ГОСТ 8.003-83
Группа Т88.1
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
МИКРОСКОПЫ ИНСТРУМЕНТАЛЬНЫЕ
Методы и средства поверки
State system for ensuring the uniformity of measurements.
Toolmaking microscopes.
Methods and means of verification
ОКСТУ 0008
Дата введения 1984-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 24 марта 1983 г. N 1316
ВЗАМЕН ГОСТ 8.003-71
ПЕРЕИЗДАНИЕ. Март 1991 г.
Настоящий стандарт распространяется на инструментальные микроскопы по ГОСТ 8074-82 и устанавливает методы и средства их первичной и периодической поверок.
Стандарт распространяется также на отечественные и импортные инструментальные микроскопы с характеристиками, аналогичными приведенным в ГОСТ 8074-82.
Стандарт полностью соответствует рекомендации СЭВ по стандартизации РС 4486-74.
1. Операции и средства поверки
1.1. При проведении поверки микроскопа следует выполнять операции и применять средства поверки, указанные в таблице.
1.2. Допускается применять другие средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
|
|
Номер |
Средства поверки и их нормативно-технические характеристики |
Обязательность проведения операции при | |
|
|
|
|
выпу- |
экс- |
|
Внешний осмотр |
3.1 |
- |
Да |
Нет |
|
Проверка взаимодействия подвижных частей микроскопа |
3.2 |
Вольтметр переменного тока 1-го класса с пределом измерения до 250 В по ГОСТ 8711-78 |
Да |
Нет |
|
Проверка перпендикулярности пучка проходящего света к плоскости координатного стола |
3.3 |
Гладкий калибр диаметром 35-40 мм 2-го класса по ГОСТ 21401-75 |
Да |
Нет |
|
Проверка совпадения изображения одного деления градусной шкалы с 60 делениями минутной шкалы, окулярной угломерной головки |
3.4 |
- |
Да |
Нет |
|
Проверка совпадения плоскостей изображения штрихов градусной и минутной шкал окулярной угломерной головки |
3.5 |
- |
Да |
Нет |
|
Проверка совпадения центра перекрестия штриховой сетки окулярной угломерной головки с осью вращения лимба |
3.6 |
Линейка ЛД-0-200 по ГОСТ 8026-75 |
Да |
Да |
|
Проверка перпендикулярности пунктирных линий штриховой сетки окулярной угломерной головки |
3.7 |
То же |
Да |
Нет |
|
Проверка качества изображения микроскопа |
3.8 |
" |
Да |
Нет |
|
Проверка увеличения объективов визирного микроскопа |
3.9 |
Штриховая мера длины 2-го класса по нормативно-технической документации (НТД), аттестованная в качестве меры 2-го разряда по НТД; |
Да |
Нет |
|
Определение основной погрешности микроскопа при измерении плоских углов угломерной головкой |
3.10 |
Угловая мера типа 2 с рабочим углом 60° или типа 3 с рабочим углом 90° 1-го класса по ГОСТ 2875-88 либо автоколлиматор типа АК-1У по ТУ 3-3.1495-84; многогранная угловая мера типа 4, 2-го класса по ГОСТ 2875-88 |
Да |
Да |
|
Определение основной погрешности микроскопа при измерении плоских углов круговой шкалой координатного стола |
3.11 |
Линейка ЛД-0-200 по ГОСТ 8026-75 |
Да |
Нет |
|
Проверка перпендикулярности направлений продольного и поперечного перемещений координатного стола |
3.12 |
Угольник УЛ-0-100 по ГОСТ 3749-77 или угловая мера типа 3 с рабочим углом 90° 1-го класса по ГОСТ 2875-88 |
Да |
Да |
|
Проверка прямолинейности движения координатного стола в продольном и поперечном направлениях |
3.13 |
Линейка ЛД-0-200 по ГОСТ 8026-75 или угольник УЛ-0-160 по ГОСТ 3749-77 |
Да |
Да |
|
Проверка параллельности горизонтальной линии перекрестия штриховой сетки окулярной угломерной головки продольному перемещению координатного стола |
3.14 |
Линейка ЛД-0-200 по ГОСТ 8026-75 |
Да |
Да |
|
Проверка параллельности рабочей поверхности плиты координатного стола и поверхности предметного стекла относительно плоскости движения координатного стола в продольном и поперечном направлениях |
3.15 |
Индикатор типа 2 МИГ по ГОСТ 9696-82; |
Да |
Да |
|
Проверка перпендикулярности биссектрис профилей резьб окулярной головки к направлению продольного перемещения координатного стола при нулевом показании градусной шкалы |
3.16 |
Линейка ЛД-0-200 по ГОСТ 8026-75 |
Да |
Нет |
|
Определение измерительного усилия кареток координатного стола, прикладываемого к микрометрическим головкам |
3.17 |
Динамометр ДПУ-0,01-2-У2 по ГОСТ 13837-79 |
Да |
Да |
|
Определение основной погрешности микроскопа при измерении линейных размеров и вариации показаний отсчетных устройств |
3.18 |
Штриховая мера длины 2-го класса по НТД и концевая мера длины 2-го класса по ГОСТ 9038-90, аттестованные в качестве мер 2-го разряда по НТД |
Да |
Да |
|
Проверка прямолинейности движения тубуса микроскопа и перпендикулярности его перемещения относительно поверхности предметного стекла |
3.19 |
Зеркало в оправе (приложение 2); |
Да |
Да |
|
Определение погрешности установки наклона колонки микроскопа относительно оси или наклона линии центров бабки |
3.20 |
Зеркало в оправе (приложение 2); |
Да |
Нет |
|
Поверка смещения точки наводки микроскопа при его наклоне относительно оси колонки на предельный угол |
3.21 |
Контрольный валик с лезвием (из комплекта инструментального микроскопа) |
Да |
Да |
|
Поверка допуска соосности внутренних и наружных центров в горизонтальной плоскости |
3.22 |
Контрольный валик с лезвием (из комплекта инструментального микроскопа); |
Да |
Да |
2. Условия поверки и подготовка к ней
2.1. При проведении поверки следует соблюдать нормальные условия по ГОСТ 8.050-73.
2.2. Перед поверкой необходимо проверить заземление микроскопа.
3. Проведение поверки
3.1. Внешний осмотр
3.1.1. При внешнем осмотре должно быть установлено:
отсутствие на наружных поверхностях микроскопа дефектов, ухудшающих внешний вид и влияющих на его эксплуатационные характеристики;
наличие четкой маркировки;
наличие равномерного освещения поля зрения;
наличие надежной фиксации съемных элементов зажимными устройствами.
При нулевой установке барабанов микрометрических головок штрих на гильзе должен быть виден полностью. Расстояние от торца барабана до ближайшего края штриха не должно превышать 0,1 мм.
3.2. Проверка взаимодействия подвижных частей микроскопа
Взаимодействие подвижных частей микроскопа проверяют опробованием. Взаимодействие должно проходить плавно, без скачков и заеданий.
При перемещении окуляра оправа с линзами не должна вывинчиваться из тубуса окуляра.
Для микроскопов типов ИМЦ преобразователи должны выдавать две последовательности импульсов прямоугольной формы положительной полярности со сдвигом фаз 90°±10°. Методика проверки разности фаз изложена в приложении 5.
Длительность импульсов выходных напряжений преобразователей не должна отличаться от длительности пауз более чем на 10%. Методика проверки длительностей импульсов и пауз выходных напряжений изложена в приложении 6.
Максимальное значение выходного импульсного напряжения преобразователей ![]() должно быть 2,6 В. Минимальное значение выходного импульсного напряжения преобразователей
должно быть 2,6 В. Минимальное значение выходного импульсного напряжения преобразователей ![]() должно быть от минус 0,2 до плюс 0,4 В (справочное приложение 6). На табло цифрового отсчетного устройства при нажатии кнопки "Уст. 0" должны наблюдаться нули, при нажатии кнопок "+", "-" и "Запись" на цифровом табло должно наблюдаться набранное переключателем "Предустановка" число со знаком.
должно быть от минус 0,2 до плюс 0,4 В (справочное приложение 6). На табло цифрового отсчетного устройства при нажатии кнопки "Уст. 0" должны наблюдаться нули, при нажатии кнопок "+", "-" и "Запись" на цифровом табло должно наблюдаться набранное переключателем "Предустановка" число со знаком.
3.3. Перпендикулярность пучка проходящего света к плоскости координатного стола проверяют при помощи гладкого калибра, установленного в центрах в продольном направлении. В поле зрения окуляра микроскопа при наименьшей диафрагме осветителя должны наблюдаться интерференционные полосы у края калибра. При помощи отсчетного устройства измеряют расстояние от края теневого изображения калибра до первой интерференционной полосы. Перемещают координатный стол до появления в поле зрения окуляра противоположного края теневого изображения калибра. Снова измеряют расстояние от него до первой интерференционной полосы.
Разность расстояний, полученных при двух измерениях, не должна превышать 0,002 мм.
Для проверки перпендикулярности пучка света к плоскости координатного стола при помощи установленного на призмах калибра, ось которого расположена в поперечном направлении перемещения координатного стола, повторяют вышеуказанные операции.
3.4. При проверке совпадения изображения одного деления градусной шкалы с 60 делениями минутной шкалы начальный (конечный) штрих минутной шкалы окулярной угломерной головки совмещают с одним из штрихов градусной шкалы. При этом несовпадение конечного (начального) штриха минутной шкалы со вторым штрихом градусной шкалы не должно превышать значения, указанного в ГОСТ 8074-82.
3.5. Совпадение плоскостей изображения штрихов градусной и минутной шкал окулярной угломерной головки проверяют визуально при нескольких положениях шкалы, например при 0; 90; 180 и 270°.
При покачивании головы перед окуляром визирного микроскопа штрихи минутной и градусной шкал не должны перемещаться относительно друг друга более чем на 0,25 деления минутной шкалы.
3.6. Совпадение центра перекрестия штриховой сетки окулярной угломерной головки с осью вращения лимба определяют при помощи лекальной линейки, которую устанавливают на столе микроскопа так, чтобы изображение ребра линейки совпало с одним из штрихов перекрестия штриховой сетки. Вращая маховичок угломерной головки, следят за положением перекрестия. В поле зрения не должно быть смещения центра перекрестия.
3.7. Перпендикулярность пунктирных линий штриховой сетки окулярной угломерной головки проверяют в последовательности, изложенной ниже.
На координатном столе устанавливают лекальную линейку. Маховичком окулярной угломерной головки и микрометрической головки совмещают горизонтальную линию перекрестия штриховой сетки с изображением ребра лекальной линейки и снимают отсчет по отсчетному микроскопу. Затем поворотом штриховой сетки совмещают вертикальную линию перекрестия штриховой сетки с изображением ребра лекальной линейки и снимают второй отсчет. Разность отсчетов не должна превышать 90°±![]() .
.
3.8. Качество изображения микроскопа проверяют в последовательности, изложенной ниже.
На координатном столе устанавливают лекальную линейку поочередно по направлению продольного и поперечного перемещений координатного стола. При этом должно наблюдаться четкое изображение ребра линейки. Перемещая стол и маховичок окулярной угломерной головки, совмещают изображение ребра линейки с горизонтальной или вертикальной линией перекрестия штриховой сетки. Маховичком окулярной угломерной головки проводят десять совмещений горизонтальной или вертикальной линии перекрестия штриховой сетки с изображением ребра линейки и снимают отсчет при каждом совмещении по отсчетному микроскопу.
Качество изображения считают удовлетворительным, если изображение ребра линейки в пределах 0,7 части поля зрения резкое, неокрашенное и разность между любым из десяти отсчетов не превышает ![]() .
.
3.9. Увеличения объективов визирного микроскопа проверяют с угломерной, резьбопрофильной или радиусной головкой.
3.9.1. При использовании угломерной головки на предметное стекло микроскопа устанавливают штриховую меру длины и совмещают ее штрихи с соответствующими штрихами угломерной головки. Несовпадение изображения штрихов шкалы с соответствующими штрихами сетки, измеренное при помощи отсчетного устройства для продольного перемещения, не должно превышать значений, указанных в ГОСТ 8074-82.
3.9.2. При использовании резьбопрофильной или радиусной головки на измерительный стол микроскопа устанавливают шкалу и совмещают парные штрихи размера А (черт.1) сеток резьбопрофильной или радиусной головок с изображением соответствующих штрихов шкалы. Несовпадение штрихов сеток с изображением соответствующих штрихов шкалы, измеряемое отсчетным устройством измерительного стола, не должно превышать значений, указанных в ГОСТ 8074-82.
Примечание. На черт.1 показана проверка увеличения микроскопа с объективом ![]() .
.
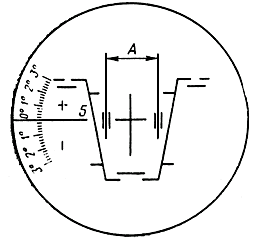
Черт. 1
3.9.3. Увеличение объектива, равное 1,5 и ![]() , проверяют по пп. 3.9.1 и 3.9.2.
, проверяют по пп. 3.9.1 и 3.9.2.
3.10. Основную погрешность микроскопа при измерении плоских углов угломерной головкой определяют двумя способами.
3.10.1. Угловую меру устанавливают на координатном столе. Маховичками окулярной угломерной и микрометрической головок совмещают одну из пунктирных линий штриховой сетки угломерной головки с изображением грани меры и снимают отсчет по лимбу угломерной головки.
Затем поворотом штриховой сетки совмещают ту же пунктирную линию штриховой сетки угломерной головки с изображением второй грани меры и снова снимают отсчет по лимбу угломерной головки.
Разность отсчетов по лимбу угломерной головки не должна превышать действительного значения угла меры на допускаемое значение, указанное в ГОСТ 8074-82.
3.10.2. Многогранную угловую меру устанавливают на стол микроскопа по центру вращения стола. На многогранную угловую меру кладут лекальную линейку так, чтобы ее ребро располагалось по центру меры. Совмещают изображение ребра лекальной линейки с пунктирной линией штриховой сетки. Затем устанавливают автоколлиматор против одной из граней меры с числом граней 4-6 и снимают отсчет по шкале автоколлиматора.
Устанавливают на окулярной угломерной головке значение угла, равное угловому шагу меры. При помощи координатного стола совмещают изображение ребра линейки с той же пунктирной линией штриховой сетки и отсчитывают отклонение по автоколлиматору. Затем выполняют аналогичные операции до полного оборота многогранной меры.
Отклонение не должно превышать значений, указанных в ГОСТ 8074-82.
3.11. Основную погрешность микроскопа при измерении плоских углов круговой шкалой координатного стола определяют в последовательности, изложенной ниже.
Круговую шкалу центрируют так, чтобы центр вращения шкалы совпал с центром перекрестия штриховой сетки угломерной головки. Вращением стола совмещают начальный штрих шкалы с нониусом.
На стол микроскопа помещают линейку. Поворотом лимба совмещают изображение ее ребра со штриховой линией сетки и снимают показание по угломерной головке.
Поворачивают маховичком стол на 30° до совмещения изображения ребра линейки с той же штриховой линией сетки и снимают показания по угловым шкалам. Операцию повторяют через каждые 30° до полного оборота стола.
Разность двух любых показаний и соответствующих показаний шкалы окулярной угломерной головки не должна превышать значений, указанных в ГОСТ 8074-82.
3.12. Перпендикулярность направлений продольного и поперечного перемещений координатного стола проверяют в последовательности, изложенной ниже. На стол микроскопа устанавливают угольник или угловую меру. Одно ребро угольника должно быть направлено параллельно продольному направлению перемещения стола. Для этого угольник поворотом стола устанавливают так, чтобы изображение ребра угольника или угловой меры в крайних положениях совмещалось с центром перекрестия штриховой сетки окулярной угломерной головки. Затем центр перекрестия сетки совмещают с изображением второго ребра угольника. Перемещая стол на максимальную длину в поперечном направлении, измеряют отклонение изображения ребра угольника от центра перекрестия при помощи отсчетного устройства для продольного направления. Отклонение от перпендикулярности направлений продольного и поперечного перемещений координатного стола не должно превышать значений, указанных в ГОСТ 8074-82.
3.13. Прямолинейность перемещения координатного стола в продольном и поперечном направлениях проверяют поочередно в последовательности, изложенной ниже.
На стол микроскопа устанавливают линейку или угольник так, чтобы ее ребро было направлено параллельно продольному или поперечному направлению перемещения стола. При этом положение центра перекрестия сетки от изображения ребра линейки в двух крайних точках, отстоящих одна от другой, должно быть одинаковым или совпадать. Перемещая стол на максимальную длину в продольном или поперечном направлении, необходимо следить за отклонением центра перекрестия сетки от изображения ребра линейки. Эту операцию проводят отдельно при прямом или обратном ходах. За отклонение принимают наибольшее значение, измеренное при прямом и обратном ходах. Для исключения влияния вариации показаний отсчетных устройств микрометрические головки необходимо вращать в одном направлении.
Отклонения, измеренные отсчетными устройствами, не должны превышать значений, указанных в ГОСТ 8074-82.
3.14. Параллельность горизонтальной линии перекрестия штриховой сетки окулярной угломерной головки продольному перемещению координатного стола проверяют в последовательности, изложенной ниже.
Ребро лекальной линейки устанавливают параллельно направлению продольного перемещения координатного стола. Горизонтальную линию перекрестия устанавливают параллельно изображению ребра лекальной линейки. Снимают отсчет по окулярной угломерной головке. Отклонение от параллельности горизонтальной линии перекрестия штриховой сетки окулярной угломерной головки продольному перемещению координатного стола не должно превышать значения, указанного в ГОСТ 8074-82.
3.15. Параллельность рабочей поверхности плиты координатного стола и поверхности предметного стекла относительно плоскости перемещения координатного стола в продольном и поперечном направлениях определяют в последовательности, изложенной ниже.
На тубусе микроскопа при помощи оправки укрепляют индикатор так, чтобы его наконечник касался поверхности предметного стекла или плиты стола в одном из его крайних положений, и снимают отсчет по индикатору. Перемещают координатный стол в противоположное крайнее положение и снова снимают отсчет по индикатору. Разность отсчетов не должна превышать значений, указанных в ГОСТ 8074-82.
3.16. Перпендикулярность биссектрис профилей резьб окулярной головки к направлению продольного перемещения координатного стола при нулевом показании градусной шкалы проверяют в последовательности, изложенной ниже.
Ребро лекальной линейки устанавливают параллельно направлению продольного перемещения стола, используя для этого один из градусных штрихов шкалы (черт.2). Вращая резьбопрофильную сетку и микрометрические головки, установочный штрих одного из профилей ставят параллельно ребру лекальной линейки. Значение, отсчитанное по шкале, не должно превышать указанного в ГОСТ 8074-82. Проверку проводят не менее чем для четырех профилей.

Черт. 2
3.17. Измерительное усилие кареток координатного стола, прикладываемое к микрометрическим головкам, определяют при помощи динамометра. Крючок динамометра закрепляют за стол при поперечном перемещении, а при продольном - за каретку стола. После натяжения пружины в момент начала перемещения стола снимают отсчет по шкале динамометра. Измерительное усилие кареток стола должно находиться в пределах 10-30 Н.
3.18. Основную погрешность микроскопа при измерении линейных размеров и вариации показаний отсчетных устройств определяют в последовательности, изложенной ниже.
Стол устанавливают в крайнее нулевое положение. На предметном стекле устанавливают параллельно продольному или поперечному направлению перемещения штриховую меру длины на высоте 25 мм от предметной плоскости. Перемещая стол, совмещают изображение нулевого штриха меры с центральной линией сетки угломерной головки при ее нулевом положении и снимают отсчет при помощи отсчетного устройства.
Затем при помощи микрометрической головки или фотоэлектрического преобразователя перемещают координатный стол до точного совмещения пунктирной линии с изображением следующего штриха меры и снова снимают отсчет.
Пунктирную линию с изображением штриха меры необходимо совмещать с одной стороны для исключения влияния вариации показаний отсчетных устройств. За окончательный результат принимают среднее арифметическое значение трех совмещений.
Разность между измеренным значением длины и действительным значением интервала штриховой меры по свидетельству не должна превышать значений, указанных в ГОСТ 8074-82.
При определении вариации показаний отсчетных устройств измерения необходимо выполнять через 10 мм при обратном ходе. Вариация показаний равна разности между соответствующими показаниями при прямом и обратном ходах.
Вариация показаний не должна превышать значений, указанных в ГОСТ 8074-82.
При использовании плоскопараллельных концевых мер длины основную погрешность микроскопа и вариацию показаний определяют для направлений продольного и поперечного перемещений в трех положениях микрометрической головки (например при 0,10 и 20 мм).
Пример записи и обработки результатов измерений приведен в приложении 7.
3.19. Прямолинейность движения тубуса микроскопа и перпендикулярность его перемещения относительно поверхности предметного стекла при нулевом положении колонки микроскопа типа Б проверяют при перемещении механизмом грубой фокусировки при помощи зеркала в оправе и угольника УЛП и перемещении механизмом точной фокусировки - индикатора и угольника УП.
3.19.1. При перемещении механизмом грубой фокусировки при помощи зеркала в оправе и угольника зеркало закрепляют на корпусе объектива так, чтобы его входная плоскость была приблизительно параллельна линии продольного или поперечного направления перемещения координатного стола. Угольники устанавливают на предметное стекло так, чтобы его рабочая грань была четко видна в поле зрения микроскопа.
Перемещая координатный стол в поперечном или продольном направлении, совмещают центр штриховой сетки с ребром угольника.
Перемещая тубус микроскопа при помощи механизма грубой фокусировки, наблюдают за смещением изображения ребра угольника от центра перекрестия штриховой сетки. Смещение изображения ребра угольника характеризует отклонение от прямолинейности и перпендикулярности перемещения тубуса микроскопа. Снимают отсчет по отсчетному устройству микроскопа для поперечного или продольного перемещения. Проверку проводят в двух взаимно перпендикулярных направлениях.
3.19.2. При перемещении механизмом точной фокусировки при помощи индикатора и угольника индикатор закрепляют на тубусе микроскопа в специальной оправке. Угольник закрепляют струбциной на предметном стекле стола микроскопа.
Перемещая тубус микроскопа механизмом точной фокусировки из крайнего нижнего положения, следят за показаниями индикатора, наконечник которого скользит по рабочей поверхности угольника (черт.3).
Проверку проводят в двух взаимно перпендикулярных направлениях.
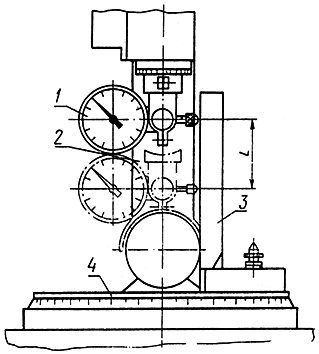
1 - индикатор; 2 - колонка микроскопа; 3 - угольник; 4 - предметное стекло
Черт. 3
3.19.3. Отклонения от прямолинейности перемещения тубуса микроскопа и перпендикулярности его перемещения относительно поверхности предметного стекла на длине 100 мм не должны превышать 0,03 мм, а на длине 5 мм - 0,004 мм.
3.20. Погрешность установки наклона колонки микроскопа относительно оси или наклона линии центров бабки определяют при помощи зеркала в оправе или оптического квадранта.
3.20.1. Погрешность установки наклона колонки микроскопа относительно оси определяют при помощи зеркала в оправе в последовательности, изложенной ниже.
Колонку микроскопа устанавливают вертикально в нулевое положение по шкале наклона колонки микроскопа. Шкалу окулярной угломерной головки также устанавливают в нулевое положение. На измерительный стол ставят угольник. Поворотом зеркала изображение ребра угольника устанавливают параллельно вертикальному штриху перекрестия и закрепляют зеркало. Перемещая стол в продольном направлении, совмещают изображение ребра угольника с вертикальным штрихом перекрестия. Поворотом лимба угломерной головки проверяют параллельность изображения ребра и штриха и снимают отсчет по угломерной головке. Затем колонку микроскопа наклоняют на углы по шкале наклона, равные ±5°, ±10° и на максимальный угол наклона.
Перемещая в продольном направлении стол и поворачивая лимб угломерной головки, устанавливают изображение ребра угольника параллельно вертикальному штриху перекрестия и снова снимают отсчет.
Разность углов, отсчитанных по угломерной головке и установленных по шкале наклона колонки микроскопа, не должна превышать значений, указанных в ГОСТ 8074-82.
3.20.2. Погрешность установки наклона линии центров бабки определяют в последовательности, изложенной ниже.
В центрах бабки помещают контрольный валик. Линию центров устанавливают по шкале в горизонтальном положении, а шкалу угломерной головки - в нулевое положение. Поворотом зеркала изображение образующей контрольного валика устанавливают параллельно горизонтальному штриху перекрестия и закрепляют его. Перемещая тубус микроскопа и поворачивая лимб головки, совмещают изображение образующей валика со штрихом и снимают отсчет. Затем устанавливают наклон линии центров бабки в крайние положения по угломерной головке и снова снимают отсчет.
Разность углов, отсчитанных по угломерной головке и установленных по шкале наклона центров, не должна превышать значений, указанных в ГОСТ 8074-82.
3.20.3. Погрешность установки наклона колонки микроскопа относительно оси определяют при помощи оптического квадранта в последовательности, изложенной ниже.
Колонку микроскопа устанавливают вертикально. На горизонтальной плоскости вспомогательного кронштейна, закрепленного на колонке микроскопа, помещают оптический квадрант, уровень которого выставляют горизонтально, и снимают отсчет по его лимбу. Наклоняя колонку, устанавливают углы, равные ±5°, ±10° и максимальный угол по ее шкале и при горизонтальном положении уровня квадранта снова снимают отсчет.
Для микроскопов с наклоняемой линией центров бабки оптический квадрант помещают непосредственно на центры бабки.
Разность между показаниями лимба оптического квадранта в обеих установках и угла, установленного по шкале наклона микроскопа, не должна превышать значений, указанных в ГОСТ 8074-82.
3.21. Смещение точки наводки микроскопа при его наклоне относительно оси колонки на максимальный угол проверяют для случаев расположения объекта в горизонтальной плоскости, проходящей через ось центров, и в плоскости биссектрисы угла установочной призмы для бесцентровых предметов.
3.21.1. Контрольный валик с лезвием закрепляют в центрах бабки или на призмах (черт.4). Колонку устанавливают в нулевое положение, вертикальную линию штриховой сетки окулярной угломерной головки совмещают с изображением грани лезвия валика.
Колонку наклоняют на максимальный угол в ту и другую сторону от нулевого положения. При помощи отсчетного устройства для продольного направления перемещения измеряют смещение изображения лезвия валика относительно вертикальной линии штриховой сетки. Смещение не должно превышать значений, указанных в ГОСТ 8074-82.
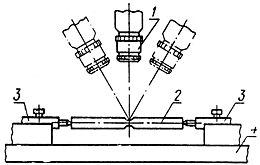
1 - объектив микроскопа; 2 - контрольный валик с лезвием; 3 - центры бабки; 4 - координатный стол
Черт. 4
3.21.2. Контрольный валик с лезвием закрепляют в центрах бабки. При нулевом положении шкалы наклона совмещают вертикальную линию штриховой сетки угломерной головки с изображением грани лезвия валика.
Проводят наклон линии центров бабки в крайние положения относительно горизонтального. За счет перемещения центров с валиком и наклоном бабки в обе стороны добиваются симметричности смещения изображения грани лезвия относительно вертикальной линии штриховой сетки окулярной угломерной головки. При помощи отсчетного устройства измеряют смещение изображения лезвия валика относительно вертикальной линии штриховой сети. Смещение не должно превышать 0,004 мм.
3.22. Допуск соосности внутренних и наружных центров в горизонтальной плоскости при расстоянии между центрами, равном 20 мм, проверяют при помощи валика с лезвием, при расстоянии между центрами от 150 до 300 мм - при помощи контрольных валиков с поясками.
3.22.1. Контрольный валик с лезвием закрепляют в центрах. Линию центров устанавливают параллельно ходу стола по образующей контрольного валика. После снятия контрольного валика и установки между центрами расстояния 20 мм микроскоп фокусируют на образующую конуса центра.
Перекрестие штрихов 60° окулярной угломерной головки совмещают с вершиной одного из центров и снимают отсчет по отсчетному устройству для поперечного направления. При перемещении стола перекрестие совмещают с вершиной второго центра и снова снимают отсчет.
Разность отсчетов ![]() (черт.5) не должна превышать значений, указанных в ГОСТ 8074-82.
(черт.5) не должна превышать значений, указанных в ГОСТ 8074-82.

Черт. 5
3.22.2. Контрольные валики с поясками типа I или II закрепляют в центрах.
Центр перекрестия сетки угломерной головки совмещают с образующей одного из поясков валика и снимают отсчет по отсчетному устройству для поперечного направления. При перемещении стола в продольном направлении совмещают центр перекрестия с образующей второго пояска и снова снимают отсчет.
Разность двух отсчетов не должна превышать значений, указанных в ГОСТ 8074-82.
3.22.3. Износ центров, выражающийся в нарушении прямолинейности их образующих (черт.6), не должен превышать ![]() 0,01 мм для микроскопов, находящихся в эксплуатации.
0,01 мм для микроскопов, находящихся в эксплуатации.
По направлению продольного хода стола микроскопа устанавливают образующую конуса центра и при помощи отсчетного устройства для поперечного направления проводят измерения.

Черт. 6
3.23. Результат поверки инструментального микроскопа заносят в протокол, форма которого приведена в обязательном приложении 8.
4. Оформление результатов поверки
4.1. Положительные результаты первичной поверки и инструментальных микроскопов оформляют записью в паспорте.
4.2. Положительные результаты периодической поверки, проведенной органами государственной метрологической службы, оформляют выдачей свидетельства по форме, установленной Госстандартом.
4.3. Положительные результаты периодической поверки, проведенной ведомственной метрологической службой, оформляют в порядке, установленном этой службой.
4.4. При отрицательных результатах поверки инструментальные микроскопы к выпуску в обращение и применению не допускают и выдают извещение о непригодности.
ПРИЛОЖЕНИЕ 1
Справочное
Оправка

1 - корпус; 2 - ось; 3 - хомут; 4 - гильза
ПРИЛОЖЕНИЕ 2
Справочное
Зеркало в оправе

1 - корпус; 2 - зеркало; 3 - хомут; 4 - винт
ПРИЛОЖЕНИЕ 3
Справочное
Кронштейн

1 - кронштейн; 2 - винт; А и Б - базовые поверхности
ПРИЛОЖЕНИЕ 4
Справочное
Контрольный валик

мм
|
Тип |
|
|
|
|
I |
150 |
37,5 |
75 |
|
II |
300 |
75 |
150 |
ПРИЛОЖЕНИЕ 5
Справочное
Проверка разности фаз
Разность фаз проверяют по схеме, приведенной на черт.1.

Черт. 1
Включают напряжения питания преобразователя. В зависимости от направления вращения привода преобразователя на экране осциллографа должны быть получены серии импульсов (см. черт.2).

Черт. 2
При этом должно выполняться равенство ![]()
![]() , где
, где ![]() - период импульсного сигнала;
- период импульсного сигнала; ![]() - временной сдвиг двух сигналов.
- временной сдвиг двух сигналов.
Выключают напряжение питания.
Напряжение питания контролируют при помощи вольтметра.
ПРИЛОЖЕНИЕ 6
Справочное
Проверка длительности импульсов и пауз выходных напряжений
Длительность импульсов и пауз максимального и минимального значений выходного напряжения проверяют по схеме, приведенной на черт.1.

Черт. 1
Включают напряжение питания преобразователя. Вращают привод преобразователя. На экране должна быть последовательность прямоугольных импульсов положительной полярности (см. черт.2).

Черт. 2
При этом длительность импульсов ![]() не должна отличаться от длительности пауз
не должна отличаться от длительности пауз ![]()
![]() на значение более указанного в п. 3.2 стандарта. Значения
на значение более указанного в п. 3.2 стандарта. Значения ![]() и
и ![]() должны соответствовать указанным в п. 3.2 стандарта.
должны соответствовать указанным в п. 3.2 стандарта.
Переключают тумблер ![]() и повторяют проверку длительностей импульсов и пауз, максимального и минимального значений напряжения выхода
и повторяют проверку длительностей импульсов и пауз, максимального и минимального значений напряжения выхода ![]() .
.
Выключают напряжение питания.
Напряжение питания контролируют при помощи вольтметра.
ПРИЛОЖЕНИЕ 7
Справочное
Пример записи и обработки результатов измерений
|
Прове- |
Отсчет по микрометриче- |
Отсчет, приве- |
Действите- |
Погре- |
Отсчет по микромет- |
Вариация показаний (мертвый ход), мм |
|
0 |
0,005 |
0 |
- |
- |
0,007 |
0,002 |
|
0-1 |
1,007 |
1,002 |
1,0009 |
+0,0011 |
- |
- |
|
0-2 |
2,007 |
2,002 |
2,0009 |
+0,0011 |
- |
- |
|
0-3 |
3,008 |
3,003 |
3,0006 |
+0,0024 |
- |
- |
|
0-4 |
4,008 |
4,003 |
4,0000 |
+0,0030 |
- |
- |
|
0-5 |
5,007 |
5,002 |
5,0005 |
+0,0015 |
- |
- |
|
0-6 |
6,006 |
6,001 |
6,0003 |
+0,0007 |
- |
- |
|
0-7 |
7,006 |
7,001 |
7,0004 |
+0,0006 |
- |
- |
|
0-8 |
8,005 |
8,000 |
8,0001 |
-0,0001 |
- |
- |
|
0-9 |
9,006 |
9,001 |
9,0002 |
+0,0008 |
- |
- |
|
0-10 |
10,003 |
9,998 |
10,0010 |
-0,0030 |
10,005 |
0,002 |
|
0-20 |
20,006 |
20,001 |
20,0002 |
+0,0008 |
20,008 |
0,002 |
|
0-25* |
25,007 |
25,002 |
24,9998* |
+0,0022 |
- |
- |
______________________
* Значение определено по свидетельству для интервала шкалы 5-30 мм.
Наибольшая погрешность микроскопа равна ±0,003 мм, вариация показаний - 0,002 мм.
ПРИЛОЖЕНИЕ 8
Обязательное
Протокол поверки № _______
инструментального микроскопа № ______
типа (модели) ______________________, изготовленного предприятием-изготовителем
__________________________________________________________________________
принадлежащего ___________________________________________________________
вновь изготовленного, после ремонта, находящегося в эксплуатации (нужное подчеркнуть).
Температура окружающей среды в начале измерений ____________ °С и в конце
измерений _____________ °С.
Относительная влажность _____________ %.
Время ![]() __________,
__________, ![]() ___________
___________
Скорость изменения температуры ____________ °С/ч
|
Номер пункта |
Допускаемые отклонения |
Действительные отклонения |
Примечание |
|
|
|
|
|
Дата поверки ______________________
Поверитель ____________________ _____________
фамилия, имя, отчество подпись
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1991