ГОСТ 1770-74
(ИСО 1042-83,
ИСО 4788-80)
Группа П66
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Посуда мерная лабораторная стеклянная
ЦИЛИНДРЫ, МЕНЗУРКИ, КОЛБЫ, ПРОБИРКИ
Технические условия
Laboratory volumetric glassware.
Cylinders, beakers, measuring flasks, test tubes.
Specifications
Дата введения 1976-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством приборостроения, средств автоматизации и систем управления СССР
РАЗРАБОТЧИКИ: А.С.Прокудина (руководитель темы); Л.К.Захаров; В.Ф.Климова; Г.А.Гущина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18.11.74 N 2547
3. Периодичность проверки - 5 лет.
4. В стандарт введены требования ИСО 1042-83 и ИСО 4788-80. Стандарт содержит все требования СТ СЭВ 1247-78, СТ СЭВ 4021-83, СТ СЭВ 4977-85.
5. Стандарт унифицирован со стандартом НРБ ВДС 8409-70.
6. ВЗАМЕН ГОСТ 1770-64, ГОСТ 4.318-85 в части мерной посуды.
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта приложения |
|
ГОСТ 8.001-80 |
3.1 |
|
ГОСТ 8.234-77 |
4.4 |
|
ГОСТ 8.383-80 |
3.1 |
|
ГОСТ 14.205-83 |
Приложение 3 |
|
ГОСТ 2991-85 |
5.2 |
|
ГОСТ 5244-79 |
5.2 |
|
ГОСТ 5959-80 |
5.2 |
|
ГОСТ 7329-91 |
4.3, Приложение 3 |
|
ГОСТ 7376-89 |
5.2 |
|
ГОСТ 7851-74 |
2.5 |
|
ГОСТ 7933-89 |
5.2 |
|
ГОСТ 8273-75 |
5.2; 5.5 |
|
ГОСТ 8682-70 |
1.1; 1.3; 1.3а; 1.4, 1.5; 4.5 |
|
ГОСТ 8828-89 |
5.5 |
|
ГОСТ 10354-82 |
5.2; 5.5 |
|
ГОСТ 14192-77 |
5.6 |
|
ГОСТ 15150-69 |
5.7 |
|
ГОСТ 15155-89 |
5.2 |
|
ГОСТ 15841-88 |
5.2 |
|
ГОСТ 16337-77 |
2.6 |
|
ГОСТ 16511-86 |
5.2 |
|
ГОСТ 16536-90 |
5.2 |
|
ГОСТ 18242-72 |
3.2 |
|
ГОСТ 19808-86 |
2.1; 3.3 |
|
ГОСТ 21400-75 |
2.1; 3.3 |
|
ГОСТ 24634-81 |
5.2; 5.6 |
|
ГОСТ 25706-83 |
4.1 |
8. Проверен в 1989 г. Срок действия продлен до 01.01.96* Постановлением Госстандарта СССР от 21.12.89 N 3953
______________
* Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-12, 1994 год)
9. ПЕРЕИЗДАНИЕ (июнь 1992 г.) с Изменениями N1, 2, 3, 4, 5, 6, 7, 8, 9, утвержденными в августе 1977 г., июле 1979 г., ноябре 1980 г., декабре 1982 г., апреле 1984 г., июле 1985 г., апреле 1986 г., марте 1989 г., декабре 1989 г. (ИУС 10-77, 9-79, 1-81, 3-83, 7-84, 10-85, 7-86, 6-89, 4-90)
Настоящий стандарт распространяется на мерную лабораторную стеклянную посуду: цилиндры, мензурки, колбы и пробирки (в дальнейшем, посуда), изготовляемые для нужд народного хозяйства и экспорта.
Стандарт соответствует стандартам ИСО 1042-83 и ИСО 4788-80.
Степень соответствия настоящего стандарта СТ СЭВ 1247-78, СТ СЭВ 4021-83, СТ СЭВ 4977-85 приведены в приложении 2.
(Измененная редакция, Изм. № 1, 2, 3,4, 6, 7, 8).
1. ИСПОЛНЕНИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Цилиндры должны изготовляться классов точности 1 и 2, исполнений 1, 2, 3, 4 в соответствии с черт.1 и 2 и табл.1 и 2.
(Измененная редакция, Изм. №7, 8, 9).
Цилиндры
|
Исполнение 1 |
Исполнение 2 |
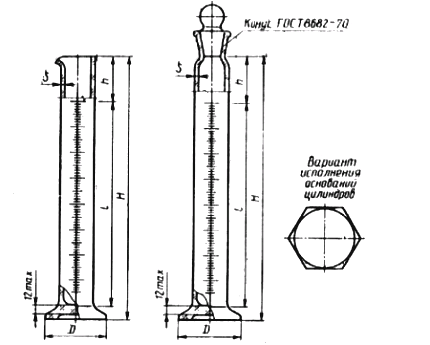
Черт.1
Цилиндры исполнений 1 и 2
Таблица 1
Размеры, мм
|
Вмести- |
Цена наимень- |
Объем, соответст- |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682-70 | |
|
|
мл |
отметке, мл |
|
|
|
|
Номин. |
Пред. откл. |
|
|
5 |
0,1 |
0,5 |
30 |
115 |
20 |
55 |
|
|
7/16; 10/19 |
|
10 |
0,2 |
1,0 |
40 |
140 |
20 |
65 |
1,3 |
±0,3 |
10/19 |
|
25 |
0,5 |
3,0 |
45 |
170 |
25 |
85 |
|
|
14/23 |
|
50 |
1,0 |
5,0 |
50 |
200 |
30 |
110 |
|
|
14/23; 19/26 |
|
100 |
1,0 |
10,0 |
60 |
260 |
35 |
145 |
1,5 |
±0,5 |
19/26; 24/29 |
|
250 |
2,0 |
20,0 |
70 |
335 |
40 |
200 |
|
|
19/26; 29/32 |
|
500 |
5,0 |
50,0 |
90 |
390 |
45 |
250 |
Не менее 1,1 |
- |
29/32; 34/35 |
|
1000 |
10,0 |
100,0 |
115 |
470 |
50 |
310 |
Не менее 1,5 |
- |
29/32; 45/40 |
|
2000 |
20,0 |
200,0 |
140 |
570 |
50 |
380 |
|
|
34/35; 45/40 |
Примечание. По требованию заказчика допускается изготовлять цилиндры вместимостью 10 мл и 100 мл с градуировкой от нуля.
Пример условного обозначения цилиндра исполнения 2, вместимостью 100 мл, 1-го класса точности:
Цилиндр 2-100-1 ГОСТ 1770-74
|
Исполнение 3 |
Исполнение 4 |
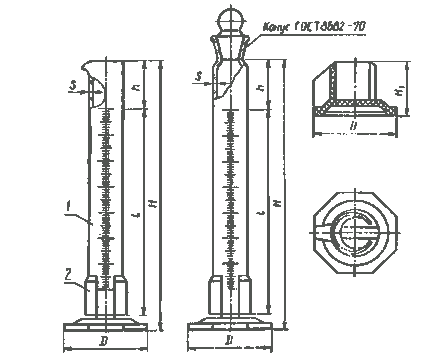
1 - цилиндр; 2 - основание.
Черт.2
Цилиндры исполнений 3 и 4
Таблица 2
Размеры, мм
|
Вмести- |
Цена наимень- |
Объем, соответст- |
|
|
|
|
|
|
Обозначение конуса по ГОСТ 8682-70 | |
|
|
мл |
отметке, мл |
|
|
|
|
|
Номин. |
Пред. откл. |
|
|
25 |
0,5 |
3,0 |
45 |
170 |
25 |
25 |
85 |
1,3 |
±0,3 |
14/23 |
|
50 |
1,0 |
5,0 |
50 |
200 |
30 |
28 |
110 |
|
|
14/23; 19/26 |
|
100 |
1,0 |
10,0 |
60 |
260 |
35 |
32 |
145 |
1,5 |
±0,5 |
19/26; 24/29 |
|
250 |
2,0 |
20,0 |
70 |
335 |
40 |
40 |
200 |
|
|
19/26; 29/32 |
Пример условного обозначения цилиндра исполнения 4, вместимостью 100 мл, 2-го класса точности:
Цилиндр 4-100-2 ГОСТ 1770-74
1.2. Мензурки должны изготовляться в соответствии с черт.3 и табл.3.
Мензурка
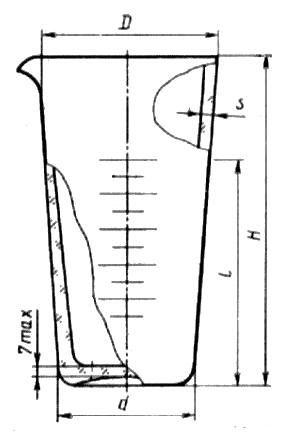
Черт.3
Таблица 3
Размеры, мм
|
Вмести- |
Цена наимень- |
Объем, соответст- |
|
|
|
|
| ||||
|
мл |
деления, мл |
нижней отметке, мл, не более |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
Номин. |
Пред. откл. |
|
50 |
5 |
5 |
80 |
|
45 |
|
32 |
|
50 |
|
-0,5 |
|
|
|
|
|
±5 |
|
±2 |
|
±2 |
|
|
+0,8 |
|
100 |
10 |
10 |
100 |
|
56 |
|
38 |
|
65 |
|
|
|
250 |
25 |
25 |
120 |
|
75 |
|
55 |
|
80 |
|
|
|
500 |
25 |
50 |
150 |
|
95 |
|
70 |
|
100 |
|
±0,6 |
|
1000 |
50 |
100 |
170 |
±10 |
122 |
±3 |
90 |
±3 |
130 |
2,0 |
|
Пример условного обозначения мензурки вместимостью 100 мл:
Мензурка 100 ГОСТ 1770-74
1.3. Колбы должны изготовляться 1 и 2 классов точности исполнений 1, 2, 3, 4 в соответствии с черт.4 и 5 и табл.4 и 5.
Колбы
|
Исполнение 1 |
Исполнение 2 |
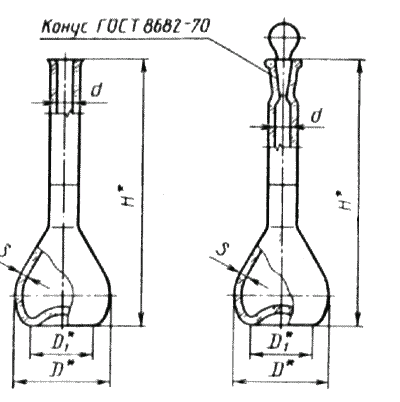
Черт.4
____________________
* Размеры для справок.
Таблица 4
Размеры, мм
|
Номи- |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682-70 |
Минимальное расстояние объемной риски от места | |
|
мл |
для колб класса точности |
|
|
|
|
|
изменения размера сечения, не | |
|
|
1 |
2 |
|
|
|
|
|
менее |
|
5 |
От 6 до 8 |
От 6 до 10 |
70 |
22 |
15 |
|
7/16 |
5 |
|
10 |
От 6 до 8 |
От 6 до 10 |
90 |
27 |
18 |
|
|
5 |
|
25 |
От 8 до 10 |
110 |
40 |
25 |
|
7/16 |
5 | |
|
50 |
От 10 до 12 |
140 |
50 |
35 |
|
10/19 |
10 | |
|
100 |
От 12 до 14 |
170 |
60 |
40 |
|
12/21 |
10 | |
|
200 |
От 14 до 17 |
210 |
75 |
50 |
|
|
10 | |
|
250 |
От 14 до 17 |
220 |
80 |
55 |
|
|
10 | |
|
300 |
От 14 до 17 |
240 |
84 |
60 |
0,9 |
14/23 |
10 | |
|
500 |
От 17 до 21 |
260 |
100 |
70 |
|
14/23 |
15 | |
|
1000 |
От 21 до 25 |
300 |
125 |
85 |
|
19/26 |
15 | |
|
2000 |
От 25 до 30 |
370 |
160 |
110 |
|
24/29 |
15 | |
Пример условного обозначения колбы исполнения 2, вместимостью 100 мл, 2-го класса точности:
Колба 2-100-2 ГОСТ 1770-74
|
Исполнение 3 |
Исполнение 4 |
Черт.5
____________________
* Размеры для справок.
Таблица 5
Размеры, мм
|
Вместимость колб, мл |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682-70 |
|
50; 55 |
От 10 до 12 |
185 |
50 |
35 |
0,8 |
10/19 |
|
100; 110 |
" 12 " 14 |
235 |
60 |
40 |
|
|
|
200; 220 |
" 14 " 17 |
265 |
75 |
50 |
0,9 |
14/23 |
Пример условного обозначения колбы исполнения 4, вместимостью 100 мл, 2-го класса точности:
Колба 4-100-2 ГОСТ 1770-74
(Измененная редакция, Изм. № 4, 9).
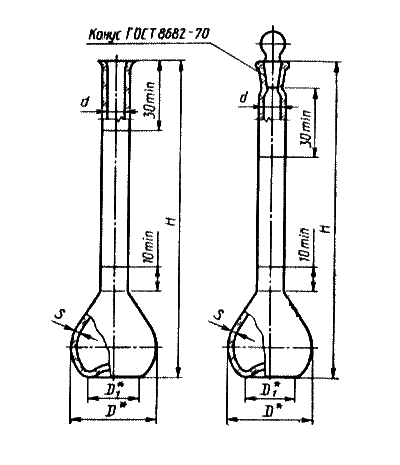
1.3а. Пробирки должны изготовляться исполнений 1 и 2 в соответствии с черт.5а и 5б и табл.5а.
Пробирки
|
Исполнение 1 |
Исполнение 2 |
|
|
|
|
____________________ |
|
|
Черт.5а
|
Черт.5б
|
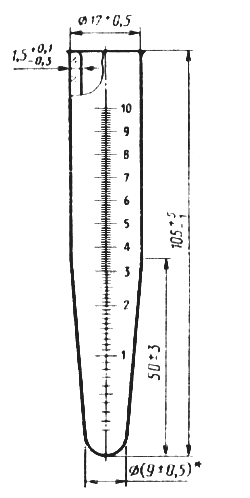

Пробирки исполнения 2
Таблица 5а
Размеры, мм
|
Номинальная вместимость, мл |
|
Цена деления, мл |
Обозначение конуса по ГОСТ 8682-70 |
|
5 |
90 |
0,2 |
14/23 |
|
|
110 |
0,1 |
10/19 |
|
10 |
150 |
|
|
|
15 |
180 |
|
|
|
20 |
190 |
|
|
|
25 |
210 |
|
|
Пример условного обозначения пробирки исполнения 1, вместимостью 10 мл с ценой деления 0,1 мл из химически стойкого стекла:
П-1-10-0,1 ХС ГОСТ 1770-74
Пример условного обозначения пробирки исполнения 2 номинальной вместимостью 15 мл с взаимозаменяемым конусом 14/23 из химически стойкого стекла
П-2-15-14/23 ХС ГОСТ 1770-74.
(Измененная редакция, Изм. №4, 5).
1.4. Основные параметры и размеры посуды должны соответствовать указанным на черт.1-5б и в табл.1-5а.
Пробирки исполнения 1 должны изготовляться номинальной вместимостью 10 мл с ценой деления 0,1 мл.
Примечание. Допускается по заказу потребителя изготовлять пробирки исполнения 1 с ценой деления 0,2 мл или без делений и толщиной стенки не менее 0,6 мм.
(Измененная редакция, Изм. № 3, 4, 7, 8).
1.5. Основные размеры пробок должны соответствовать указанным на черт.6 и в табл.6.
Пробки из пластмассы должны соответствовать указанным на черт.6а и в табл.6а.
Пробка стеклянная
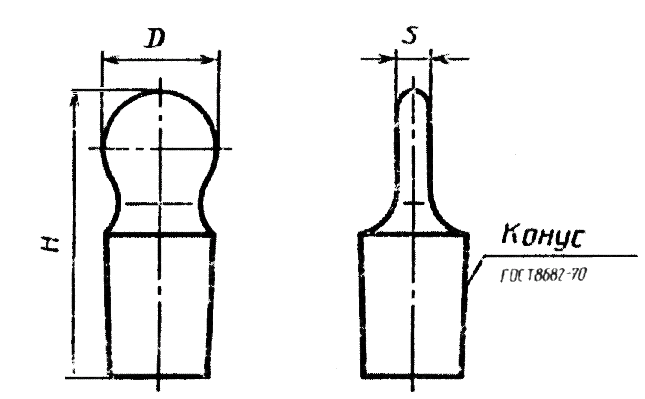
Черт.6
Таблица 6
Размеры, мм
|
|
|
|
Обозначение конуса пробок по ГОСТ 8682-70 | |
|
Номин. |
Пред. откл. |
|
|
|
|
32 |
|
|
|
7/16 |
|
35 |
|
|
|
10/19 |
|
41 |
|
16 |
4 |
14/23 |
|
50 |
|
20 |
5 |
19/26 |
|
65 |
|
|
|
29/32 |
|
70 |
|
|
|
34/35 |
Пробка пластмассовая

Черт.6а
Таблица 6а
мм
|
Конусы горловин посуды по ГОСТ 8682-70 |
|
|
|
|
7/16 |
14 |
30 |
4 |
|
10/19 |
20 |
34 |
6 |
|
14/23 |
24 |
38 |
6 |
|
19/26 |
30 |
43 |
6 |
|
29/32 |
44 |
54 |
8 |
|
34/35 |
50 |
60 |
10 |
(Измененная редакция, Изм. №1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Посуда должна изготовляться из химико-лабораторного стекла групп ХС2 и ХС3 по ГОСТ 21400-75 в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Пробирки допускается изготовлять из медицинского стекла по ГОСТ 19808-86.
(Измененная редакция, Изм. №1, 4).
2.2. Посуда должна быть отожжена. Удельная разность хода не должна превышать 8 млн![]() для цилиндров, мензурок и колб, 10-12 млн
для цилиндров, мензурок и колб, 10-12 млн![]() для пробок к цилиндрам и колбам и 7-9 млн
для пробок к цилиндрам и колбам и 7-9 млн![]() для пробирок.
для пробирок.
(Измененная редакция, Изм. №6, 9).
2.3. На поверхности и в толще стекла посуды не допускаются:
окалина, камни;
расстекловывание;
трещины и грубые царапины;
прилипшая крошка;
свиль, сопровождаемая внутренними напряжениями, не соответствующими разности хода, указанной в п.2.2; нитевая свиль;
капиллярные пузыри диаметром более 0,2 мм и открытые и продавливаемые капиллярные пузыри;
пузыри размером более 0,8 мм в сосредоточенном виде и открытые и продавливаемые пузыри;
недопрессовка мензурок;
морщины и волнистость;
посечка.
Число и размеры неоткрытых и непродавливаемых пузырей, узлов и капель на поверхности и в толще стекла посуды не должны превышать указанных в табл.7а. В основании цилиндров вместимостью более 50 мл со стороны дна допускается не более 2 пузырей размером в поперечном сечении не более 6 мм.
На поверхности и в толще стекла, занимаемых шкалой или отметками, не допускаются дефекты, мешающие отсчету.
Таблица 7а
|
Номинальная вместимость, мл |
Недопустимые пороки | |||
|
|
узлы и капли |
пузыри | ||
|
|
Число, шт., более |
Размеры, мм, более |
Число, шт., более |
Размеры, мм, более |
|
Для посуды, кроме цилиндров | ||||
|
От 50 до 200 |
4 |
1,5 |
3 |
2,0 |
|
Св. 200 до 500 |
4 |
2,0 |
5 |
3,0 |
|
Св. 500 до 2000 |
6 |
2,5 |
7 |
4,0 |
|
Для цилиндров | ||||
|
От 50 до 250 |
2 |
1,5 |
3 |
1,5 |
|
Св. 250 |
3 |
2,5 |
7 |
3,5 |
(Измененная редакция, Изм. №7,8).
2.4. Цилиндры, колбы и пробирки вымеряют на наливной объем, мензурки - на отливной объем.
Допускаемые погрешности от номинальной вместимости посуды при температуре 20°С не должны превышать указанных в табл.7.
Таблица 7
мл
|
Допустимая погрешность | |||||
|
Номинальная вместимость |
Цилиндры |
|
Колбы | ||
|
|
1-го класса |
2-го класса |
|
1-го класса |
2-го класса |
|
5 |
0,10 |
0,10 |
- |
0,025 |
0,05 |
|
10 |
0,10 |
0,20 |
- |
0,025 |
0,05 |
|
25 |
0,25 |
0,50 |
- |
0,04 |
0,08 |
|
50 |
0,25 |
1,00 |
2,50 |
0,06 |
0,12 |
|
100 |
0,50 |
1,00 |
5,00 |
0,10 |
0,20 |
|
200 |
- |
- |
- |
0,15 |
0,30 |
|
250 |
1,25 |
2,00 |
5,00 |
0,15 |
0,30 |
|
300 |
- |
- |
- |
0,20 |
0,40 |
|
500 |
2,50 |
5,00 |
12,50 |
0,25 |
0,50 |
|
1000 |
5,00 |
10,00 |
25,00 |
0,40 |
0,80 |
|
2000 |
10,00 |
20,00 |
- |
0,60 |
1,20 |
Допускаемые погрешности номинальной вместимости пробирок при температуре 20°С не должны быть более ±0,2 мл для исполнений 1 и 2 и более ±0,1 мл для исполнения П-2-5-10/19.
Исполнение по допускаемой погрешности для конкретных средств определяется потребителем.
(Измененная редакция, Изм. №4, 5, 8, 9).
2.5. Цилиндры и колбы с конусами горловин КШ 7/16, КШ 10/19, КШ 14/23, КШ 19/26, КШ 29/32 и КШ 34/35 могут изготовляться с пробками из пластмассы.
Допускается изготовлять колбы и цилиндры с пластмассовыми пробками с горловинами по ГОСТ 7851-74.
Пластмассовые пробки на конической части могут выступать из горловины с невзаимозаменяемыми конусами по ГОСТ 7851-74 с нешлифованой поверхностью не более 8 мм.
(Измененная редакция, Изм. №1, 5, 6).
2.6. Пластмассовые основания и пробки должны быть изготовлены из полиэтилена марок 15803-020, 18103-035, 18203-055, 16803-070 по ГОСТ 16337-77.
2.7. На полиэтиленовых основаниях и пробках не допускаются:
а) коробление опорной части основания;
б) недолив;
в) пузыри в массе и вздутия;
г) усадочные раковины;
д) инородные включения ;
е) трещины;
ж) риски, царапины, сколы.
Допускаются незначительные усадочные раковины на нижней конической части основания, волосные риски и царапины, следы от стыка потоков литьевого материала.
2.8. Пластмассовые основания и пробки должны быть зачищены от облоя.
2.9. Дно посуды должно быть плоским или незначительно вогнутым и должно быть перпендикулярно продольной оси посуды. Посуда, поставленная на горизонтальную поверхность, должна стоять устойчиво, не качаясь.
Пустые колбы (без пробок) вместимостью 25 мл и более, цилиндры (без пробок) и мензурки всех вместимостей не должны опрокидываться на поверхности, наклоненной под углом 15° к горизонтали.
Пустые колбы вместимостью менее 25 мл не должны опрокидываться на поверхности, наклоненной под углом 10° к горизонтали.
Допускается дополнительная обработка нижней части оснований цилиндров и мензурок.
Края посуды должны быть ровно обрезаны, оплавлены, а для колб и пробирок слегка развернуты.
Не допускаются неоплавленные сколы и оплавленные размером более 0,5 мм.
Не допускаются наплывы стекла пробирок в местах спая более 1 мм, а на дне более 2 мм.
(Измененная редакция, Изм. №4, 5, 7, 8).
2.10. Отклонение от параллельности верхнего края и дна посуды не должно превышать:
2 мм - для посуды вместимостью до 250 мл;
3 мм - для посуды вместимостью свыше 250 мл.
2.11. Отклонение от круглости посуды, определяемое разностью двух взаимно перпендикулярных диаметров, не должно превышать 1 мм для колб, 1,5 мм для цилиндров и пределов допускаемых отклонений диаметра для мензурок и пробирок.
Отклонение от круглости стеклянного основания цилиндров не должно быть более 3 мм.
Отклонение от цилиндричности пробирок исполнения 2 не должно быть более 1% высоты пробирок.
(Измененная редакция, Изм. №4).
2.12. Носики цилиндров и мензурок должны быть симметричной формы и обеспечивать слив жидкости без подтекания.
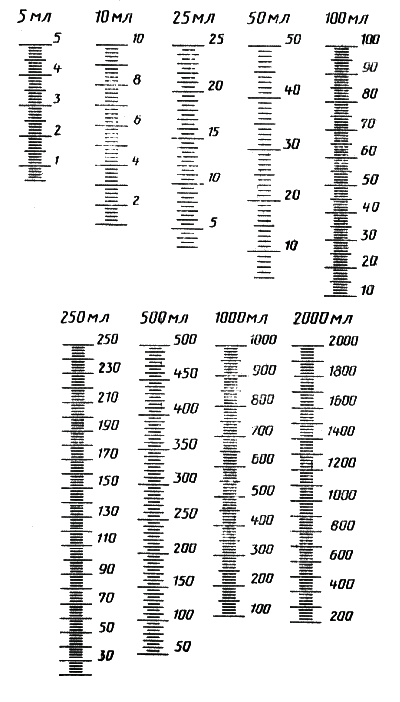
2.13. На цилиндрах, мензурках и пробирках должна быть нанесена шкала, соответствующая вместимости. Оцифровка и нанесение отметок на шкалах должны соответствовать указанным в приложении 1.
2.14. Посуда должна быть градуирована по нижнему краю мениска.
2.13, 2.14. (Измененная редакция, Изм. №4).
2.15. Отметки шкал должны располагаться симметрично и перпендикулярно к продольной оси цилиндров, мензурок, пробирок и быть параллельны между собой.
Не допускается смещение шкалы относительно оси цилиндров более 1° и мензурок более 2°.
Разрывы отметок шкалы не должны превышать 0,5 мм.
На посуде, предназначенной для экспорта, отметки шкалы не должны иметь разрывов.
(Измененная редакция, Изм. №2, 4).
2.16. Оцифровка на шкалах цилиндров, мензурок и пробирок должна быть нанесена над соответствующими отметками или против них с правой стороны шкалы снизу вверх. Число, равное номинальной вместимости, должно быть указано сверху.
(Измененная редакция, Изм. №4).
2.17. На цилиндрической части горловины колб должна быть нанесена делительная отметка номинальной вместимости по всей окружности или с промежутком, не превышающим 10% длины окружности.
Ширина делительных отметок не должна быть более 0,3 мм.
Не допускаются разрывы делительных отметок более 0,5 мм в количестве более трех на изделие.
На посуде, предназначенной для экспорта, делительные отметки не должны иметь разрывов.
(Измененная редакция, Изм. №2, 5).
2.18. Длина наибольших отметок шкал цилиндров не должна быть менее 0,25 длины окружности цилиндра, длина промежуточных отметок - 0,15 длины окружности, длина коротких отметок - 0,1 длины окружности.
Разница в длине отметок одного значения не должна превышать ±0,5 мм номинального размера.
Длина наименьших отметок пробирок не должна быть менее 3 мм; длина промежуточных отметок должна быть не менее чем на 2 мм больше длины наименьших; длина наибольших отметок - не менее чем на 3 мм больше длины промежуточных. Для пробирок исполнения 1 с ценой деления 0,2 мл на конусной части длина наименьших отметок должна быть не менее 2 мм, длина наибольших отметок - не менее 5 мм.
(Измененная редакция, Изм. №4, 8).
2.19. Длина отметок шкал мензурок должна соответствовать указанной в табл.8.
Таблица 8
|
Вместимость мензурок, мл |
Длина короткой отметки, мм, не менее |
Длина длинной отметки, мм, не менее |
|
50 |
6 |
12 |
|
100 |
7 |
14 |
|
250 |
10 |
18 |
|
500 |
10 |
20 |
|
1000 |
14 |
28 |
(Измененная редакция, Изм. №4, 5).
2.20. Ширина отметок шкал цилиндров, мензурок и пробирок не должна быть более указанной в табл.9.
Не допускается увеличение ширины на концах отметок более чем на 0,2 мм.
Таблица 9
|
Вместимость, мл | |||
|
Ширина отметки, мм |
цилиндров |
мензурок |
пробирок |
|
0,3 |
5; 10 |
- |
5 |
|
0,4 |
25; 50; 100; 250 |
50; 100; 250 |
10; 15; 20; 25 |
|
0,5 |
500; 1000; 2000 |
500; 1000 |
- |
(Измененная редакция, Изм. №4, 8).
2.21. Отметки, цифры и надписи на посуде должны быть четкими и устойчивыми в условиях эксплуатации.
(Измененная редакция, Изм. №5).
2.22. (Исключен, Изм. №8).
3. ПРАВИЛА ПРИЕМКИ
3.1. Посуда должна подвергаться государственным, приемосдаточным и периодическим испытаниям.
Государственные испытания - по ГОСТ 8.001-80 и ГОСТ 8.383-80.
(Измененная редакция, Изм. №3, 6).
3.2. При приемосдаточных испытаниях каждое изделие следует проверять на соответствие требованиям пп.2.13, 2.16, не менее 10% изделий от партии - на соответствие требованиям пп.1.1 - 1.4, 2.1 (в части соответствия чертежам), 2.5, 2.7, 2.8 (при входном контроле), 2.10, 2.11, 2.15 и менее 1% изделий от партии - на соответствие требованиям пп.2.12, 2.17 - 2.21.
Результаты выборочной проверки распространяются на всю партию.
Партией считают изделия, предъявленные к приемке по одному документу.
Изделия на соответствие требованиям пп.2.2, 2.3, 2.4, 2.9, 2.14 следует проверять по плану одноступенчатого контроля, соответствующего II ступени контроля по ГОСТ 18242-72 с приемочным уровнем равным 6,5% в соответствии с табл.10.
Таблица 10
шт.
|
Объем партии |
Объем выборки |
Приемочное число |
Браковочное число |
|
2 - 8 |
2 |
0 |
1 |
|
9 - 15 |
3 |
0 |
1 |
|
16 - 25 |
5 |
0 |
1 |
|
26 - 50 |
8 |
1 |
2 |
|
51 - 90 |
13 |
2 |
3 |
|
91 - 150 |
20 |
3 |
4 |
|
151 - 280 |
32 |
5 |
6 |
|
281 - 500 |
50 |
7 |
8 |
|
501 - 1200 |
80 |
10 |
11 |
|
1201 - 3200 |
125 |
14 |
15 |
|
3201 - 10000 |
200 |
21 |
22 |
|
10001 - 35000 |
315 |
21 |
22 |
|
35001 - 150000 |
500 |
21 |
22 |
|
150001 - 500000 |
800 |
21 |
22 |
Переход с нормального контроля на усиленный или ослабленный по ГОСТ 18242-72.
Партию изделий считают соответствующей требованиям настоящего стандарта, если число дефектных единиц в выборке меньше или равно приемочному числу и не соответствующей, если число дефектных единиц в выборке равно или больше браковочного числа.
(Измененная редакция, Изм. №8).
3.3. Периодическим испытаниям, проводимым предприятием-изготовителем одни раз в год, следует подвергать 10% изделий от партии, но не менее 10 изделий каждого исполнения на соответствие всем требованиям настоящего стандарта, кроме п.2.1 (в части соответствия стекла требованиям ГОСТ 21400-75 и ГОСТ 19808-86).
При неудовлетворительных результатах периодических испытаний посуды хотя бы по одному показателю испытаниям подвергают удвоенное число изделий, взятых от той же партии. Результаты повторных испытаний являются окончательными.
(Измененная редакция, Изм. №7, 8).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Исполнение, качество посуды, нанесение отметок и оцифровку шкал (пп.2.3, 2.7 - 2.9, 2.13, 2.16, 2.17, 5.1) проверяют внешним осмотром на расстоянии около 50 см при рассеянном дневном свете или соответствующем ему искусственном освещении.
Размеры посуды (пп.1.1 - 1.4, 2.9, 2.15, 2.17 - 2.20) дефекты стекла и исполнения (п.2.3, 2.10, 2.11) следует проверять универсальным измерительным инструментом и с помощью лупы по ГОСТ 25706-83 с увеличением не менее 6х.
Форму носиков (п.2.12), устойчивость посуды (п.2.9) проверяют опробованием.
Материал оснований и пробок (п.2.6) проверяют по сопроводительным документам.
(Измененная редакция, Изм. №5, 8).
4.2. (Исключен, Изм. №7).
4.3. Качество отжига (п.2.2) - по ГОСТ 7329-91.
4.4. Вместимость посуды и градуировку (п.2.4 и п.2.14) должны проверять по ГОСТ 8.234-77.
(Измененная редакция, Изм. №4).
4.5. Взаимозаменяемые конусы (п.2.5) следует проверять по ГОСТ 8682-70.
(Измененная редакция, Изм. №1).
4.6. Качество нанесения отметок, оцифровки и надписей (п.2.21) проверяют воздействием 5%-ного раствора пирофосфорнокислого натрия (![]() ) с добавлением 0,5%-ного раствора додецилбензосульфата натрия (
) с добавлением 0,5%-ного раствора додецилбензосульфата натрия (![]() ) в течение 2 ч при температуре (80 ± 2)°С или воздействием раствора с (
) в течение 2 ч при температуре (80 ± 2)°С или воздействием раствора с (![]() ) = 2 моль/л в течение 1 ч при температуре (20 ± 5)°С. После испытаний отметки, цифры и надписи должны быть хорошо видны, чтобы можно было снять показания в обычных условиях.
) = 2 моль/л в течение 1 ч при температуре (20 ± 5)°С. После испытаний отметки, цифры и надписи должны быть хорошо видны, чтобы можно было снять показания в обычных условиях.
(Измененная редакция, Изм. №5, 8).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На посуде должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) номинальная вместимость в мл на колбах;
в) надписи: "мл";
г) обозначение класса (на колбах);
д) "20°С";
е) буква О (отлив) или Н (налив);
ж) обозначение настоящего стандарта.
На пробирках, горловинах и пробках колб и цилиндров должны быть указаны размеры конусов.
На посуде, предназначенной для экспорта, дополнительно должна быть нанесена надпись "Сделано в СССР" на русском или иностранном языке, указанном в заказ-наряде внешнеторговой организации.
Надпись допускается наносить на первичной упаковке; допускается указывать (если иное не предусмотрено в заказ-наряде внешнеторговой организации) зарегистрированный за границей в установленном порядке товарный знак предприятия-изготовителя или товарный знак внешнеторгового объединения.
Пробирки исполнения П-1 (без делений) допускается по согласованию с потребителем не маркировать.
(Измененная редакция, Изм. №3, 4, 5).
5.2. Колбы, цилиндры, мензурки и пробирки должны быть завернуты в бумагу по ГОСТ 8273-75 или упакованы с подкладкой из гофрированного картона по ГОСТ 7376-89, на котором их укрепляют пленкой из пластмассы или уложены в коробки (ящики) из коробочного картона по ГОСТ 7933-89, или гофрированного картона по ГОСТ 7376-89 с применением разделительных прокладок.
Пробирки шлифов должны быть вынуты из горловины.
Упакованную посуду укладывают с мягкой прокладкой в ящики по ГОСТ 16536-90, ГОСТ 16511-86, ГОСТ 15841-88, ГОСТ 2991-85, ГОСТ 5959-80.
Колбы, цилиндры, мензурки и пробирки, предназначенные для экспорта, должны быть завернуты в бумагу марки А или Б по ГОСТ 8273-75 и упакованы с прокладкой из стружки марки П по ГОСТ 5244-79 в деревянные ящики по ГОСТ 24634-81.
Посуда, предназначенная для экспорта в страны с тропическим климатом, должна быть завернута в парафинированную бумагу по ГОСТ 8273-75 и упакована в пакеты из полиэтиленовой пленки по ГОСТ 10354-82 с прокладкой из стружки марки П, влажностью не более 12% по ГОСТ 5244-79. Швы пакета с посудой должны быть герметично сварены.
В соответствии с заказ-нарядом внешнеторговой организации стружка должна быть обработана антисептиком по ГОСТ 15155-89.
Допускается применять другие пленочные материалы, обеспечивающие сохранность посуды.
(Измененная редакция, Изм. № 2, 4, 5, 6, 8).
5.3. При транспортировании контейнером допускается другой вид тары, обеспечивающий сохранность изделий.
5.4. Масса брутто не должна быть более 50 кг.
5.5. Каждый ящик должен иметь сопроводительную документацию с указанием:
а) товарного знака или наименования предприятия-изготовителя;
б) наименования и количества изделий;
в) обозначения настоящего стандарта;
г) даты выпуска.
Товаросопроводительная документация для посуды, предназначенной для экспорта, должна соответствовать требованиям и составляться на языке, указанном в заказе-наряде внешнеторговой организации.
Товаросопроводительная документация должна быть завернута в оберточную бумагу марки А или Б по ГОСТ 8273-75 и вложена в пакет из полиэтиленовой пленки по ГОСТ 10354-82, а для стран с тропическим климатом - в два пакета, с последующим упаковыванием в водонепроницаемую бумагу по ГОСТ 8828-89.
Края водонепроницаемой бумаги должны быть склеены синтетическим клеем. Швы пакета из полиэтиленовой пленки должны быть герметично сварены.
Товаросопроводительная документация должна укладываться в ящик с упакованными изделиями.
Один экземпляр упаковочного листа для посуды, предназначенной для экспорта, должен быть помещен в пакет, из водонепроницаемой бумаги по ГОСТ 8828-89 или бумаги с полиэтиленовым покрытием и уложен в специальный карман ящика.
Для посуды, предназначенной для экспорта в страны с тропическим климатом, упаковочный лист должен быть помещен в пакет из полиэтиленовой пленки по ГОСТ 10354-82, швы которого надежно свариваются. Пакет дополнительно обертывают в бумагу, покрытую полиэтиленом, или водонепроницаемую бумагу и укладывают в карман ящика.
При упаковывании партии посуды в несколько ящиков карман укрепляют на ящике №1.
(Измененная редакция, Изм. №2).
5.6. Маркировка транспортной тары должна производиться в соответствии с ГОСТ 14192-77.
На каждом ящике должны быть нанесены манипуляционные знаки, соответствующие надписям: "Верх, не кантовать", "Осторожно, хрупкое" и надпись "Не бросать!"
Маркировка транспортной тары для посуды, предназначенной для экспорта, - в соответствии с заказ-нарядом внешнеторговой организации и ГОСТ 14192-77, ГОСТ 24634-81.
(Измененная редакция, Изм. №2, 3).
5.7. Транспортирование и хранение посуды - по группе условий 6 ГОСТ 15150-69.
(Измененная редакция, Изм. №4).
5.8. Цилиндры с пластмассовыми основаниями и пробками и колбы с пластмассовыми пробками должны храниться в помещениях при температуре от 0 до 25°С на расстоянии не менее 1 м от теплоизлучающих устройств. Изделия должны быть защищены от воздействия прямых солнечных лучей и веществ, разрушающе действующих на пластмассовые основания.
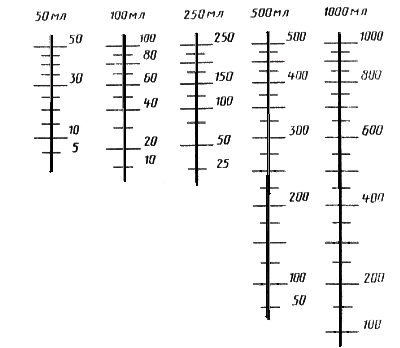
ПРИЛОЖЕНИЕ 1
Справочное
ОЦИФРОВКА И НАНЕСЕНИЕ ОТМЕТОК НА ШКАЛАХ
Продолжение
ПРИЛОЖЕНИЕ 2
Справочное
ИНФОРМАЦИОННЫЕ ДАННЫЕ О СООТВЕТСТВИИ
ГОСТ 1770-74, СТ СЭВ 1247-78, СТ СЭВ 4021-83 и СТ СЭВ 4977-85
|
Пункты | |||
|
ГОСТ 1770-74 |
СТ СЭВ 1247-78 |
СТ СЭВ 4021-83 |
СТ СЭВ 4977-85 |
|
1.1; черт.1, 2; табл.1, 2 |
- |
- |
1.1; 1.2; черт.1, 2; табл.1; 2.11 |
|
Разд.1, черт.4 |
- |
1.3; табл.1 |
- |
|
1.3; черт.5 |
- |
1.1; 1.2; 1.3 |
- |
|
1.3; разд.2; табл.7 |
1.1; 1.5.2; 1.5.3; 1.5.4; 1.5.5; 1.5.6; приложения 1 и 2 |
- |
- |
|
1.4 |
1.3.2; 1.3.3; 1.4.1; 1.6.7; 1.6.8 |
- |
- |
|
1.5 |
1.8 |
- |
- |
|
2.1; 2.6; черт.1, 2 |
1.2.1 |
- |
2.1 |
|
2.2 |
1.2.2 |
- |
- |
|
2.3 |
- |
2.1; табл.2; 2.7 |
2.2; 2.3 |
|
2.4 |
1.4.2 |
2.4; табл.3 |
2.4; 2.5 |
|
2.9; 2.12 |
1.3.4;1.3.5; 1.3.6 |
2.2; 2.3 |
2.9; 2.10 |
|
2.13; 2.15 |
1.6.3; 1.6.4; 1.6.9 |
- |
2.8 |
|
2.14 |
1.46 (I) |
- |
- |
|
2.17 |
1.6.4; 1.6.5 |
2.5; 2.6 |
- |
|
2.18 |
1.6.12 |
- |
- |
|
2.20; 2.21 |
- |
- |
2.7 |
|
2.21 |
- |
2.8 |
- |
|
2.22 |
- |
2.9 |
- |
|
3.1 |
2.21 |
- |
- |
|
4.1 |
- |
3.1-3.3 |
3.1; 3.2 |
|
4.2 |
- |
3.4 |
- |
|
4.4 |
- |
- |
3.3 |
|
4.5 |
- |
- |
3.4 |
|
4.6 |
- |
3.5 |
3.5 |
|
5.1 |
3.1 |
- |
- |
|
5.2; 5.3 |
- |
4.1; 4.2 |
4.1 |
|
5.6 |
- |
4.3 |
4.2 |
|
5.7; 5.8 |
- |
4.4; 4.5 |
4.3; 4.4 |
|
Приложение 1 |
1.6.13; 1.6.14; 1.6.15; 1.7.2 (1-4) |
- |
2.6 |
(Измененная редакция, Изм. №7).
ПРИЛОЖЕНИЕ 3
Обязательное
1. Номенклатура показателей качества лабораторных приборов и аппаратов из стекла
1.1. Номенклатура показателей качества и характеризуемые ими свойства лабораторных приборов и аппаратов из стекла
|
Наименование показателя качества |
Наименование характеризуемого свойства |
|
1.1. Предел допускаемой погрешности, см |
Характеристика точности измерения |
|
1.2. Удельная разность хода лучей, млн |
Двойное лучепреломление |
|
1.3. Номинальная вместимость, см |
Объем |
|
1.4. Цена деления, см |
Характеристика точности измерения |
|
1.5. Класс точности |
- |
|
1.6. Показатель герметичности, Па |
Герметичность |
|
1.7. Объем, соответствующий нижней отметке, см |
Объем |
|
1.8. Материал |
Физико-химическое |
|
1.9. Габаритные размеры, мм |
Геометрическое |
|
2. Показатели экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов | |
|
2.1. Масса изделия, кг |
Экономичность по расходу материала |
|
3. Эстетические показатели | |
|
3.1 Показатель четкости исполнения шкал, знаков, указателей, балл |
Совершенство производственного исполнения |
|
3.2. Окалина |
То же |
|
3.3. Камень |
" |
|
3.4. Свиль |
" |
|
3 5 Пузырь |
" |
|
3.6. Капиллярный пузырь |
" |
|
4. Показатели технологичности | |
|
4.1. Трудоемкость изготовления изделия, нормо-ч (ГОСТ 14.205-83) |
Технологическое |
|
4.2. Материалоемкость, т/руб. (ГОСТ 14.205-83) |
То же |
|
4.3. Технологическая себестоимость, руб. (ГОСТ 14.205-83) |
Технологическое |
|
5. Патентно-правовые показатели | |
|
5.1. Показатель патентной защиты |
- |
|
5.2. Показатель патентной чистоты |
- |
1.2. Изделия могут иметь номенклатуру показателей качества, дополняющую установленную в таблице.
(Введено дополнительно, Изм. №9).
Текст документа сверен по:
официальное издание
Госстандарт России -
М.: Издательство стандартов, 1992