ГОСТ 13755-81
(СТ СЭВ 308-76)
Группа Г15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
ПЕРЕДАЧИ ЗУБЧАТЫЕ ЦИЛИНДРИЧЕСКИЕ ЭВОЛЬВЕНТНЫЕ
Исходный контур
Basic requirements for interchangeabilily.
Gearings cylindric evolvent. Basic rack
Дата введения 1981-07-01
РАЗРАБОТАН Министерством энергетического машиностроения
ИСПОЛНИТЕЛЬ
А.Е.Мительман
ВНЕСЕН Министерством энергетического машиностроения
Зам. министра Ю.В.Котов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 февраля 1981 г. N 1089
ВЗАМЕН ГОСТ 13755-68
1. Настоящий стандарт распространяется на эвольвентные цилиндрические зубчатые передачи и устанавливает нормальный номинальный исходный контур зубчатых колес с модулем от 1 мм и более.
Стандарт полностью соответствует СТ СЭВ 308-76.
2. Термины и обозначения - по ГОСТ 16530-70 и ГОСТ 16531-70.
3. Форма и размеры исходного контура должны соответствовать указанным на черт.1.
Пара исходных контуров
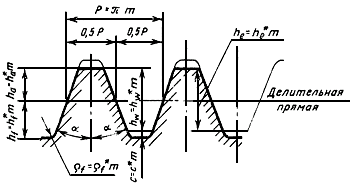
Черт.1
Значения параметров и коэффициентов исходного контура должны быть следующими:
|
угол главного профиля |
|
|||
|
коэффициент высоты головки |
|
|||
|
коэффициент высоты ножки |
|
|||
|
коэффициент граничной высоты |
|
|||
|
коэффициент радиуса кривизны переходной кривой |
|
|||
|
коэффициент глубины захода зубьев в паре исходных контуров |
|
|||
|
коэффициент радиального зазора в паре исходных контуров |
|
|||
Примечания:
1. Допускается увеличение радиуса кривизны ![]() , если это не нарушает правильности зацепления в передаче.
, если это не нарушает правильности зацепления в передаче.
2. Допускается увеличение радиального зазора ![]() цилиндрической зубчатой передачи, вызванное изменением диаметра впадин, до
цилиндрической зубчатой передачи, вызванное изменением диаметра впадин, до ![]() при обработке зубчатых колес долбяками и шеверами и до
при обработке зубчатых колес долбяками и шеверами и до ![]() при обработке под зубошлифование.
при обработке под зубошлифование.
4. Для улучшения работоспособности тяжелонагруженных и высокоскоростных цилиндрических зубчатых передач внешнего зацепления рекомендуется применять исходный контур с модификацией профиля головки зуба (черт.2), при этом линия модификации - прямая, коэффициент высоты модификации ![]() должен быть не более 0,45, а коэффициент глубины модификации
должен быть не более 0,45, а коэффициент глубины модификации ![]() - не более 0,02.
- не более 0,02.
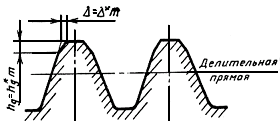
Черт.2
Параметры модификации профиля головки зуба исходного контура приведены в справочном приложении.
5. Для передач, к которым предъявляются специальные требования, допускается применение исходных контуров, отличающихся от установленных настоящим стандартом, параметры которых должны устанавливаться в отраслевых стандартах.
6. Допускается изготавливать зубчатые колеса винтовых передач в соответствии с исходным контуром, установленным настоящим стандартом.
ПРИЛОЖЕНИЕ
Справочное
ПАРАМЕТРЫ МОДИФИКАЦИИ ПРОФИЛЯ ГОЛОВКИ ЗУБА ИСХОДНОГО КОНТУРА
1. Рекомендуются следующие параметры модификации профиля головки зуба исходного контура:
коэффициент глубины модификации ![]() в зависимости от модуля и степени точности в соответствии с таблицей.
в зависимости от модуля и степени точности в соответствии с таблицей.
|
Модуль |
Степень точности по нормам плавности работы по ГОСТ 1643-72 | ||
|
|
6 |
7 |
8 |
|
До 2 |
0,010 |
0,015 |
0,020 |
|
Св. 2 " 3,5 |
0,009 |
0,012 |
0,018 |
|
" 3,5 " 6,3 |
0,008 |
0,010 |
0,015 |
|
" 6,3 " 10 |
0,006 |
0,008 |
0,012 |
|
" 10 " 16 |
0,005 |
0,007 |
0,010 |
|
" 16 " 25 |
- |
0,006 |
0,009 |
|
" 25 " 40 |
- |
- |
0,008 |
2. Зубчатые колеса рекомендуется изготавливать без модификации профиля головки зуба, если в результате модификации головки величина части коэффициента торцевого перекрытия, определяемая участками главных профилей ![]() окажется менее 1,1 у прямозубых передач и менее 1,0 у косозубых и шевронных передач. Для передачи со смещением, если коэффициент суммы смещений равен нулю (равносмещенная передача), условия, при которых величина
окажется менее 1,1 у прямозубых передач и менее 1,0 у косозубых и шевронных передач. Для передачи со смещением, если коэффициент суммы смещений равен нулю (равносмещенная передача), условия, при которых величина ![]() получается соответственно равной 1,1 и 1; определяют по графику на черт.3.
получается соответственно равной 1,1 и 1; определяют по графику на черт.3.
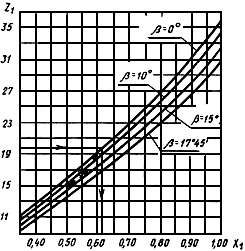
Черт.3
Пример.
Для прямозубой передачи (![]() ), в которой
), в которой ![]() и
и ![]() , величина
, величина ![]() при
при ![]() . Если
. Если ![]() , то
, то ![]() .
.
График действителен при отсутствии подрезания зубьев колеса исходной производящей рейкой. Определение коэффициента наименьшего смещения исходного контура зубчатого колеса ![]() , при уменьшении которого возникает подрезание зубьев исходной производящей рейкой, производится по графику на черт.4 в зависимости от числа зубьев
, при уменьшении которого возникает подрезание зубьев исходной производящей рейкой, производится по графику на черт.4 в зависимости от числа зубьев ![]() и угла наклона линии зуба
и угла наклона линии зуба ![]() .
.
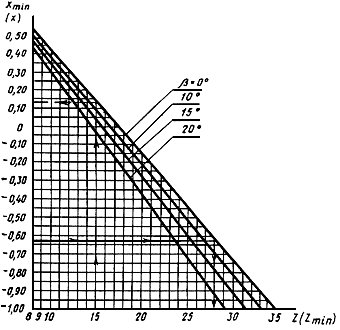
Черт.4
3. Зубчатые колеса передач внутреннего зацепления могут изготавливаться в соответствии с исходным контуром, параметры модификации профиля головок которых приведены в п.1 настоящего справочного приложения для зубчатых колес передач внешнего зацепления.
4. При окончательной обработке боковых поверхностей зубьев зубообрабатывающим инструментом следует с практически возможным приближением обеспечивать параметры модификации и переходные кривые, при этом действительная высота модификации головки зуба должна быть не более номинальной.
5. В технически обоснованных случаях, при массовом и крупносерийном производстве и для передач точнее 6-й степени точности рекомендуется изменение параметров модификации применительно к частным условиям работы передачи.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1981