ГОСТ 8820-69*
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
Форма и размеры
Grinding stone exit grooves. Shape and sizes
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 8 декабря 1969 г. N 1327 срок введения установлен с 01.07.71
ВЗАМЕН ГОСТ 8820-58
* ПЕРЕИЗДАНИЕ (июль 1989 г.) с Изменением N 1, утвержденным в июне 1980 г. (ИУС 9-80).
1a. Настоящий стандарт распространяется на детали со шлифованными поверхностями, в конструкции которых предусмотрены канавки для выхода шлифовального круга.
(Введен дополнительно, Изм. N 1).
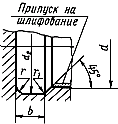
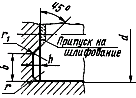
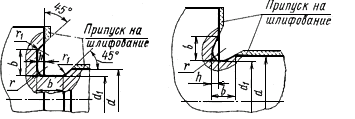
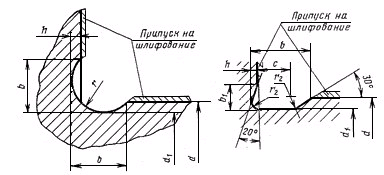
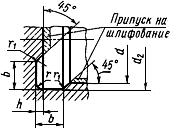
1. Форма и размеры канавок при шлифовании по цилиндру и торцу должны соответствовать указанным на черт.1-6 и в табл.1 и 1а (для исполнения 4).
А. Шлифование по цилиндру
а) Наружное шлифование
|
Исполнение 1 |
Исполнение 2 |
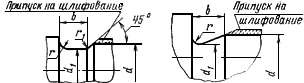
Черт.1
б) Внутреннее шлифование
Черт.2
Б. Шлифование по торцу
а) Наружное шлифование
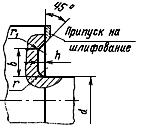
б) Внутреннее шлифование
Черт.4
В. Шлифование по цилиндру и торцу
а) Наружное шлифование
|
Исполнение 1 |
Исполнение 2 | |
|
| ||
|
Исполнение 3 |
Исполнение 4 | |
|
| ||
Черт.5
б) Внутреннее шлифование
Черт.6
Таблица 1
мм
|
|
Наружное шлифование |
Внутреннее шлифование |
|
|
|
| |
|
1; 2 |
3 |
|
|
|
|
|
|
|
1 |
- |
|
|
0,2 |
0,3 |
0,2 |
|
|
1,6 |
- |
|
|
|
0,5 |
0,3 |
|
|
2 |
- |
|
|
0,3 |
|
|
|
|
3 |
1,5 |
|
|
|
1 |
0,5 |
>10-50 |
|
5 |
2,25 |
|
|
0,5 |
1,6 |
|
>50-100 |
|
8 |
2,8 |
|
|
|
2 |
1 |
>100 |
|
10 |
5,0 |
|
|
|
3 |
|
|
Примечания:
1. При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
2. При ширине канавки ![]() 2 мм допускается применять закругления с обеих сторон, равные
2 мм допускается применять закругления с обеих сторон, равные ![]() .
.
3. Допускается применять другие размеры канавок, исходя из прочностных или конструктивных особенностей изделия.
Таблица 1а
мм
|
|
|
|
|
|
|
|
1,1 |
|
0,1 |
0,5 |
0,8 |
0,2 |
|
2,2 |
|
0,2 |
1,0 |
1,5 |
0,4 |
|
4,3 |
|
0,3 |
1,5 |
3,3 |
0,6 |
|
6,4 |
|
0,4 |
2,3 |
5,0 |
1,0 |
(Измененная редакция, Изм. N 1).
2. Форма и размеры канавок при плоском шлифовании должны соответствовать черт.7 и табл.2.
|
Исполнение 1 |
Исполнение 2 |
|
| |
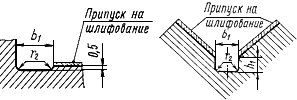
Черт.7
Таблица 2
мм
|
|
|
|
|
2 |
1,6 |
0,5 |
|
3 |
2,0 |
1,0 |
|
5 |
3,0 |
1,6 |
3. Предельные отклонения размеров и шероховатость поверхности канавок назначаются, исходя из конструктивных требований к изготавливаемым деталям.
4. (Исключен, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990