 10-кратного увеличения, а также цветным, магнитопорошковым или вихретоковым методами.
В этих зонах проводится дополнительный контроль толщины методом УЗТ по сетке с шагом не более 25 мм.
7.5.3.4. Контроль коррозионного состояния металла корпуса под футеровкой в зоне накладных листов производится высверливанием дренажного отверстия диаметром 15-20 мм в накладном листе на наружной поверхности корпуса. Отверстие сверлится в нижней части накладного листа до основного металла, повреждение поверхности которого не допускается.
7.5.4. Сосуды, заглубленные в грунт.
7.5.4.1. У сосудов данного типа наружная поверхность обычно покрыта гидроизоляционным составом и недоступна для полного визуального контроля. Частичный контроль ее состояния может быть проведен путем рытья шурфов на глубину 1-2 м для осмотра.
7.5.4.2. Основными видами контроля технического состояния изоляции и коррозионного состояния корпуса подземных сосудов являются внутренний осмотр и УЗТ.
7.5.4.3. При внутреннем осмотре необходимо обратить особое внимание на состояние нижней части корпуса; при обнаружении зон повышенной общей коррозии в них необходимо проводить дополнительный контроль в соответствии с подп.7.5.4.4.
7.5.4.4. Ввиду того, что в случае нарушения изоляционного покрытия возможна интенсивная общая коррозия наружной поверхности сосуда, которую нельзя обнаружить визуально из-за недоступности для осмотра, УЗТ играет важнейшую роль как метод проверки качества изоляции. По условиям аэрации наибольшей коррозии подвергаются зоны, примыкающие к нижней образующей обечайки (для горизонтальных сосудов) и нижнему днищу (для вертикальных сосудов). Поэтому число точек измерения толщины в указанных зонах должно обеспечивать выявление областей возможного повышенного утонения металла из-за коррозии и не должно быть менее чем указано в подп.7.5.3.2.
7.5.4.5. Качество изоляции должно быть проверено в соответствии с требованиями СНиП 3.05.05-84 [36] на сплошность, отсутствие трещин и повреждений. В случае обнаружения у подземных сосудов локального утонения стенок из-за коррозии внешней поверхности эти места (или сосуд полностью) должны быть открыты, освобождены от старой изоляции, осмотрены и заизолированы вновь.
7.6. Особенности диагностирования многослойных сосудов высокого давления
В данном разделе устанавливаются методы, объемы неразрушающего контроля и нормы оценки качества при техническом диагностировании многослойных сосудов высокого давления, имеющих корпус из обечаек с концентрически расположенными слоями или обечаек, выполненных рулонным способом.
7.6.1. Различным способам исполнения многослойных сосудов соответствуют следующие типы сварных соединений (ГОСТ Р 50559-93) [37]:
стыковые и угловые, соединяющие монолитные однослойные элементы;
стыковые и угловые, соединяющие многослойные элементы;
стыковые и угловые, соединяющие монолитные элементы с многослойными.
7.6.2. По расположению в сосуде устанавливаются следующие категории сварных соединений (рис.7.1):
![]() - продольные сварные соединения в обечайках, сферических и эллиптических днищах; швы замыкающих оболочек рулона и кожуха;
- продольные сварные соединения в обечайках, сферических и эллиптических днищах; швы замыкающих оболочек рулона и кожуха;
![]() - кольцевые сварные соединения кованых элементов с коваными и кованых с многослойными;
- кольцевые сварные соединения кованых элементов с коваными и кованых с многослойными;
![]() - кольцевые сварные соединения многослойных элементов с многослойными;
- кольцевые сварные соединения многослойных элементов с многослойными;
![]() - сварные соединения фланцев с патрубками и трубных досок с обечайками;
- сварные соединения фланцев с патрубками и трубных досок с обечайками;
![]() - сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки и днища;
- сварные соединения вварки (приварки) штуцеров (патрубков), горловин в обечайки и днища;
![]() - сварные соединения приварных элементов к корпусу;
- сварные соединения приварных элементов к корпусу;
![]() - сварные соединения приварки труб к трубной доске.
- сварные соединения приварки труб к трубной доске.

Рис.7.1.
7.6.3. Методы контроля, используемые при техническом диагностировании многослойных сосудов высокого давления, и объемы контроля приведены в табл.7.2.
Таблица 7.2
Методы и объем контроля сварных соединений и элементов корпуса аппаратов
|
Контролируемые элементы и сварные соединения |
Методы контроля | |||
|
|
Объем контроля | |||
|
|
ВК |
МПД (ЦД) |
УЗД |
УЗТ |
|
Корпус |
+ |
+ |
+ |
+ |
|
|
|
|
|
- |
|
|
100% |
100% |
100% |
|
|
|
|
|
+ |
|
|
|
+ |
+ |
- |
|
|
|
100% |
100% |
+ |
|
|
|
50% |
|
10% |
|
|
|
+ |
+ |
+ |
|
|
Крышка |
100% |
100% |
100% |
|
|
Уплотнения |
|
|
- |
|
|
Наплавка антикоррозионная |
|
|
+ |
+ |
Примечания: 1. ВК - визуальный контроль наружной и внутренней поверхностей; ЦД - цветной метод дефектоскопии; МПД - магнитопорошковый метод дефектоскопии; УЗД - ультразвуковой метод дефектоскопии; УЗТ - ультразвуковая толщинометрия.
2. Знак "+" означает - "в доступных местах"; скобки "( )" - "или"; "-" - контроль не проводится.
7.6.4. Допускается при обследовании многослойных сосудов в комплекс методов включать метод акустической эмиссии.
Контроль методом акустической эмиссии должен проводиться в соответствии с Правилами организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97) [11].
7.6.5. Особенности проведения ультразвукового контроля сварных соединений многослойных сосудов ВД и их элементов в процессе диагностирования.
7.6.5.1. Ультразвуковой контроль сварных соединений, соединяющих кованые элементы сосуда с многослойными (категория ![]() ), проводится в два этапа:
), проводится в два этапа:
первый этап - контроль корневой части шва наклонным и прямым преобразователями.
второй этап - контроль на всю толщину сварного соединения со стороны монолитной части.
Контроль проводится с внутренней поверхности аппарата.
7.6.5.2. Ультразвуковой контроль сварных швов, соединяющих многослойные элементы корпуса аппарата (категория ![]() ), также проводится в два этапа после проведения магнитопорошковой или цветной дефектоскопии:
), также проводится в два этапа после проведения магнитопорошковой или цветной дефектоскопии:
первый этап - контроль корневой части шва после определения границ окончаний первого межслойного зазора;
второй этап - контроль на всю толщину стенки корпуса (проводится в случаях, оговоренных в программе обследования).
Во всех перечисленных выше случаях ультразвуковой контроль проводится с использованием контактного варианта ввода ультразвуковых колебаний по поверхности сварных швов со снятым усилением.
7.6.5.3. В случаях невозможности проведения контроля с внутренней поверхности (отсутствие доступа и т.д.) ультразвуковой контроль сварных соединений многослойных сосудов проводится с наружной поверхности с использованием локально-иммерсионных преобразователей.
7.6.5.4. При отсутствии указанного типа преобразователей возможно проведение контроля контактным способом при условии снятия валика усиления шва.
7.6.5.5. Контроль сварных соединений многослойных сосудов высокого давления проводится по специальным методикам, утвержденным и согласованным в установленном порядке.
7.6.6. Дефектоскописты, проводящие обследование многослойных сосудов высокого давления, должны быть аттестованы в установленном порядке.
7.6.7. Требования к контролю.
7.6.7.1. Требования к визуальному, цветному и магнитопорошковому методам контроля представлены в табл.7.3.
Таблица 7.3
|
Метод контроля |
Шероховатость по |
Класс чувствительности |
Увеличение | |
|
|
Ra |
Rz |
|
|
|
Визуальный |
|
|
|
3-4-кратное |
|
Цветной |
6,3 |
40 |
2 по ГОСТ 18442-80 [39] |
|
|
Магнитопорошковый |
|
|
Б по ГОСТ 21105-87 [40] |
|
7.6.9. Требования к ультразвуковому методу контроля сварных соединений и антикоррозионной наплавки представлены в табл.7.4.
Таблица 7.4
|
Объект контроля |
Шероховатость по |
Толщина сварного соединения, мм |
Предельная чувствительность | |
|
|
Ra |
Rz |
|
|
|
Сварные соединения категорий |
3,2 |
20 |
От 10 до 20 вкл. |
2,0 |
|
|
|
|
Св. 20 до 30 вкл. |
3,0 |
|
|
|
|
Св. 30 до 50 вкл. |
5,0 |
|
|
|
|
Св. 50 до 110 вкл. |
7,0 |
|
|
|
|
Св. 30 до 50 вкл.* |
10,0 |
|
_______________ | ||||
|
|
|
|
До 50 вкл. |
В соответствии с требованиями к сварным соединениям |
|
|
|
|
Св. 50 до 100 вкл. |
7,0 |
|
Антикоррозионная наплавка |
3,2 |
20 |
- |
2 |
7.6.10. Оценка качества по результатам неразрушающего контроля.
7.6.10.1. По результатам визуального контроля на поверхности сварных соединений и наплавок не допускаются следующие дефекты:
трещины всех видов и направлений;
поры, свищи;
подрезы, непровары, несплавления;
наплывы, прожоги, незаплавленные кратеры.
7.6.10.2. По результатам контроля магнитопорошковым методом на поверхности сварных соединений и наплавок не допускаются индикаторные осаждения магнитного порошка.
По результатам контроля цветным методом на поверхности сварных соединений и наплавок не допускаются единичные и групповые индикаторные рисунки округлой и удлиненной форм.
7.6.10.3. По результатам ультразвукового контроля металла кованых и штампованных элементов не допускаются дефекты, превышающие нормы группы качества 2п по ГОСТ 24507-80 [47].
7.6.10.4. По результатам ультразвукового контроля сварных соединений и наплавок не допускаются следующие дефекты:
отдельные непротяженные свыше норм, установленных в табл.7.5;
протяженные;
группы дефектов.
Таблица 7.5
Оценка качества сварных соединений по результатам контроля ультразвуковым методом отдельных непротяженных дефектов
|
Объект контроля |
Толщина сварного соединения, мм |
Эквивалентная площадь дефекта, мм |
Недопустимое суммарное число отдельных дефектов на 300 мм протяженности шва, шт., более | |
|
|
|
Наименьшая фиксируемая |
Недопустимая |
|
|
Сварные соединения категорий |
От 10 до 20 вкл. |
2,0 |
2,0 |
- |
|
|
Св. 20 до 30 вкл. |
3,0 |
3,0 |
|
|
|
Св. 30 до 50 вкл. |
5,0 |
7,0 |
1 |
|
|
Св. 50 до 110 вкл. |
7,0 |
10,0 |
|
|
|
Св. 110 до 250 вкл. |
10,0 |
20,0 |
1 |
|
|
До 50 вкл. |
7,0 |
10,0 |
3 |
|
|
Св. 50 до 100 вкл. |
10,0 |
20,0 |
1 |
|
Антикоррозионная наплавка |
- |
2 |
3 |
3 участка наплавки |
7.7. Особенности диагностирования сосудов из двухслойных сталей
7.7.1. Сосуды, изготовленные из сталей, имеющих коррозионностойкую защитную плакировку (двухслойные стали), можно разделить на две группы:
1. Сосуды, у которых плакировка обеспечивает чистоту обрабатываемых сред, защищая их от продуктов коррозии основного металла (например, защиту пряжи в красильных аппаратах).
2. Сосуды, у которых плакировка обеспечивает защиту основного металла от среды, в которой (без плакировки) основной металл нестоек.
7.7.2. При нарушении (износе) плакировки в сосудах первой группы снижается качество продукции; в сосудах второй группы в этом случае возможно интенсивное развитие коррозии основного металла, приводящее к нарушению условий безопасной эксплуатации сосуда.
7.7.3. При диагностировании сосудов из двухслойной стали в качестве основных методов используются визуальный контроль коррозионного состояния плакирующего слоя и его толщинометрия. При этом необходимо учитывать, что коррозионная стойкость биметалла, особенно сварных швов, до 20% ниже чем у монометалла плакировки.
7.7.4. В сосудах второй группы (см. п.7.7.1) не допускаются следующие дефекты плакировки:
поры, подрезы, царапины, вмятины, забоины на глубину более 30% исходной толщины плакирующего слоя;
явление травимости по линии сплавления сварного шва и основного металла на глубину более 30% исходной толщины плакировки;
явление питтинговой коррозии, если есть тенденция к развитию питтинга (отсутствует тенденция эрозионного "стирания" питтинга).
7.7.5. Вопрос о допустимости дефектов в соответствии с п.7.7.4 в сосудах 1-й группы (см. п.7.7.1) должен решаться в каждом конкретном случае в зависимости от условий эксплуатации.
7.7.6. Остаточная толщина плакирующего слоя может быть определена по результатам УЗТ суммарной толщины металла, из которой вычитается исходная толщина основного металла; этот метод предполагает отсутствие изменения толщины основного металла по сравнению с исходной (паспортной), что не всегда соответствует действительному состоянию сосуда и может привести к погрешности.
Поэтому при плакированном слое из аустенитных сталей следует в качестве основного метода использовать измерение толщины плакирующего слоя непосредственным измерением методом ферритометрии.
7.7.7. Вопрос о возможности дальнейшей эксплуатации сосуда из двухслойной стали решается с учетом требований пп.7.7.4 и 7.7.5, результатов других видов контроля, а также расчетов на прочность, которые должны выполняться по РД 26-11-5-85 [49].
7.8. Дополнительные требования к диагностированию сосудов и аппаратов,
для которых отсутствуют данные о значениях критической температуры хрупкости
или возможны ее сдвиги под влиянием эксплуатации
7.8.1. Диагностированию подвергаются сосуды и аппараты, если:
по результатам расчетов (подразд.6.5 настоящих Методических указаний) не выполняются условия их сопротивления хрупкому разрушению;
в процессе работы может происходить изменение их сопротивления хрупкому разрушению.
7.8.2. Диагностирование предусматривает вырезку контрольных темплетов из стенок сосудов и аппаратов. Места вырезки контрольных темплетов, технология их вырезки, размеры и способы последующей заделки мест вырезки определяются в каждом конкретном случае специализированной организацией по согласованию с предприятием, эксплуатирующим диагностируемое оборудование.
7.8.3. Диагностирование предусматривает определение критической температуры хрупкости по результатам сериальных испытаний на ударный изгиб образцов 11-14 типов с V-образным надрезом по ГОСТ 9454-88 [24].
7.8.4. Сериальные испытания образцов с V-образным надрезом должны осуществляться в температурном интервале от -50 до 100 °С не менее чем при пяти значениях температур в пределах указанного интервала. При каждой температуре должно быть испытано не менее трех образцов.
7.8.5. Результаты сериальных испытаний оформляются в виде графических зависимостей "ударная вязкость - температура".
7.8.6. За величину критической температуры хрупкости принимается температура изменения характера разрушения - от вязкого к хрупкому. Она определяется по энергии, затраченной на разрушение, в качестве показателя которой принимается критериальное значение ударной вязкости (табл.7.6).
Таблица 7.6
Критериальные значения ударной вязкости
|
Значение предела прочности металла при 20 °С, МПа |
Ударная вязкость KCV, Дж/см |
|
До 460 |
22 |
|
461-530 |
25,4 |
|
531-670 |
33,8 |
|
671-750 |
40 |
|
Более 750 |
44 |
7.8.7. Для определения критической температуры хрупкости на графических зависимостях "ударная вязкость - температура" на оси ординат (ось КС) откладывается критериальное значение ударной вязкости согласно табл.7.6 для соответствующего уровня прочности материалов. Через полученную точку проводится линия параллельно оси абсцисс до пересечения с кривой ударной вязкости KCV. Проектируя точку пересечения на ось ординат, находят численное значение критической температуры хрупкости ![]() .
.
7.9. Особенности диагностирования сосудов и аппаратов,
эксплуатирующихся в условиях ползучести материала
7.9.1. При диагностировании сосудов и аппаратов, эксплуатирующихся в условиях ползучести и отработавших расчетный срок службы, дополнительно должны быть проведены исследования металла, если:
отсутствуют характеристики длительной прочности или ползучести для планируемого продления срока службы;
в результате расчетов или прямыми измерениями установлено, что деформация ползучести превышает 1%;
характеристики длительной прочности или ползучести, по мнению специализированной организации, могли существенно снизиться за счет нарушения режимов эксплуатации.
7.9.2. Диагностирование предусматривает вырезку контрольных темплетов из стенок сосудов и аппаратов. Места вырезки контрольных темплетов, технология их вырезки, размеры и способы последующей заделки мест вырезки определяются в каждом конкретном случае специализированной организацией по согласованию с предприятием, эксплуатирующим диагностируемое оборудование.
7.9.3. Диагностированием предусматривается проведение испытаний на длительную прочность для определения расчетного значения пределов длительной прочности для сосудов с учетом возможного дополнительного срока службы.
7.9.4. Испытания на длительную прочность могут осуществляться по плану сокращенных испытаний, рекомендуемому ОСТ 108.901.102-86 [31].
7.9.5. В соответствии с планом сокращенных испытаний испытания на длительную прочность проводятся при двух значениях рабочих температур: при рабочей температуре и при температуре, превышающей рабочую на 50 °С.
7.9.6. При каждой температуре проводятся испытания не менее чем при двух-трех уровнях напряжения. Численные значения на каждом из уровней назначаются в соответствии с п.2.10 ОСТ 108.901.102-86.
7.9.7. На каждом уровне напряжений испытывается не менее двух образцов. Испытания осуществляются в соответствии с требованиями ГОСТ 10145-81 [32].
7.9.8. Для каждого из испытанных образцов рассчитывается численное значение параметра длительной прочности ![]() по формуле
по формуле
![]() , (7.1)
, (7.1)
где ![]() - температура испытания образца, К.
- температура испытания образца, К.
![]() - время до разрушения образца, ч.
- время до разрушения образца, ч.
7.9.9. По величинам параметра длительной прочности, рассчитанного для каждого разрушившегося при испытаниях образца, и соответствующим величинам напряжения разрушения в полулогарифмической системе координат устанавливается функциональная зависимость ![]() .
.
7.9.10. По соотношению ![]() для предполагаемого дополнительного срока службы по формуле (7.1) вычисляются соответствующие этому сроку службы численные значения
для предполагаемого дополнительного срока службы по формуле (7.1) вычисляются соответствующие этому сроку службы численные значения ![]() и далее по установленной в п.7.9.9 функциональной зависимости определяются соответствующие им численные значения величин предела длительной прочности на этот срок службы.
и далее по установленной в п.7.9.9 функциональной зависимости определяются соответствующие им численные значения величин предела длительной прочности на этот срок службы.
На основании результатов испытаний по ГОСТ 14249-89 [64] определяется допускаемое напряжение и проверяется условие прочности.
8. ПОРЯДОК ОФОРМЛЕНИЯ И ВЫДАЧИ ЗАКЛЮЧЕНИЯ
О РЕСУРСЕ БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ СОСУДА
8.1. Результаты технического диагностирования отражаются в Заключении о ресурсе безопасной эксплуатации сосуда и приложениях к нему.
Заключение должно быть составлено по типовой форме, установленной в системе экспертизы промышленной безопасности и включать в себя в общем случае следующие разделы:
8.1.1. Введение - краткая постановка задачи, основание для работ и характеристика организации, проводящей работы по техническому диагностированию.
8.1.2. Основные сведения о диагностируемом сосуде:
завод-изготовитель;
адрес владельца сосуда, заводской и регистрационный номера, дата ввода в эксплуатацию;
краткая характеристика конструкции, основные размеры элементов сосуда (диаметр, толщина стенок);
материалы основных элементов сосуда;
рабочие параметры (давление, температура);
данные о режиме эксплуатации и количество циклов нагружения для сосудов с переменным режимом нагружения;
объемы, методы и результаты дефектоскопического контроля при изготовлении.
8.1.3. Анализ технической документации, в котором должны быть отражены вопросы, изложенные в подразд.3.1.
8.1.4. Результаты функциональной диагностики.
8.1.5. Индивидуальная программа работ по техническому диагностированию.
В индивидуальной программе указываются конкретные методы контроля, оценки технического состояния и определения остаточного ресурса эксплуатации сосуда.
8.1.6. Результаты проведенного обследования сосуда.
Результаты обследования должны сопровождаться заключениями, выполненными по типовой форме (приложение Б).
8.1.7. Анализ результатов технического диагностирования.
8.1.8. Расчеты на прочность и определение остаточного ресурса.
8.1.9. Выводы и рекомендации.
В выводах и рекомендациях указывается при каких рабочих параметрах допускается эксплуатация сосуда, его остаточный ресурс, объем, методы и срок очередного технического диагностирования сосуда.
8.2. Допускается результаты отдельных работ при диагностировании оформлять в виде самостоятельных заключений по каждому виду работ, которые должны быть приложены к основному Заключению.
8.3. Один экземпляр Заключения с приложениями является неотъемлемой частью документации на сосуд и вкладывается организацией-владельцем в паспорт сосуда. Второй экземпляр хранится у специализированной организации, выполнявшей техническое диагностирование.
8.4. Заключение служит основанием для принятия владельцем сосуда решения о дальнейшей эксплуатации сосуда, аппарата.
9. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ ДИАГНОСТИРОВАНИЯ
9.1. При проведении диагностирования сосудов должны соблюдаться требования безопасности и охраны труда, действующие на предприятиях, где проводятся работы. Персонал, проводящий работы по диагностированию, должен быть проинструктирован по технике безопасности в установленном порядке.
10. СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 10-115-96).
2. Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных (ПБ 03-384-00).
3. ОСТ 24.201.03-90. Сосуды и аппараты стальные высокого давления. Общие технические требования.
4. Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств (ПБ 09-170-97).
5. ГОСТ 10-88. Нутромеры микрометрические. Технические условия.
6. ГОСТ 868-82. Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия.
7. ТУ 1021.338-83. Шаблоны типа УШС.
8. ГОСТ 427-75. Линейки измерительные металлические. Технические условия.
9. ОСТ 26-2043-91. Болты, шпильки, гайки и шайбы для фланцевых соединений. Технические требования.
10. ГОСТ 9.908-85. Металлы и сплавы. Метод определения показателей коррозии и коррозионной стойкости.
11. Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (РД 03-131-97).
12. ГОСТ 22761-77. Металлы и сплавы. Метод измерения твердости по Бринеллю переносным твердомером статического действия.
13. ГОСТ 22762-79. Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара.
14. Методические указания. Сосуды и аппараты стальные. Метод расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек (РД 26-6-87).
15. Нормы расчета на прочность оборудования и трубопроводов атомных энергетических установок (ПНАЭ Г-7-002-86).
16. Методика прогнозирования остаточного ресурса безопасной эксплуатации сосудов и аппаратов по изменению параметров технического состояния.
17. ГОСТ 25859-83. Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках.
18. ОСТ 26-1046-87. Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность.
19. ГОСТ 1497-90. Металлы. Метод испытания на растяжение.
20. ГОСТ 9651-90. Металлы. Метод испытания на растяжение при повышенных температурах.
21. ГОСТ 11150-90. Металлы. Методы испытания на растяжение при пониженных температурах.
22. ГОСТ 25.506-85. Расчеты и испытания на прочность. Методы механических испытаний металлов. Определение характеристик трещиностойкости (вязкости разрушения) при статическом нагружении.
23. Методические указания по определению остаточного ресурса потенциально опасных объектов, поднадзорных Госгортехнадзору России (РД 09-102-95).
24. ГОСТ 9454-88. Металлы. Методы испытания на ударный изгиб при пониженных, комнатной и повышенных температурах.
25. ГОСТ 26159-84. Сосуды и аппараты чугунные. Нормы и методы расчета на прочность.
26. Методика диагностирования технического состояния сосудов и аппаратов, эксплуатирующихся в сероводородсодержащих средах.
27. ГОСТ 22727-88. Сталь толстолистовая. Методы ультразвукового контроля сплошности.
28. Методические указания. Ультразвуковое сканирование участков металла оборудования, эксплуатируемого в сероводородсодержащих средах, компьютерная и статическая обработка результатов.
29. ГОСТ 6221-90. Аммиак жидкий технический. Технические условия.
30. ГОСТ 12.1.007-98 ССБТ. Вредные вещества. Классификация и общие требования безопасности.
31. ОСТ 108.901.102-86. Котлы, турбины и трубопроводы. Методы определения жаропрочности металлов.
32. ГОСТ 10145-81. Металлы. Методы испытаний на длительную прочность.
33. М4-96. Методика диагностирования технического состояния и оценки остаточного ресурса аппаратов для гидролиза и варочных котлов стальных футерованных.
34. ИЗ-94. Инструкция по диагностированию технического состояния резервуаров установок сжиженного газа.
35. СНиП 2.04.14-84. Тепловая изоляция оборудования и трубопроводов.
36. СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы.
37. ГОСТ Р 50599-93. Сосуды и аппараты стальные сварные высокого давления. Контроль неразрушающий при изготовлении и эксплуатации.
38. ГОСТ 2789-73. Шероховатость поверхности. Параметры и характеристики.
39. ГОСТ 18442-80. Контроль неразрушающий. Капиллярные методы. Общие требования.
40. ГОСТ 21105-87. Контроль неразрушающий. Магнитопорошковый метод.
41. Расчет и испытания на прочность в машиностроении. Классификация видов поверхностей разрушения (изломов) металлов.
42. МР 5-81. Расчеты на прочность в машиностроении. Фрактографический метод определения критической температуры хрупкости металлических материалов.
43. ГОСТ 7268-82. Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб.
44. ГОСТ 25706-83. Лупы. Типы, основные параметры. Общие технические требования.
45. Инструкция по визуальному и измерительному контролю (РД 34.10.130-96).
46. ГОСТ 6032-89 (СТ СЭВ 4076-83). Стали и сплавы коррозионностойкие. Методы определения стойкости против межкристаллитной коррозии.
47. ГОСТ 24507-80. Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвукового контроля.
48. Технические указания - регламент по эксплуатации оборудования установок каталитического риформинга и гидроочистки, работающего в водородосодержащих средах. Согласованы Госгортехнадзором России 16.03.98 г.
49. Сосуды и аппараты из двухслойной стали. Нормы и методы расчета на прочность (РД 26-11-5-85).
50. Нормы и методы расчета на прочность элементов сосудов и аппаратов, работающих под давлением сред, вызывающих сероводородное коррозионное растрескивание (РД 26-02-62-88).
51. Правила аттестации специалистов неразрушающего контроля.
52. Правила безопасности в нефтяной и газовой промышленности (РД 08-200-98).
53. Правила безопасности для наземных складов жидкого аммиака (ПБ 03-182-98).
54. Правила устройства и безопасной эксплуатации аммиачных холодильных установок (ПБ 09-220-98).
55. Правила безопасности для производств, использующих неорганические кислоты и щелочи (ПБ 09-224-98).
56. Правила проведения экспертизы промышленной безопасности (ПБ 03-246-98).
57. Правила разработки, изготовления и применения мембранных предохранительных устройств (ПБ 09-221-98).
58. Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99).
59. Сосуды и трубопроводы высокого давления: Справочник / А.М.Кузнецов, В.И.Лившиц, Е.Р.Хисматулин и др. 2-е изд., доп. Иркутск: Издание ГП "Иркутская областная типография N 1", 1999. 600 с.
60. Положение о порядке утверждения заключений экспертизы промышленной безопасности (РД 03-298-99).
61. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды (РД 10-249-98).
62. Положение о порядке безопасного проведения ремонтных работ на химических, нефтехимических и нефтеперерабатывающих опасных производственных объектах (РД 09-250-98).
63. ГОСТ 24755-88. Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий.
64. ГОСТ 14249-89. Сосуды и аппараты. Нормы и методы расчета на прочность.
Приложение А
Справочное
ТЕРМИНЫ, ИСПОЛЬЗУЕМЫЕ В МЕТОДИЧЕСКИХ УКАЗАНИЯХ, И ИХ ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
1 |
2 |
|
Сосуд |
Герметически закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществ. |
|
Владелец сосуда |
Организация, предприниматель, в собственности которого находится сосуд |
|
Нормативная документация (НД) |
Правила, отраслевые и государственные стандарты, технические условия, руководящие документы на проектирование, изготовление, ремонт, реконструкцию, монтаж, наладку, техническое диагностирование (освидетельствование), эксплуатацию |
|
Цикл нагружения |
Часть технологического процесса, в течение которого технологические параметры в сосуде, изменяясь, достигают исходного значения |
|
Ресурс |
Суммарная наработка объекта (сосуда) от начала его эксплуатации или ее возобновления после ремонта до перехода в предельное состояние |
|
Срок службы |
Календарная продолжительность эксплуатации объекта (сосуда) до и после ремонта до перехода в предельное состояние |
|
Расчетный срок службы |
Срок службы сосуда в календарных годах, исчисляемый со дня ввода его в эксплуатацию |
|
Наработка |
Продолжительность непрерывной работы сосуда (в часах, годах) |
|
Остаточный ресурс |
Суммарная наработка объекта от момента контроля его технического состояния до перехода в предельное состояние |
|
Гамма-процентный ресурс |
Суммарная наработка, в течение которой объект не достигает предельного состояния с вероятностью |
|
Остаточный срок службы |
Календарная продолжительность эксплуатации объекта от момента контроля его технического состояния до перехода в предельное состояние |
|
Предельное состояние |
Состояние сосуда, при котором его дальнейшее применение по назначению недопустимо или нецелесообразно, либо восстановление его исправного или работоспособного состояния невозможно или нецелесообразно |
|
Параметры технического состояния |
Параметры, характеризующие надежную и безопасную эксплуатацию сосуда, установленные нормативно-технической и (или) конструкторской (проектной) документацией |
|
Определяющие параметры технического состояния |
Параметры, изменение которых (в отдельности или в некоторой совокупности) может привести сосуд в неработоспособное или предельное состояние |
|
Критерий предельного состояния |
Признак или совокупность признаков предельного состояния сосуда, установленные в нормативной и (или) конструкторской документации |
|
Ремонт |
Восстановление поврежденных, изношенных или пришедших в негодность элементов сосуда с доведением их до работоспособного состояния |
|
Расчетный ресурс безопасной эксплуатации |
Продолжительность эксплуатации сосуда (элемента) в годах или циклах нагружения, в течение которого изготовитель гарантирует надежность его работы при условии соблюдения режима эксплуатации, указанного в инструкции предприятия-изготовителя, и расчетного числа пусков из холодного или горячего состояния |
|
Специализированная организация |
Организация, специализирующаяся на проведении проектно-конструкторских, научных и опытных работ по созданию, ремонту и реконструкции сосудов: проектирование, изготовление, монтаж, ремонт, реконструкция сосудов и (или) их наладка, диагностика, расчеты |
|
Техническое диагностирование |
Определение технического состояния объекта. Задачи технического диагностирования - контроль технического состояния, поиск мест и определение причин неисправности, прогнозирование технического состояния |
|
Техническое состояние объекта |
Состояние, которое характеризуется в определенный момент времени, при определенных условиях внешней среды значениями параметров, установленных в технической документации на объект |
|
Контроль технического состояния |
Проверка соответствия значений параметров объекта требованиям технической документации и определение на этой основе одного из заданных видов технического состояния в данный момент. Виды технического состояния: исправное, работоспособное, неисправное, неработоспособное и т.п. в зависимости от значений параметров в данный момент |
|
Техническая диагностика |
Теория, методы и средства определения технического состояния объекта |
|
Экспертное техническое диагностирование |
Техническое диагностирование сосуда, выполняемое по истечении расчетного срока службы сосуда или расчетного ресурса безопасной эксплуатации, а также после аварии или обнаруженных повреждений элементов, работающих под давлением, в целях определения возможных параметров и условий дальнейшей эксплуатации |
|
Средства технического диагностирования (контроля технического состояния) |
Аппаратура, методы и программы, посредством которых осуществляется диагностирование (контроль технического состояния) |
|
Система технического диагностирования (контроля технического состояния) |
Совокупность средств, объекта и исполнителей, необходимая для проведения диагностирования (контроля) по правилам, отраженным в технической документации |
|
Диагностическое обеспечение |
Комплекс взаимоувязанных правил, методов, алгоритмов и средств, необходимых для осуществления диагностирования на всех этапах жизненного цикла объекта |
|
Программа технического диагностирования (контроля технического состояния) |
Совокупность предписаний, определяющих последовательность действий при диагностировании (контроле) |
Наименование специализированной организации
ЗАКЛЮЧЕНИЕ
по результатам соответствия системы автоматизации
требованиям Правил и Норм Госгортехнадзора России
________________________________________________________________
(наименование сосуда)
зав. N________________________________ , рег. N_____________________
дата ___________________________
ТЕКСТ
Выводы:
|
Руководитель |
Печать |
Личная |
Расшифровка |
|
Исполнитель (эксперт), |
Личная |
Расшифровка | |
Наименование специализированной организации
ЗАКЛЮЧЕНИЕ
по результатам наружного и внутреннего осмотра сварных швов и основного металла
__________________________________________________
(наименование сосуда)
зав. N_____________________________, рег. N________________________
дата ____________________________
ТЕКСТ
Краткая информация о проведенной работе и выводы:
|
Руководитель |
Печать |
Личная |
Расшифровка | |
|
Исполнитель (эксперт), |
Личная |
Расшифровка | ||
Наименование специализированной организации
ЗАКЛЮЧЕНИЕ
по результатам ультразвуковой толщинометрии сосуда
___________________________________________________________________
(наименование сосуда)
зав. N________________________, рег. N_______________________________
дата __________________________
Тип и N аппаратуры: Ультразвуковой толщиномер _______________________
зав. N__________ дата последней поверки _______________________________
Тип преобразователя _______________________________________________
зав. N__________ дата последней поверки _______________________________
Объем контроля ___________________________________________________
Предельная чувствительность контроля ![]() = ____________ мм
= ____________ мм![]()
Номинальная частота контроля ________________________ МГц
Измерения толщины проводились на___________________________________
__________________________________________________________________
(элементы сосуда, участки контроля)
Паспортная толщина элементов сосуда:
обечайки ![]() = _________мм;
= _________мм;
днищ ![]() = ____________ мм;
= ____________ мм;
патрубков ![]() = ________ мм.
= ________ мм.
Результаты измерений толщины приведены на карте контроля (см. рис.Б.1).
Выводы:
|
Руководитель |
Печать |
Личная |
Расшифровка | |
|
Исполнитель (эксперт), |
Личная |
Расшифровка | ||
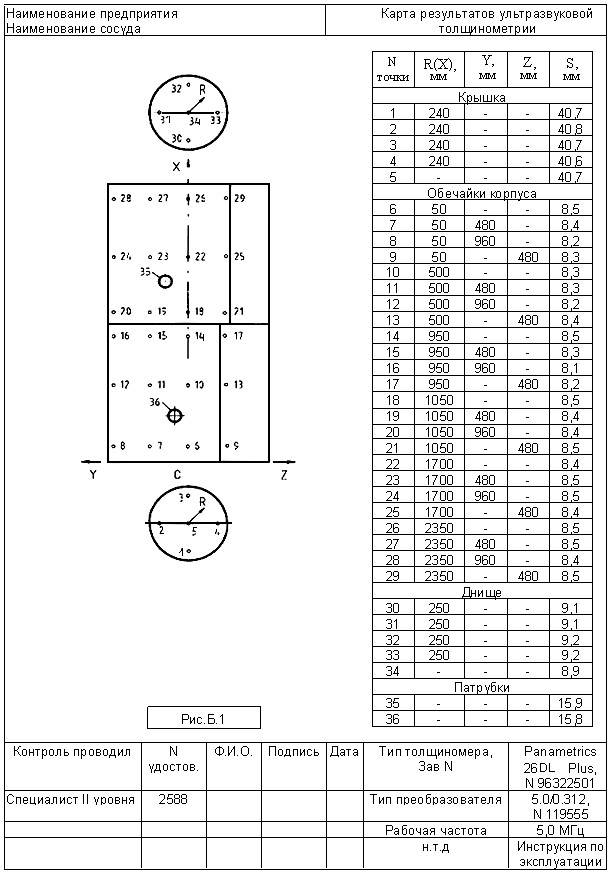
Наименование специализированной организации
ЗАКЛЮЧЕНИЕ
по результатам ультразвукового контроля качества сварных соединений
______________________________________________________________________________
(наименование сосуда)
зав. N____________________, рег. N_____________________________________________
дата _________________________
Техническая документация на контролируемый материал
___________________________________________________________________________
Тип и N аппаратуры: Ультразвуковой дефектоскоп _________________________________
производства____________________________ зав. N ______________________________
дата последней поверки ______________________________________________________
Тип преобразователя __________________ зав. N _____________________
дата последней поверки ___________________________________________
Объем контроля ________________________%
Предельная чувствительность контроля ![]() = _______________ мм
= _______________ мм![]()
(сегментный отражатель КСО ____________)
Номинальная частота контроля _______________________ МГц
Результаты контроля приведены в табл.Б.1
Таблица Б.1
|
Номер сварного шва |
Диаметр и толщина стыкуемых элементов, мм |
Сведения об обнаруженных дефектах |
Оценка качества сварного шва |
Примечание |
|
|
|
|
|
|
Схему расположения выявленных дефектов в сварных швах (пример) см. на рис.Б.2.
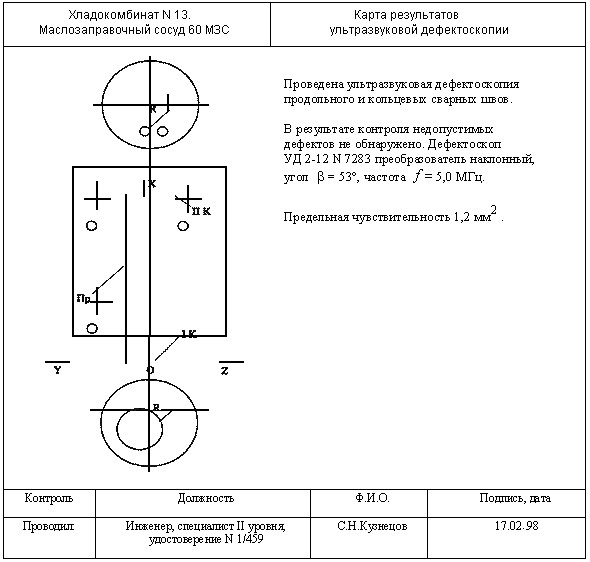
Наименование специализированной организации
ЗАКЛЮЧЕНИЕ
по результатам цветной (магнитопорошковой) дефектоскопии
сварных соединений
__________________________________________________________________________
(наименование сосуда)
зав. N___________________________, рег. N____________________________
дата____________________________
Техническая документация на контролируемый материал
________________________________________________________________________________
Нормативная документация по контролю _____________________________________________
________________________________________________________________________________
Используемые материалы _________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Условия контроля _________________________________________________________________
(при цветной дефектоскопии - температура воздуха)
Объем контроля __________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
Результаты контроля приведены в таблице Б.2
Расположение проконтролированных швов указано на рисунке ___________________________.
Таблица Б.2
|
Сварной шов патрубка |
Диаметр и толщина стенки патрубка, мм |
Сведения об обнаруженных дефектах |
Оценка качества сварного шва |
Примечание |
|
|
|
|
|
|
|
Руководитель |
Печать |
Личная |
Расшифровка | |||
|
Исполнитель (эксперт), |
Личная |
Расшифровка | ||||
Приложение В
Справочное
ПЕРЕЧЕНЬ
нормативной документации (НД) по расчету на прочность сосудов и аппаратов
|
N |
Обозначение НД |
Наименование НД |
Держатель подлинника или разработчик НД |
|
1 |
2 |
3 |
4 |
|
1 |
ГОСТ 14249-89 |
Сосуды и аппараты. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
2 |
ГОСТ 24755-89 |
Сосуды и аппараты. Нормы и методы расчета на прочность укрепления отверстий |
ОАО "НИИХИММАШ" |
|
3 |
ГОСТ Р 51273-99 |
Сосуды и аппараты. Нормы и методы расчета на прочность. Определение расчетных усилий для аппаратов колонного типа от ветровых нагрузок и сейсмических воздействий |
ЗАО "Петрохим-инжиниринг" |
|
4 |
ГОСТ Р 51274-99 |
Сосуды и аппараты. Аппараты колонного типа. Нормы и методы расчета на прочность |
ЗАО "Петрохим-инжиниринг" |
|
5 |
ГОСТ 25215-82 |
Сосуды и аппараты высокого давления. Обечайки и днища. Нормы и методы расчета на прочность. Общие требования |
ОАО "ИркутскНИИхиммаш" |
|
6 |
ГОСТ 25221-82 |
Сосуды и аппараты. Днища и крышки сферические неотбортованные. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
7 |
ГОСТ 25859-83 |
Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках |
ОАО "НИИХИММАШ" |
|
8 |
ГОСТ 25867-83 |
Сосуды и аппараты. Сосуды и аппараты с рубашками. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
9 |
ГОСТ 26158-84 |
Сосуды и аппараты из цветных металлов. Нормы и методы расчета на прочность. Общие требования |
С/Д ОАО "НИИХИММАШ" |
|
10 |
ГОСТ 26159-84 |
Сосуды и аппараты чугунные. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
11 |
ГОСТ 26202-84 |
Сосуды и аппараты. Нормы и методы расчета обечаек и днищ от воздействия опорных нагрузок |
ОАО "ВНИИнефтемаш" |
|
12 |
ГОСТ 26303-84 |
Сосуды и аппараты высокого давления. Шпильки. Методы расчета на прочность |
ОАО "ИркугскНИИхиммаш" |
|
13 |
ГОСТ 27691-88 |
Сосуды и аппараты. Требования к форме представления расчетов на прочность, выполняемых на ЭВМ |
ОАО "НИИХИММАШ" |
|
14 |
ГОСТ 28822-83 |
Сосуды и аппараты. Аппараты воздушного охлаждения. Нормы и методы расчета на прочность |
ОАО "ВНИИНЕФТЕМАШ" |
|
15 |
СТ СЭВ 4351-83 (введен Госстандартом в качестве ГОСТ) |
Сосуды и аппараты. Компенсаторы сильфонные и линзовые. Нормы и методы расчета на прочность |
ОАО "ВНИИНЕФТЕМАШ" |
|
16 |
СТ СЭВ 5206-85 (введен Госстандартом в качестве ГОСТ) |
Сосуды и аппараты высокого давления. Фланцы, крышки плоские и выпуклые. Методы расчета на прочность |
ОАО "ИркутскНИИхиммаш" |
|
17 |
ОСТ 26-1046-87 |
Сосуды и аппараты высокого давления. Нормы и методы расчета на прочность |
ОАО "ИркутскНИИхиммаш" |
|
18 |
ОСТ 26-01-298-81 |
Фланцы сосудов и аппаратов из титана. Типы, конструкция и размеры. Метод расчета на прочность и герметичность |
ОАО "УКРНИИХИММАШ" |
|
19 |
ОСТ 26-04-2585-86 |
Техника криогенная и криогенно-вакуумная. Сосуды и камеры. Нормы и методы расчета на прочность, устойчивость и долговечность сварных конструкций |
ОАО "КРИОГЕНМАШ" |
|
20 |
РД 24.200.08-90 |
Сосуды и аппараты. Нормы и методы расчета на прочность конических, эллипсоидных и сферических переходов |
ОАО "ЛЕННИИХИММАШ" |
|
21 |
РД 24.200.17-90 |
Сосуды и аппараты из титана. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
22 |
РД 24.200.18-90 |
Сосуды и аппараты. Выбор параметров упрочняющей обработки. Метод расчета на прочность с учетом упрочнения |
ОАО "УКРНИИХИММАШ" |
|
23 |
РД 24.200.21-91 |
Сосуды и аппараты. Нормы и методы расчета на прочность элементов плавающих головок кожухотрубчатых теплообменных аппаратов |
ОАО "ВНИИНЕФТЕМАШ" |
|
24 |
РД 24.201.11-90 |
Сосуды и аппараты алюминиевые. Нормы и методы расчета на прочность укрепления отверстий при малоцикловых нагрузках |
С/Д ОАО "НИИХИММАШ" |
|
25 |
РД 24.201.12-90 |
Теплообменники с витыми трубами и жестким сердечником цельносварные однопоточные. Нормы и методы расчета на прочность |
ОАО "ЛЕННИИХИММАШ" |
|
26 |
РД 26-6-87 |
Методические указания. Сосуды и аппараты стальные. Методы расчета на прочность с учетом смещения кромок сварных соединений, угловатости и некруглости обечаек |
ОАО "НИИХИММАШ" |
|
27 |
РД 26-14-88 |
Сосуды и аппараты. Нормы и методы расчета на прочность. Элементы теплообменных аппаратов |
ОАО "ВНИИНЕФТЕМАШ" |
|
28 |
РД 26-15-88 |
Сосуды и аппараты. Нормы и методы расчета на прочность фланцевых соединений |
ОАО "НИИХИММАШ" |
|
29 |
РД 26-16-88 |
Сосуды и аппараты. Методы расчета напряжений в месте пересечений патрубков с обечайками и днищами |
ОАО "ЛЕННИИХИММАШ" |
|
30 |
РД 26-303-78 |
Резервуары изотермические для сжиженного углекислого газа. Нормы и методы расчета |
АО "ВНИИПТхимнефтеаппаратуры" |
|
31 |
РД РТМ 26-01-44-78 |
Детали трубопроводов на давление свыше 100 до 1000 кгс/см |
ОАО "ИркутскНИИхиммаш" |
|
32 |
РД 26-01-55-84 |
Аппараты выпарные. Нормы и методы расчета на прочность |
ОАО "УКРНИИХИММАШ" |
|
33 |
РТМ 26-01-58-73 |
Аппараты теплообменные спиральные. Методика расчетов на прочность |
ОАО "УКРНИИХИММАШ" |
|
34 |
РД РТМ 26-01-63-81 |
Соединения фланцевые сосудов и аппаратов из алюминия. Метод расчета на прочность |
С/Д ОАО "НИИХИММАШ" |
|
35 |
РТМ 26-01-64-74 |
Расчет на прочность и устойчивость корпуса роторного аппарата, усиленного рубашкой с вмятинами |
ОАО "УКРНИИХИММАШ" |
|
36 |
РД 26-01-85-86 |
Камеры греющие выпарных аппаратов из титана. Нормы и методы расчета на прочность |
ОАО "УКРНИИХИММАШ" |
|
37 |
РД РТМ 26-01-86-88 |
Аппараты теплообменные пластинчатые. Методы расчета на прочность и герметичность |
ОАО "УКРНИИХИММАШ" |
|
38 |
РД 26-01-87-86 |
Автоклавы. Метод расчета на прочность |
ОАО "ЛЕННИИХИММАШ" |
|
39 |
РД РТМ 26-01-96-83 |
Крышки и днища плоские круглые с радиальными ребрами жесткости сосудов и аппаратов. Метод расчета на прочность |
ОАО "ЛЕННИИХИММАШ" |
|
40 |
РД РТМ 26-01-102-77 |
Сосуды и аппараты из титана. Нормы и методы расчета укрепления отверстий при статических нагрузках |
ОАО "ЛЕННИИХИММАШ" |
|
41 |
РД РТМ 25-01-111-78 |
Резервуары шаровые стальные сварные. Методы расчета на прочность |
С/Д ОАО "НИИХИММАШ" |
|
42 |
РД РТМ 26-01-140-82 |
Сосуды и аппараты алюминиевые. Нормы и методы расчета на прочность обечайки аппарата в месте крепления опор-лап и строповых устройств |
ОАО "УКРНИИХИММАШ" |
|
43 |
РД РТМ 26-01-141-82 |
Камеры греющих выпарных аппаратов с трубными решетками, имеющие отбортованные кромки отверстий. Расчет на прочность |
ОАО "УКРНИИХИММАШ" |
|
44 |
РД 26-01-142-88 |
Аппараты теплообменные трубчатые из фторопласта и полиэтилена. Нормы и методы расчета на прочность |
ОАО "УКРНИИХИММАШ" |
|
45 |
РД 26-01-149-84 |
Сосуды и аппараты стальные сварные с рубашками из полутруб, расположенных вдоль образующих. Нормы и методы расчета на прочность |
С/Д ОАО "УКРНИИХИММАШ" |
|
46 |
РД 26-01-150-84 |
Сосуды и аппараты алюминиевые. Метод расчета сферических неотбортованных днищ и крышек |
С/Д ОАО "УКРНИИХИММАШ" |
|
47 |
РД 26-01-157-86 |
Сосуды и аппараты из титана. Нормы и методы расчета на прочность обечайки аппарата в месте крепления опор-лап и строповых устройств |
ОАО "УКРНИИХИММАШ" |
|
48 |
РД 26-01-162-87 |
Сосуды и аппараты из цветных металлов. Нормы расчета на прочность при малоцикловых нагрузках |
С/Д ОАО "УКРНИИХИММАШ" |
|
49 |
РД 26-01-163-87 |
Фланцы трубопроводов и арматуры из титана. Нормы и методы расчета на прочность и герметичность |
ОАО "УКРНИИХИММАШ" |
|
50 |
РД 26-01-164-88 |
Сосуды и аппараты алюминиевые горизонтальные, установленные на седловые опоры. Нормы и методы расчета на прочность |
ОАО "УКРНИИХИММАШ" |
|
51 |
РД 26-01-167-88 |
Теплообменники на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см |
ОАО "ИркутскНИИхиммаш" |
|
52 |
РД 26-01-168-88 |
Уплотнения неподвижные металлические для сосудов и аппаратов на давление свыше 10 до 100 МПа (свыше 100 до 1000 кгс/см |
ОАО "ИркутскНИИхиммаш" |
|
53 |
РД 26-01-169-89 |
Сосуды и аппараты. Нормы и методы расчета на прочность днищ в местах крепления опор-стоек |
ОАО "УКРНИИХИММАШ" |
|
54 |
РД 26-02-30-75 |
Детали трубопроводов. Тройники шаровой формы. Методы расчета на прочность |
ОАО "ЦКБН" |
|
55 |
РД 26-02-62-88 |
Нормы и методы расчета на прочность элементов сосудов и аппаратов, работающих под давлением сред, вызывающих сероводородное коррозионное растрескивание |
ОАО "ВНИИНЕФТЕМАШ" |
|
56 |
РД 26-02-65-83 |
Расчет на прочность элементов аппаратов воздушного охлаждения высокого давления |
ОАО "ВНИИНЕФТЕМАШ" |
|
57 |
РД 26-02-76-88 |
Методика расчета прочности стенки аппарата колонного типа в местах установки монтажных штуцеров и бестросовых элементов |
ОАО "ВНИИНЕФТЕМАШ" |
|
58 |
РД 26-02-84-89 |
Методы расчета на прочность специальных конструкций кожухотрубчатых теплообменных аппаратов и аппаратов типа "труба в трубе" |
ОАО "ВНИИНЕФТЕМАШ" |
|
59 |
РД 26-11-5-85 |
Сосуды и аппараты из двухслойной стали. Нормы и методы расчета на прочность |
ОАО "НИИХИММАШ" |
|
60 |
РД 26-260.009-92 |
Сосуды и аппараты. Нормы и методы расчета на прочность цилиндрических обечаек и выпуклых днищ в местах присоединения штуцеров при внешних статических нагрузках |
ОАО "НИИХИММАШ" |
Текст документа сверен по:
официальное издание
Серия 03. Нормативные документы
межотраслевого применения по вопросам
промышленной безопасности и охраны недр.
Вып.17. - М.: ГУП "Научно-технический центр
по безопасности в промышленности
Госгортехнадзора России", 2002