ГОСТ 9.005-72
Группа Т92
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА СССР
Единая система защиты от коррозии и старения
МЕТАЛЛЫ, СПЛАВЫ, МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ
НЕОРГАНИЧЕСКИЕ ПОКРЫТИЯ
Допустимые и недопустимые контакты с металлами и неметаллами
Unified system of corrosion and ageing protection. Metals, alloys, metallic and
non-metallic coatings. Permissible and impermissible contacts with
metals and non-metals
ОКСТУ 0009
Дата введения 1973-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
РАЗРАБОТЧИКИ
И.Л.Розенфельд, д-р хим. наук; С.Е.Марон; Е.В.Урнис (руководители темы); Г.С.Фомин, канд. хим. наук; К.И.Афанасьев, канд. хим. наук; С.М.Кашперов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.07.72 N 1483
3. Периодичность проверки - 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
2.1, приложение 3в |
5. Срок действия продлен до 01.07.93* Постановлением Госстандарта СССР от 26.06.87 N 2714
________________
* Ограничение срока действия снято постановлением Госстандарта России от 26.10.92 N 1451. (ИУС N 1, 1993 год). - Примечание .
6. ПЕРЕИЗДАНИЕ (октябрь 1990 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС N 4-89)
Настоящий стандарт распространяется на машины, приборы и другие технические изделия (в дальнейшем "изделия"), предназначенные для эксплуатации в различных атмосферных условиях, в морской и пресной воде при температурах, характеризующих природные условия.
Стандарт устанавливает общие требования к допустимости контактов разнородных в электрохимическом отношении металлов, сплавов и металлических и неметаллических неорганических покрытий (далее - металлов) и металлов с неметаллами (в твердом фазовом состоянии) в изделиях и к методам защиты от контактной коррозии.
Стандарт не распространяется на контакты металлических покрытий с металлическим или неметаллическим подслоем, контакты металлов с неметаллами в прецизионных приборах и изделиях электронной техники, контакты металлов с электропроводящими неметаллами.
(Введен дополнительно, Изм. N 1).
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Требования настоящего стандарта должны применяться при проектировании, изготовлении и эксплуатации изделий и учитываться в стандартах и другой нормативно-технической документации на конкретные изделия.
1.2. Допустимость контактов металлов установлена в настоящем стандарте с учетом разности потенциалов металлов, их поляризуемости в данной среде и омического сопротивления среды.
Для изделий, эксплуатируемых в морской и пресной воде, учитывается также соотношение площадей металлов, находящихся в контакте.
Для контактов металлов с неметаллами в настоящем стандарте допустимость установлена с учетом агрессивности неметалла по отношению к металлу и влияния металла на процессы разрушения неметалла, повышения коррозионной агрессивности атмосферы неметаллом за счет деструкции полимеров и других физико-химических процессов, коррозионной агрессивности продуктов коррозии металла.
1.2а. Допустимость контактов металлов с неметаллами, при которых образуются щели, зазоры и т.п., способствующие протеканию коррозионных процессов, устанавливают в нормативно-технической документации на конкретные изделия по результатам коррозионных испытаний.
(Введен дополнительно, Изм. N 1).
1.3. В зависимости от агрессивности среды и степени опасности возникновения контактной коррозии (коррозионного поражения) устанавливаются допустимые, ограниченно допустимые и недопустимые контакты металлов со следующими обозначениями:
|
допустимый |
+ |
|
ограниченно допустимый: |
|
|
для атмосферных условий |
0 |
|
для морской и пресной воды |
Х |
|
недопустимый |
- |
(Измененная редакция, Изм. N 1).
1.4. Допустимые контакты могут применяться в изделиях без защиты от контактной коррозии.
(Измененная редакция, Изм. N 1).
1.5. Ограниченно допустимые контакты в атмосферных условиях могут применяться в изделиях, конструкционные особенности и эксплуатационные условия которых позволяют периодически возобновлять защиту контактных поверхностей нанесением рабочих или консервационных смазок, лакокрасочных покрытий или при условии допустимости коррозионного поражения контактирующих материалов для назначенного срока службы изделия.
(Измененная редакция, Изм. N 1).
1.6. Ограниченно допустимые контакты металлов в морской и пресной воде могут применяться для изделий при условии:
соблюдения требуемого соотношения анодных и катодных поверхностей в зоне влияния контакта, зависящей от природы металлов, электропроводности воды, конфигурации деталей, места расположения контакта (открытая поверхность, замкнутая система);
учета возможности применения протекторной защиты;
возможного влияния продуктов коррозии одного металла на коррозию другого;
учета влияния коррозии анода на работоспособность изделия.
Ограниченно допустимые контакты для конкретных изделий устанавливаются в стандартах и другой нормативно-технической документации.
1.7. Недопустимые контакты могут применяться в изделиях только при условии их полной изоляции (электрической для контактов металл-металл) или применения других средств и методов защиты от контактной коррозии, установленных настоящим стандартом.
1.8. Недопустимые контакты без защиты от контактной коррозии допускается применять в следующих технически обоснованных случаях:
если контактная коррозия не влияет на работоспособность и сохраняемость изделия (с учетом изменения декоративного вида изделия);
если в изделии специально предусматривается электрохимическая защита от коррозии одних деталей сборочных единиц за счет коррозии других;
при расположении контакта металл-металл в герметизированных изделиях и в сборочных единицах, изолированных от климатических воздействий или работающих в атмосфере сухих инертных газов и сухого воздуха.
1.7, 1.8. (Измененная редакция, Изм. N 1).
1.9. Металлы, отнесенные к соответствующим группам в табл. 1-3, определяющих допустимость контактов металлов, расположены таким образом, что группы металлов, имеющие больший порядковый номер, катодны к группам металлов, имеющим меньший порядковый номер.
В пределах одной группы впереди стоящий металл является анодом по отношению к металлу, стоящему за ним.
1.10. Допустимость контактов, не указанных в данном стандарте, устанавливают после испытаний по нормативно-технической документации.
(Измененная редакция, Изм. N 1).
1.11. Определения терминов, применяемых в настоящем стандарте, даны в приложении 1.
1.12. Стандартные электродные потенциалы металлов даны в приложении 2.
2. ТРЕБОВАНИЯ К ДОПУСТИМОСТИ КОНТАКТОВ МАТЕРИАЛОВ
В ИЗДЕЛИЯХ, ПРЕДНАЗНАЧАЕМЫХ ДЛЯ ЭКСПЛУАТАЦИИ В АТМОСФЕРНЫХ УСЛОВИЯХ
2.1. Группы условий эксплуатации и их обозначения установлены по ГОСТ 15150-69.
2.2. В изделиях, предназначаемых для эксплуатации в атмосферных условиях, соотношение площадей контактируемых металлов не учитывается.
2.3. В изделиях, предназначаемых для эксплуатации в условиях 1, допустимы контакты любых металлов, кроме магниевых сплавов.
2.4. Для магниевых сплавов в условиях 1 допустимы следующие контакты при условии защиты грунтами или смазками:
с магниевыми сплавами, отличающимися по составу:
с алюминиймагниевыми сплавами (3-7% магния);
со сплавами на цинковой основе;
с любым металлом, покрытым цинком, кадмием, хромом, оловом, толщина которых выбирается в соответствии с требованиями п. 4.6.2, и титаном.
2.5. Допустимость контактов металлов в изделиях, предназначаемых для эксплуатации в условиях 2-4, установлена в табл.1 (см. бандероль).
2.6. В изделиях, предназначаемых для эксплуатации в условиях 2-4, контакты любых металлов, кроме магниевых сплавов, являются допустимыми при условии их размещения:
в помещениях с регулируемыми параметрами атмосферы, при относительной влажности воздуха не выше 70%;
в закрытых помещениях сухого тропического климата, предохраняющих от резких перепадов температуры, вызывающих конденсацию влаги;
в кожухах изделий с естественной или искусственной вентиляцией, эксплуатируемых на открытых площадках сухого тропического климата.
2.7. Для магниевых сплавов в условиях 2-4 эксплуатации при размещении изделий по п.2.6 допускаются контакты с металлами, оговоренные в п.2.4.
2.8. Допустимость контактов металлов в изделиях, предназначаемых для эксплуатации в условиях 5-8, установлена в табл.2 (см. бандероль).
2.3-2.8. (Измененная редакция, Изм. N 1).
2.9. Контакты металлов, которые в настоящем стандарте установлены как "недопустимые", могут считаться "допустимыми" в случае использования одного из контактируемых металлов в качестве защитного или защитно-декоративного покрытия при условии выбора видов и толщин по документации, утвержденной в установленном порядке.
2.10. Допустимость контактов металлов с неметаллами устанавливают в нормативно-технической документации на изделия, исходя из конкретных условий эксплуатации и свойств контактируемых материалов по установленной классификации видов контакта (приложение 3а), коррозионной агрессивности неметалла (приложение 3б), по приложению 3в.
(Введен дополнительно, Изм. N 1).
3. ТРЕБОВАНИЯ К ДОПУСТИМОСТИ КОНТАКТОВ МЕТАЛЛОВ В ИЗДЕЛИЯХ,
ПРЕДНАЗНАЧЕННЫХ ДЛЯ ЭКСПЛУАТАЦИИ В МОРСКОЙ И ПРЕСНОЙ ВОДЕ
3.1. Допустимость контактов металлов в изделиях, эксплуатируемых в морской воде, установлена в табл.3 (см. бандероль).
3.2. Допустимость контактов металлов для изделий, эксплуатируемых в пресных водах при суммарной концентрации солей в воде более 150 мг/дм![]() или при концентрации хлор-ионов выше 50 мг/дм
или при концентрации хлор-ионов выше 50 мг/дм![]() , устанавливают в соответствии с табл.3.
, устанавливают в соответствии с табл.3.
3.3. При суммарной концентрации солей в пресной воде ниже 150 мг/л или концентрации хлор-ионов ниже 50 мг/дм![]() степень опасности контакта, за исключением контактов с магниевыми и алюминиймагниевыми сплавами, по табл.3 снижается: "недопустимый" контакт рассматривается как "ограниченно допустимый", "ограниченно допустимый" - как - "допустимый".
степень опасности контакта, за исключением контактов с магниевыми и алюминиймагниевыми сплавами, по табл.3 снижается: "недопустимый" контакт рассматривается как "ограниченно допустимый", "ограниченно допустимый" - как - "допустимый".
3.4. Для изделий, эксплуатируемых в водах различной агрессивности, допустимость контактов металлов устанавливается по п.3.1.
3.5. В табл.3 приведены группы основных марок сталей, медных, алюминиевых и других сплавов, эксплуатируемых в морской воде.
При определении допустимости контактов для сплавов, марки которых не приведены в табл.3, их нужно относить к аналогичным группам и подгруппам сплавов данной таблицы.
3.6. При использовании металлов (магниевых, цинковых и других сплавов) в качестве протекторов для электрохимической защиты изделий, их контакты с другими металлами, установленные настоящим стандартом как "недопустимые", в данном случае следует считать "допустимыми".
3.7. Если в зоне влияния контактов металлов необходимо контактировать нескольким разнородным в электрохимическом отношении металлам, то степень опасности контактов определяется на основании лабораторных испытаний и испытаний в природных условиях.
(Измененная редакция, Изм. N 1).
3.8. Значения стационарных потенциалов металлов в морской воде даны в приложении 3.
4. ТРЕБОВАНИЯ К МЕТОДАМ ЗАЩИТЫ ОТ КОНТАКТНОЙ КОРРОЗИИ
4.1. Защита от контактной коррозии должна осуществляться:
применением рациональных методов конструирования, исключающих или уменьшающих контактную коррозию;
изоляцией (электрическим разъединением) контактирующих поверхностей металлов;
электрической изоляцией (электрическим разъединением) контактируемых металлов;
электрохимическими методами (катодная и протекторная защита, анодные покрытия);
изоляцией контактов от воздействия внешней среды;
исключением или уменьшением агрессивного воздействия коррозионной среды (введение ингибиторов, обессоливание, обескислороживание).
(Измененная редакция, Изм. N 1).
4.2. Выбор метода защиты или комплекса защитных мер от контактной коррозии, установленных в п.4.1, производят в зависимости от технических требований к изделию, условий и сроков их эксплуатации и экономической целесообразности и устанавливают в стандартах и нормативно-технической документации.
4.3. Для изделий, предназначаемых для эксплуатации в морской и пресной воде, следует применять комплексные методы защиты:
электрохимическая защита, окраска и уплотнение зазоров;
электроразъединение, окраска и уплотнение зазоров.
4.4. Рациональные методы конструирования
4.4.1. При конструировании изделий должны применяться преимущественно "допустимые" и "ограниченно допустимые" контакты материалов в соответствии с табл. 1-3, 6.
4.4.2. В технически обоснованных случаях (предъявление прочностных, антифрикционных и т.п. требований к контактам), когда при конструировании изделий невозможно выполнить требования п.4.4.1, контакты следует применять с использованием средств защиты от контактной коррозии по пп.4.1 и 4.2.
Выбор контактов металлов по табл.1-3 следует проводить из металлов, которые расположены в пределах одной группы или рядом расположенных групп.
(Измененная редакция, Изм. N 1).
4.4.3. При проектировании и изготовлении изделий контакты материалов по возможности следует располагать в местах, где условия эксплуатации наименее агрессивны (отсутствие погружения в электролит, периодического смачивания, воздействия брызг воды и т.п.), а осмотр и возобновление средств защиты от контактной коррозии наиболее удобны.
4.4.4. В изделиях, предназначаемых для эксплуатации в морской и пресной воде, в зоне влияния контакта контактирование малых площадей анодных металлов с большими площадями катодных металлов без применения средств защиты не допускается.
4.4.5. В сварных и клепаных конструкциях разность потенциалов между сварным швом и основным металлом (а также между заклепками и основным металлом) не должна превышать 30-50 мВ.
Если разность потенциалов превышает указанные величины, то сварной шов (заклепочный шов) следует дополнительно защищать средствами, установленными настоящим стандартом.
4.4.6. Если в конструкции необходимо соединить два разнородных металла, эксплуатируемых в различных условиях, то для крепежных деталей (заклепок, болтов и т.п.) следует применять тот же металл, который используется в данной конструкции в более жестких условиях.
4.4.7. В технически обоснованных случаях, когда к конструкции изделия предъявляются требования, не предусмотренные п.4.4.6, следует со стороны, где изделие находится в более жестких условиях, изолировать крепежные детали от основного металла или помещать между ними цинковую, оцинкованную или кадмированную шайбу с толщиной покрытия не менее 40 мкм.
4.4.8. Для неразъемных соединений постановка заклепок, болтов, шпилек и запрессовка втулок, а также деталей, выполненных по 6, 7-квалитетам (2, 2а классам точности), и деталей с натягом, должна производиться на сырых лакокрасочных грунтах.
Для разъемных соединений постановку перечисленных деталей следует производить на консистентных смазках и невысыхающих пастах.
(Измененная редакция, Изм. N 1).
4.4.9. При проектировании, изготовлении и эксплуатации изделий необходимо исключить: образование застойных зон, возможность скапливания воды и перегрева элементов конструкции в местах контакта материалов, процессы полимеризации, сушки и промывки элементов конструкции из неметаллических материалов в контакте с металлическими конструкциями, вызывающие недопустимые коррозионные поражения металла.
Для снижения коррозионной агрессивности неметаллических материалов допускается предусматривать в нормативно-технической документации на изделие способы их искусственного старения, дополнительную физико-химическую обработку поверхности металла и неметалла для повышения коррозионной стойкости по отношению друг к другу.
4.4.10. Примеры рационального контактирования разнородных материалов в конструкциях и изделиях даны в приложении 4.
4.4.9, 4.4.10. (Измененная редакция, Изм. N 1).
4.5. Изоляция (электрическое разъединение) контактирующих поверхностей материалов
4.5.1. Изоляцию контактируемых материалов проводят, когда существует техническая необходимость применения материалов, контакты которых в соответствии с требованиями настоящего стандарта являются недопустимыми.
4.5.2. Изоляция (электрическое разъединение) осуществляется при помощи прокладок, втулок, шайб и других разъединительных деталей, покрытий, монтажных паст и т.п.
4.5.3. Материалы, применяемые для изоляции, должны обеспечивать разъединение контактов металлов на все время эксплуатации, быть негигроскопичными, стойкими в средах, в которых эксплуатируется изделие, не оказывать коррозионного воздействия на изделие, выдерживать механические нагрузки, имеющиеся в данной конструкции.
4.5.4. Способы разъединения, толщина и форма прокладок и других разъединительных деталей устанавливаются в стандартах и другой нормативно-технической документации.
4.5.5. При применении лакокрасочных покрытий в качестве изоляционного материала для изделий, эксплуатируемых в атмосферных условиях, их следует наносить на оба контактируемых металла.
Для пористых неметаллических материалов, находящихся в контакте с металлом, допускается их пропитка лаком, маслами и другими защитными составами.
4.5.6. В случаях, когда по эксплуатационным или другим обоснованным требованиям к изделиям (детали, изготовленные по 6, 7 квалитетам, 2, 2а классам точности; детали, имеющие посадки с натягом, детали типа пружин и т.п.) нанесение лакокрасочных покрытий в соответствии с требованиями п.4.5.5 на оба контактируемых металла осуществить невозможно, допускается наносить лакокрасочные покрытия только на катодный металл.
Нанесение лакокрасочных покрытий только на анодный металл не допускается.
4.5-4.5.6. (Измененная редакция, Изм. N 1).
4.5.7. При контактировании магниевых сплавов с другими металлами, исключения, предусмотренные п.4.5.6, не допускаются.
4.5.8. Контроль за выполнением технологии электроизоляции (электроразъединения) контактируемых металлов для изделий, эксплуатируемых в морской воде, производится в процессе изготовления изделий путем измерения сопротивления. Электрическая изоляция должна обеспечить полное отсутствие электрического контакта между металлическими поверхностями.
4.5.9. В случае когда при изготовлении изделий изоляционные материалы находятся в увлажненном состоянии, проверка качества изоляции должна производиться после окончания сборки изделия по нормативно-технической документации.
4.5.10. В случаях, когда применение изоляционных прокладок, шайб, втулок не обеспечивает необходимую плотность соединения (сварные стыки, углы, криволинейные сопряжения), следует дополнительно применять герметики, компаунды, заливочные масла, замазки и т.п. с учетом требований п. 4.5.3.
4.6. Электрохимическая защита
4.6.1. Электрохимическая защита от контактной коррозии применяется в случаях, когда конструктивные особенности изделий не позволяют осуществить электрическое разъединение контактируемых металлов.
4.6.2. Для уменьшения контактной коррозии в изделиях, эксплуатируемых в атмосферных условиях, между металлами, контакт которых согласно требованиям табл. 1, 2 недопустим, следует помещать металл, который имеет более отрицательный потенциал, чем потенциал катодного металла, или наносить цинковые или кадмиевые покрытия на оба или на один контактируемый металл.
Для изделий, эксплуатируемых в атмосферных условиях, толщина покрытий в условиях 2-4 должна быть не менее 9 мкм, для условий 5-8 - не менее 12 мкм.
Для изделий, эксплуатируемых в морской и пресной воде, толщина покрытий должна быть не менее 40 мкм.
4.6.3. Для изделий, имеющих металлические покрытия, толщины которых установлены вне зависимости от условий эксплуатации (детали, выполненные по 6-10 квалитетам, 2, 2а, 3, За классам точности; детали, имеющие посадки с натягом), требования п.4.6.2 не распространяются.
4.6.2, 4.6.3. (Измененная редакция, Изм. N 1).
4.6.4. Выбор вида и толщины покрытий для защиты от контактной коррозии контактных изделий зависит от металла изделий и условий эксплуатации и устанавливается в стандартах и другой нормативно-технической документации на изделие с учетом требований п.4.6.2.
4.6.5. Для изделий, эксплуатируемых в морской и пресной воде, электрохимическая защита контактов металлов осуществляется либо с помощью протекторов (магниевые сплавы, цинк, сплавы алюминия с цинком, сталь), которые присоединяют к контактной паре, либо посредством катодной поляризации конструкций от внешнего источника тока при условии достижения минимального защитного потенциала.
Величина защитного потенциала устанавливается по нормативно-технической документации в зависимости от природы контактируемых в изделии металлов с учетом исключения возможного наводороживания и разрушения лакокрасочных покрытий.
4.6.6. Марка металла протектора, его конструкция и формы определяются местом установки протектора, зоной влияния контактов и сроком службы и устанавливаются в нормативно-технической документации.
4.7. Изоляция контактов от воздействия внешней среды
4.7.1. При эксплуатации изделий в атмосферных условиях 2-8, а также в морской и пресной воде следует осуществлять защиту контактов посредством их изоляции от воздействия внешней среды.
(Измененная редакция, Изм. N 1).
4.7.2. Защиту следует производить с помощью лакокрасочных покрытий, легко снимающихся пленок для временной защиты, клеев, герметиков, изоляционных лент, шпатлевок и т.п. или комплекса защитных средств.
4.7.3. В случаях, когда по условиям эксплуатации окраска изделия применяется в сочетании с электрохимической защитой, лакокрасочные покрытия должны обладать стойкостью в условиях катодной поляризации.
4.7.4. Примеры изоляции контактов от воздействия внешней среды даны в приложении 5.
(Измененная редакция, Изм. N 1).
4.8. Обработка коррозионной среды
4.8.1. Для защиты от контактной коррозии изделий, имеющих в замкнутых объемах контакты материалов (охладительные системы, теплообменники, реакторы, водопроводы и т.п.), следует применять метод обработки коррозионной среды, приводящий к уменьшению или исключению ее агрессивного воздействия.
4.8.2. Применяют три способа обработки среды:
снижение концентрации коррозионно-активных агентов и кислорода (обессоливание, обескислороживание среды);
введение ингибиторов коррозии;
создание регулируемого химического состава атмосфер.
4.8.3. Способы снижения концентрации коррозионно-активных агентов и обескислороживания среды, а также выбор ингибиторов и защитных атмосфер, их состав и концентрации, методы их введения устанавливают в нормативно-технической документации на изделие.
4.8.1-4.8.3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1
ТЕРМИНЫ, ПРИМЕНЯЕМЫЕ В СТАНДАРТЕ
1. Катодный металл - металл, который в коррозионной паре имеет более положительный потенциал.
2. Анодный металл - металл, который в коррозионной паре имеет более отрицательный потенциал.
3. Поляризуемость металлов - величина изменения потенциала на единицу плотности поляризующего тока.
ПРИЛОЖЕНИЕ 2
Справочное
РАСПОЛОЖЕНИЕ МЕТАЛЛОВ ПО РЯДУ НАПРЯЖЕНИЙ
|
Металл |
Стандартные электродные потенциалы, |
|
Магний |
-2,370 |
|
Бериллий |
-1,850 |
|
Алюминий |
-1,660 |
|
Марганец |
-1,180 |
|
Цинк |
-0,760 |
|
Хром |
-0,740 |
|
Железо |
-0,430 |
|
Кадмий |
-0,400 |
|
Кобальт |
-0,277 |
|
Никель |
-0,250 |
|
Молибден |
-0,200 |
|
Олово |
-0,136 |
|
Свинец |
-0,126 |
|
Медь |
+0,337 |
|
Серебро |
+0,800 |
|
Платина |
+1,190 |
|
Золото |
+1,500 |
ПРИЛОЖЕНИЕ 3
Справочное
СТАЦИОНАРНЫЕ ПОТЕНЦИАЛЫ НЕКОТОРЫХ МЕТАЛЛОВ И СПЛАВОВ В МОРСКОЙ ВОДЕ ПО ОТНОШЕНИЮ К НОРМАЛЬНОМУ ВОДОРОДНОМУ ЭЛЕКТРОДУ
|
Металл |
Стационарный потенциал, В |
|
Магний |
-1,45 |
|
Магниевый сплав |
-1,20 |
|
Цинк |
-0,80 |
|
Алюминиевый сплав (10% Mn) |
-0,74 |
|
Алюминиевый сплав (10% Zn) |
-0,70 |
|
Алюминиевый сплав К48-1 |
-0,660 |
|
Алюминиевый сплав К48-4 |
-0,650 |
|
Алюминиевый сплав АМг5 |
-0,550 |
|
Алюминиевый сплав АМг61 |
-0,540 |
|
Алюминий |
-0,53 |
|
Кадмий |
-0,52 |
|
Дюралюминий и алюминиевый сплав АМг6 |
-0,50 |
|
Железо |
-0,50 |
|
Сталь 45Г17Ю3 |
-0,47 |
|
Сталь Ст4С |
-0,46 |
|
Сталь СХЛ4 |
-0,45 |
|
Сталь типа АК и углеродистая сталь |
-0,40 |
|
Серый чугун |
-0,36 |
|
Нержавеющие стали Х13 и Х17 (активное состояние) |
-0,32 |
|
Никельмедистый чугун |
-0,30 |
|
Свинец |
-0,30 |
|
Олово |
-0,25 |
|
Никель (активное состояние) |
-0,12 |
|
Медные сплавы |
-0,12 |
|
Латунь (30% Zn) |
-0,11 |
|
Бронза (5-10% Аl) |
-0,10 |
|
Томпак (5-10% Zn) |
-0,08 |
|
Медь |
-0,08 |
|
Купроникель (30% Ni) |
-0,02 |
|
Бронза "Нева" |
+0,01 |
|
Бронза Бр. АЖН |
+0,02 |
|
Нержавеющая сталь Х13 (пассивное состояние) |
+0,03 |
|
Никель (пассивное состояние) |
+0,05 |
|
Нержавеющая сталь Х17 (пассивное состояние) |
+0,10 |
|
Титан технический |
+0,10 |
|
Серебро |
+0,12 |
|
Нержавеющая сталь 1Х14НД |
+0,12 |
|
Титан йодидный |
+0,15 |
|
Нержавеющая сталь Х18Н9 (пассивное состояние) и ОХ17Н7Ю |
+0,17 |
|
Монель-металл |
+0,17 |
|
Нержавеющая сталь Х18Н12М3 (пассивное состояние) |
+0,20 |
|
Нержавеющая сталь Х18Н10Т |
+0,25 |
|
Платина |
+0,40 |
Примечание. Указанные числовые значения потенциалов и порядок металлов в ряду могут изменяться в различной степени в зависимости от чистоты металлов, состава морской воды, степени аэрации и состояния поверхности металлов.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3а
Рекомендуемое
КЛАССИФИКАЦИЯ ВИДОВ КОНТАКТОВ МЕТАЛЛА С НЕМЕТАЛЛОМ
1. Полный контакт - на всей поверхности металла расположен неметалл.
1.1. Неметалл некоррозионно активен по отношению к поверхности металла.
1.2. Неметалл некоррозионно активен к поверхности металла, но возможен доступ к поверхности металла компонентов атмосферы.
1.3. Коррозионная активность неметалла определяется климатическими факторами.
1.4. Неметалл коррозионно активен по отношению к поверхности металла.
2. Косвенный контакт - поверхность металла и неметалла не имеют непосредственного контакта, но взаимодействуют с одной атмосферой в достаточно ограниченном объеме.
2.1. Неметалл не изменяет (или уменьшает) коррозионную агрессивность атмосферы.
2.2. Неметалл увеличивает коррозионную агрессивность атмосферы.
2.3. Неметалл каталитически увеличивает коррозионную агрессивность атмосферы.
2.4. Неметалл понижает коррозионную стойкость металла - активирует его поверхность.
3. Частичный контакт - на части поверхности металла расположен неметалл (или наоборот), другая часть взаимодействует с атмосферой. Классификация таких контактов определяется сочетанием характеристик контактов по пп.1.1-1.5 и пп.2.1-2.4.
ПРИЛОЖЕНИЕ 3б
Справочное
КОРРОЗИОННАЯ АГРЕССИВНОСТЬ НЕМЕТАЛЛОВ
1. Коррозионная агрессивность органических материалов определяется активностью выделяющихся продуктов старения.
1.1. Коррозионная агрессивность фенопластов, аминопластов, пенопластов, формальдегидных клеев определяется выделением формальдегида, возможностью его окисления до муравьиной кислоты и уротропина, который может быть источником аммиака.
1.2. Коррозионная агрессивность материалов из древесины определяется выделением растворов уксусной и муравьиной кислот.
1.3. Коррозионная агрессивность эпоксидных материалов определяется наличием в них свободного хлора и хлористого водорода, карбоновых и дикарбоновых кислот.
1.4. Коррозионная агрессивность резинотехнических изделий определяется содержанием в них серы и ее соединений, соединений водорода с галогенидами, органических соединений с окислительными свойствами.
2. Полимерные материалы, получаемые реакцией конденсации (эпоксидные, полиэфирные и т.п.), обладают наибольшей коррозионной агрессивностью в период отверждения. Процесс отверждения в замкнутых объемах конструкции проводить не рекомендуется.
3. Облучение неметалла ионизирующим облучением (ультрафиолетовым, гамма-облучением и т.д.) может увеличивать его коррозионную агрессивность.
4. Коррозионная агрессивность неметалла при прямом контакте с металлом определяется его водо- и кислородопроницаемостью. Значения водо- и кислородопроницаемости для ряда неметаллов приведены в табл.4 и 5.
Таблица 4
Диффузия воды через пленку лакокрасочного материала
толщиной 100 мкм
|
Пленкообразующий элемент |
Пигмент |
Скорость диффузии, г/см |
|
Глифталевый лак |
Нет |
0,828 |
|
Фенолформальдегидный лак |
" |
0,718 |
|
Эпоксиугольная смола |
" |
0,391 |
|
Глифталевый лак |
Чешуйчатый алюминий |
0,200 |
|
Фенолформальдегидный лак |
То же |
0,191 |
|
Льняное масло |
Литопон |
1,125 |
|
Эфирносмоляной лак |
Цинковые белила или окись цинка |
1,122 |
|
Эпоксидполиамид |
Окись железа, 15% ПВХ |
1,810 |
|
Хлоркаучук |
То же |
1,272 |
Примечание. Поглощение воды неокрашенной углеродистой сталью составляет 0,008-0,023 г/см![]() · год.
· год.
Таблица 5
Диффузия кислорода через пленку толщиной 100 мкм
|
Пленкообразующий элемент |
Пигмент |
Скорость диффузии, г/см |
|
Битум |
Нет |
0,053 |
|
Эпоксидная смола |
" |
0,002 |
|
Полистирол |
" |
0,013 |
|
Поливинилбутироль |
" |
0,027 |
|
Битум |
Тальк |
0,039 |
|
Пентаалкиды льняного масла |
Окись железа, 15% ПВХ |
0,003 |
|
Эпоксидполиамид |
То же |
0,002 |
|
Хлоркаучук |
" |
0,006 |
Примечание. Поглощение кислорода неокрашенной сталью составляет 0,020-0,030 г/см![]() · год.
· год.
ПРИЛОЖЕНИЕ 3в (см. бандероль)
ПРИЛОЖЕНИЕ 4
Справочное
ПРИМЕРЫ РАЦИОНАЛЬНОГО КОНТАКТИРОВАНИЯ РАЗЛИЧНЫХ МЕТАЛЛОВ В
КОНСТРУКЦИЯХ И ИЗДЕЛИЯХ
Сочленение стальных и алюминиевых листов
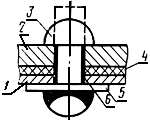
1 - алюминиевый лист; 2 - стальной лист; 3 - стальная заклепка; 4 - изоляционная прокладка; 5 - оцинкованная или кадмированная шайба; 6 - грунт
Черт. 1
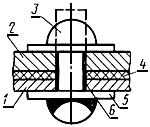
1 - алюминиевый лист; 2 - стальной лист; 3 - алюминиевая заклепка; 4 - изоляционная прокладка; 5 - оцинкованная или кадмированная шайба; 6 - грунт
Черт. 2
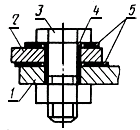
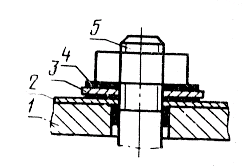
1 - стальной лист; 2 - алюминиевый лист; 3 - стальной болт; 4 - втулка из пластмассы; 5 - шайба из пластмассы
Черт. 3
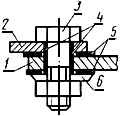
1 - стальной лист; 2 - алюминиевый лист; 3 - алюминиевый болт; 4 - втулка из пластмассы; 5 - шайба из пластмассы; 6 - шайба алюминиевая или стальная кадмированная
Черт. 4
Соединение элементов изделий
а - правильное соединение; б - неправильное соединение (наличие кармана дает возможность скапливания влаги)
Черт. 5
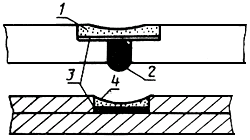
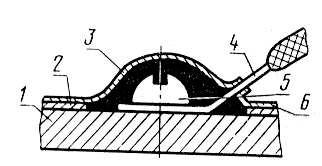
а - пример неудачного решения при образовании конденсата в зоне контакта; б - пример удачного решения при образовании конденсата в зоне контакта; 1 - конденсат; 2 - герметик; 3 - металл; 4 - неметалл
Черт. 5а
Сочетание элементов конструкции
1-2 - допустимый контакт; 2-3 и 2-4 - недопустимый контакт; 7-8 и 5-8 - допустимые контакты; 6-7 и 6-8 - недопустимые контакты
Черт. 5б
Применение герметика в подвижных соединениях
1, 4 - герметик; 2 - прокладочный материал; 3 - разделитель (например, полиэтиленовая лента)
Черт. 5в
Примеры устранения возможности скапливания влаги
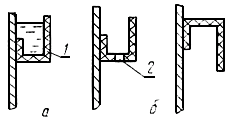
а - неудачный вариант (наличие кармана дает возможность скапливания влаги); б - предпочтительные варианты; 1 - ловушка; 2 - дренажное отверстие для стока
Черт. 5г
Геометрические формы кронштейнов пластиковых трубопроводов
а - неудачное решение; б - более удачное решение; 1 - нагретая конструкция; 2 - металл; 3 - неметалл; 4 - вентиляционное отверстие для охлаждения
Черт. 5д
Черт. 5а-5д (Введен дополнительно, Изм. N 1).
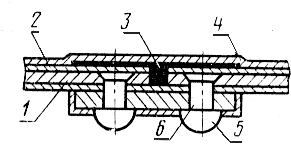
Методы соединения металлических труб
1 - алюминиевая труба; 2 - приваренный алюминиевый фланец; 3 - шайба из пластмассы; 4 - втулка из пластмассы; 5 - стальной болт; 6 - уплотняющая паста
Черт. 6
1 - алюминиевая труба; 2 - стальной фланец; 3 - стальной болт; 4 - пластмассовые кольца; 5 - уплотняющая паста
Черт. 7
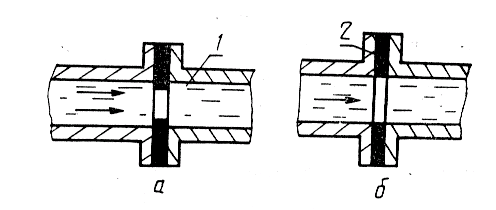
а - неудачный вариант; б - предпочтительный вариант; 1 - турбулентность; 2 - внутренний диаметр прокладки и трубы равны
Черт. 7а
(Введен дополнительно, Изм. N 1).
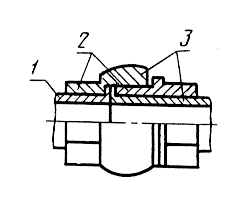
1 - алюминиевая труба; 2 - стальная муфта; 3 - уплотняющая паста
Черт. 8
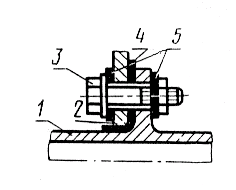
1 - труба из медного сплава; 2 - алюминиевый кронштейн; 3 - стальной болт; 4 - изоляционная прокладка; 5 - шайбы из пластмассы
Черт. 9
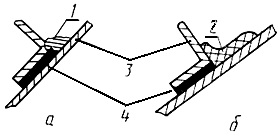
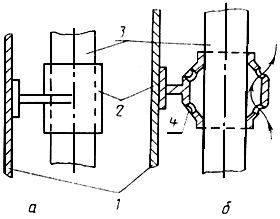
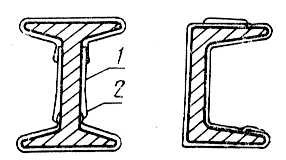
Соединение деталей из магниевых и алюминиевых сплавов
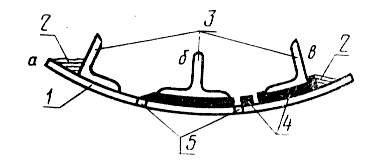
а - неудачное соединение (электролит замыкает место контакта); б, в - удачное соединение (дренажные отверстия и изолирующая прокладка препятствуют соприкосновению детали с электролитом); 1 - ошибка из алюминиевого сплава; 2 - электролит; 3 - кронштейн из магниевых сплавов; 4 - прокладки; 5 - дренажные отверстия
Черт. 10
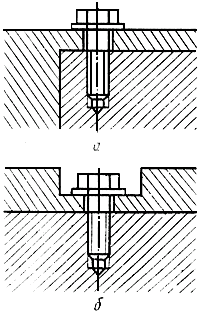
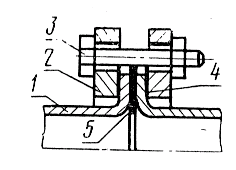
Узел электроразъединения труднодоступных соединений
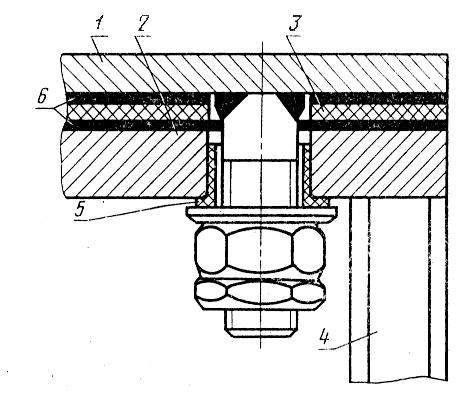
1 - стальная платформа; 2 - соединительный фланец из алюминиевого или титанового сплава; 3 - изоляционная прокладка из листового винипласта марки ВН; 4 - корпус; 5 - втулка из стеклопласта АГ-4С; 6 - уплотнительные прокладки
Черт. 11
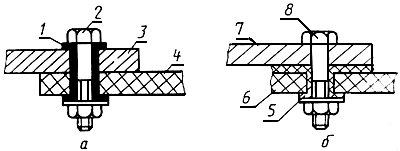
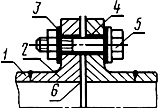
1 - деталь из магниевого сплава; 2 - лакокрасочное покрытие; 3 - слой герметика; 4 - шайба-прокладка; 5 - алюминиевый или титановый болт (поставлен на грунте)
Черт. 1
1 - деталь из магниевого сплава; 2 - лакокрасочное покрытие; 3 - слой герметика или шпаклевка П-5; 4 - слой эмали (окончательная окраска); 5 - алюминиевый или стальной кадмированный болт или гайка (болты поставлены на сыром грунте)
Черт. 2
1 - деталь из магниевого сплава; 2 - лакокрасочное покрытие; 3 - слой герметика или шпаклевка П-5; 4 - клемма металлизации; 5 - винт крепления металлизации; 6 - слой эмали (окончательная окраска)
Черт. 3
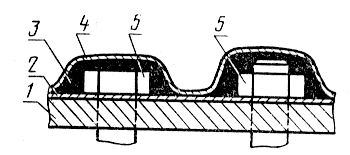
1 - магниевый сплав; 2 - лакокрасочное покрытие; 3 - слой шпаклевки; 4 - слой эмали (окончательная окраска); 5 - заклепки алюминиевые (сплав АМг5); 6 - грунт
Черт. 4
Изоляция опоры препятствует образованию конденсата
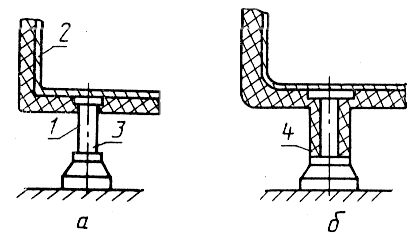
а - неудачное решение; б - более удачное решение; 1 - место образования конденсата; 2 - металлический корпус резервуара (источник тепла); 3 - металлическая опора; 4 - изоляция опоры
Черт. 6
Черт.5, 6 (Введен дополнительно, Изм. N 1).
Таблица 1
Допустимость контактов металлов в изделиях, эксплуатируемых в атмосферных условиях 2-4
|
|
Контактируемые металлы | ||||||||||||||||
|
Груп- |
Металлы |
Магний, магниевые сплавы |
Бе- |
Алюминий, алюминиевые сплавы, не содержащие медь |
Алюминиевые сплавы, содержащие медь |
Цинк, цинковые сплавы, цинковые покрытия |
Кадмий, кадмиевые покрытия
|
Чугун | |||||||||
|
|
|
неок- |
окси- |
|
неано- |
ано- |
неано- |
ано- |
без допол- |
хрома- |
фосфа- |
без допол- |
хрома- |
фосфа- |
| ||
|
I |
Магний, магниевые сплавы |
неоксиди- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
|
|
оксиди- |
+ |
+ |
- |
- |
0 |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
- | |
|
II |
Бериллий |
- |
- |
+ |
0 |
0 |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
- | ||
|
|
Алюминий, алюминиевые сплавы, не |
неаноди- рованные |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
содержащие медь |
анодиро- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
Алюминиевые сплавы, содержащие |
неанодиро- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
медь |
анодиро- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
IV |
Цинк, цинковые сплавы, цинковые покрытия |
без допол- нительной обработки |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
|
хромиро- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
|
фосфатиро- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
V |
Кадмий, кадмиевые покрытия |
без допол- нительной обработки |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
|
хроматиро- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | |
|
|
|
фосфатиро- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
|
Чугун |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
+ | ||
|
VI |
Сталь низколеги- |
без покрытий |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
+ | |
|
|
углеродистая |
азотиро- |
- |
- |
- |
- |
0 |
- |
- |
- |
- |
+ |
- |
- |
+ |
+ | |
|
|
|
оксиди- |
- |
- |
- |
- |
0 |
- |
- |
- |
- |
+ |
- |
- |
+ |
+ | |
|
|
|
фосфатиро- |
- |
- |
0 |
0 |
0 |
0 |
0 |
- |
- |
+ |
- |
- |
+ |
+ | |
|
VII |
Олово, оловянные и оловянно- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- | ||
|
VIII |
Свинец |
- |
- |
- |
+ |
+ |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
- | ||
|
|
Медь, медные сплавы |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
- | ||
|
IX |
Латунь |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
+ |
- |
0 |
+ |
- | ||
|
|
Бронза |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
- | ||
|
X |
Никель, никелевые сплавы, никелевые покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
- |
- |
+ |
- | ||
|
|
Хром, хромовые покрытия |
- |
- |
- |
+ |
+ |
+ |
+ |
- |
- |
0 |
- |
- |
0 |
- | ||
|
|
Хромистые стали |
- |
- |
- |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
- |
- |
- | ||
|
XII |
Хромо- |
- |
- |
- |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
- |
- |
- | ||
|
XIII |
Цирконий, циркониевые сплавы |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 | ||
|
XIV |
Титан, титановые сплавы |
- |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
+ |
0 |
0 |
+ |
- | ||
|
XV |
Серебро, серебряные покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | ||
|
XVI |
Платина, золото, родий, палладий; платиновое, золотое, родиевое, палладиевое покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | ||
Продолжение табл.
|
|
Контактируемые металлы | ||||||||||||||||||
|
Группы метал- |
Металлы |
Сталь низколегированная, углеродистая |
Олово, оловя- |
Сви- |
Медь, мед- |
Ла- |
Бро- |
Никель, нике- |
Хром, хромо- |
Хроми- |
Хромо- |
Цирконий, цирко- |
Титан, тита- |
Сере- |
Платина, золото, родий, палладий; | ||||
|
|
|
без покрытий |
азоти- |
окси- |
фосфа- |
покры- |
|
|
|
|
тия |
|
|
|
|
|
|
роди- | |
|
I |
Магний, магниевые сплавы |
неокси- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
оксиди- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
II |
Бериллий |
- |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
|
Алюминий, алюми- |
неаноди- |
- |
- |
- |
0 |
+ |
+ |
- |
- |
- |
- |
+ |
0 |
0 |
+ |
0 |
- |
- |
|
|
содержащие медь |
аноди- |
- |
0 |
0 |
0 |
+ |
+ |
- |
- |
- |
- |
+ |
0 |
0 |
+ |
0 |
- |
- |
|
|
Алюми- |
неано- |
- |
- |
- |
0 |
+ |
0 |
- |
- |
- |
- |
+ |
0 |
0 |
+ |
0 |
- |
- |
|
|
медь |
аноди- |
- |
- |
- |
0 |
+ |
0 |
- |
- |
- |
- |
+ |
0 |
0 |
+ |
0 |
- |
- |
|
IV |
Цинк, цинковые сплавы, цинковые покрытия |
без допол- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
+ |
0 |
- |
- |
|
|
|
хромиро- |
- |
- |
- |
- |
+ |
+ |
- |
0 |
- |
- |
- |
- |
- |
+ |
0 |
- |
- |
|
|
|
фосфа- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 |
- |
- |
+ |
+ |
- |
- |
|
V |
Кадмий, кадмиевые покрытия |
без допол- |
- |
- |
- |
- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
+ |
0 |
- |
- |
|
|
|
хромати- |
- |
- |
- |
- |
+ |
+ |
- |
0 |
- |
- |
- |
- |
- |
+ |
0 |
- |
- |
|
|
|
фосфати- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 |
- |
- |
+ |
+ |
- |
- |
|
|
Чугун |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- | |
|
VI |
Сталь низколе- |
без покрытий |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
- |
- |
- |
|
|
углеродистая |
азоти- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
- |
- |
- |
|
|
|
оксиди- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
0 |
- |
- |
|
|
|
фосфати- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
0 |
- |
+ |
|
VII |
Олово, оловянные и оловянно-свинцовые покрытия, припой ПОС |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 |
+ |
+ |
+ |
+ |
+ | |
|
VIII |
Свинец |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
- | |
|
|
Медь, медные сплавы |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
IX |
Латунь |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
|
Бронза |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
X |
Никель, никелевые сплавы, никелевые покрытия |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
|
Хром, хромовые покрытия |
- |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
|
Хромистые стали |
- |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XII |
Хромоникелевые стали |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XIII |
Цирконий, циркониевые сплавы |
0 |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XIV |
Титан, титановые сплавы |
- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XV |
Серебро, серебряные покрытия |
- |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XVI |
Платина, золото, родий, палладий; платиновое, золотое, родиевое, палладиевое покрытия |
- |
- |
- |
- |
+ |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
Таблица 2
Допустимость контактов металлов в изделиях, эксплуатируемых в атмосферных условиях 5-8
|
|
Контактируемые металлы | |||||||||||||||
|
Груп- |
Металлы |
Магний, магниевые сплавы |
Бери- |
Алюминий, алюминиевые сплавы, не содержащие медь |
Алюминиевые сплавы, содержащие медь |
Цинк, цинковые сплавы, цинковые покрытия |
Кадмий, кадмиевые покрытия
|
Чугун | ||||||||
|
|
|
неок- |
окси- |
|
неано- |
ано- |
неано- |
ано- |
без допол- |
хрома- |
фосфа- |
без допол- |
хрома- |
фосфа- |
| |
|
I |
Магний, магниевые сплавы |
неокси- |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
оксиди- |
+ |
+ |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
II |
Бериллий |
- |
- |
+ |
0 |
0 |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
- | |
|
|
Алюминий, алюминиевые сплавы, не |
неано- |
- |
- |
0 |
+ |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
содержащие медь |
аноди- |
- |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
Алюминиевые сплавы, содержащие |
неаноди- |
- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
медь |
аноди- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
IV |
Цинк, цинковые сплавы, цинковые покрытия |
без допол- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
|
хромиро- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
|
фосфа- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
V |
Кадмий, кадмиевые покрытия |
без допол- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
|
хромати- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
|
фосфати- |
- |
- |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
- |
|
|
Чугун |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ | |
|
VI |
Сталь низколе- |
без покрытий |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
|
углеродистая |
азотиро- |
- |
- |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
|
|
оксидиро- |
- |
- |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
|
|
фосфатиро- |
- |
- |
0 |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
+ |
|
VII |
Олово, оловянные и оловянно-свинцовые покрытия, припой ПОС |
- |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
+ |
0 |
0 |
+ |
- | |
|
VIII |
Свинец |
- |
- |
- |
0 |
0 |
0 |
0 |
0 |
0 |
+ |
0 |
0 |
+ |
- | |
|
|
Медь, медные сплавы |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
0 |
- | |
|
IX |
Латунь |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
0 |
- | |
|
|
Бронза |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
0 |
- | |
|
X |
Никель, никелевые сплавы, никелевые покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
0 |
- | |
|
|
Хром, хромовые покрытия |
- |
- |
- |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
- |
- |
- | |
|
|
Хромистые стали |
- |
- |
- |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
- |
- |
- | |
|
XII |
Хромоникелевые стали |
- |
- |
- |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
- |
- |
- | |
|
XIII |
Цирконий, циркониевые сплавы |
- |
- |
- |
+ |
+ |
+ |
+ |
0 |
0 |
+ |
0 |
0 |
+ |
0 | |
|
XIV |
Титан, титановые сплавы |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
0 |
- | |
|
XV |
Серебро, серебряные покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
XVI |
Платина, золото, родий, палладий; платиновое, золотое, родиевое, палладиевое покрытия |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
Продолжение табл.
|
|
Контактируемые металлы | ||||||||||||||||||
|
Груп- |
Металлы |
Сталь низколегированная, углеродистая |
Олово, оло- |
Сви- |
Медь, мед- |
Ла- |
Брон- |
Никель, нике- |
Хром, хромо- |
Хроми- |
Хромо- |
Цир- |
Титан, тита- |
Сере- |
Пла- | ||||
|
|
|
без покры- |
азоти- |
окси- |
фосфа- |
цовые покры- |
|
|
|
|
тия |
|
|
|
|
|
|
новое, золо- | |
|
I |
Магний, магниевые сплавы |
неоксиди- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
|
оксидиро- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
II |
Бериллий |
- |
- |
- |
0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
|
Алюминий, алюми- |
неаноди- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
0 |
0 |
0 |
+ |
- |
- |
- |
|
|
содержащие медь |
анодиро- |
- |
0 |
0 |
0 |
0 |
0 |
- |
- |
- |
- |
0 |
0 |
0 |
+ |
- |
- |
- |
|
|
Алюми- |
неаноди- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
0 |
0 |
0 |
+ |
- |
- |
- |
|
|
медь |
анодиро- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
0 |
0 |
0 |
+ |
- |
- |
- |
|
IV |
Цинк, цинковые сплавы, цинковые покрытия |
без допол- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
|
хромиро- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
|
фосфати- |
- |
- |
- |
- |
+ |
+ |
0 |
0 |
0 |
0 |
- |
- |
- |
+ |
0 |
- |
- |
|
V |
Кадмий, кадмиевые покрытия |
без допол- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
|
хромати- |
- |
- |
- |
- |
0 |
0 |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
|
фосфати- |
- |
- |
- |
- |
- |
+ |
0 |
0 |
0 |
0 |
- |
- |
- |
+ |
0 |
- |
- |
|
|
Чугун |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- | |
|
VI |
Сталь низко- |
без покрытий |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
углеро- |
азотиро- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
- |
- |
- |
|
|
|
оксидиро- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
- |
- |
- |
0 |
- |
- |
- |
|
|
|
фосфати- |
+ |
+ |
+ |
+ |
- |
- |
- |
- |
- |
- |
0 |
0 |
- |
0 |
- |
- |
- |
|
VII |
Олово, оловянные и оловянно- |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 |
0 | |
|
VIII |
Свинец |
- |
- |
- |
- |
+ |
+ |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
+ |
+ |
- |
- | |
|
|
Медь, медные сплавы |
- |
- |
- |
- |
+ |
0 |
+ |
+ |
+ |
+ |
0 |
0 |
+ |
+ |
+ |
+ |
+ | |
|
IX |
Латунь |
- |
- |
- |
- |
+ |
0 |
+ |
+ |
+ |
+ |
0 |
0 |
+ |
+ |
+ |
+ |
+ | |
|
|
Бронза |
- |
- |
- |
- |
+ |
0 |
+ |
+ |
+ |
+ |
0 |
0 |
+ |
+ |
+ |
+ |
+ | |
|
X |
Никель, никелевые сплавы, никелевые покрытия |
- |
- |
- |
- |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
0 |
0 | |
|
|
Хром, хромовые покрытия |
- |
0 |
- |
0 |
+ |
0 |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
|
Хромистые стали |
- |
0 |
- |
0 |
+ |
0 |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XII |
Хромоникелевые стали |
- |
- |
- |
- |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XIII |
Цирконий, циркониевые сплавы |
0 |
0 |
0 |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XIV |
Титан, титановые сплавы |
- |
- |
- |
- |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XV |
Серебро, серебряные покрытия |
- |
- |
- |
- |
0 |
- |
+ |
+ |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
|
XVI |
Платина, золото, родий, палладий; платиновое, золотое, родиевое, палладиевое покрытия |
- |
- |
- |
- |
0 |
- |
+ |
+ |
+ |
0 |
+ |
+ |
+ |
+ |
+ |
+ |
+ | |
Таблица 3
Допустимость контактов металлов в изделиях, эксплуатируемых в морской воде
|
|
Контактируемые металлы | ||||||||||||||||
|
|
|
|
|
|
|
|
|
Простые латуни |
Спецлатуни | ||||||||
|
Группы мета- |
Металлы |
Цинковые сплавы, цинковые покрытия |
Алю- |
Кадмий (кадми- |
Углеро- |
Сви- |
Оло- |
Л-63 |
Л-68 |
Л-96 |
Л070-1 |
Л062-1 |
ЛАМш77-2-0,05 |
ЛАМпЖ67-5-2-2 | |||
|
|
|
Соотношение площадей контактируемых металлов | |||||||||||||||
|
|
|
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > | |||
|
I |
Цинковые сплавы, цинковые покрытия |
+ + + |
+ + + |
+ + + |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - | |||
|
II |
Алюминий, алюминиевые сплавы (CU<0,5%) |
АМг; АМг6; АМг61; АД33; АМц |
+ + + |
+ + + |
- + + |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - | ||
|
III |
Кадмий (кадмиевое покрытие) |
+ + + |
- + + |
+ + + |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - | |||
|
IV |
Углеродистые и низколегированные стали, низколегированные чугуны |
- - - |
- - - |
- - - |
+ + + |
+ + + |
- - - |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х | |||
|
V |
Свинец |
- - - |
- - - |
- - - |
- - - |
+ + + |
+ + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- - + | |||
|
VI |
Олово |
- - - |
- - - |
- - - |
- - - |
+ + + |
+ + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + | |||
|
|
|
Л63 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
+ + + |
- - + |
- - Х |
- - Х |
- - + |
- - Х |
+ + + | ||
|
|
Простые латуни |
Л68 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - + |
+ + + |
- - + |
- + + |
- + + |
- + + |
- - + | ||
|
|
|
Л96 Л90 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - + |
+ + + |
+ + + |
- + + |
+ + + |
- - Х | ||
|
|
|
Л070-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
Л062-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - + |
- + + |
- + + |
+ + + |
+ + + |
+ + + |
- - + | ||
|
|
Спецлатуни |
ЛАМш77-2-0,05 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
ЛАМцЖ67-5-2-2 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
+ + + |
- - + |
- - Х |
- - Х |
- - + |
- - Х |
+ + + | ||
|
|
|
ЛМц58-2; ЛМцЖ55-3-1; ЛС59-1; ЛЖМц59-1-1 ЛНМцЖА60-1-2-1-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
+ + + |
- - + |
- - Х |
- - Х |
- - + |
- - Х |
+ + + | ||
|
VII |
Медь |
М3Р |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - + |
+ + + |
+ + + |
- + + |
+ + + |
- - Х | ||
|
|
|
Бр. АЖ9-4 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - + |
- - + |
- + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
Бр. АМц9-2; "Нева 70" |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - + |
- + + |
+ + + |
- + + |
+ + + |
+ + Х | ||
|
|
Бронзы |
Бр. ОЦСН3-7-5-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
Бр. ОЦС5-5-5 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
Бр. ОФ10-1; |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- + + |
+ + + |
+ + + |
+ + + |
- - Х | ||
|
|
|
МНЖ5-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- + + |
- - + |
- - + |
- - Х |
- - Х | ||
|
VIII |
Медно- |
МНЖМц30-1-1 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- + + |
- - + |
- - + |
- - Х |
- - Х | ||
|
|
|
НМЖМц28-2,5-1,5 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- + + |
- - Х |
- - Х |
- - Х |
- - Х | ||
|
IX |
Хромистые стали |
2Х13 |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х | ||
|
|
|
Х17Н2 |
- - - |
- - - |
- - - |
- - Х |
+ + + |
- + + |
- - Х |
- - - |
- - - |
- - - |
- - - |
- - - |
- - Х | ||
|
X |
Хромони- |
Х18Н10Т Х18Н12М2Т |
- - - |
- - - |
- - - |
- - Х |
- + + |
- + + |
- - Х |
- - Х |
- + + |
- - Х |
- - Х |
- - Х |
- - Х | ||
|
XI |
Титановые сплавы |
- - - |
- - Х |
- - - |
- - Х |
- - + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х | |||
Продолжение таблицы
|
|
Контактируемые металлы | |||||||||||||||||
|
|
|
Спецлатуни |
|
Бронзы |
Медно-никелевые сплавы |
Хромистые стали |
Хромо- |
Тита- | ||||||||||
|
Группы мета- |
Металлы |
ЛМц58-2 |
Медь М3Р |
Бр. АЖ Ац10-3-1,5; Бр.АЖ9-4 |
Бр.АМц9-2; |
Бр. ОЦСН3- |
Бр. ОЦС5- |
Бр.ОФ10-1; |
МНЖ5-1 |
МНЖМЦ 30-1-1 |
НМЖМц 28-2,5-1,5 |
2Х13 |
Х17Н2 |
Х18Н10Т; |
| |||
|
|
|
Соотношение площадей контактируемых металлов | ||||||||||||||||
|
|
|
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > |
< = > | ||
|
I |
Цинковые сплавы, цинковые покрытия |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
| ||
|
II |
Алюминий, алюми- |
АМг; АМг6; АМг61; АД33; АМц |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - Х |
| |
|
III |
Кадмий (кадмиевое покрытие) |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
| ||
|
IV |
Углеродистые и низколегированные стали, низколегированные чугуны |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
| ||
|
V |
Свинец |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
+ + + |
- + + |
- - Х |
| ||
|
VI |
Олово |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- + + |
- - Х |
| ||
|
|
|
Л63 |
+ + + |
- - Х |
- - + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
| |
|
|
Простые латуни |
Л68 |
- - + |
- - + |
- - + |
- - + |
- - Х |
- + + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
Л96 Л90 |
- - Х |
+ + + |
- + + |
- + + |
+ + + |
+ + + |
- + + |
- + + |
- + + |
- + + |
- - Х |
- - - |
- + + |
- - Х |
| |
|
|
|
Л070-1 |
- - Х |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - + |
- - + |
- - Х |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
Л062-1 |
- - + |
- + + |
+ + + |
- + + |
+ + + |
+ + + |
+ + + |
- - + |
- - + |
- - Х |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
Спецлатуни |
ЛАМш77-2-0,05 |
- - Х |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х |
- - Х |
- - Х |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
ЛАМцЖ67-5-2-2 |
+ + + |
- - - |
- - + |
+ + + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
| |
|
|
|
ЛМц58-2; ЛМцЖ55-3-1; ЛС59-1; ЛЖМц59-1-1 ЛНМцЖА60-1-2-1-1 |
+ + + |
- - - |
- - + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
| |
|
VII |
Медь |
М3Р |
- - Х |
+ + + |
- + + |
- + + |
+ + + |
+ + + |
- + + |
- + + |
- + + |
- + + |
- - Х |
- - - |
- + + |
- - Х |
| |
|
|
|
Бр. АЖ9-4 |
- - + |
- + + |
+ + + |
+ + + |
+ + + |
- + + |
- - + |
- - + |
- - + |
- - + |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
Бр. АМц9-2; "Нева 70" |
- - Х |
- + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- + + |
- + + |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
Бронзы |
Бр. ОЦСН3-7-5-1 |
- - Х |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- + + |
+ + + |
+ + + |
- + + |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
Бр. ОЦС5-5-5 |
- - Х |
+ + + |
- + + |
+ + + |
+ + + |
+ + + |
- + + |
+ + + |
+ + + |
- + + |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
Бр. ОФ10-1; |
- - Х |
- + + |
- - + |
+ + + |
- + + |
- + + |
+ + + |
+ + + |
+ + + |
- + + |
- - Х |
- - - |
- - Х |
- - Х |
| |
|
|
|
МНЖ5-1 |
- - Х |
- + + |
- - + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х |
- - Х |
- + + |
- - Х |
| |
|
VIII |
Медно- |
МНЖМц30-1-1 |
- - Х |
- + + |
- - + |
- + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
+ + + |
- - Х |
- - Х |
- + + |
- - Х |
| |
|
|
|
НМЖМц28-2,5-1,5 |
- - Х |
- + + |
- - + |
- + + |
- + + |
- + + |
- + + |
+ + + |
+ + + |
+ + + |
- - Х |
- - Х |
- + + |
- - Х |
| |
|
IX |
Хромистые стали |
2Х13 |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
+ + + |
+ + + |
- - Х |
- - Х |
| |
|
|
|
Х17Н2 |
- - Х |
- - - |
- - - |
- - - |
- - - |
- - - |
- - - |
- - Х |
- - Х |
- - Х |
+ + + |
+ + + |
- - Х |
- - Х |
| |
|
X |
Хромо- |
Х18Н10Т Х18Н12М2Т |
- - Х |
- + + |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- + + |
- + + |
- + + |
- - Х |
- - Х |
+ + + |
- - + |
| |
|
XI |
Титановые сплавы |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - Х |
- - + |
+ + + |
| ||
Примечания:
1. Различное соотношение площадей контактируемых металлов обозначено знаками:
"<" - площадь анодного металла меньше площади катодного металла;
"=" - площадь анодного металла равна площади катодного металла;
">" - площадь анодного металла больше площади катодного металла.
2. Контакты металлов, обозначенные знаком "Х", разрешается применять при условии, когда площадь анода не менее чем в 8 раз превышает площадь катода.
ПРИЛОЖЕНИЕ 3в
Рекомендуемое
Допустимость контактов материалов в изделиях, эксплуатируемых в атмосферных условиях по ГОСТ 15150
Таблица 6
|
Контактируемые неметаллы | ||||||||||||||
|
Металлы |
Полиа- |
Поли- |
Фторо- |
Амино- |
Поли- |
Поли- |
Поли- |
Поли- |
Эпок- |
Пента- |
Поли- |
Поли- |
Фено- | |
|
Магний, магниевые сплавы |
неоксиди- |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
оксиди- |
|
1-4 |
|
1-4 |
|
|
1-4 |
|
|
|
|
|
|
|
Бериллий |
1-4 |
1-4 |
|
1-3 |
|
|
1-4 |
|
|
|
|
|
| |
|
Алюминий и алюминиевые сплавы, |
неаноди- |
1 |
1-4 |
1-4 |
1-4 |
1-4 |
1 |
1-4 |
1 |
1 |
1, 3, 5 |
3 |
3 |
1 |
|
не содержащие медь |
анодиро- |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
1 |
1-5 |
1-5 |
1 |
|
1-5 |
3 |
1-5 |
|
Алюминиевые сплавы, содержащие |
неаноди- |
|
1-4 |
|
1-4 |
|
|
1-4 |
|
1 |
|
3 |
3 |
1-5 |
|
медь |
анодиро- |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
|
1-5 |
1-5 |
|
|
1-5 |
3 |
1-5 |
|
Цинк, цинковые сплавы, цинковые |
без допол- |
1-5 |
1-5 |
1-5 |
1, 2 |
1-5 |
1, 2 |
1-5 |
1-5 |
1 |
|
1-5 |
1 |
1-5 |
|
покрытия |
хромати- |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
1, 2 |
1-5 |
1 |
1 |
|
1 |
1 |
1-5 |
|
|
фосфати- |
1-5 |
1-4 |
|
|
|
1, 2 |
1-5 |
|
1 |
|
|
|
1 |
|
Кадмий, кадмиевые покрытия |
без дополни- |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
1 |
1-5 |
1-5 |
1 |
|
1-5 |
1 |
1-5 |
|
|
хромати- |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
1 |
1-5 |
1 |
1 |
|
1 |
1 |
1-5 |
|
|
фосфати- |
1-4 |
1-4 |
1-3 |
1-3 |
1-4 |
|
|
|
|
|
|
|
1 |
|
Чугун |
1 |
1, 2 |
1-3 |
1 |
1-4 |
1, 2 |
3 |
1 |
1 |
|
1, 3 |
3 |
1 | |
|
Сталь низколеги- |
без покрытий |
1, 3 |
1, 3, 5 |
1-4 |
1 |
1-4 |
1, 2 |
1-4 |
1-4 |
1 |
|
1 |
1 |
1 |
|
углеродистая |
азотиро- |
1 |
1,2 |
3 |
1 |
|
1, 2 |
1 |
1 |
1 |
|
1 |
1 |
1 |
|
|
оксиди- |
1-5 |
1-5 |
1-5 |
1 |
1-5 |
1, 2 |
1-5 |
1-5 |
1 |
|
1-5 |
1 |
1-5 |
|
|
фосфати- |
1 |
1, 2 |
3 |
1 |
|
1, 2 |
1 |
1 |
1 |
|
1 |
1 |
1 |
|
Олово, оловянные и оловянно- |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
|
1-5 |
1-5 |
|
|
3 |
|
1-5 | |
|
Свинец |
1-5 |
1-4 |
1-5 |
1-3 |
1-4 |
1, 2 |
|
|
|
|
|
|
1-5 | |
|
Медь, медные сплавы |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
1, 2 |
1-5 |
3 |
|
|
1-3 |
1, 3 |
1-5 | |
|
Бронза, латунь |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
1 |
1-5 |
1-5 |
|
|
1-5 |
1, 3 |
1-5 | |
|
Никель, никелевые сплавы, никелевые покрытия, хром, хромовые покрытия, хромистые, хромоникелевые стали |
1-5 |
1-5 |
1-5 |
1-3 |
1-5 |
1 |
1-5 |
1-5 |
1 |
|
1-5 |
1, 3 |
1-5 | |
|
Цирконий, циркониевые сплавы |
1-5 |
1-5 |
1-5 |
|
1-5 |
|
1-5 |
|
|
|
|
|
1-5 | |
|
Титан, титановые сплавы |
1-5 |
1-5 |
1-5 |
|
1-5 |
|
1-5 |
1-5 |
|
|
1-5 |
|
1-5 | |
|
Серебро, платина, золото, родий |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
|
1-5 |
1-5 |
|
|
1-5 |
|
1-5 | |
Продолжение таблицы
|
Контактируемые металлы | |||||||||||||||||
|
Металлы |
Волок- |
Тексто- |
Древес- |
Стекло- |
Вини- |
Стекло- |
Поли- |
Эпок- |
Кремний- |
Поли- |
Поли- |
Асбест |
Резины серо- |
Резины гало- |
Резины, содержащие кремний- | ||
|
Магний, магниевые сплавы |
неоксиди- |
|
|
|
|
|
|
|
|
1-5 |
|
|
|
|
|
| |
|
|
оксидиро- |
|
|
|
|
|
|
|
1-4 |
1-5 |
|
|
1-4 |
1-4 |
1-4 |
1-4 | |
|
Бериллий |
|
|
|
|
|
|
|
1-4 |
1-5 |
|
|
1-4 |
- |
- |
1-4 | ||
|
Алюминий и алюми- |
неаноди- |
1 |
1-4 |
|
1 |
1 |
1 |
|
1-5 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
не содержащие медь |
анодиро- |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
Алюми- |
неаноди- |
1 |
1 |
|
1 |
|
1 |
|
1, 2, 4 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
медь |
аноди- |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
Цинк, цинковые сплавы, цинковые |
без дополни- |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
покрытия |
хромати- |
1 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
|
фосфати- |
1 |
1 |
|
1 |
|
1 |
|
1-4 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
Кадмий, кадмиевые покрытия |
без допол- |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
|
хромати- |
1 |
1-5 |
|
1-5 |
1 |
1 |
|
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
|
фосфати- |
1 |
1 |
|
1 |
|
1 |
|
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
Чугун |
1 |
1 |
1-4 |
1-4 |
1, 3, 5 |
1 |
|
1 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | ||
|
Сталь низколе- |
без покрытий |
1-4 |
1-4 |
|
1-4 |
1, 3 |
1,3 |
|
1, 2 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
углеродистая |
азотиро- |
3 |
1 |
|
1 |
1, 3 |
1 |
|
1 |
1-5 |
1 |
1 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
|
оксидиро- |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 | |
|
|
фосфати- |
1,3 |
1 |
|
1 |
1 |
1 |
|
1 |
1-5 |
1 |
1 |
- |
1-5 |
1-5 |
1-5 | |
|
Олово, оловянные и оловянно-свинцовые покрытия, припой ПОС |
1-4 |
1-5 |
|
1-5 |
3 |
|
3 |
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
1-5 |
1-5 | ||
|
Свинец |
|
|
|
|
|
|
|
|
1-5 |
|
|
1-4 |
1-5 |
1-5 |
1-5 | ||
|
Медь, медные сплавы |
1 |
1-5 |
|
1-5 |
1-5 |
1 |
|
1, 2, 5 |
0 |
1 |
1-5 |
1-4 |
0 |
1-4 |
0 | ||
|
Бронза, латунь |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-4 |
0 |
1-4 |
0 | ||
|
Никель, никелевые сплавы, никелевые покрытия, хром, хромовые покрытия, хромистые, хромоникелевые стали |
1-5 |
1-5 |
|
1-5 |
1-5 |
1 |
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
1-5 |
1-5 | ||
|
Цирконий, циркониевые сплавы |
|
|
|
|
|
|
|
|
1-5 |
|
|
1-4 |
1-5 |
1-5 |
1-5 | ||
|
Титан, титановые сплавы |
1-5 |
1-5 |
|
1-5 |
1-5 |
|
1-5 |
1-5 |
1-5 |
1-5 |
1-5 |
1-4 |
1-5 |
1-5 |
1-5 | ||
|
Серебро, платина, золото, родий |
1-5 |
1-5 |
|
1-5 |
1-5 |
|
1-5 |
1, 2, 5 |
1-5 |
1-5 |
1-5 |
1-4 |
- |
1-5 |
1-5 | ||
Примечания:
1. "-" - недопустимые контакты; "0" - ограниченно допустимые контакты; цифры - допустимые контакты, условия их эксплуатации; пропуск - отсутствие достоверной информации.
2. Знаком "*" отмечены материалы, содержащие хлор в структуре в виде технических примесей, в наполнителе, понижающие коррозионную стойкость материалов.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1991