ГОСТ 14340.5-78*
Группа Е49
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОДА ЭМАЛИРОВАННЫЕ КРУГЛЫЕ
Метод испытания изоляции на прочность склеивания
Enamelled round wires. Bonding strength test method
Дата введения 1980-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 13 июля 1978 г. N 1886 срок введения установлен с 01.01.80
ПРОВЕРЕН в 1984 г. Постановлением Госстандарта от 29.06.84 N 2372 срок действия продлен до 01.01.95**
_______________
** Ограничение срока действия снято постановлением Госстандарта СССР от 26.06.91 N 1023 (ИУС N 9, 1991 год). - Примечание .
ВЗАМЕН ГОСТ 14340.5-69
* ПЕРЕИЗДАНИЕ (март 1986 г.) с Изменениями N 1, 2, утвержденными в марте 1982 г., июне 1984 г. (ИУС 6-82, 10-84)
Настоящий стандарт распространяется на эмалированные круглые провода с дополнительным клеящим слоем и устанавливает метод их испытания на прочность склеивания.
Стандарт полностью соответствует Публикации МЭК 251-1, 1978 г.
1. ОТБОР ОБРАЗЦОВ
1.1. Для проведения испытания отбирают образцы от катушек с проводом, не имеющим механических повреждений и хранившимся в условиях, указанных в нормативно-технической документации на провода.
1.2. Для испытаний отбирают три образца длиной (1,5±0,05) м для проводов диаметром до 0,5 мм и (2,8±0,05) м для проводов диаметром свыше 0,5 мм.
1.3. Образцы провода должны быть смотаны с катушки без растяжения и перегибов.
2. АППАРАТУРА
2.1. Для проведения испытаний должна применяться следующая аппаратура:
устройство для намотки спирали, схема которого указана на черт.1;
набор металлических стержней с номинальными диаметрами, указанными в таблице. Предельные отклонения от номинальных диаметров стержней должны быть ±0,02 мм. Длина стержней должна быть (50±2) мм для стержней диаметром 1,0 мм; (100±2) мм для стержней диаметром от 2,0 до 10,0 мм и (180±2) мм для стержней диаметром свыше 10,0 мм.
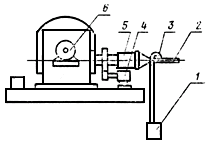
1 - груз; 2 - стержень; 3 - образец провода; 4 - счетчик числа витков;
5 - вращающийся патрон для закрепления стержня; 6 - электродвигатель.
Черт.1
Материал для изготовления стержней - сталь 45 по ГОСТ 1050-74*.
________________
* Действует ГОСТ 1050-88. - Примечание .
Шероховатость обрабатываемой поверхности стержней (![]() ) должна быть не более 0,160 мкм по ГОСТ 2789-73;
) должна быть не более 0,160 мкм по ГОСТ 2789-73;
набор подставок диаметром (75±5) мм для стержней с номинальным диаметром от 1,0 до 10,0 мм и диаметром (100±5) мм для стержней с номинальным диаметром свыше 10,0 мм.
Высота углубления подставки для установки стержней должна быть равна (1,5-2)![]() , где
, где ![]() - диаметр стержня;
- диаметр стержня;
набор грузов для натяжения провода при намотке спирали.
Предельное отклонение от массы груза, обеспечивающей нагрузку в соответствии с указанной в таблице, ±1%;
набор грузов для нагружения спирали во время запечки. Предельное отклонение от массы груза, обеспечивающей нагрузку в соответствии с указанной в таблице, ±0,5%.
Диаметры грузов для нагружения спирали при запечке должны соответствовать:
|
20±1 мм |
при |
нагрузке |
от |
0,05 Н |
(5 гс) |
до |
0,15 Н |
(15 гс); |
|
30±1 мм |
" |
" |
" |
0,25 Н |
(25 гс) |
" |
1,25 Н |
(125 гс); |
|
40±1 мм |
" |
" |
" |
1,75 Н |
(175 гс) |
" |
2,50 Н |
(250 гс); |
|
50±2 мм |
" |
" |
" |
3,25 Н |
(325 гс) |
" |
5,50 Н |
(550 гс); |
|
60±2 мм |
" |
" |
" |
6,50 Н |
(650 гс) |
" |
10,00 Н |
(1000 гс). |
Диаметры отверстий должны обеспечивать скользящую посадку грузов на стержни;
разновесы по ГОСТ 7328-82*;
________________
* На территории Российской Федерации действует ГОСТ 7328-2001. - Примечание .
чашечки для разновесов;
термостат с погрешностью регулирования температуры ±2,5 °С для температур до 150 °С и ±3,5 °С для температур свыше 150 °С;
штатив с кольцом;
секундомер марки С-1-2а класса 3 по ГОСТ 5072-79.
|
Номинальный диаметр проволоки, мм |
Диаметр |
Нагрузка, Н (гс) | |||||
|
|
|
при намотке образца (спирали) |
при запечке образца (спирали) | ||||
|
От |
0,060 |
до |
0,071 |
включ. |
1 |
0,05 (5) |
0,05 (5) |
|
Св. |
0,071 |
" |
0,100 |
" |
1 |
0,05 (5) |
0,05 (5) |
|
" |
0,100 |
" |
0,160 |
" |
1 |
0,12 (12) |
0,15 (15) |
|
" |
0,160 |
" |
0,200 |
" |
1 |
0,30 (30) |
0,25 (25) |
|
" |
0,200 |
" |
0,315 |
" |
2 |
0,80 (80) |
0,35 (35) |
|
" |
0,315 |
" |
0,400 |
" |
3 |
0,80 (80) |
0,50 (50) |
|
" |
0,400 |
" |
0,500 |
" |
4 |
2,00 (200) |
0,75 (75) |
|
." |
0,500 |
" |
0,630 |
" |
5 |
2,00 (200) |
1,25 (125) |
|
" |
0,630 |
" |
0,710 |
" |
6 |
5,00 (500) |
1,75 (175) |
|
" |
0,710 |
" |
0,800 |
" |
7 |
5,00 (500) |
2,00 (200) |
|
" |
0,800 |
" |
0,900 |
" |
8 |
5,00 (500) |
2,50 (250) |
|
" |
0,900 |
" |
1,000 |
" |
9 |
5,00 (500) |
3,25 (325) |
|
" |
1,000 |
" |
1,120 |
" |
10 |
12,00 (1200) |
4,00 (400) |
|
" |
1,120 |
" |
1,250 |
" |
11 |
12,00 (1200) |
4,50 (450) |
|
" |
1,250 |
" |
1,400 |
" |
12 |
12,00 (1200) |
5,50 (550) |
|
" |
1,400 |
" |
1,600 |
" |
14 |
12,00 (1200) |
6,50 (650) |
|
" |
1,600 |
" |
1,800 |
" |
16 |
30,00 (3000) |
8,00 (800) |
|
" |
1,800 |
|
|
|
18 |
30,00 (3000) |
10,00 (1000) |
(Измененная редакция, Изм. N 1).
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Подготовка образцов к испытанию должна производиться при температуре окружающего воздуха (25±10) °С и относительной влажности воздуха не более 75%, если в нормативно-технической документации на провода не предусмотрены другие температура и влажность.
3.2. На стержень с помощью устройства, указанного на черт.1, наматывают испытуемый провод в виде спирали. При этом один конец провода закрепляют на стержне, используя отверстие на его конце, а к другому концу подвешивают груз, обеспечивающий нагрузку, указанную в таблице. В качестве груза допускается применять разновесы.
Прибор устанавливают на площадку, высота которой от уровня пола определяется длиной образца испытуемого провода, наибольшего по номинальному диаметру. Стержень прибора должен находиться в горизонтальном положении.
Образцы провода с номинальным диаметром проволоки до 0,355 мм включительно наматывают спиралью длиной 20-23 мм, провода с номинальным диаметром проволоки свыше 0,355 мм - спиралью с числом витков 50-55 при частоте вращения стержня 1-3 об/с.
Допускается намотка спирали вручную. При этом для облегчения намотки спирали используют стержни, плотно вставленные в подставки.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Образцы провода в виде спирали вместе со стержнем снимают с устройства для намотки, освобождают закрепленный конец и устанавливают в вертикальном положении на подставку (см. черт.2).
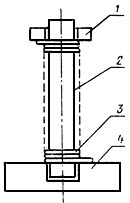
1 - груз; 2 - стержень; 3 - спираль из испытуемого провода; 4 - подставка с углублением
для фиксирования стержня.
Черт.2
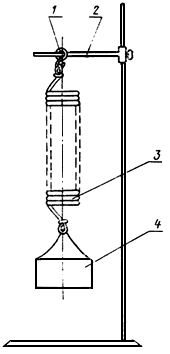
1 - крючок; 2 - кольцо; 3 - спираль из испытуемого провода; 4 - чашечка для разновесов.
Черт.3
На стержень поверх спирали накладывают груз массой, обеспечивающей нагрузку, соответствующую указанной в таблице.
4.2. Приспособление, указанное в п.4.1, помещают в термостат и выдерживают в нем в течение 0,5 ч при испытании проводов с номинальным диаметром проволоки до 0,60 мм и в течение 1 ч при испытании проводов с номинальным диаметром проволоки свыше 0,60 мм при температуре, указанной в нормативно-технической документации на провода.
4.3. После выдержки в термостате приспособление с запеченной спиралью вынимают из него, охлаждают до комнатной температуры, освобождают спираль от груза и осторожно снимают ее со стержня.
Поврежденные при снятии со стержня спирали для дальнейшего проведения испытания не используют.
Для облегчения снятия спирали допускается использование антиадгезивов, накладываемых на поверхность стержня.
(Измененная редакция, Изм. N 2).
4.4. Один конец запеченной спирали закрепляют на крючке в соответствии с черт.3, который подвешивают к кольцу штатива. К другому концу спирали подвешивают чашечку для помещения разновесов. После этого кольцо устанавливают на такой высоте, при которой расстояние от чашечки до поверхности основания штатива составляет 90-100 мм.
4.5. Для определения прочности склеивания провода на соответствие требованиям нормативно-технической документации к спирали прикладывают нормированную нагрузку с помощью разновесов, помещаемых в чашечку. При этом масса чашечки должна учитываться при определении значения нагрузки.
Прочность склеивания соответствует установленной в нормативно-технической документации, если в течение 5-8 с не произошло разрушения спирали.
Спираль считается разрушенной, если в результате разъединения витков и растяжения части спирали, чашечка достигает плоскости основания штатива.
Если происходит равномерное растяжение всех витков спирали, то определение считается недействительным и нагрузка не учитывается, так как она характеризует упругость несклеенного образца.
(Измененная редакция, Изм. N 2).
4.6. Для определения истинной (предельной) прочности склеивания проводов нагрузку на спираль увеличивают постепенно до тех пор, пока не произойдет разрушения спирали.
После каждого нагружения спираль выдерживают под нагрузкой в течение 5-8 с.
Нагрузку, предшествующую нагрузке, при которой происходит разрушение спирали, принимают за прочность склеивания. Она не должна отличаться от разрушающей более чем на 5%.
Первоначальная нагрузка и степень ее возрастания при каждом последующем нагружении не нормируются и выбираются в зависимости от номинального диаметра провода и ожидаемой прочности склеивания при условии соблюдения разницы между разрушающей и предшествующей нагрузками, установленными в стандарте.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Определение прочности склеивания производят на трех образцах (спиралях).
За показатель прочности склеивания принимают минимальное значение трех определений.
Текст документов сверен по:
официальное издание
Провода эмалированные круглые. Методы испытаний.
ГОСТ 14340.1-74-ГОСТ 14340.6-79: Сб. ГОСТов. -
М.: Издательство стандартов, 1986