ГОСТ 4658-73
Группа В51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РТУТЬ
Технические условия
Mercury. Specifications
ОКП 17 2831
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 30.05.73 N 1373
3. ВЗАМЕН ГОСТ 4658-49
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 12.1.005-88 |
1a.1; 1a.3 |
|
ГОСТ 12.1.007-76 |
1a.1; 1a.3 |
|
1a.9 | |
|
ГОСТ 12.4.121-83 |
1a.8 |
|
4.1 | |
|
ГОСТ 3118-77 |
1a.7 |
|
ГОСТ 4159-79 |
3.6 |
|
ГОСТ 4232-74 |
3.6 |
|
ГОСТ 5960-72 |
4.1 |
|
ГОСТ 7933-89 |
4.1 |
|
ГОСТ 9147-80 |
3.6 |
|
ГОСТ 11125-84 |
1.6; 3.5 |
|
ГОСТ 12923-82 |
4.1 |
|
4.2; 4.4; 4.7 | |
|
2.1; 4.2; 4.4; 4.7 | |
|
ГОСТ 19908-90 |
3.6 |
|
ГОСТ 20490-75 |
1a.7 |
|
ГОСТ 24634-81 |
4.1 |
|
ГОСТ 26319-84 |
4.1 |
5. Ограничение срока действия снято по протоколу N3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 10-93)
6. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, 6, утвержденными в сентябре 1975 г., августе 1979 г., декабре 1984 г., июле 1987 г., июне 1989 г., феврале 1993 г. (ИУС 10-75, 9-79, 3-85, 11-87, 11-89, 10-93)
Настоящий стандарт устанавливает требования к ртути, изготовляемой для нужд народного хозяйства и экспорта.
Ртуть применяют в качестве легирующего элемента для производства полупроводниковых материалов, в вакуум-электротехнике, при производстве контрольно-измерительных приборов, ртутно-цинковых источников тока, реактивов, фармацевтических препаратов, а также в химической, металлургической и в других отраслях промышленности.
(Измененная редакция, Изм. N 5).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Ртуть должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Ртуть изготовляют марок Р0, P1, P2 и Р3.
(Измененная редакция, Изм. N 3).
1.2. Количество основного вещества и нелетучего остатка должно соответствовать указанному в таблице.
|
Марка |
Код ОКП |
Ртуть, %, не менее |
Нелетучий остаток, %, не более |
|
Р0 |
17 2831 0001 07 |
99,9997 |
0,0003 |
|
Р1 |
17 2831 0002 06 |
99,999 |
0,001 |
|
P2 |
17 2831 0003 05 |
99,99 |
0,01 |
|
Р3 |
17 2831 0004 04 |
99,9 |
0,1 |
(Измененная редакция, Изм. N 2, 3, 5).
1.3. Ртуть всех марок должна иметь серебристо-белый цвет и не содержать механических примесей. На поверхности ртути марки Р0 не должно быть пленок.
1.4. Ртуть марок Р0, Р1 и P2 не должна оставлять следов на стенках стеклянного сосуда, на белой гладкой бумаге или на фарфоровой гладкой пластинке.
(Измененная редакция, Изм. N 3).
1.5. (Исключен, Изм. N 3).
1.6. Ртуть всех марок должна полностью растворяться в азотной кислоте плотностью 1,2 г/см![]() по ГОСТ 11125.
по ГОСТ 11125.
1a. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1a.1. Ртуть по степени воздействия на организм человека относится к 1-му классу опасности в соответствии с требованиями ГОСТ 12.1.005 и ГОСТ 12.1.007.
1а.2. Наибольшую опасность представляют ртутные пары, источником которых является открытая поверхность ртути.
Ртуть вызывает острые и хронические отравления, проникая в организм через органы дыхания, пищеварительный тракт, слизистые оболочки и кожу.
Хронические формы ртутной интоксикации выражаются в поражении центральной нервной системы.
1а.3. Предельно допустимая концентрация ртути в воздухе рабочей зоны по ГОСТ 12.1.005 - 0,01 мг/м![]() .
.
Воздушную среду рабочей зоны следует контролировать в соответствии с требованиями ГОСТ 12.1.005, ГОСТ 12.1.007.
Анализ проб воздуха на содержание ртути следует проводить по методикам, разработанным Министерством здравоохранения СССР.
1а.4. Ртуть при воздействии избытка хлора способна образовывать токсичное соединение, которое относится к 1-му классу опасности.
1а.5. Все остатки ртути должны быть собраны в герметично закрываемые сосуды и помещены под вытяжку.
1а.6. Разлитая ртуть должна быть собрана механическими способами (смыв водой, засасывание с помощью вакуума, сбор амальгамированной медной пластинкой и т.п.) с обязательной последующей химической обработкой места, на котором она была пролита.
1а.7. Для демеркуризации помещения полы и стены должны быть промыты горячей подщелоченной водой, а затем обработаны раствором марганцовокислого калия по ГОСТ 20490 и соляной кислотой по ГОСТ 3118 (на 1 дм![]() воды 1 г марганцовокислого калия и 5 см
воды 1 г марганцовокислого калия и 5 см![]() концентрированной соляной кислоты) или 20%-ным раствором хлорного железа по НТД.
концентрированной соляной кислоты) или 20%-ным раствором хлорного железа по НТД.
1а.8. При выполнении работ с ртутью на открытых площадках при содержании ртути в воздухе рабочей зоны выше ПДК следует пользоваться противортутными противогазами марки Г по ГОСТ 12.4.121.
1а.9. Погрузочно-разгрузочные работы с ртутью должны выполняться в соответствии с требованиями ГОСТ 12.3.009.
Разд.1а. (Введен дополнительно, Изм. N 3).
2. ПРАВИЛА ПРИЕМКИ
2.1. Ртуть принимают партиями. Партия должна состоять из ртути одной марки и сопровождаться одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марку ртути;
результаты испытаний;
номер партии и дату изготовления;
массу нетто и брутто;
количество мест;
номер баллонов, вошедших в партию;
печать и подпись отдела технического контроля (в случае длительного хранения);
обозначение настоящего стандарта;
знак опасности по ГОСТ 19433, классификационный шифр 8373.
Сопроводительная документация на ртуть для экспорта оформляется в соответствии с требованиями внешнеэкономической организации.
Масса партии ртути марки Р0 должна быть не более 1000 кг, ртути марок P1, P2 и Р3 - не более 1725 кг.
(Измененная редакция, Изм. N 3, 5).
2.2. Для определения качества ртути отбирают каждую пятую единицу продукции, но не менее чем три единицы.
Для определения качества ртути на предприятии-изготовителе допускается производить отбор проб полным пересечением струи ртути при заполнении каждого пятого места.
2.3. При получении неудовлетворительных результатов испытаний ртути проводят повторные испытания на вновь отобранной выборке. Результаты повторных испытаний распространяются на всю партию.
2.2-2.3. (Измененная редакция, Изм. N 3).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. От каждой отобранной единицы продукции стеклянной пипеткой или автоматическим пробоотборником марки АПО-1 отбирают точечные пробы, которые соединяют в объединенные пробы. Масса объединенной пробы для ртути марок Р0, P1 - не менее 300 г, ртути марки P2 - не менее 150 г, ртути марки Р3 - не менее 50 г. Объединенную пробу делят на две части: одну часть предназначают для проверки ртути на соответствие требованиям настоящего стандарта, другую - хранят в стеклянной ампуле или иным способом, обеспечивающим сохранение качества продукции на предприятии-изготовителе в течение 3 мес на случай возникновения разногласий в оценке качества.
(Измененная редакция, Изм. N 3, 5, 6).
3.2. Пробу ртути марок Р0, Р1 и P2 перед испытанием фильтруют в чистый стеклянный сосуд через замшу или фильтровальную бумагу. Фильтровальную бумагу складывают в виде конуса и прокалывают 15-25 отверстий тонкой булавкой диаметром не более 0,5 мм. На замше или бумаге не должны оставаться механические загрязнения.
3.3. Проба ртути при встряхивании не должна оставлять следов на стенках чистого стеклянного сосуда.
3.2, 3.3. (Измененная редакция, Изм. N 3, 5).
3.4. Пробу выливают на белую бумагу или на фарфоровую пластинку. На бумаге или пластинке не должно оставаться никаких следов. Ртуть должна образовывать круглые шарики, легко сливающиеся в общую массу.
3.5. Для проверки растворимости 5-10 г ртути растворяют в 100 см![]() азотной кислоты плотностью 1,2 г/см
азотной кислоты плотностью 1,2 г/см![]() по ГОСТ 11125 при 35-40 °С.
по ГОСТ 11125 при 35-40 °С.
3.4, 3.5. (Измененная редакция, Изм. N 3).
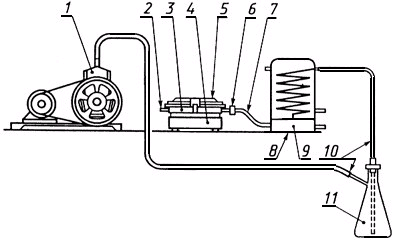
3.6. Массовую долю ртути определяют по разнице 100% и содержания нелетучего остатка. Схема установки для возгонки ртути приведена на чертеже. Установка для возгонки ртути состоит из форвакуумного насоса 1, обеспечивающего скорость эвакуации газов из зоны пиролиза 6-10 дм![]() /мин, входного отверстия 2, тигля 3 с анализируемой ртутью, электронагревателя 4, снабженного терморегулятором, позволяющим фиксировать температуру нагрева 300-600 °С, герметической стальной камеры 5 из нержавеющей стали, толщиной стенок не менее 4 мм (в крышку камеры встроен автономный нагревательный элемент, позволяющий поддерживать температуру крышки 80-100 °С), выходного отверстия из камеры 6, стального газохода 7, конденсатора 8, приемной камеры 9, резинового газохода 10, колбы Бунзена 11 вместимостью 3-5 дм
/мин, входного отверстия 2, тигля 3 с анализируемой ртутью, электронагревателя 4, снабженного терморегулятором, позволяющим фиксировать температуру нагрева 300-600 °С, герметической стальной камеры 5 из нержавеющей стали, толщиной стенок не менее 4 мм (в крышку камеры встроен автономный нагревательный элемент, позволяющий поддерживать температуру крышки 80-100 °С), выходного отверстия из камеры 6, стального газохода 7, конденсатора 8, приемной камеры 9, резинового газохода 10, колбы Бунзена 11 вместимостью 3-5 дм![]() , заполненной раствором Полежаева (2,5 г йода по ГОСТ 4159 и 30 г йодида калия по ГОСТ 4232 растворяют в 1 дм
, заполненной раствором Полежаева (2,5 г йода по ГОСТ 4159 и 30 г йодида калия по ГОСТ 4232 растворяют в 1 дм![]() дистиллированной воды).
дистиллированной воды).
Установка для возгонки ртути
Допускается применение другого аппаратурного оформления схемы без изменения основных параметров возгонки ртути: скорости эвакуации газов 6-10 дм![]() /мин, температуры возгонки 330-350 °С и прокаливания 490-510 °С.
/мин, температуры возгонки 330-350 °С и прокаливания 490-510 °С.
Метод определения содержания нелетучего остатка основан на возгонке ртути с последующим взвешиванием нелетучего остатка.
Для анализа используют фарфоровые тигли по ГОСТ 9147 и кварцевые по ГОСТ 19908. Для ртути марки Р0 используют кварцевые тигли, для марки Р1 - кварцевые или фарфоровые, для марок Р2 и Р3 - фарфоровые. Тигли предварительно прокаливают при температуре 490-510 °С, взвешивают не менее двух раз и помещают в эксикатор.
Фарфоровые тигли взвешивают на весах марки ВЛА-200 г или других, обеспечивающих точность взвешивания 0,0005 г, кварцевые тигли - на весах марки ВЛР-20 г или других, обеспечивающих точность взвешивания 0,00005 г. Расхождения результатов взвешивания не должны превышать допускаемой погрешности взвешивания 0,0005 г для весов ВЛА-200 г и 0,00005 г - для весов ВЛР-20 г.
За результат взвешивания тиглей принимают среднее арифметическое результатов двух взвешиваний.
Навеску массой 100 г для ртути марок Р1 и Р0, 50 г для ртути марки Р2 и 10 г для ртути марки Р3 помещают в тигле в герметичную стальную камеру и возгоняют на установке, приведенной на чертеже.
Ртуть отгоняют при температуре 330-350 °С до тех пор, пока в тигле не останется 1-2 г ртути.
Затем тигель с ртутью прокаливают до постоянной массы при температуре 490-510 °С и взвешивают не менее двух раз.
Расхождения результатов двух взвешиваний не должны превышать для ртути марок: Р0 - 0,00005 г; Р1 - 0,0005 г; Р2, Р3 - 0,005 г.
За результат измерения массы нелетучего остатка принимают среднее арифметическое результатов двух взвешиваний.
При обработке результатов массовую долю нелетучего остатка (![]() ) в процентах вычисляют по формуле
) в процентах вычисляют по формуле
![]() ,
,
где ![]() - масса тигля с нелетучим остатком, г;
- масса тигля с нелетучим остатком, г;
![]() - масса тигля, г;
- масса тигля, г;
![]() - масса навески ртути, г.
- масса навески ртути, г.
Допускаемые расхождения результатов измерений массовой доли нелетучего остатка при доверительной вероятности ![]() не должны превышать значений для ртути марки Р0, P1 - 0,0002%; Р2 - 0,002%; Р3 - 0,015%.
не должны превышать значений для ртути марки Р0, P1 - 0,0002%; Р2 - 0,002%; Р3 - 0,015%.
(Измененная редакция, Изм. N 5).
3.7. Проверку ртути марки Р0 на наличие пленок проводят после контрольного хранения в течение 3 сут.
(Измененная редакция, Изм. N 3).
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ртуть марок Р1, Р2 и Р3 разливают в стальные баллоны, вмещающие по 34,5 кг ртути, изготовленные по нормативно-технической документации.
Каждый баллон закрывают плотно завинчивающейся пробкой с прокладкой из фторпластового материала толщиной не менее 0,15 мм.
При длительном хранении баллоны пломбируют.
Баллоны транспортируют в специализированных поддонах N I и N II исполнения 00, изготовленных по нормативно-технической документации.
Ртуть марки Р0 разливают в баллоны из толстостенного стекла, вмещающие 5,0 кг ртути, изготовленные по нормативно-технической документации. Допускается в баллоны из толстостенного стекла разлив ртути марок Р1 и Р2.
Баллоны из толстостенного стекла закрывают металлической крышкой с прокладкой из пластиката по ГОСТ 5960 и транспортируют в специализированных поддонах N I и N II исполнения 01, изготовленных по нормативно-технической документации.
Ртуть марки Р1 для медицинских целей разливают во флаконы, вмещающие 50 г ртути. Флаконы закрывают полиэтиленовыми пробкой и крышкой.
Каждый флакон помещают в полимерную банку типа 1А вместимостью 30 см![]() и уплотняют алигнином по ГОСТ 12923. Флаконы, полиэтиленовые пробки и крышки, полимерные банки должны быть изготовлены по нормативно-технической документации. Банку с флаконом укладывают в пачку, изготовленную по нормативно-технической документации из картона марки хром-эрзац по ГОСТ 7933 и транспортируют в специализированных поддонах N I и N II исполнения 02, изготовленных по нормативно-технической документации.
и уплотняют алигнином по ГОСТ 12923. Флаконы, полиэтиленовые пробки и крышки, полимерные банки должны быть изготовлены по нормативно-технической документации. Банку с флаконом укладывают в пачку, изготовленную по нормативно-технической документации из картона марки хром-эрзац по ГОСТ 7933 и транспортируют в специализированных поддонах N I и N II исполнения 02, изготовленных по нормативно-технической документации.
Ртуть в стальных баллонах, предназначенная для экспорта, упаковывается в плотные деревянные ящики типа Ш-2, обеспечивающие плотное закрепление баллонов и изготовленные по нормативно-технической документации в соответствии с требованиями ГОСТ 2991, ГОСТ 24634 и ГОСТ 26319.
Ртуть в металлических и стеклянных баллонах, предназначенную на экспорт, допускается упаковывать в специализированные поддоны N II исполнений 00 и 01, изготовленные по нормативно-технической документации и в соответствии с требованиями ГОСТ 26319.
4.2. На цилиндрическую часть стальных баллонов и на маркировочные ярлыки стеклянных баллонов наносят знак опасности по ГОСТ 19433, классификационный шифр 8373 и надписи:
товарный знак или товарный знак и наименование предприятия-изготовителя;
марка ртути;
номер партии;
масса нетто и брутто;
дата изготовления;
номер документа о качестве;
номер баллона;
обозначение настоящего стандарта.
На каждый флакон должна быть наклеена этикетка с указанием:
наименования продукции;
марки ртути;
массы ртути в граммах.
Допускается наносить маркировку стальных баллонов на маркировочные ярлыки по ГОСТ 14192.
4.1, 4.2. (Измененная редакция, Изм. N 5, 6).
4.3. (Исключен, Изм. N 3).
4.4. Транспортная маркировка специализированных поддонов проводится по ГОСТ 14192 с нанесением манипуляционного знака "Верх, не кантовать", а также знака опасности по ГОСТ 19433, классификационный шифр 8373.
(Измененная редакция, Изм. N 5).
4.4а. На каждый поддон дополнительно должны быть нанесены надписи:
наименование и марка продукции;
номер партии;
количество баллонов или пачек в поддоне;
номер документа;
дата изготовления;
обозначение настоящего стандарта.
(Измененная редакция, Изм. N 6).
4.5. (Исключен, Изм. N 3).
4.6. На экспорт и длительное хранение ртуть отгружают в стальных, не бывших в употреблении, баллонах по 34,5 кг.
Ртуть марки Р0, предназначенную на экспорт, отгружают в баллонах из толстостенного стекла.
(Измененная редакция, Изм. N 1, 3, 5, 6).
4.7. Маркировка ртути, предназначенной на экспорт, наносится на цилиндрическую часть стальных баллонов и на маркировочные ярлыки стеклянных баллонов по ГОСТ 14192, ГОСТ 19433 с указанием:
знака опасности для класса 8 по ГОСТ 19433 (черт.8);
классификационного шифра 8373;
серийного номера ООН - 2809;
наименования и марки ртути;
даты изготовления.
(Измененная редакция, Изм. N 6).
4.8. (Исключен, Изм. N 3).
4.9. Ртуть, упакованную в соответствии с п.4.1, транспортируют мелкими отправками на крытом подвижном составе и морским транспортом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 3, 5).
4.10. Ртуть хранят в упаковке предприятия-изготовителя в закрытом помещении с относительной влажностью не ниже 30% и температурой не более 50 °С.
4.11. (Исключен, Изм. N 5).
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель гарантирует соответствие ртути требованиям настоящего стандарта при соблюдении потребителем условий хранения, установленных стандартом.
5.2. Гарантийный срок хранения ртути марок Р1 и Р2 - 2 года, ртути марки Р0 - 3 года, ртути марки Р3 - не ограничен.
(Измененная редакция, Изм. N 5).
Разд.6. (Исключен, Изм. N 3).
Текст документа сверен по:
официальное издание
Цветные металлы. Сурьма, ртуть, литий, индий,
селен, висмут, родий, иридий, таллий, кобальт.
Технические условия. Марки: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2001